

В последний раз, когда я проходил по цеху в Огайо, там стоял 230-тонный, 10-футовый европейский листогиб, гудевший, как орган в соборе. Повторяемость ±0,0004 дюйма. Лазерное измерение угла. Полный комплект.
Дальше по линии два сварщика боролись с отклонением при подгонке ±0,015 дюйма, используя шлифовальную машинку.
Тот станок стоил больше 400 000. Шлифовальные машинки стоили 200. Угадайте, какая из них определяла пропускную способность.
Большинство производителей считают, что покупка у Большой Тройки гарантирует превосходное производство. Я видел, как это предположение превращало здоровые балансы в планы выплат на 84 месяца.
Листогиб — это решение о распределении капитала, а не символ статуса. Когда вы подписываетесь на 320-тонный флагман с 8 осями, потому что “так работают большие игроки”, вы ставите на то, что ваше ограничение — это точность гибки, гибкость по осям или интеграция с ПО.
А что, если вашим реальным ограничением является подготовка материала, обучение операторов или сварочные деформации?
Развивающиеся рынки наращивают парк листогибов быстрее, чем США — Китай более чем на 70% ежегодно, Индия немного позади — и в основном без обращения к европейской тройке. Это говорит мне о неприятном выводе: когда капитал ограничен, покупатели становятся безжалостными к ROI. Престиж быстро меркнет, когда на кону — денежный поток.
Так что первый вопрос — это не “Кто лидирует на рынке?”, а “Что именно замедляет моё количество деталей в час?”

Я видел, как мастерские платят премию за повторяемость ±0,0004 дюйма, при том что чертёж клиента допускает ±0,010. Это в 25 раз точнее, чем требуется по спецификации.
Точность окупается только тогда, когда кто-то платит за неё.
Если ваш последующий сварочный процесс «плавает» на ±0,015 дюйма или порошковое покрытие добавляет вариабельность, то эти лишние четыре знака после запятой не превращаются в более высокую стоимость счета. Они превращаются в более высокий износ оборудования. Вы финансируете возможности, которые физически не можете отгрузить.
Конечно, существуют мастерские, где такая микроточность важна — медицинские корпуса, авиационные кронштейны, безлюдные линии, где складываются допуски через несколько гибов. В этих условиях 8-осевой задний упор и коррекция угла в реальном времени защищают маржу на каждой смене.
Но если 80% вашей работы — это кронштейны из мягкой стали толщиной 10 калибр с допускающими сборками, покупка такого уровня контроля — как гонять гоночный автомобиль по маршруту доставки. Мощность — не ваше ограничение. Ограничение — трафик.
Так почему же умные владельцы всё ещё делают такую ставку?
Я слышу это каждый раз: “Он сохраняет свою стоимость”.”
Десять лет назад этот аргумент был весомым. Механические платформы отличались качеством сборки и восприятием бренда. Хорошо ухоженный немецкий станок имел премиальный статус на вторичном рынке.
Сегодня ценность сосредоточена в управляющем ПО, сервосистемах, энергоэффективности и истории обслуживания. Я видел, как машины среднего сегмента с современными системами управления и эффективными насосами продаются быстрее, чем старые флагманские модели с устаревшими версиями ЧПУ. Снижение энергопотребления на 80% благодаря интеллектуальной гидравлической системе может иметь для покупателя большее значение, чем логотип на раме.
И по мере того, как азиатские производители сокращают разрыв в области управления и точности, разница в цене при перепродаже сужается. Если более новая, недорогая машина обеспечивает 90% возможностей с современным ПО, премия за бренд уменьшается.
Стоимость при перепродаже спасёт вас только если кто-то всё ещё верит в мифологию, когда вы выйдете из проекта.
Вы уверены, что они будут?
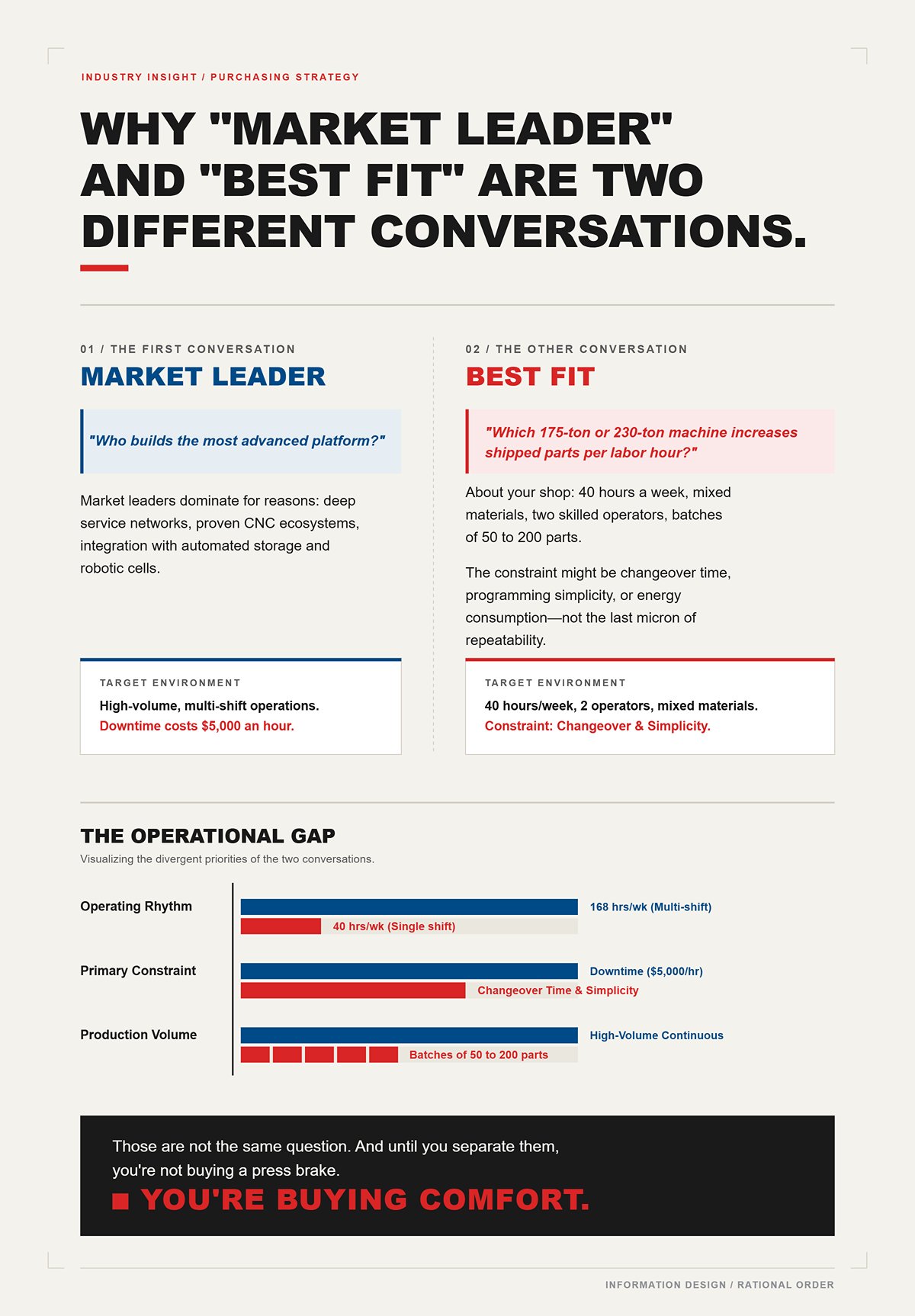
Лидеры рынка доминируют по причинам: развитые сети обслуживания, проверенные экосистемы ЧПУ, интеграция с автоматизированным складом и роботизированными ячейками. В операциях с большим объёмом и многосменной работой, где простой обходится в $5 000 в час, такая поддержка может оправдать каждую дополнительную потраченную долларовую единицу.
Это один разговор.
Другой разговор — о вашем цехе: 40 часов в неделю, смешанные материалы, два квалифицированных оператора, партии от 50 до 200 деталей. В таких условиях ограничением может быть время переналадки, простота программирования или потребление энергии — а не последний микрон повторяемости.
“Лидер рынка” отвечает на вопрос: “Кто создаёт самую передовую платформу?”
“Лучшее соответствие” отвечает на вопрос: “Какая 175-тонная или 230-тонная машина увеличит количество отправленных деталей на час труда, не замораживая капитал?”
Это не один и тот же вопрос.
И пока вы их не разделите, вы покупаете не листогибочный пресс.
Вы покупаете комфорт.
Несколько лет назад я видел, как цех подписал контракт на три разных 175-тонных, 10-футовых листогибочных пресса за пять лет — один TRUMPF, один AMADA, один Bystronic. Та же тоннажность. Та же базовая мощность. Три совершенно разных производственных результата.
TRUMPF сократил время программирования вдвое, потому что он чисто взаимодействовал с их лазером и ERP. AMADA стабилизировал углы гибки при ежедневных сменах по 40 деталей, которые раньше съедали час на пробных сгибах. Bystronic была подключена к роботу и работала без присмотра во вторую смену.
Та же категория. Разное «ДНК».
Вот это большая часть покупателей упускает. Они думают, что “Большая тройка” означает универсальное превосходство в формовке. Это не так. Это значит, что три производителя решают три разные узкие места чрезвычайно хорошо. Если ваше ограничение соответствует их инженерному подходу — вы выигрываете. Если нет — вы финансируете чужую сильную сторону.
Так в чём же они на самом деле расходятся?
Представьте TruBend 230-тонный с 8-осевым задним упором, автоматическим измерением угла и офлайн-программированием, напрямую связанным с базой данных лазерной резки цеха. Программист размещает деталь, экспортирует её, и последовательность гибки появляется на прессе с уже заданными предложениями по оснастке.
Это не просто листогибочный пресс. Это целая экосистема.
Преимущество TRUMPF — это не только повторяемость ±0,0004 дюйма. Это архитектура управления. Их программный стек связывает резку, гибку, а иногда даже складирование. В цеху, выпускающем 200–300 уникальных SKU в неделю, такая интеграция сокращает инженерные часы и предотвращает хаос с версиями. Когда простой стоит $5 000 в час, а вы работаете в несколько смен в аэрокосмической или медицинской сфере, такая целостность защищает маржу так, как никогда не сможет сделать одна лишь сила в тоннах.
Но вот обратная сторона: экосистемы требуют дисциплины.
Автоматические сменщики инструмента, лазерные системы измерения угла и многоосевая система упоров не прощают неточных данных или недостаточно обученных операторов. Я видел, как функции стоимостью в шесть цифр не использовались только потому, что никто на производстве не умел их калибровать. Станок был способен на многое. Организация — нет.
Теперь вы платите надбавку за возможности, которые не можете стабильно реализовать.
Если вашим реальным ограничением является квалификация операторов или нестабильные исходные данные, точность TRUMPF превращается в закрытый сад — красивый, контролируемый и дорогой в обслуживании. Вопрос не в том, “Лучший ли он?”, а в том, “Достаточно ли зрелы ваши процессы, чтобы монетизировать это на каждой смене?”
Представьте себе цех с высокой номенклатурой, работающий с низкоуглеродистой сталью толщиной от 12-го калибра до 3/16 дюйма партиями от 20 до 80 штук. Оператор меняет инструмент по пять, шесть, восемь раз в день. Каждая ошибка при переналадке стоит 15 минут. Ошибитесь так четыре раза, и вы потеряли час.
AMADA выстроила свою репутацию именно в такой среде.
Их системы оснастки, базы данных материалов и библиотеки гибов разработаны для повторяемой настройки при меняющихся номенклатурных группах деталей. Главный выигрыш здесь — не экзотическое число осей, а стабильность процесса. Когда оператор вызывает программу полугодовой давности и угол укладывается в допуск уже на второй детали, это не удача. Это результат накопленного прикладного инженерного опыта.
Но стабильность имеет свою цену и сроки.
Сроки поставки могут растягиваться. Пакеты оснастки недешевы. И их станки, как и у TRUMPF, предполагают наличие обученных операторов, понимающих упругий возврат материала, радиусы инструмента и логику последовательности. Без этой минимальной компетенции преимущество быстро теряется.
Вот сложный выбор: если 70% вашего дохода поступает за счёт повторяющихся заказов с высокой номенклатурой, где время переналадки — узкое место, процессная стабильность AMADA может повысить выпуск деталей на человека-час. Если же у вас длинные партии из 500 одинаковых кронштейнов, эта сложность может простаивать, пока вы оплачиваете кредит.
Вы действительно цех с высокой номенклатурой — или просто любите говорить, что это так?
Представьте себе гибочный пресс Bystronic на 150 тонн с роботизированной ячейкой, работающий с нержавеющими корпусами из листа 14-го калибра всю ночь. Оператор загружает заготовки в 16:00. Ячейка гнёт до 2:00. Без присмотра.
Вот где Bystronic особенно силён: доступная автоматизация.
Их пользовательский интерфейс, как правило, более дружелюбен. Техническая поддержка имеет репутацию отзывчивой. Для цехов, где хотят внедрить робототехнику без докторской степени в области систем управления, это важно. Если бутылочное горлышко у вас — это не микро-точность, а наличие рабочей силы, то возможность чисто автоматизировать процесс напрямую повышает производительность.
Но вот ограничение, о котором не расскажут в брошюрах: потолок по усилию.
Bystronic особенно хорош в малых и средних прессах. Начните говорить о 300 тоннах и выше для толстых листов или тяжёлых конструкций, и история про интеграцию с роботами уже не такая убедительная. Автоматизация при работе с листом толщиной 1/2 дюйма — совсем другой уровень по сравнению с нержавейкой 14-го калибра. Грузоподъёмность, сила захвата, деформация деталей — все эти задачи становятся гораздо сложнее.
Итак, если вы в основном гнете тяжелую углеродистую сталь, где грубая сила и жесткость рамы определяют стабильность цикла, то премия за автоматизацию может не принести реальных выгод. Вам может понадобиться больше структурной мощности, чем роботизированной изящности.
Это повторяющаяся тема.
TRUMPF продаёт глубину интеграции. AMADA продаёт управление процессами с большим разнообразием. Bystronic продаёт доступную автоматизацию с высокой производительностью. Ни одно из этих решений автоматически не убирает ваше ограничение.
Если вашим узким местом является деформация сварного шва, поток материала или 20-летний процесс составления смет, никакое лого на ползуне это не изменит.
И как только вы принимаете, что даже премиум-сегмент специализируется, разговор снова меняется: что произойдет, когда ваша работа вовсе не о «полировке» программного обеспечения или роботизированной хореографии — а о сырой тоннажности, жесткости рамы и способности работать с листом толщиной в полдюйма весь день без малейшего дрожания?
Гидравлический пресс на 1 200 тонн и 20 футов, гнущий лист A36 толщиной 1 дюйм, не ломается резко. Он «уплывает».
Первые десять деталей — угол в норме. К двадцать пятой детали вы гонитесь за 0,5 градуса. К сороковой оператор подбирает корректировки каждые несколько циклов, потому что рама прогрелась, масло разжижилось, а станина прогнулась ровно настолько, чтобы открыть центр.
Это не проблема программного обеспечения. Это физика при нагрузке свыше 1 000 тонн.
Как только вы переходите примерно за 600–800 тонн на длинных станинах, упругая деформация рамы и ползуна перестает быть теорией. При 1 000 тонн по длине 20 футов даже несколько тысячных дюйма вертикальной деформации по центру превращаются в измеряемое отклонение угла, особенно на толстом листе с малыми внутренними радиусами. Когда допуск на сварную конструкцию ±1 градус — можно скрыть. Когда ±0,5 — вы сортируете детали.
Так вопрос меняется: кто действительно строит технику для такого абразивного режима?
Начнём с архитектуры.
Prima Power заслужила репутацию благодаря сервоприводным системам с конструкцией в форме O и ЧПУ-коронацией. Электроприводы дают стабильность по температуре и времени — нет нагрева гидравлического масла весь день, нет непрерывно работающего насоса. В лёгких толщинах это превращается в заметное сокращение времени цикла и устойчивость угла.
Но сервоприводные платформы по своей природе ограничены по пиковому тоннажу по сравнению с полностью гидравлическими системами. Не часто встретишь электрические прессы на 1 500 тонн — на то есть причина. Когда вы целый день гнёте лист из нержавейки толщиной 3/8 дюйма, электропривод оправдан. Когда вы выполняете осадку листа толщиной 3/4 дюйма из углеродистой стали — вы находитесь в территории гидравлики.
LVD, напротив, делает упор на тяжёлые гидравлические платформы и измерение угла в реальном времени. Их лазерные системы контроля угла читают фактический угол сгиба во время формовки и автоматически корректируют глубину ползуна. На толстом листе, где изменчивость материала может давать разно упругого возврата от детали к детали, этот цикл обратной связи важнее, чем более красивый экран.
Вот компромисс в простых цифрах:
Если вашим ограничением является стоимость энергии за смену, самая большая гидравлическая машина в каталоге может оказаться самой дорогой ошибкой, которую вы сделаете.
Если вашей задачей является физическая гибка 1-дюймовой пластины без перекоса рамы, электрическая изящество вас не спасет.
И это подводит нас к неприятному порогу, который большинство брошюр обходят стороной.
| Категория | Prima Power | LVD |
|---|---|---|
| Основная архитектура | Сервоприводные системы с О-образными рамами и ЧПУ-компенсацией прогиба | Тяжелые гидравлические платформы с прочной конструкцией рамы |
| Технология привода | Электрические приводы; отсутствует нагрев гидравлического масла или постоянная работа насоса | Гидравлические системы с постоянной работой насоса |
| Термическая стабильность | Высокая стабильность при изменении температуры и со временем | Зависит от управления гидравлической системой |
| Производительность с тонким листом | Более короткие циклы и стабильный угол гиба | Способны, но больше оптимизированы под тяжелые приложения |
| Пиковая тоннажная мощность | Практический предел тоннажа; ограничена доступность свыше 1000 тонн | Доступны конфигурации свыше 1000 тонн |
| Производительность при работе с толстыми листами | Менее подходящий для гибки в упор толстой плиты (например, углеродистой плиты толщиной 3/4 дюйма) | Предназначен для гибки тяжелых плит, включая материал толщиной 1 дюйм |
| Контроль угла | CNC-компенсация прогиба для постоянства результата | Измерение угла в реальном времени на основе лазера с автоматической регулировкой глубины хода ползуна |
| Энергопотребление | Низкая стоимость эксплуатации; энергоэффективность | Высокая стоимость энергии; непрерывная работа насоса может обходиться в десятки тысяч долларов в год |
| Идеальный вариант использования | Воздушная гибка тонких материалов (например, нержавеющей стали толщиной 3/8 дюйма) с упором на скорость и эффективность | Гибка в упор и формовка толстой плиты с высокими требованиями к тоннажу |
| Основное ограничение по критерию выбора | Лучший выбор, когда критична стоимость энергии за смену | Лучший выбор, когда критичны производительность по формовке и жесткость рамы |
Представьте пресс на 400 тонн, растянутый до 14 футов, который регулярно работает почти на максимальной мощности с плитой толщиной 1/2 дюйма.
На бумаге он “может” выполнить задачу. На практике вы работаете на уровне 85–95 % номинального тоннажа в каждом цикле. Это означает большее напряжение в боковых рамах, более выраженный прогиб станины и ускоренный износ направляющих и втулок. Со временем вы теряете не только стабильность угла — вы теряете параллельность.
Потеря параллельности проявляется в том, что один конец детали длиной 10 футов смещается на 0,25 градуса относительно другого. Сварщики компенсируют, сборщики шлифуют. Производительность падает в цехах, которые не давали согласия на покупку пресса.
Именно тогда стандартная рама становится недостатком.
Платформы для тяжелого производства свыше 1000 тонн — это не просто “больше”. Они используют более толстые боковые плиты, усиленные поперечные элементы и более прочные направляющие ползуна для контроля кручения при асимметричных нагрузках. Эта масса конструкции стоит дороже на старте. Но она также позволяет держать прогиб предсказуемым, что сохраняет эффективность компенсации прогиба, а не доводит её до предела в каждом цикле.
Если заставить раму среднего класса выполнять тяжелые конструкционные работы, вы потратите сэкономленные деньги на переделки и обслуживание.
Если купить пресс-монстр на 1500 тонн, когда 90 % вашей работы — это материалы тоньше 3/8 дюйма, вы потратите разницу на избыточную мощность и электричество.
Здесь нет героев. Только выравнивание.
Но даже самая тяжёлая рама слепа без компенсации.
При нагрузке 1 200 тонн на 20 футов станина прогнётся. Единственный вопрос — контролируете ли вы этот процесс.
Системы подъёма — механические клинья или гидравлические цилиндры, встроенные в станину — вводят контролируемое противопрогибание. При правильной настройке центр поднимается ровно настолько, чтобы под нагрузкой получился одинаковый угол по всей длине.
Базовые системы настраиваются вручную по таблицам тоннажа. Продвинутые CNC‑системы подъёма регулируются динамически по программе. На толстых листах с переменной структурой волокон или неравномерным окалиной эта разница проявляется в точности первой детали.
Теперь добавьте измерение угла в реальном времени, например лазерные системы LVD. Вместо того чтобы полагаться только на предсказанные кривые прогиба, пресс измеряет фактический угол изгиба и корректирует его в середине цикла. Это не маркетинговый блеск. Это предотвращение брака, когда вы гнёте листы сплавной пластины $800.
Но вот финансовая реальность: индивидуальный подъём, тяжёлые рамы и обратная связь по углу быстро добавляют стоимость.
В производстве с большим объёмом и несколькими сменами, где простой стоит $5 000 в час, такая поддержка может оправдать каждый лишний доллар. В двухсменной конструкции цеха, где тяжёлые партии идут два раза в неделю, возможно, нет.
И вот здесь миф о “Большой тройке” рушится в тяжёлой металлообработке. Побеждают в зоне грубой силы не бренды с самой эффектной интеграцией или самым интуитивным интерфейсом, а те, чья масса рамы, системы направляющих и архитектура подъёма соответствуют вашей максимальной ежедневной нагрузке — а не случайной работе трёхлетней давности.
Большинство цехов не работают постоянно свыше 1 000 тонн.
Они живут в широком среднем диапазоне — 90% деталей до 1/2 дюйма, изредка тяжёлая работа, постоянное давление на рабочую силу и время наладки.
Так что прежде чем заказывать машину, построенную для верфи, лучше спросить: действительно ли вы гнёте лист, который это оправдывает, или покупаете мощность для маршрута доставки?
Пресс на 230 тонн, 10 футов, с сервоприводом, гнущий мягкую сталь толщиной 3/8 дюйма со скоростью 12 деталей в час, не попадает в заголовки. Он просто работает. Цена покупки: примерно $220 000 с 6‑осевым задним упором и CNC‑подъёмом. Поставьте его рядом с флагманом‑гидравликой за $480 000, рассчитанным на 320 тонн, с интегрированным измерением угла и тем же 6‑осевым упором. На 90% обычных работ цеха — материал от 10 до 3/8 дюйма, воздушное гибание, партии до 200 деталей — разница в цикле измеряется секундами, а не минутами. Согласованность углов? Оба легко держат повторяемость 0004 дюйма на ползуне.
Итак, если большинство цехов не работают стабильно выше 1 000 тонн, какая конфигурация реально балансирует мощность, стоимость и гибкость?
Начните с этого: от 175 до 250 тонн, длина 8–12 футов, задний упор на 5 или 6 осей, CNC‑подъём и либо современная гидравлика с насосом переменной скорости, либо сервопривод. Этот диапазон покрывает широкое среднее — кронштейны, корпуса, конструкционные компоненты до 1/2 дюйма — без лишней массы рамы и мощности насоса, которые вы редко используете. Разница в капитальных затратах между этим и топ‑платформой “всё умеет” обычно составляет $150 000–$300 000.
Эта разница должна себя окупать.
Если флагман не увеличивает количество деталей в час, не снижает брак или не сокращает количество сотрудников в вашей реальной загрузке, он не премиум — он избыточен. Покупать машину на 320 тонн для нагрузки, которая достигает 180 тонн, всё равно что заказывать гоночный автомобиль для маршрута доставки. Мощность не решает проблему пробок.
Какие платформы среднего сегмента действительно обеспечивают эти 90% возможности без скрытых расходов?
Представьте себе сервоэлектрический повзун, приводимый в движение двойными шариковыми винтами вместо гидроцилиндров. Без масляного бака. Без постоянно работающего насоса. Полная тоннажность доступна по всему ходу. На машине класса 200 тонн скорость подхода и возврата обычно выше, потому что не нужно ждать, пока нарастет гидравлическое давление. В легких и средних операциях гибки на воздухе это выражается в измеримом сокращении времени цикла за всю смену.
Когда речь заходит об энергии, математика становится скучной — и убедительной. Традиционная гидравлическая система с постоянно работающим насосом потребляет значительное количество электроэнергии даже на холостом ходу. Сервоэлектрическая установка расходует заметно меньше, так как потребляет энергию только во время движения. За две смены, пять дней в неделю, годовая разница в эксплуатационных расходах может достигать пятизначной суммы, в зависимости от местных тарифов и рабочего цикла. Это не рекламный лозунг. Это счета за коммунальные услуги.
Но физикам нет дела до рекламных историй. Вы не видите множество сервоэлектрических прессов на 600 или 1000 тонн — и не без причины. Шариковые винты и электрические приводы плохо масштабируются при экстремальной тоннажности; масса и стоимость рамы растут слишком быстро. Если ваша реальная задача — ежедневная гибка 3/4-дюймовых листов, изящество электроники вас не спасёт.
Там, где сервоэлектрика действительно выигрывает, — это тепловая стабильность и управляемость. Никакого нагрева масла за восемь часов. Никаких изменений вязкости. Эта стабильность проявляется в стабильных углах гиба от первой детали до последней, без постоянных корректировок по глубине. Для мультипрофильных производств, которые утром гнут 14-й калибр, а после обеда — четвертьдюймовый лист, такая повторяемость сокращает время настройки.
Так что да, электрические машины могут конкурировать — с гидравлическими титанами класса 200 тонн. За пределами этого начинается жесткий компромисс.
А что, если вы вообще не готовы делать ставку на электрическую архитектуру?
Зайдите в мастерскую на Среднем Западе, где стоит импортный гидравлический пресс на 250 тонн, работающий уже семь лет. Оригинальный насос. Оригинальные цилиндры. Заменено два комплекта уплотнений. Сейчас это уже не редкость.
Импортные бренды среднего сегмента — Durma является ярким примером — практически устранили разрыв в надежности, в существование которого большинство покупателей всё ещё верит. Сварные рамы, хорошие направляющие системы, удобные ЧПУ-контроллеры. Да, отливки не такие массивные, как у европейских флагманов на 1000 тонн. Но в классе 200–300 тонн это и не требуется.
Вот честное сравнение: $260 000 за хорошо укомплектованный импортный гидравлический пресс на 250 тонн с 6-осевым задним упором и ЧПУ-коронованием против $450 000 и более за топовую модель с более глубокой интеграцией ПО и проприетарной архитектурой управления. Для мастерских с одной машиной или умеренной автоматизацией обе установки выполняют одинаковое количество деталей в час при гибке на воздухе.
Топ-сегмент выигрывает в экосистеме — интерфейсы с роботами, централизованный мониторинг, усовершенствованная обратная связь по углу. В условиях высокой загрузки, где час простоя стоит $5 000, эта поддержка оправдывает каждый потраченный доллар. Если специальная система диагностики сокращает среднее время ремонта хотя бы на два часа за случай, это реальные деньги.
Но большинство фабрикаций с 20–50 сотрудниками не работают с полностью автоматизированными роботизированными ячейками. Они полагаются на квалифицированных операторов и средние партии. Для них вопрос не в глобальной IoT-интеграции. Важно, чтобы ползун опускался ровно и повторял результат завтра.
Неудобная правда? В среднем тоннажном диапазоне импортные гидравлические прессы часто обеспечивают 90 % структурной производительности при 60 % капитальных затрат.
Так что же скрывается в недостающем 10 %?
Начнем с систем управления.
Производители верхнего сегмента вкладывают значительные средства в собственные экосистемы ЧПУ — офлайн-программирование, моделирование, интеграцию автоматической загрузки инструмента, измерение углов, напрямую связанное с алгоритмами коррекции. Это имеет значение, если вы стремитесь к бесперебойным сменам или точности лучше ±0,5 градуса при изменяющихся партиях материала.
Машины среднего класса могут удерживать точные допуски при стабильных условиях. Но при работе со сложными последовательными гибами, сплавами с переменным пружинением или при работе с роботами глубина программного обеспечения напрямую влияет на производительность. Контроллер, сокращающий время настройки с 20 до 8 минут по 10 переналадкам в день, дает больше, чем просто повод для гордости.
Вы также теряете часть структурного запаса. Тяжелые европейские рамы зачастую толще и имеют более совершенствованное руководство ползуна при несимметричных нагрузках. Если вы регулярно гнёте десятифутовые детали с нагрузкой 70 % на одной стороне, дополнительная масса со временем сохраняет параллельность. Более лёгкая рама среднего класса тоже справится — но ближе к пределу своих напряжений.
А затем есть глубина сети перепродажи и сервиса. Бренды высшего уровня обычно лучше сохраняют свою стоимость и предлагают более структурированные программы обучения. Это не отражается в таблице ROI за первый год. Это проявляется, когда вы сдаёте оборудование в трейд-ин на десятом году.
Так что компромисс очевиден:
Потратьте $450,000–$500,000 на более продвинутый софт, более тяжёлые рамы и архитектуру, готовую к интеграции — или потратьте $220,000–$300,000 на машину, которая выдерживает ваш такт, обеспечивает повторяемость 0004 дюйма при воздушном гибе и освобождает $200,000 для автоматизации, оснастки или второго оператора.
Если вашим узким местом являются экстремальное усилие, автономные ячейки или экзотические сплавы, инженерная ДНК верхнего сегмента решает реальную проблему.
Если вашим узким местом является эффективность капитала, умеренное разнообразие производимых изделий и операторское управление производством, то золотая середина среднего сегмента — это не компромисс.
Это — соответствие.
И как только вы принимаете, что сырое железо — не ограничение для большинства мастерских, следующий вопрос вообще не про массу рамы — а про мозги, управляющие машиной.
Гидравлический пресс на 250 тонн, стоящий на ровной площадке, будет выполнять 12–14 гибов в час на средней коробочной работе весь день. Я наблюдал, как флагман за $480,000 с обратной связью по углу и роботизированным интерфейсом производит… 12–14 гибов в час на той же работе. Скорость хода была. Усилие было. Разница проявилась до первого удара — сорок минут программирования, выбора инструмента и пробных гибов на одной машине против восьми минут и двух ударов на другой.
Это не железо. Это программное обеспечение.
Если масса рамы и повторяемость 0004 дюйма не являются вашим ограничением, то ваш контроллер либо сокращает время настройки — либо тихо «облагает» налогом каждую выполняемую задачу. На площадках с большим разнообразием заказов настройка регулярно занимает 20–40% доступного времени шпинделя. Сократив десять минут на пяти настройках в день, вы создаёте почти час производства без увеличения усилия. Умножьте это на 250 дней — и вы покупаете недели мощности обратно с экрана, а не с цилиндра.
Так что вопрос не в том, делают ли “Большая тройка” хорошее железо. Делают. Вопрос в том, сокращает ли их проприетарная экосистема ваше реальное узкое место — или просто добавляет стоимость машине, которая уже была достаточно быстрой.
Представьте программиста, который создаёт офлайн корпус с 12 гибами. Материал: A36 толщиной 14 калибр. Внутренний радиус: 0,062 дюйма. Он назначает инструменты из цифровой библиотеки, проводит проверку на столкновение и генерирует последовательность гибов до того, как оператор вообще зажмет пуансон. Обещание простое: загрузить инструменты, загрузить программу, нажать педаль — первый деталь, годная деталь.
А теперь посмотрите, что происходит, когда цифровая библиотека инструментов не совпадает с физической стойкой по высоте пуансона на 0,010 дюйма, или когда база данных по вычитанию гиба была настроена для европейской ленты, а вы работаете с отечественной, у которой другая упругость. Первый гиб — ошибка на 1,5 градуса. Второй гиб — корректировка. Третий гиб — авария, потому что рост фланца не был правильно смоделирован. Вот и развалилась ваша “офлайн” фантазия.
Механизм прост: точное офлайн-программирование требует трёх вещей — подтверждённых данных о материале, откалиброванной геометрии оснастки и контроллера, который замыкает цикл между симуляцией и фактическим положением ползуна. Поставщики верхнего сегмента сильно инвестируют в это. Некоторые связывают измерение угла напрямую с алгоритмами автоматической коррекции, так что контроллер учится на первом гибе и обновляет последовательность. Это настоящая инженерная ДНК.
Но вот компромисс. Если ваша мастерская выполняет 60% повторяющихся заказов партиями по 100+, время программирования быстро окупается. Контроллер среднего сегмента с качественной 3D-симуляцией и ручной коррекцией может стоить на $180,000 меньше и при этом соответствовать такту. Если у вас действительно высокое разнообразие — десять настроек за смену, короткие партии по 5–20 деталей — то система, которая стабильно выдаёт годную деталь в пределах двух гибов, может вернуть часы в неделю. ROI меняется в зависимости от разнообразия заказов, а не от логотипа.
И если ваши программисты не могут создать проверенную офлайн последовательность гибов и получить годную деталь в пределах двух гибов, ваш контроллер — это узкое место, вне зависимости от того, чей логотип приварен на раме.
Так насколько вы будете «заперты» после выбора этих мозгов?
Я видел, как одна мастерская пыталась интегрировать стороннего робота с закрытым европейским контроллером. Механическая часть оказалась простой — установить основание, подключить систему безопасности, настроить захваты. Стена, на которую они натолкнулись, — это программное обеспечение. Собственный коммуникационный протокол. Ограниченный доступ к API. Интеграция должна была проходить через сертифицированный пакет от производителя, стоимостью в шесть цифр.
Это не чистота инженерии. Это контрольный пункт для сбора пошлин.
Закрытые экосистемы часто обеспечивают более тесную внутреннюю интеграцию — робот, сменщик инструмента, измерение угла, всё «говорит» на одном языке. В условиях крупносерийного, многосменного производства, где простой обходится в $5 000 в час, такая поддержка может оправдать каждый лишний доллар. Один вызов сервиса, удалённая диагностика, запчасти, доставленные на следующий день из централизованного хаба — эта согласованность защищает производительность.
Но что, если ваш план роста предусматривает поэтапную автоматизацию в течение пяти лет — сначала коботы, потом транспортировка материалов, потом интеграция с MES? Контроллеры с открытой архитектурой, распространённые на быстрорастущих азиатских рынках, поддерживают стандартные промышленные коммуникационные протоколы и сторонние программные интерфейсы. Эта гибкость может означать интеграцию кобота за $60 000 вместо брендированной роботизированной ячейки за $250 000.
Компромисс очевиден: закрытые системы снижают риск интеграции сегодня, но могут обложить налогом каждое будущее расширение; открытые системы требуют большей внутренней технической компетенции, но сохраняют гибкость капитала. Если вашим реальным ограничением является подача материалов, обучение операторов или деформация при сварке, вложения в «закрытый сад» этого не исправят.
Так что даже если контроллер умеет «говорить» с внешним миром, кто фактически им управляет?
Пятидесятивосьмилетний оператор гибочного пресса с тридцатилетним стажем может настроить гидравлический станок с простым 2D-контроллером и добиться точности «на ощупь». Он чувствует пружинение, как погоду. Теперь замените его на двадцатишестилетнего специалиста, который работал с лазерами, но никогда не гнул лист толщиной 1/4 дюйма методом воздушного гиба.
На минималистичном контроллере эта кривая обучения оборачивается браком и затратами времени руководителя. На современном 3D-графическом интерфейсе с последовательностью гибов, предупреждениями о столкновениях и визуальной настройкой инструмента тот же оператор становится продуктивным гораздо быстрее. Программное обеспечение превращается в учебные колёсики, которые так и не снимаются полностью.
Вот где ДНК бренда резко расходится. Некоторые топовые контроллеры глубоки и сложны — мощный инструмент для опытных программистов, но пугающий для новичков. Другие делают ставку на пошаговые инструкции, визуальную симуляцию и встроенную справку, уменьшающие зависимость от «племенных знаний». Импортные контроллеры среднего сегмента сильно улучшились в этом плане, но пользовательский опыт всё ещё различается колоссально.
Механизм можно измерить: меньше пробных гибов, меньше столкновений, меньше брака. Если контроллер с подсказками предотвращает одну серьёзную поломку инструмента в год, вы избегаете убытков на десятки тысяч долларов и простоя. Если время ввода нового оператора сокращается с шести месяцев до трёх, вы фактически удвоили скорость роста производительности для каждого новичка.
Но если 52 % вашей работы — это прямолинейная, крупносерийная гибка предсказуемого материала, то простой гидравлический станок с компетентным оператором может превзойти функционально насыщенный ЧПУ по себестоимости детали. Продвинутое управление не создаёт больший поток, когда вариативность низкая, а серии длинные.
Вот неприглядная реальность: программное обеспечение контроллера влияет на ROI ровно в той мере, в какой на вашем участке узким местом являются частота переналадок, амбиции по автоматизации и вариативность операторов. Если проигнорировать это, вы покупаете гоночный автомобиль для доставки заказов — впечатляющая мощность, но неправильное узкое место.
Это значит, что следующий шаг — не сравнение рекламных буклетов. Нужно сопоставить реальные ограничения вашей операции с инженерной ДНК каждого производителя, прежде чем подписывать заказ на покупку.
Одна мастерская, с которой я работал, потратила $480 000 на электрический пресс мощностью 220 тонн с повторяемостью 0.0004 дюйма, чтобы гнуть детали с допуском ±0.010. Их настоящая проблема? Три переналадки в час и программист, который постоянно не успевал.
Вот в чём ошибка. Покупка возможностей, которые не решают основного ограничения.
Если вы хотите систематически сравнивать поставщиков, начните с одного листа бумаги и четырёх строк: профиль смешения заказов, допустимый простой, горизонт автоматизации и глубина квалификации. Вверх списка поставщиков. Затем распределите инженерный уклон каждого бренда по этим строкам. Если функция не решает одно из этих ограничений — ей присваивается нулевой вес. Не “приятно иметь”, а именно ноль.
Потому что у каждого производителя есть своя ДНК. Одни создают закрытые, глубоко интегрированные экосистемы, которые блестяще работают при полностью автоматическом производстве. Другие производят надёжные гидравлические «рабочие лошади», устойчивые к нагрузкам и вариациям материала. Третьи зациклены на удобстве оператора и точности «первая деталь — уже годная» в мелкосерийных партиях. Матрица — не о том, кто лучше. Она о том, чьё смещение лучше соответствует вашему узкому месту.
А это значит, что расчёт окупаемости меняется в зависимости от того, где именно находится ваша точка переворота ROI.
Возьмем два гипотетических цеха.
Цех A обрабатывает 12–15 разных номеров деталей за смену, партии по 5–20 штук, мягкая сталь от толщины 14-gauge до 3/8 дюйма. Десять переналадок за смену. Здесь каждая дополнительная пробная гибка — это потерянная мощность. Контроллер, который стабильно достигает качества «первой детали без брака» за два удара вместо пяти, может вернуть 60–90 минут в день. За год это перекрывает разницу в цене в $120,000.
Цех B обрабатывает 3 основных детали, партии по 500+, четвертьдюймовую пластину всю неделю. Настройка один раз. Работа весь день. Их узкое место — это подготовка материала и зачистка, а не коррекция угла. Гидравлический пресс на 250 тонн от производителя среднего сегмента за 60% стоимости капитала будет производить те же детали в час после настройки. Премиальный контроль превращается в страховку на случай простоя.
Вот здесь большинство покупателей попадают под обаяние. Они видят повторяемость до 0004 дюйма и предполагают, что это равно производительности. Это не так. Повторяемость превращается в деньги только тогда, когда вариативность и частота наладок достаточно высоки, чтобы её монетизировать.
Так что задайте прямой вопрос: сколько наладок за смену, и сколько каждая наладка стоит вам в минутах и браке?
Когда это число пересекает порог — назовем его 8–10 наладок за смену — кривая ROI сгибается в сторону высококлассных контроллеров. Ниже этого она быстро выравнивается. Вот где происходит инверсия.
Но даже если расчет производительности благоволит премиальной машине, простой может свести всё на нет за неделю.
Я видел, как 175-тонный пресс простаивал четыре дня, ожидая на поставку фирменного серводрайва из-за границы. Экономия на цене покупки испарилась ещё до того, как деталь прошла таможню.
Простой имеет денежную стоимость. В высокообъемных многосменных операциях, где простой стоит $5,000 в час, такая поддержка может оправдать каждый лишний доллар. Плотная сервисная сеть, удаленная диагностика, складские запасы региональных частей — это не маркетинговые пункты. Это инструменты управления рисками.
А теперь наоборот.
Если вы работаете в одну смену, выполняете 70% кастомных работ, и ваш пресс в среднем используется на 65%, задержка в два дня неприятна, но не катастрофична. В таком случае платить на 30% больше за глобальную премиальную поддержку может быть излишним страхованием актива.
Это тот выбор, который большинство цехов отказываются количественно оценивать. Они сравнивают характеристики машин, но не уровень риска. Закрытая экосистема с гарантированной интеграцией и централизованной поддержкой снижает операционную нестабильность. Открытая, более дешевая платформа сохраняет капитал, но повышает зависимость от внутреннего технического опыта.
А что, если вашим настоящим ограничением является подготовка материала, обучение оператора или деформация при сварке? Тогда зацикливаться на том, у какого OEM быстрее выездной техник — это перестановка шезлонгов.
Так как же исключить неподходящих поставщиков до того, как потратите недели на демонстрации и поездки?
Вот фильтр, который я использую перед любым обсуждением заказа.
1. Какое ограничение будет для нас доминирующим в ближайшие 36 месяцев? Время наладки, автономная автоматизация, тоннажная мощность или квалификация рабочей силы? Выберите одно. Если основная инженерная концепция поставщика не атакует это ограничение напрямую, он выбывает.
2. Сколько настроек за смену, реалистично? Менее пяти — это капиталовая эффективность и более простая гидравлика. Более десяти — это шаг к продвинутому моделированию, измерению углов и, возможно, автоматической смене инструмента. Никаких промежуточных вариантов.
3. Сколько для нас стоит один час простоя? Если это четыре цифры, можно рассмотреть более широкий круг поставщиков. Если это пять цифр, плотность обслуживания и логистика запасных частей становятся главным приоритетом в матрице.
4. Какова наша дорожная карта автоматизации? Если вы планируете добавить сторонних роботов, коботов или интеграцию MES в течение пяти лет, открытость контроллера имеет значение. Если вы хотите готовую роботизированную ячейку прямо сейчас и без головной боли с внутренней интеграцией, тесно интегрированный стек OEM может быть рациональным выбором.
Каждый вопрос требует компромисса: стоимость капитала против гибкости, риск интеграции против автономии, точность против амортизации.
Вот неочевидная часть.
“Правильный” производитель — это не тот, у кого лучшее литьё рамы, самая эффектная графическая оболочка или наибольшая доля на мировом рынке. Это тот, чьи технические приоритеты напрямую решают вашу основную проблему — и чьи остальные сильные стороны вы готовы игнорировать.
Покупка листогиба — как покупка гоночного автомобиля для доставки товаров. Если вашими ограничениями являются трафик и грузоподъёмность, мощность и время круга лишь тратят топливо.
Матрица закупок — это не упражнение на заполнение таблицы. Это дисциплина: каждая функция должна заслужить своё место, устраняя реальную узкую точку.
Следуя этому принципу, сравнение поставщиков перестаёт быть соревнованием популярности и становится тем, чем всегда должно было быть — решением о распределении капитала, привязанным к производительности.


















