

Первая часть дня проходит идеально — а через два часа та же программа вдруг выдает изгиб с отклонением на 1,2 градуса на одном конце. В настройке ничего не менялось. Тот же материал, те же инструменты, тот же оператор. Естественная реакция — обвинить калибровку, но чаще всего машина тут ни при чем. То, что действительно изменилось, — это набор тонких, часто невидимых условий, которые остаются незамеченными, пока тихо не срывают производственную серию. Умение распознавать эти скрытые переменные отличает настоящую диагностику от слепого гадания.
Гидравлические прессы живут и умирают от температуры. После ночного простоя масло густеет, замедляет реакцию сервоклапанов и заставляет ползун отставать на доли миллиметра — достаточно, чтобы изменить угол гибки более чем на градус. Это выглядит точно как калибровочный дрейф, но как только масло прогревается до 100–120 °F (38–49 °C), симптомы исчезают. Самая простая проверка — температура масла: если смотровое стекло показывает ниже 80 °F (27 °C), речь не о механической или электронной неисправности, вы просто гнёте на холодном масле.
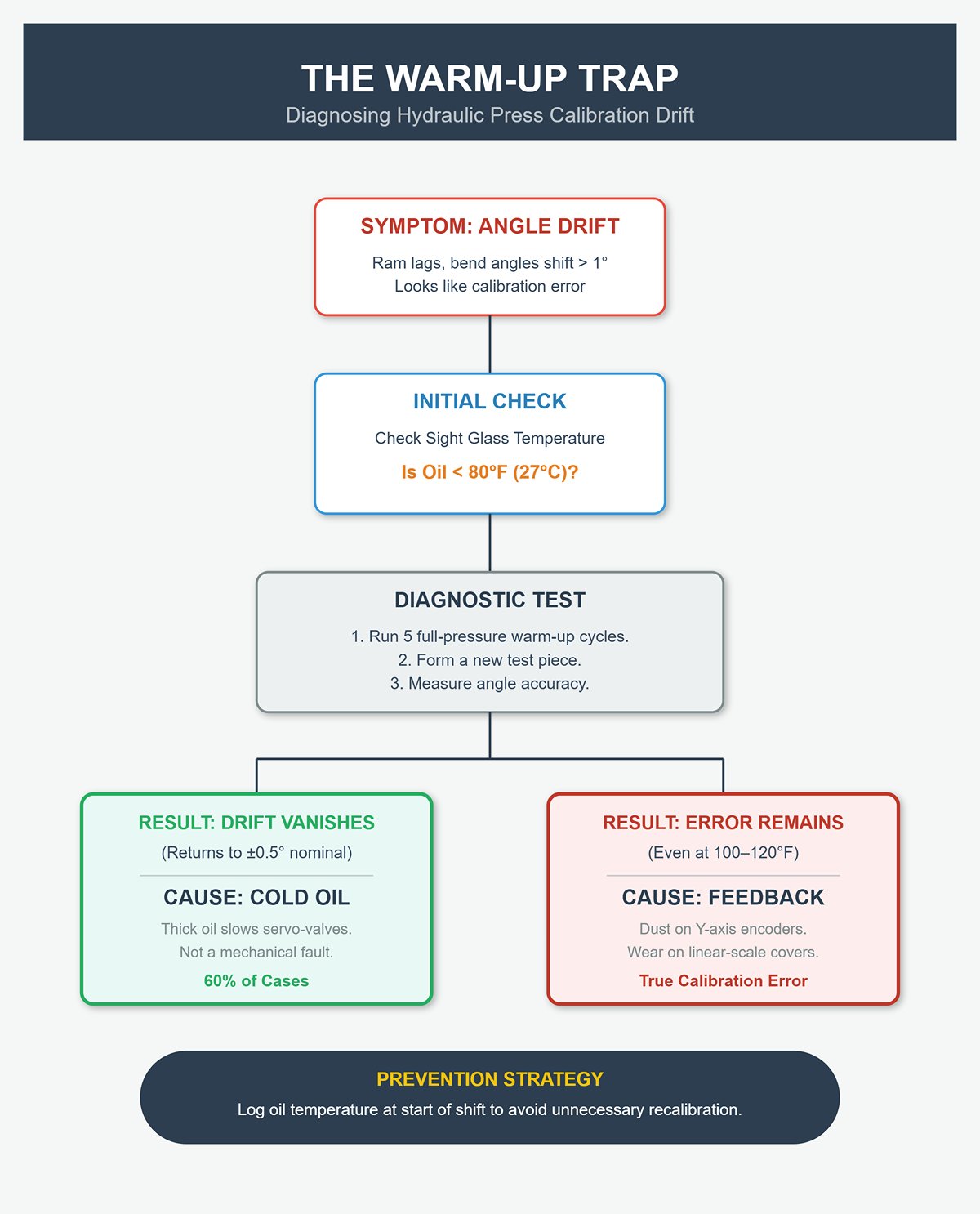
Сделайте пять циклов под полным давлением, затем согните новый образец. Если угол возвращается к номиналу с отклонением около ±0,5°, дрейф вызвалa температура, а не калибровка. Если ошибка сохраняется даже после прогрева масла, проблема в системе обратной связи по положению — часто из‑за крошечных пылинок на энкодерах оси Y или износа крышек линейных шкал, что может давать погрешность ±0,01 мм. Цеха, начавшие фиксировать температуру масла в начале каждой смены, выяснили, что шесть из десяти “проблем калибровки” были просто эффектом холодного запуска. Простой температурный журнал избавляет от часов ненужной перекалибровки и предотвращает скрытый брак.
Настоящие сбои калибровки обычно проявляются в геометрии ползуна задолго до того, как электроника подаст сигнал. Проверить параллельность Y1/Y2 можно с помощью линейки и щупа. Поднимите ползун в верхнюю мёртвую точку и проверьте зазор по кровати на обоих концах и в центре, зафиксировав измеренные щели. У высокоточных листогибов разница между концами не должна превышать 0,5 мм, у тяжелых промышленных машин допускается до 2 мм. Повторите те же проверки у нижней мёртвой точки, чтобы подтвердить стабильность.
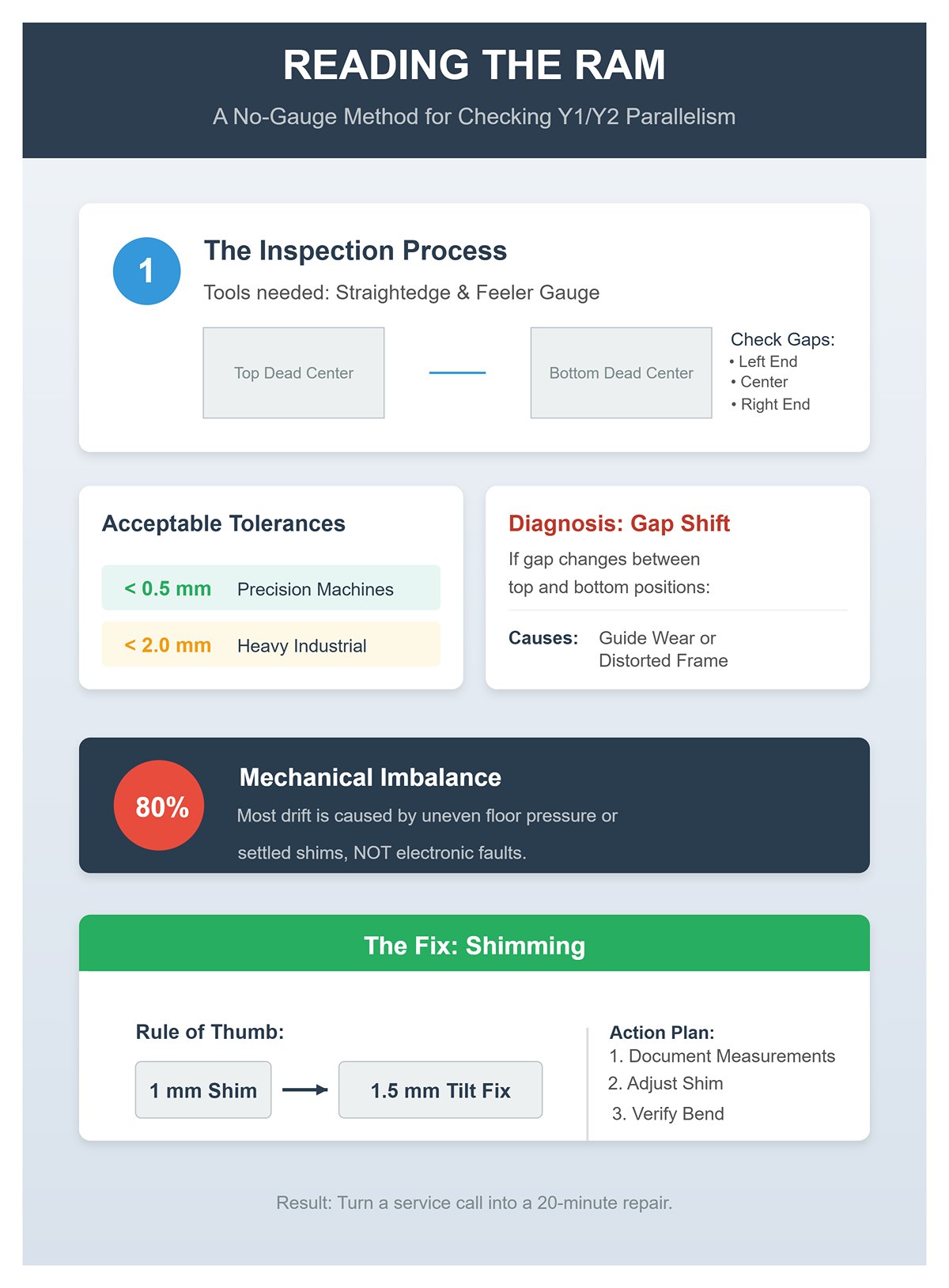
Если зазор меняется между верхней и нижней мёртвой точкой, это признак износа направляющих или деформации рамы — часто из‑за неравномерного давления пола или осевших подкладок под опорной ножкой. Около 80 % необъяснимого углового дрейфа возникает именно из‑за такого механического дисбаланса, а не из‑за электронных сбоев. Решение простое: добавить или убрать прокладку под нужной опорой. В качестве ориентира — 1 мм прокладки корректирует примерно 1,5 мм наклона ползуна. Задокументируйте измерения до и после корректировки, выполните контрольный изгиб — и поймёте, идет речь о геометрии или о датчиках. С этой простой проверкой многие операторы вместо того, чтобы звать техника, устраняют неисправность за 20 минут.
Ваш листогиб говорит главным образом звуком. Исправный гидравлический насос издает ровное, стабильное гудение; любое новое огрубление в тоне — сразу повод разобраться. Скрежет или шуршание указывают на металл‑о‑металлический контакт — вероятно, внутренний износ насоса или цилиндров, сбрасывающих микрочастицы. Проверьте всасывающий фильтр: если он блестит, значит, система фильтрации дала сбой и фильтр нужно срочно заменить, чтобы избежать заклинивания насоса.
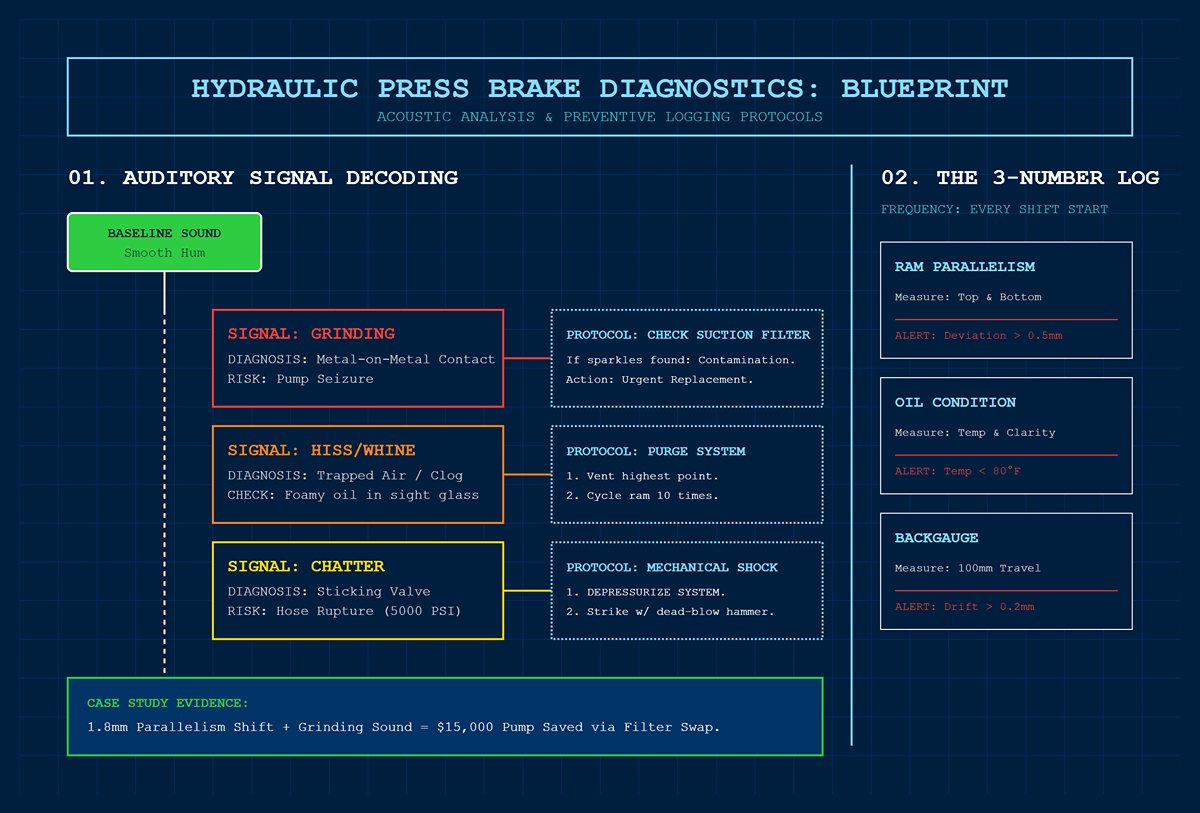
Резкое шипение или тонкий свист обычно означают воздух в системе или засорённую всасывающую сетку. Пенящееся масло, видимое через смотровое стекло, подтверждает диагноз. Спустите воздух в высшей точке, выполните десять ходов ползуна, и вибрация должна исчезнуть, как только воздух выйдет. Дрожь или стук под нагрузкой — более сложный случай, часто вызванный подклиниванием пропорционального клапана или забившимся предохранительным клапаном. Аккуратный удар киянкой — только при обесточенной системе — может освободить золотник и подтвердить проблему. Игнорирование этих звуков грозит опасными скачками давления, способными разорвать шланги, рассчитанные на 5000 PSI.
Простое ведение журнала с “тремя показателями” каждую смену превращает интуицию в профилактический уход. Каждое утро фиксируйте параллельность ползуна вверху и внизу, температуру и прозрачность масла, а также повторяемость заднего упора при ходе 100 мм. Отклонения свыше 0,5 мм, температура масла ниже 80 °F или дрейф упора более 0,2 мм сигнализируют о неисправности задолго до видимых проявлений. В одном примере смещение параллельности на 1,8 мм вместе с новым звуком скрежета подтолкнуло команду заменить изношенный всасывающий фильтр, тем самым спасая насос $15 000 от неизбежного выхода из строя — наглядное доказательство, что внимательное «прослушивание» и регулярные записи эффективнее экстренных исправлений.
Те изгибы, что уходят в сторону, — не случайные причуды, а сообщения, написанные изменениями температуры, геометрии и звуковыми сигналами, рассказывающими, что поменялось с начала дня. Научившись их читать, вы перестанете считать “дрейф” загадочным дефектом и воспримете его как самое раннее и надежное предупреждение вашего листогиба.
Многие руководства по листогибам сосредоточены на проверке уровня масла и калибровке, хотя на практике большинство проблем, останавливающих производство, берут начало глубже — внутри гидросистемы: перегревающиеся клапаны, ослабевающие катушки, микропротечки, стравливающие давление задолго до видимой лужи. Техники, стабильно держащие коэффициент готовности выше 95%, сосредоточены на трёх ключевых моментах: поведении клапанов при смене направления, поведении температуры масла под реальной нагрузкой (после прогрева) и способности системы удерживать полное давление без откручивания ни одного болта коллектора.
Дерганные или медленные реверсы почти всегда связаны с медленным перемещением золотника клапана или катушкой соленоида, потерявшей мощность. Соленоид работает как электромагнит, перемещающий шток, чтобы сдвинуть гидравлический золотник; когда загрязнения или затвердевшие отложения увеличивают трение, золотник может задерживаться всего на мгновение. На ползунe это проявляется как подброс, видимая вибрация или двойной толчок при реверсе.
Главный подозреваемый — загрязнение. Масло, которое долго не фильтровалось или устарело, накапливает достаточно частиц за 500–1000 часов работы, чтобы затруднить движение штока. Разрежьте использованный возвратный фильтр — его содержимое расскажет всё: яркие металлические блёстки означают износ золотника, тёмный осадок — налёт лака. В обоих случаях следует сразу измерить напряжение катушки. Катушка на 24 В DC, дающая меньше 90% от номинала, не создаёт достаточной магнитной силы, чтобы надёжно втянуть шток — особенно при тепловой нагрузке на машину. Работа катушек на пограничном напряжении регулярно приводит к браку 10–20 деталей в час при массовом производстве.
Один проверенный на практике приём из тяжёлых заводов Германии и Вьетнама: во время холостого цикла мягко постучите по корпусу клапана резиновой киянкой. Если после этого золотник движется свободно, вы подтвердили его залипание — без разборки. Хотя это лишь временная мера и ясный сигнал о необходимости тщательной очистки или замены клапана при ближайшей плановой остановке, она восстанавливает плавную смену хода примерно в 80% случаев.
Ключевое изменение мышления для операторов простое: когда процесс переналадки начинает казаться грубым или тормозящим, сначала проверьте соленоид, а не всю гидравлическую систему. Большинство так называемых загадочных задержек вызвано заедающим золотником — ранним сигналом того, что загрязнение превысило возможности системы фильтрации.
Когда температура масла поднимается выше 140°F (60°C), листогибочный пресс входит в зону, где материалы уплотнений начинают терять эластичность — обычно на 20–30 % примерно за 100 часов работы. По мере снижения эластичности увеличиваются контролируемые зазоры, что вызывает внутренний перепуск в цилиндрах и клапанах. Оператор ощущает это как нестабильность давления: потерю 15–25 % на заготовке, даже если настройки насоса и перепускного клапана остаются неизменными.
Резкие скачки температуры редко вызваны износом насоса; гораздо чаще они связаны с ограниченным охлаждением. Забитые рёбра теплообменника или плохо обслуживаемые воздушные охладители ответственны почти за 30 % сообщений о “неисправности насоса” в сервисных журналах. Операторы, фиксирующие температуру масла в начале каждой смены, могут заметить рост тенденции задолго до появления тревоги на панели. Простая процедура — еженедельная очистка рёбер и проверка работы охладителя при температуре — сокращает замену уплотнений примерно на треть в проверяемых цехах.
Превышение 140°F — это не незначительное отклонение, а критическая граница. После этой точки уплотнения становятся хрупкими, осадок (лак) образуется быстрее, и риск кавитации увеличивается. Контроль температуры масла защищает все последующие компоненты — особенно клапаны, склонные к заеданию.
Потеря давления не всегда проявляется как капающее соединение или видимая лужа. Микроутечки внутри или вокруг коллекторов обычно «утекают» со скоростью 0,5–2 бара в час — достаточно, чтобы нарушить точность гиба, при этом не оставляя очевидных следов. Предупреждающие признаки проявляются в динамике давления, а не на рабочем полу.
Простая техника без инструментов хорошо работает при диагностике: выполните холостые циклы при давлении 50 % и плотно оберните бумажные полотенца вокруг фитингов и соединений шлангов. Свежая гидравлическая жидкость оставит чёткие пятна, выявляя “плакучие” места, вызванные выдавливанием уплотнительных колец. Такие мелкие утечки чрезвычайно распространены на машинах старше пяти лет, особенно там, где шланги изгибаются ближе к минимальному радиусу.
Если потеря давления продолжается, несмотря на сухие фитинги, причина может крыться в загрязнении или попадании воды. Мутное или пенистое масло в камере всасывающего фильтра — классический признак кавитации, ответственной примерно за 80 % таких “невидимых” потерь. Часто достаточно просто заменить засорённый всасывающий фильтр, а затем удалить скопившийся воздух из верхних точек системы, чтобы восстановить полное давление за считанные минуты — без разборки коллектора.
Одним из самых простых мер предосторожности является ежедневная трёхпараметрическая запись: температура масла, процент сохранённого давления и время плавности переналадки. Если вы видите падение давления более чем на 5 % от установленной точки — скажем, при настройке перелива на 250 бар — это чёткое раннее предупреждение о течи или перепуске задолго до того, как накопится брак или выйдут из строя компоненты.
Рассматривая работу клапанов, стабильность температуры и целостность давления как части одной взаимозависимой системы, а не как отдельные проблемы, операторы могут поддерживать плавный переход циклов, надёжное давление и удерживать дорогостоящие поломки вне графика.
Во многих руководствах по обслуживанию устранение неисправностей заднего упора скрыто среди длинных процедур капитального ремонта. На практике около 80 % проблем с выравниванием и точностью можно обнаружить — и примерно половину устранить — за пять минут при систематическом подходе. Задний упор листогиба объединяет механическую жёсткость, надёжность привода и электронную обратную связь. Следующие шаги восстанавливают эту согласованность до того, как начнёт снижаться качество продукции.
Небольшой люфт в пальце заднего упора — настолько малый, что почти незаметен — легко принять за сбои энкодера или шум привода. Начните с быстрой проверки безопасности на 30 секунд: заблокируйте питание, изолируйте гидравлику и убедитесь, что аварийная остановка активирована. При отключённой энергии выполните лёгкую механическую проверку, покачивая каждый палец в стороны. Любой люфт, превышающий 0,5 мм, указывает на изношенные шлицы, недотянутые зажимы или просевшую направляющую.
Далее подтяните элементы, сохраняющие геометрию системы. На ременном приводе осей X или R нажмите на ремень посередине между шкивами — если он издаёт глухое дрожание, значит слишком слаб; чёткий, ровный “щелчок” свидетельствует о правильном натяжении. Отрегулируйте до ощущения упругой, но плавной деформации по всей длине хода, соблюдая допуски производителя или проверяя тензометром. Для ходовых винтов проверьте болты муфты и убедитесь, что разъём энкодера полностью вставлен — даже небольшое ослабление в муфте может многократно увеличить люфт на конце пальца.
Перед включением питания убедитесь, что каждый стопорный винт на каретке пальца правильно затянут, и нанесите фиксатор резьбы, если есть склонность к самооткручиванию. После включения выполните короткую проверку повторяемости: подайте команду на перемещение на 100 мм вперёд и назад три раза. Если разброс превышает допустимый допуск для задания — обычно 0,2–0,5 мм — значит, механическая проблема всё ещё влияет на точность. Основной вывод прост: слегка ослабленный палец часто маскируется под «дрейф энкодера». Сначала зафиксируйте палец — и большинство загадочных ошибок позиционирования исчезнут сами собой.
Направляющие — длинные направляющие планки, удерживающие рейку заднего упора в выровненном состоянии — имеют тенденцию постепенно выходить из регулировки, часто настолько медленно, что операторы привыкают и не замечают изменений. В результате упор точно попадает в цель в середине хода, но отклоняется на концах, вызывая нестабильную длину отгибов. Правильный зазор направляющих сохраняет каретку квадратной под нагрузкой, при этом обеспечивая плавное, беспрепятственное движение.
При выключенном питании переместите каретку в среднее положение и проверьте наличие бокового или вертикального люфта. Если движение превышает примерно 0,3 мм, направляющие необходимо подтянуть. Используйте щупы или тонкие прокладки, чтобы проверить зазор на обоих концах и в центре. Даже если ощущается люфт только в одной области, выполняйте регулировку по всей длине; подтяжка только одной секции может скрутить рейку и вызвать заклинивание.
Поворачивайте каждый винт прижима малыми шагами — примерно на четверть оборота — чередуя концы. Добейтесь лёгкого, равномерного трения, затем немного ослабьте, пока суппорт не начнёт свободно двигаться. После регулировки верните ось в ноль (home) и повторите тест перемещения на 100 мм. Когда прижимы отрегулированы правильно, повторяемость сразу улучшается, часто до значения лучше 0,2 мм, а любой наклон пальца под нагрузкой исчезает.
Точная настройка имеет значение: слишком тугие прижимы создают нагрев, ускоряют износ и скрывают истинные люфты, пока станок не остынет и не ослабнет вновь. Слишком большие зазоры смещают путь нагрузки через раму, позволяя ползуну слегка наклоняться даже при идеально работающей гидравлике. Как выразился один опытный техник: “В итоге вы гоняетесь за проблемами, которые гидравлика исправить не может”. Когда прижимы настроены, задний упор и ползун работают как одно жёсткое целое, сохраняя точность даже при работе с толстым металлом.
Когда механическая юстировка подтверждена, электронная калибровка наконец приобретает смысл. Запуск процедуры возврата или нулевой установки до фиксации всего оборудования — всё равно что пытаться уравновесить колесо на незакреплённой ступице: оно покажется правильным ровно до тех пор, пока зазор не сместится снова.
Начните с одного возврата упора в исходное положение. Если ось возвращается плавно, но останавливается немного не доходя или проходя чуть дальше, примите эту новую нулевую точку и проверьте повторяемость. Последовательность сигнализирует о том, что механика устоялась. Однако если упор иногда перерабатывает, задерживается или плывёт — характерное “призрачное движение” — проследите сигнал. Проверьте кабель энкодера и разъём; вибрация и масляно-охлаждающий туман часто проникают под корпус. Очистите контакты, вновь вставьте штекер и зафиксируйте жгут так, чтобы он не двигался при каждом ходе. Во время ручного перемещения смотрите на экран счётчика энкодера: случайные скачки или зависания указывают на неисправный датчик или треснувшую муфту.
Ослабленный зажим пальца может имитировать неисправность энкодера, поскольку каждый удар меняет момент нагрузки, который серводвигатель воспринимает как внешнее возмущение. Подтяните зажим — и так называемая “электрическая” проблема исчезнет. Не вызывайте электронщика, пока не убедитесь, что каждый механический узел затянут и герметичен — жёсткость машины — это первый и самый надёжный диагностический инструмент.
Кейс 1: Пресс‑гиб длиной 3 м, работавший с листом нержавеющей стали толщиной 3 мм, выдавал нестабильную длину фланцев с разбросом 1 мм при возврате упора. Оператор подозревал неисправность серво. Механическая проверка выявила ослабленный шпонковый элемент фиксации одного пальца. Повторное затяжение зажима сократило разброс до 0,15 мм — без какой‑либо электронной подстройки.
Кейс 2: В высокоскоростной линии проявлялись случайные ошибки при установке нуля. Детальный осмотр показал неравномерное натяжение прижимов, вызывавшее перекос каретки; при изгибе направляющей считывание энкодера смещалось. Когда прижимы были выровнены и восстановлен параллелизм, призрачные движения исчезли.
Всего за пять чётко выполненных минут — блокировка, тест, подтяжка, перекалибровка — оператор может превратить хрупкую юстировку в надёжную систему обратной связи. Пресс‑гиб возвращает себе стабильную повторяемость, и производство снова делает детали вместо поисков фантомных неисправностей.
Прессы‑гибы редко сталкиваются с действительно “случайными” электрическими сбоями. Чаще такие ошибки вызваны остаточной энергией, захваченной в цепях безопасности или управления из‑за неправильной процедуры выключения. Наиболее часто пропускаемый шаг — это нажатие всех кнопок аварийной остановки (E‑stop), а не только той, что на передней панели. Любая не нажатая кнопка E‑stop сохраняет часть цепи безопасности под напряжением, что мешает ПЛК полностью сбросить состояние управления. Остаточное напряжение в цепи безопасности или накопленный заряд конденсатора может имитировать фантомные сигналы, которые снова и снова вызывают ложные коды ошибок.
Опытные сервисные техники используют точную последовательность выключения и перезапуска, чтобы гарантировать полный, чистый перезапуск:
Пропуск холостого прогрева и процесса продувки оставляет воздух в гидролиниях, что вызывает вялое срабатывание электромагнитных клапанов, имитирующее электрические неисправности. В одном задокументированном случае цех потерял четыре часа производственного времени, устраняя “зависание ПЛК”, как они полагали. Проблема решилась, когда техник, наконец, нажал неотмеченный задний аварийный выключатель, замкнув цепь безопасности. Через десять минут машина заработала — без вызова сервисной службы.
Прессы-гибочные машины создают высокочастотные вибрации — особенно при гибке под большой нагрузкой — которые постепенно ослабляют электрические соединения, даже снабжённые фиксирующими защёлками. Наиболее частые проблемные зоны включают:
Наиболее эффективное время для проведения осмотра — сразу после очистки. Легко проведите кончиком пальца вдоль направляющих DIN и прилегающих участков рамы — любые вмятины или царапины указывают места, где передаются сильные вибрации. Со временем эти вибрации ослабляют разъёмы Deutsch на линиях энкодеров и концевых выключателей. Особое внимание уделите проверке и подтяжке соединений в следующих областях:
Затяните все соединения в соответствии со спецификациями производителя — обычно около 1–2 Н·м для малых клемм ПЛК — и нанесите диэлектрическую смазку для защиты от окисления. Разрезание фильтра обратной гидравлической линии может помочь обнаружить металлические частицы — признак того, что ослабленные вибрацией компоненты трутся о свои корпуса.
Менее очевидной, но вредной причиной напряжения проводки является неправильное выравнивание рамы. Когда рама листогибочного пресса перекошена, жгуты кабелей постепенно растягиваются, что в конечном итоге приводит к отказу обжатых соединений после месяцев эксплуатации. Проверяйте выравнивание рамы ежеквартально с помощью лазера или поверочного уровня; при наклоне более 1 мм на 3 м длины подложите регулирующие шайбы под опоры. Это не только защищает проводку, но и предотвращает деформацию в виде «выпуклости» во время гибки.
Для быстрой проверки: медленно перемещайте оси станка, слегка потягивая подозрительные провода в трёх указанных выше местах. Если вы замечаете заминку или срабатывание ошибки, это явный признак ослабления из-за вибрации.
Даже при идеальном состоянии проводки повторяющиеся “случайные” сбои часто вызваны тем, что ключевые параметры ПЛК или привода отклоняются от исходных значений — обычно из-за длительной вибрации, изменений температуры или люфта энкодера. Настройки, которые стоит проверить в первую очередь:
Используйте диагностическое или расширенное меню параметров станка, чтобы проверить эти значения. Переместите ползун полностью вверх и вниз, затем измерьте разницу высот по всей длине стола. Если разброс превышает 0,5–2 мм (в зависимости от класса листогибочного пресса), требуется перекалибровка. Ежедневно записывайте три ключевых показателя:
Засорённый гидравлический фильтр может имитировать дрейф параметров, замедляя реакцию системы, поэтому заменяйте фильтры, когда падение давления превышает нормы. Даже если масло выглядит чистым, работа при температуре выше 140 °F ускоряет износ уплотнений и нарушает синхронизацию клапанов. Перед возобновлением интенсивных операций дайте системе десятиминутный перерыв для стабилизации вязкости и обеспечения стабильных показаний параметров.
Одна производственная мастерская избежала потерь примерно в 12 000 долларов на бракованной продукции, обнаружив медленный дрейф смещения исходной позиции заднего упора во время серии из 500 деталей. Быстрая перезагрузка ПЛК устранила проблему и очистила постоянные коды ошибок — без необходимости в дорогой замене компонентов.
Хотите, чтобы я подготовил раздел 5, чтобы читатель естественно перешёл к следующему этапу статьи? Такая непрерывность поможет сделать описание процедуры обслуживания более плавным.
Большинство руководств по техническому обслуживанию сосредоточены на поддержании работоспособности листогибочного пресса. Однако настоящая, гораздо более затратная реальность заключается в том, что именно геометрия — а не время безотказной работы — определяет точность деталей и долговечность станка. Удивительно, но постоянная деформация рамы и станины редко возникает из-за единичных перегрузок. Чаще она является следствием мелких, повторяющихся действий: гибки коротких деталей в одной и той же зоне, пренебрежения смазкой на протяжении смен или накопления мусора на рабочих поверхностях оснастки. Потеря геометрии развивается постепенно, сначала остаётся незаметной и впоследствии становится крайне дорогостоящей для исправления. В этом разделе выделены три наиболее важные практики.
Деформация станины и рамы обычно начинается при работе с короткими заготовками. Когда операторы гнут узкие детали — обычно шириной 150–250 мм — и из удобства постоянно размещают их по центру машины, нагрузка концентрируется в одной зоне, а не распределяется равномерно по всей станине. Это создаёт несбалансированный момент, который система компенсации прогиба не может полностью компенсировать. И гидравлические, и механические системы компенсации имеют конструкционные пределы, и локализованная центральная нагрузка может превысить эти пределы до 40%.
Последствия ощутимы: постоянный прогиб станины порядка 0,1–0,2 мм. Это может показаться незначительным, но такого отклонения достаточно, чтобы угол гиба вышел за допуск, а система компенсации прогиба начала работать за пределами своего расчётного диапазона. На одном вьетнамском заводе бытовой техники зафиксировано, что ежедневная центральная загрузка деталей длиной 200 мм привела к заклиниванию актуаторов за шесть месяцев — потребовалось переюстировать раму стоимостью $15 000 и приостановить производство на несколько недель.
Два простых профилактических шага могут полностью изменить ситуацию:
Быстрый диагностический метод использует контрольные блоки, размещённые на 25%, 50% и 75% длины станины. Если измеренный прогиб между этими точками контакта превышает 0,05 мм, следует перекалибровать кривую компенсации прогиба или установить временные механические клинья перед продолжением работы с мелкими деталями.
Потеря геометрической точности часто начинается с пропущенных сбоев в смазке. Направляющие ползуна и направляющие колодки обычно первыми показывают сухие зоны. Когда смазка отсутствует более 50 часов, начинается заедание металла о металл, повышающее трение до пяти раз. Именно это является основной причиной примерно 30% нарушений угла наклона ползуна — даже если гидравлическая и электрическая системы работают безупречно.
Ранние признаки можно обнаружить, если знать, где искать. На использованных гидравлических фильтрах всасывания часто появляются блестящие металлические частицы — ранний сигнал износа направляющих, проявляющийся за две-три недели до того, как станут видимы царапины. Обнаружение этих частиц даёт время усилить смазку и скорректировать схемы нагрузки, прежде чем ползун начнёт заклинивать, заедать или неожиданно смещаться.
Скрытые зоны повышенного риска включают:
Ведение еженедельного журнала смазки — и регулярное нанесение всего 5–10 граммов смазки на каждую точку — может значительно стабилизировать работу. Немецкий завод по металлообработке снизил износ направляющих на 70% просто за счёт записи количества и интервалов нанесения смазки. Эта простая дисциплина предотвратила перегрузку гидравлического насоса и устранила неравномерность хода ползуна, которую операторы ранее ошибочно связывали с электронными сбоями.
Даже при прямой раме и хорошо обслуживаемых направляющих геометрия может быть нарушена в зоне контакта инструмента. “Выступающие” участки — крошечные возвышения, вызванные внедрёнными в материал частицами грязи — образуют точки, из‑за которых пуансон или матрица покачиваются под нагрузкой. Результат — постепенный сдвиг угла гиба на 0,02–0,1 мм каждые сто циклов, накопительная ошибка, которая выглядит как перекос ползуна и заставляет техников искать несуществующие неисправности энкодера или ПЛК.
Самый быстрый способ проверки — тактильный: проведите ногтем по посадочной поверхности. Любое зацепление указывает на шероховатость выше примерно Ra 3,2 мкм — этого достаточно, чтобы нарушить установку инструмента. Один крупный автомобильный поставщик выявил рост брака на 25% из‑за выступающих участков и решил проблему, протирая посадочные поверхности безворсовой тканью один раз за смену. Никогда не используйте стальную вату — она оставляет металлические частицы, которые ещё глубже внедряются в станину.
Две простые привычки помогают сохранить геометрию посадочной поверхности инструмента:
На одном мексиканском заводе, где постоянно пытались разобраться с повторяющимися “ошибками ПЛК”, настоящей причиной оказалась раскачка инструмента из‑за неровностей на поверхностях, что вызывало малейшие перекосы ползуна и ошибки считывания энкодера. Тщательная зачистка и очистка посадочного места инструмента устранили неисправность — и сэкономили тысячи долларов, теряемых на часах простоя.
Защита геометрии листогиба редко сводится к предотвращению катастрофических отказов. Главное — минимизировать тонкие, накопительные напряжения, которые медленно искажают точность. Устранение таких мелких проблем сохраняет прецизионность, продлевает срок службы оборудования и предотвращает деформацию стола, которую никакая калибровка уже не сможет исправить.
Безмолвный враг гидравлических листогибов — не избыточная нагрузка, а остаточное давление, остающееся на ночь. Даже если оставить ползун всего в нескольких дюймах выше нижней мёртвой точки, уплотнения цилиндра будут часами находиться под статическим растяжением — как раз тогда, когда остывающее масло сжимается и усиливает это напряжение. Это сжатие увеличивает натяжение уплотнений. Данные предприятий, отслеживающих частоту отказов, показали скачок износа уплотнений на 70 % при несоблюдении парковки в НМТ. Решение занимает всего 20 секунд: опустите ползун до НМТ, откройте сливной клапан, чтобы полностью сбросить прижимное давление, и убедитесь, что манометр показывает ноль. Нулевое давление — нулевое напряжение. Команды, сделавшие это стандартом, обычно получают удвоенный срок службы уплотнений. Один цех, страдавший от повторных замен уплотнений в течение года, перешёл на строгую процедуру «НМТ в конце смены» — и не зафиксировал ни одного отказа на протяжении следующего года.
Когда это войдёт в привычку к концу рабочего дня, вы поймёте, почему утро проходит стабильнее. С ползуном, припаркованным в НМТ, он больше не смещается в период простоя — и первый изгиб оказывается точно там, где предсказывает контроллер. Это не удача, а результат системы, проведшей ночь в настоящем гидравлическом покое.
Большинство необъяснимых дрейфов связано не с гидравликой, а с грязью, маскирующейся под механические неисправности. Линейные шкалы, боковые направляющие, направляющие ползуна, направляющие заднего упора и посадочные места инструмента собирают мелкую металлическую пыль. Под нагрузкой этот абразив заклинивается, вызывая перекос ползуна, люфт заднего упора и ложные движения энкодера. На самом деле 80 % дрейфа ползуна на следующий день обусловлено загрязнением именно этих пяти компонентов. Решение простое: используйте сухую, неворсистую салфетку — никогда растворитель, который втягивает пыль внутрь — и протирайте эти поверхности в конце каждой смены. Особое внимание уделяйте скрытым зонам: нижней стороне линейных шкал, внутренним углам направляющих и неглубоким полкам, где оседают и прилипают стружки.
Один оператор очистил направляющую, заметив люфт 1,2 мм, и решил проблему менее чем за две минуты — как раз в тот момент, когда начальник собирался набрать номер сервисного специалиста. Быстрая протирка предотвратила час простоя и полностью исключила вызов сервисной службы. Цеха, которые еженедельно делают фотографии «до и после», сокращают процент брака почти наполовину — не столько благодаря чистоте поверхностей, сколько потому, что снимки выявляют постоянные «ловушки грязи», позволяя нацелить уборку эффективнее.
Операторы часто вспоминают момент, когда поняли, что одна‑единственная песчинка может исказить изгиб на 2 мм. Самые мелкие загрязнения способны вызвать самые масштабные поиски неисправностей.
Ничто не нарушит работу хорошо настроенной машины быстрее, чем позволить каждой смене “исправлять” предыдущую. Подобные корректировки смещений становятся причиной примерно 65 % нестабильных результатов в начале дня. Решение — дисциплинированная передача смены: краткий отчёт, где точно указано состояние машины и ключевые параметры, подтверждающие это. Скрипт прост:
Регистрация этих трёх измерений позволяет выявить большинство проблем до того, как они приведут к браку. Один цех даже распечатал контрольный список на ламинированной карточке. Ошибки при передаче смен уменьшились с трёх в неделю до нуля. В одном случае дневной оператор заметил дрейф 1,8 мм; журнал требовал проверки перед корректировкой смещений. Нашли загрязнение на направляющей, очистили, повторно измерили — и ночная смена прошла безупречно.
Истинная ценность этого скрипта в его психологическом эффекте. Он передаёт следующей смене сообщение: “Машина была точна, когда я её оставил. Если теперь нет — измерь, прежде чем корректировать”. Эта чёткая граница защищает точность вашего оборудования.
Операторы часто вспоминают привычную картину: листогибочный пресс, который, кажется, “проснулся не в том настроении”, смещает самый первый изгиб и тратит первый час впустую. Этот ритуал в конце смены — лекарство от этого расстройства. Установка в нижней мёртвой точке снимает скрытое давление. Протирка удаляет невидимую грязь. А передача смены предотвращает скрытую диверсию, возможную между сменами.
На следующее утро, когда ваш первый изгиб получится идеально точным, это не покажется удачей — это будет ощущаться как результат внимательного ухода.


















