

The hydraulic ram drops quicker than normal—just by a fraction of a second—but the sound leaves no doubt: a hard metallic crack that freezes every operator on the floor. By the time the brain catches up to what the ears have heard, the part has already shattered off the die. Someone across the aisle slams an emergency stop. The once‑secured sheet becomes a flying projectile. On a press brake, “too fast” isn’t about speed—it’s about losing control of a system capable of delivering several tons of force in an instant.

Many operators think the only danger zone is where the punch meets the die—the pinch point. Yet nearly half of all bending injuries occur right there, precisely when everyone assumes the machine is behaving normally. The difference between safe and catastrophic is roughly 14 millimeters—the extra travel a noncompliant hydraulic ram makes after a light curtain detects movement. That slight drift can turn a safeguard into a hazard. If you’ve never verified the brake’s stopping distance in real measurements, you haven’t truly confirmed your machine’s safety—no matter how smoothly it runs.
In 2023, an operator lost his life when a high‑tensile steel plate fractured mid‑bend and shot upward with enough force to pierce the ceiling panels. It’s a failure pattern seen time and again when ram speed exceeds what the material can handle—a violent “whip‑up” that transforms stored stress into deadly momentum. Even in routine air‑bending, high‑strength alloys can turn into kinetic missiles if drop rate or stop time drift outside specification.
Fatigue magnifies the danger. A tired operator’s reaction time can slow by as much as 30 percent, leaving hands under the die half a second too long or reaching past a guard for a minor adjustment. And in almost nine of every ten OSHA‑cited violations, safety devices were deliberately bypassed under the false belief that production speed depends on it. That mindset overlooks the real figure that matters: the 368 press‑brake amputations recorded by the U.S. Department of Labor each year—a number that likely understates the true toll.
It may seem counterintuitive, but the most safety-conscious shops actually bend parts faster—not slower. The top performers consistently test stop distances, lock down side and rear guards, and enforce strict anti-bypass rules, achieving over 90% Overall Equipment Effectiveness while keeping incidents near zero. Their success isn’t a matter of luck; it’s the result of carefully controlled physics. When the ram descends at the right speed, the sound on the floor is precision at work—not a warning. Any other sound might be one you only get to hear once.
Take a walk through the shop on a Tuesday morning and you can spot the first three violations an OSHA inspector will write up—often before they’ve even opened their clipboard. These aren’t obscure technicalities; they’re visible within seconds if you know the signs. Each red flag points to a failure in the same critical safety chain: point-of-operation control, reliable stop-time performance, and safeguarding that can’t be tampered with.
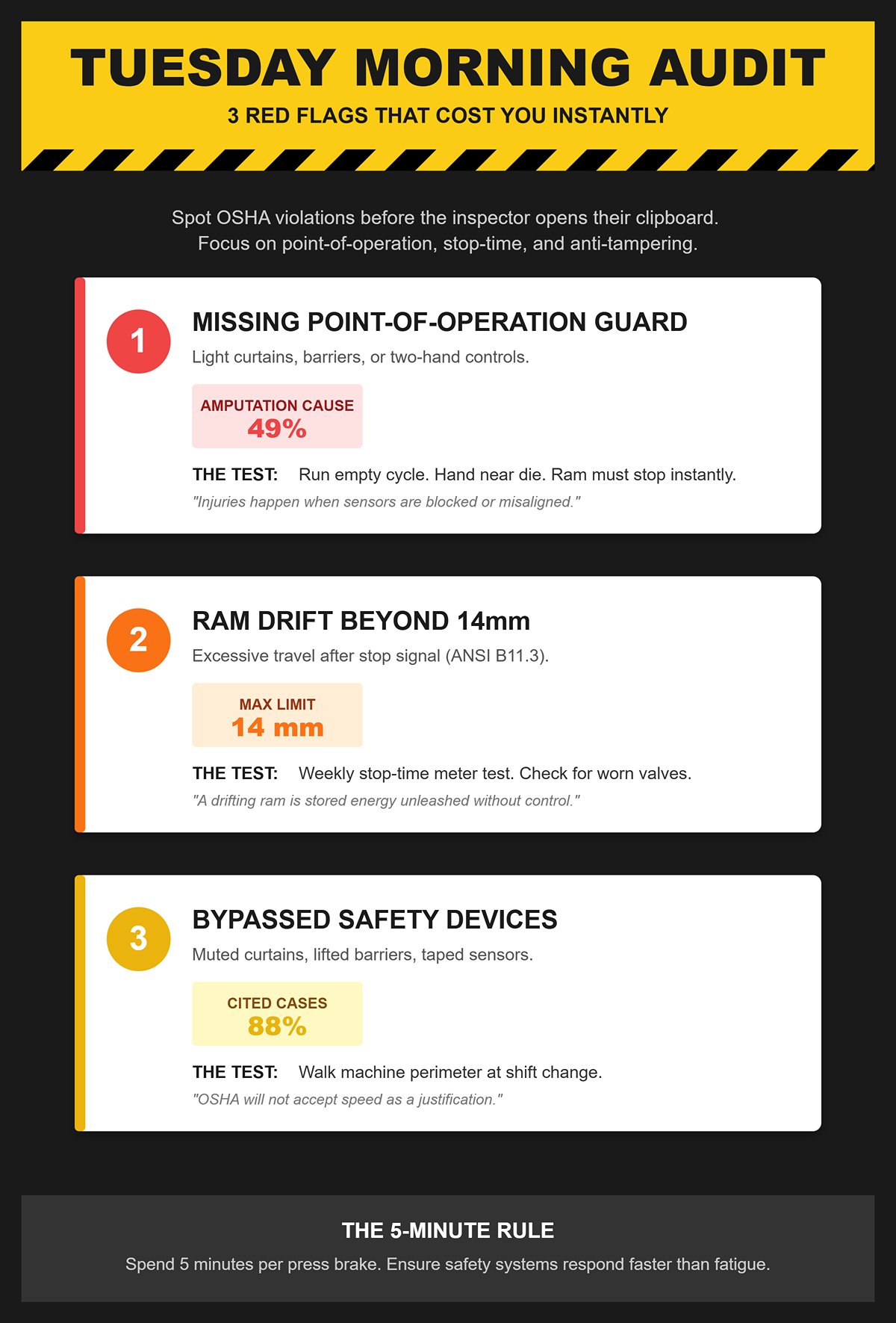
Red Flag #1: Missing Point-of-Operation Guard
If a press brake’s light curtain, safety barrier, or two-hand control fails to physically or electronically block hand entry into the pinch point between punch and die, you can expect a citation—often issued immediately. U.S. Department of Labor data shows that 49% of press brake amputations trace back to this single oversight. Inspectors test as you should: run an empty cycle with a hand positioned near (but outside) the die area. If the ram does not stop instantly, you’re already in violation. The fine is unpleasant, but the hazard is worse—injuries happen when sensors are blocked, misaligned, or bypassed for convenience.
Red Flag #2: Ram Drift Beyond 14 mm After Stop Signal
ANSI B11.3 sets a clear limit: once the light curtain or interlock trips, the ram must stop with no more than 14 mm of remaining travel. Aging hydraulic machines, slowed by sticky valves or worn control components, often fail here. Auditors use stop-time meters, and so should your supervisors. Test the ram’s movement weekly during an empty cycle—if it drops more than the width of a finger after the stop signal, shut it down and service the controls. Neglecting this not only invites a “serious” citation but also risks a deadly ejection, because a drifting ram is stored energy unleashed without control.
Red Flag #3: Safety Devices Bypassed or Disabled
In 88% of cited cases, machine guards are deliberately defeated—light curtains muted, side barriers lifted, foot pedals left exposed. These lapses often surface mid-week when fatigue and production pressure peak. The simplest preventive measure: walk the full machine perimeter during shift changes, noting any missing guards or taped-over sensors. Operators typically seek efficiency, not harm, but OSHA will not accept speed as a justification. An audit log showing system overrides is all it takes for an instant fine.
A structured “Tuesday Audit” can turn potential fines into non-issues. Spend five minutes per press brake, perform three targeted checks, and follow one core principle: every safety system must respond faster than fatigue can erode judgment. Leading facilities back this up with hard data—recorded stop-time tests, documented guard verifications, and zero unwelcome surprises when inspectors arrive.
One of the most dangerous myths in press brake operation is that increasing speed—particularly on older hydraulic units—is a straightforward productivity win. In reality, it can create hazards more rapidly than it shortens cycle times. According to U.S. Department of Labor data, there are 368 press brake-related amputations annually, nearly half caused when operators reach into the punch-die zone mid-bend. Ignore mechanical stopping distances, and a so-called “upgrade” quickly becomes an act of self-sabotage.

Hydraulic presses built before current stop-time standards often require light curtains or laser-based AOPDs (active opto-electronic protective devices) positioned two to three feet from the point of operation. This isn’t excessive—it’s driven by calculation. ANSI B11.3 and B11.19 define safe approach distances based on ram deceleration rates. If the stop time is too slow, sensors must be placed farther away to ensure no one can intrude before the ram halts. Speed increases without corresponding stop-time improvements compel operators to use mute or blanking modes just to keep pace, dismantling the safety envelope and setting up OSHA violations. In 88% of serious guarding infractions, inspectors have traced the root cause to intentional bypasses aimed at pushing output.
The deadly ejection incident of March 2023 is a stark reminder that speed adjustments demand rigorous engineering, not just a few lines of new code. In this case, a 10 mm high-tensile steel workpiece snapped mid-bend during an accelerated cycle and was propelled at fatal speed—eerily reminiscent of a similar projectile-related death in 2005. These are not random “freak” occurrences. Increasing stroke rates magnifies the kinetic energy stored in brittle or ultra-strong materials, effectively turning the bending station into a launch mechanism. The danger from flying debris is separate from crush risks and demands containment solutions—such as catch guards, side barriers, and over-travel monitoring—well beyond the standard safety measures most plants fit for routine bending operations.
Leading-edge facilities demonstrate a safer, proven approach: combining physical barriers sized according to OSHA and ANSI guard-opening charts with real-time tracking AOPDs that monitor ram movement continuously. Integrated automatic stroke-stop systems—like those found in Sentinel Plus platforms—halt the press instantly in response to hydraulic over-travel, preventing projectile risks while allowing operators to remain close enough for comfortable handling. The numbers tell the story: plants in the top performance tier achieve around 90% overall equipment effectiveness (OEE) with almost no safety incidents, sacrificing only 2% capacity to safety pauses. In contrast, operations without these controls endure roughly 14% downtime and triple the injury rate.
Fatigue compounds the danger. Operators on extended shifts can experience up to a 30% drop in cognitive performance, weakening response times precisely when precision control is critical near pinch points or rapidly moving backgauges. Introducing higher speeds without countermeasures—such as enhanced guarding, automated emergency stops, and shift designs that mitigate fatigue—turns a potential productivity gain into a magnifier for risk.
The takeaway is unambiguous: speed and safety need not be mutually exclusive—provided upgrades are grounded in accurate stop-time measurements, synchronized detection systems, and robust containment strategies. Anything short of that leaves you with nothing tamed; you’ve simply created a faster, less forgiving hydraulic hazard.
Many manufacturers rush to install guards, light curtains, or Active Opto-electronic Protective Devices (AOPDs), believing these alone make a press brake safe. The critical oversight: if the machine’s stopping performance isn’t fast enough, such devices must be positioned so far from the die that operators end up sidestepping or deactivating them. Real safety at the point of operation starts with confirming the stop travel after sensor activation under the exact tooling, operating speed, and guarding configuration you’ll use in production.
The key figure to remember is 14 mm of residual stroke. This is the distance the ram travels—from the instant a safety guard is triggered to the moment all downward motion capable of crushing stops. If that distance exceeds 14 mm, a presence-sensing device cannot be legally or effectively positioned close to the die. In such cases, you’ll need to either improve the machine’s stopping performance or adopt a different safety guarding approach.
How to Measure It:
If the stop distance exceeds 14 mm, close-range presence sensing isn’t an option unless modifications are made. Here’s the corrective action hierarchy:
Overlooking stop-distance measurements has real-world costs. Older hydraulic press brakes often require safety clearances of two to three feet when using stationary light curtains — gaps that slow workflow and tempt operators to defeat safeguards. Enhancing stop performance not only prevents injuries but also reduces guard distances, making modern safety measures compatible with fast, efficient production.
Two-Minute Safety Tape Checklist:
Think of it this way: brakes come before airbags — without fast, reliable stopping, even the most advanced sensors can’t protect your hands.
Working at the press brake isn’t only about controlling the metal—it’s about timing, coordination, and understanding how steel behaves under stress. The “whip‑up” hazard appears when a long or heavy sheet suddenly snaps upward as the bend line tightens, releasing stored elastic energy in a sharp, violent motion. It’s not an unpredictable accident but a foreseeable effect that happens when tensile strength, die selection, and support setup misalign. If the workpiece isn’t fully supported along its length, or the bending angle pushes the material past its safe limits, whip‑up is almost inevitable.
In one recorded incident, a 10 mm high‑tensile plate fractured during air bending and shot toward the operator’s torso. Investigation revealed three connected errors: uneven part support, a slight delay in the hydraulic stop response, and an incorrect assumption that deflection would remain linear. The operator’s hands and body were inside the swing radius—a habit born from repetition and the instinct to keep the operation moving in rhythm.
To prevent whip‑up without losing workflow rhythm, stability and follow‑through are key. Adjustable front supports or servo‑controlled backgauges maintain the workpiece in a steady plane, minimizing the torsion that causes upward motion. For long blanks, using a second operator or a powered follower arm helps absorb rebound energy, protecting wrists and eliminating the impulse to reach in. These aids should move in synchronization with the ram rather than remaining static; otherwise, the force transfers back to the operator right at the sheet’s most flexible moment.
Consistent safety doesn’t have to interrupt flow—it just requires precision. Hydraulic press brakes equipped with real‑time ram‑position sensors can stop movement within milliseconds if resistance strays from expected values. Unlike traditional light curtains—often set feet away and forcing awkward positioning—these integrated systems allow operators to maintain natural rhythm and proximity while instantly halting motion if a potential fracture suggests a coming whip.
The most effective shops unify mechanical safety with clear, coordinated teamwork. One lead operator sets the tempo for multi‑person bends, calling synchronized lifts and resets while everyone keeps focused on pinch points. This disciplined rhythm reduces both fatigue and delayed reactions—the hidden factor behind nearly twenty percent of all reported press brake incidents.
The takeaway is straightforward: rhythm doesn’t undermine safety—it signals that the operation is under control. When the press, the workpiece, and the operators move in steady, predictable sync, bends stay clean, sensors stay quiet, and whip never has the chance to form.
The next three days determine whether safety becomes a lived system or just another slogan. Every press brake floor carries inherent risk—last year’s 388 amputations prove it—but your 72‑hour plan rewires habits long before bones are ever at stake.
Hour 0–8: Freeze the Foot Pedal. Start at the source of motion. Inspect every foot pedal for missing guards. Tag and disable anything questionable—no exceptions. One operator lost both hands because no one paused to install a twenty‑dollar shroud. Make it a rule: no guard, no cycle. Photograph good and bad examples and post them by the time clock. Visual proof outlasts any briefing.
Hour 8–24: Measure Your Stop Time. ANSI B11.3 requires no more than 14 millimeters of ram travel after a safety trip. Anything slower forces wider light‑curtain spacing—an open invitation to bypassing. Use a certified stop‑time meter and document results for every brake. If a unit can’t stop fast enough, you’ve uncovered “silent failures” that OSHA classifies as serious violations 88% of the time. Knowing your true stop distance replaces hope with hard data.
Hour 24–48: Track Bypasses as Metrics. Operators override sensors to keep pace—nearly one in five cycles hides a bypass. Bring it into the open. Each team holds a brief shift‑end check‑in: “Did we mute anything today?” Every logged bypass is a leading indicator, not a confession. Start charting these events per 1,000 operating hours. Monitor that rate the same way you monitor scrap. As bypasses fall, uptime typically climbs within two weeks—top performers prove the paradox daily: safety drives speed.
Hour 48–72: Assign the Micro‑Part Pair. Small parts draw fingers dangerously close to the die. Assign a two‑person team to every short‑run job—one handles the part, the other controls the pedal. Rotation prevents fatigue, and coordination prevents chaos. Document who owns small‑part oversight before Friday’s clock‑out.
By the end of 72 hours, you’ll have four essentials in place: every pedal guarded, every stop time confirmed, every bypass recorded, and every small‑part job clearly assigned. None of it requires new equipment—only commitment.
You began this journey hoping to keep productivity from grinding to a halt. Now it’s clear: the system isn’t safe because it slows the work—it’s safe because every motion, every data point, every momentary stop is deliberately tracked and understood. In those quiet fourteen millimeters of pause, precision and prudence finally fall into the same rhythm.


















