

La primera vez que vi que un prototipo “perfecto” detenía una línea de ensamblaje, tenía un desfase de 1,2 grados.
En el banco, ese soporte marcaba 89,8°. El inspector sonrió. El cliente firmó el informe de primera pieza. Todos se fueron a casa temprano.
Para la pieza número 400 en producción, el ángulo se había deslizado más allá de los 91°. La pieza complementaria no encajaba. Al supervisor de línea no le importaba que hubiéramos ahorrado diez minutos en la configuración. Le importaba que veinte operarios estuvieran parados.
Ahí es cuando aprendes la diferencia entre doblar metal y alimentar una línea de ensamblaje.
Un prototipo vive solo. Responde a un calibrador y a un plano.
La producción vive entre multitudes. Responde al tiempo takt: el ritmo constante que una línea de ensamblaje debe mantener cada minuto para seguir siendo rentable. Cuando tu ángulo de doblado se desvía, el problema no se queda en la prensa. Se multiplica más adelante: ajustes forzados, orificios desalineados, picos de torque en los sujetadores, huecos cosméticos donde el cliente puede deslizar una uña.
El doblado al aire prospera en aislamiento. Negocia con el acero: ajusta una profundidad, mide el retorno elástico, corrige, ejecuta. Flexible. Tolerante. Rápido de configurar.
Pero el acero tiene una memoria más larga que un ex despechado. Cambia el lote de bobina, la humedad, la dirección del grano, o simplemente deja correr la máquina durante seis horas a medida que el sistema hidráulico se calienta, y esa profundidad “ajustada” produce un ángulo ligeramente diferente. En un prototipo, lo corriges y sigues adelante.
En 10.000 piezas, no lo corriges. Sangras.
Aviso de chatarra: si tu proceso depende de que un operador “le eche un ojo”, no tienes un proceso, tienes un trabajo de niñera con horas extra.
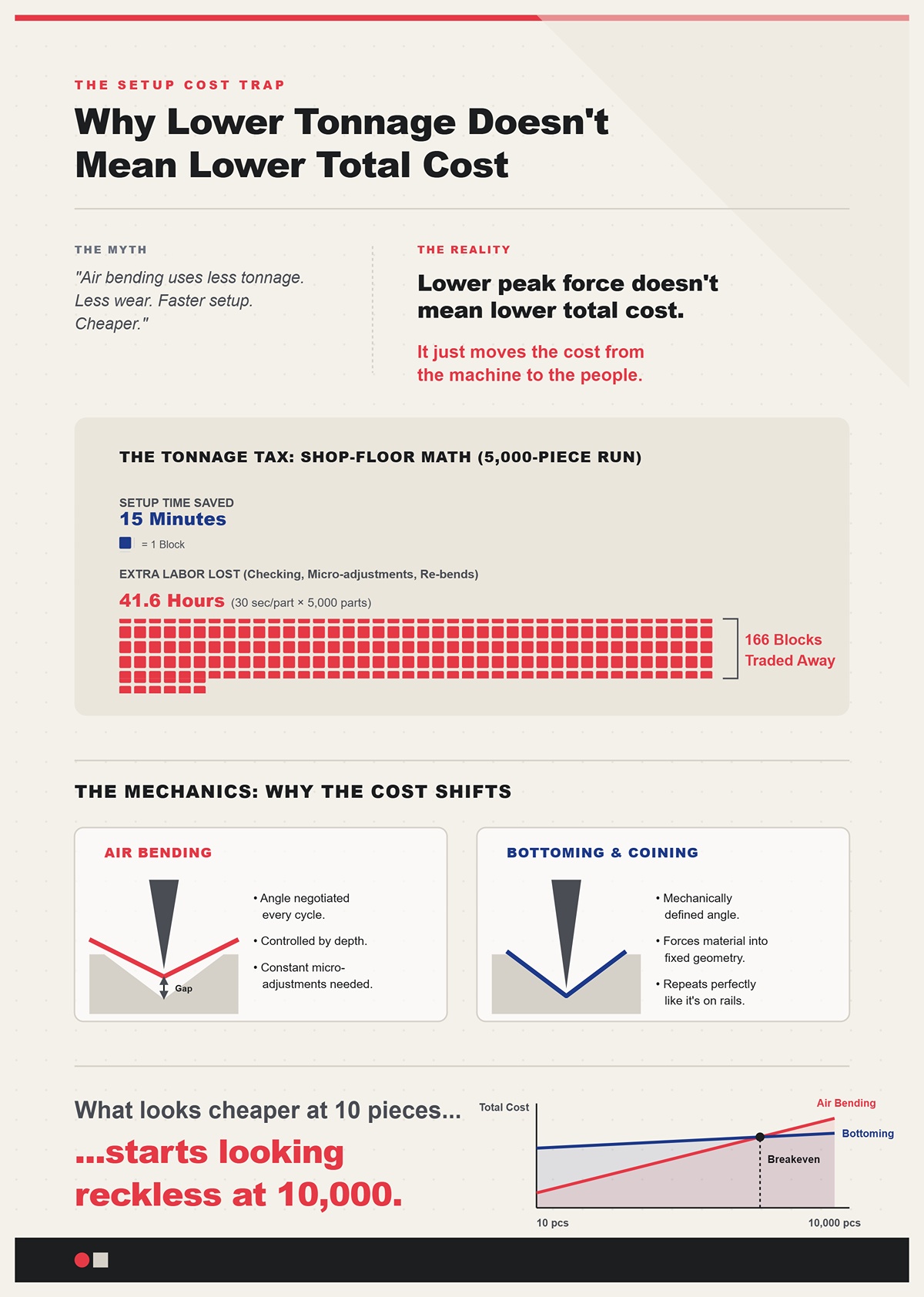
Lo he oído cientos de veces: “El doblado al aire usa menos tonelaje. Menos desgaste. Configuración más rápida. Más barato.”
En teoría, sí. Usas una matriz en V más ancha, menor fuerza, y doblas controlando la profundidad de penetración en lugar de aplastar el material hasta una forma fija. Las herramientas duran más. La prensa trabaja más relajada.
Ahora hagamos matemáticas de taller.
El impuesto del tonelaje: Si el doblado al aire te ahorra 15 minutos de configuración pero te cuesta 30 segundos por pieza en verificaciones adicionales, microajustes y rebobinados ocasionales en una corrida de 5.000 piezas, acabas de cambiar un cuarto de hora por más de 40 horas de trabajo.
Una menor fuerza pico no significa un costo total menor. Solo traslada el costo de la máquina a las personas.
El doblado en fondo o el acuñado—sí, mayor fuerza, utillaje más rígido—obliga al material a adoptar la geometría del punzón y la matriz. El ángulo se define mecánicamente, no se negocia en cada ciclo. La configuración puede llevar más tiempo, pero una vez fijada, la máquina repite como si corriera sobre rieles.
Así que lo que parece más barato en 10 piezas empieza a parecer imprudente en 10.000.
¿Dónde aparece por primera vez esa imprudencia?
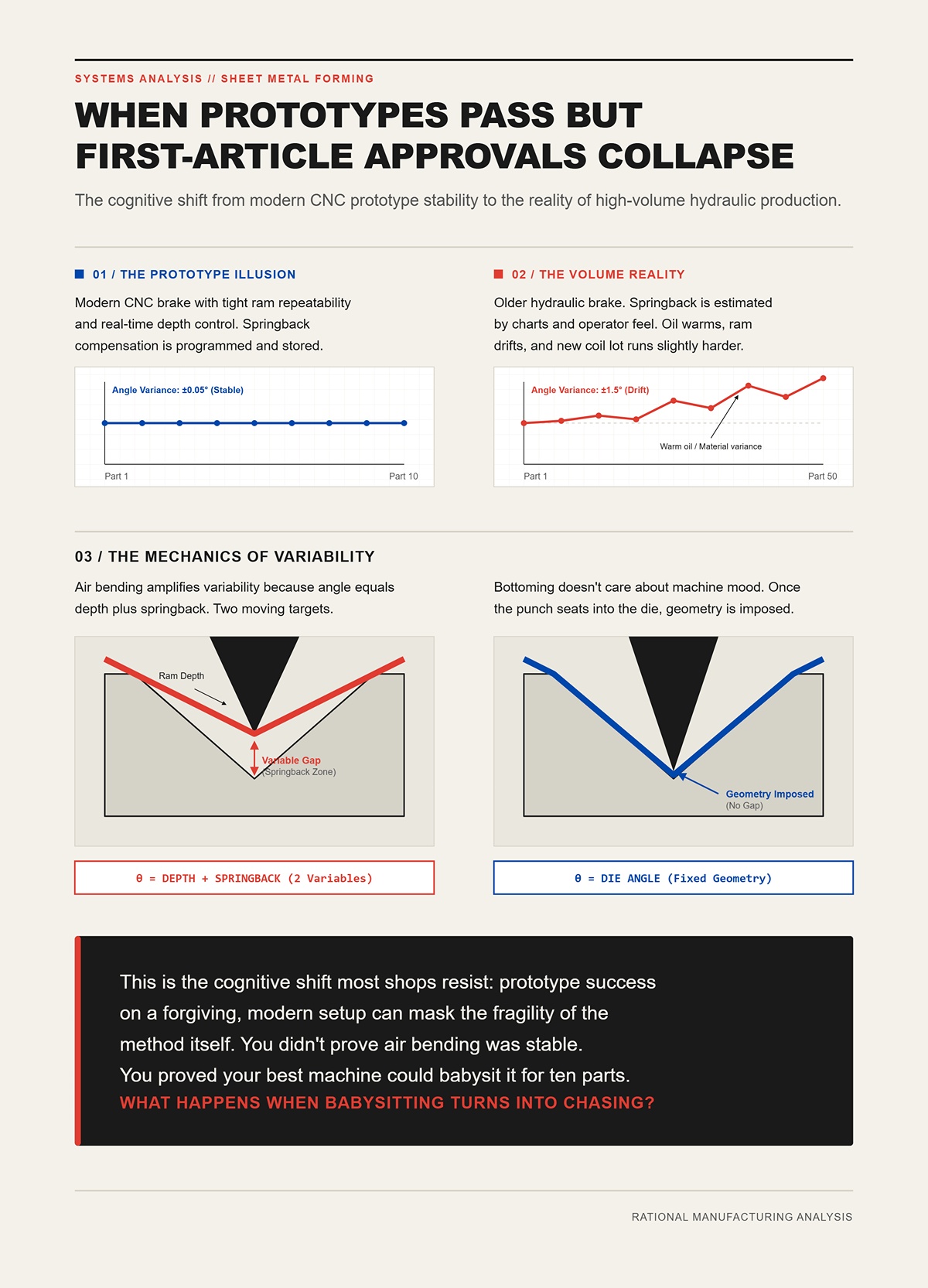
Imagina esto: tu prototipo se dobló en una moderna prensa plegadora CNC con una repetibilidad precisa del ariete y control de profundidad en tiempo real. La compensación de recuperación elástica fue programada, guardada y recuperada.
La producción se programa en una prensa hidráulica más antigua (común en talleres de alto volumen porque están pagadas y son confiables). Ahora la recuperación elástica no se compensa mediante bucles de retroalimentación; se estima mediante tablas y la sensación del operador.
Las primeras cinco piezas pasan. Para la pieza cincuenta, el aceite está caliente. La posición del ariete se desvía una fracción. El material de un nuevo lote de bobina corre un poco más duro.
El doblado en el aire amplifica esa variabilidad porque el ángulo equivale a la profundidad más la recuperación elástica. Dos objetivos en movimiento.
El fondo no depende tanto del estado de ánimo de la máquina. Una vez que el punzón se asienta en la matriz, la geometría se impone. Incluso en una prensa mecánica con menos componentes electrónicos, las piezas de una sola curva y alta cantidad salen sorprendentemente consistentes.
Este es el cambio cognitivo que la mayoría de los talleres resisten: el éxito del prototipo en una configuración moderna y tolerante puede enmascarar la fragilidad del método en sí. No demostraste que el doblado en el aire fuera estable. Demostraste que tu mejor máquina y tu mejor operador podían supervisarlo durante diez piezas.
¿Qué ocurre cuando la supervisión se convierte en persecución?

El retrabajo rara vez aparece en la hoja de cálculo de la cotización.
Aparece como un pallet estacionado junto a la prensa con una nota: “Verificar ángulo”. Aparece como un operador golpeando piezas con un martillo de goma para cerrar una brecha antes de enviarlas al siguiente proceso. Aparece cuando ingeniería emite una “aclaración” de tolerancia en silencio.”
Cada vez que ajustas la profundidad para perseguir el ángulo en el doblado en el aire, estás reaccionando a la variabilidad en lugar de eliminarla. A lo largo de miles de ciclos, esa reacción se convierte en trabajo, inspección y riesgo en el cronograma.
¿Y la peor parte? Se ha normalizado.
“Siempre tenemos que ajustar después del almuerzo.” “Este material se comporta blando.” “Solo añade un grado.”
Eso no es control. Eso es negociación.
Advertencia de chatarra: el día en que aceptes los ajustes rutinarios de ángulo como “normales”, habrás aceptado un costo variable en un negocio de margen fijo.
Entonces, ¿qué estás optimizando realmente cuando eliges el doblado en el aire?
Cierra los ojos e imagina a dos supervisores.
Uno presume que su freno se configura en ocho minutos. El otro dice que su línea no se ha detenido en seis meses.
Solo uno de ellos duerme bien.
El plegado por aire recompensa la velocidad y la flexibilidad. Es el padre permisivo: adaptable, de trato fácil, dispuesto a ajustarse para cada nueva pieza que entra por la puerta. Por eso es el mejor amigo de los prototipos.
Pero la producción a escala OEM no quiere flexibilidad. Quiere disciplina. Quiere un método que diga: “Este es el ángulo. Siempre.” El punzonado y el acuñado, junto con la retroalimentación CNC en tiempo real, actúan como memoria institucional. No dependen del tacto. Imponen geometría.
El cambio que quiero que sientas es simple e incómodo: deja de preguntar qué método se configura más rápido y empieza a preguntar cuál mantiene la línea de ensamblaje aburrida.
Porque lo aburrido es rentable.
Y si el plegado por aire está teniendo dificultades tan pronto—en la configuración, en la primera pieza, en las primeras centenas de unidades—¿qué te dice eso sobre el verdadero culpable oculto bajo toda esta variabilidad?
En el banco, ese soporte marcó 89 grados.
El plano pedía 90. Primera pieza de una bobina nueva, mismo programa, misma herramienta, mismo operador que manejó el último lote con precisión perfecta. Ajustamos la profundidad dos milésimas. Siguiente pieza: 90.2. Diez piezas después, 90.8. Nada cambió en la pantalla. Todo cambió en el acero.
Esa es tu causa raíz.
El plegado por aire no impone la geometría; equilibra la profundidad de penetración contra la recuperación elástica. Y la recuperación elástica—el retroceso—no es un número fijo. Es el material descargándose después de que estiraste las fibras exteriores más allá del límite elástico y luego soltaste la presión. El punzón se retira. El acero se relaja. El ángulo se abre.
Pero el acero tiene una memoria más larga que un ex despechado. Recuerda hasta dónde lo empujaste más allá del límite de fluencia. Recuerda la dirección del grano. Recuerda el perfil de tracción exacto de esa bobina. En el plegado por aire, tu ángulo final equivale a la profundidad de la máquina más lo que esa pieza específica de acero decida devolver.
Dos objetivos móviles. Cada ciclo.
El punzonado y el acuñado no negocian con esa memoria. La dominan. La alta presión fuerza el material dentro del ángulo de la matriz, reduciendo la proporción de recuperación elástica en el resultado final. El plegado por aire deja el retroceso como variable dominante.
Si la variabilidad está integrada en la física, ¿por qué los certificados de laminación y las tablas de doblado lo hacen parecer manejable?
Un certificado de laminación podría decir: acero laminado en frío calibre 11, resistencia a la tracción 60 ksi, límite elástico 50 ksi.
Parece ordenado. A los ingenieros les encanta lo ordenado.
Ahora imagina dos bobinas, ambas dentro de esa especificación. Una promedia 58 ksi de tracción. La otra se sitúa en el extremo superior con 62. Ambas legales. Ambas enviables. Ambas estampadas con el mismo grado.
En el doblado por aire, el retorno elástico está directamente relacionado con la proporción entre el límite elástico y el módulo de elasticidad. Cuanto mayor sea el límite elástico, mayor será la tensión que se debe aplicar para deformar plásticamente las fibras externas y más energía elástica almacenada se recuperará cuando se libere la presión.
Mayor límite elástico, más retorno. Misma profundidad, ángulo más abierto.
Esa variación de cuatro ksi dentro de la especificación puede traducirse fácilmente en una diferencia de un grado o más en el ángulo de doblado, dependiendo del espesor y del ancho del troquel. En cantidades de prototipo, se compensa una vez y se continúa. En 20.000 piezas que abarcan múltiples bobinas, esa deriva aparece como una persecución constante de la profundidad.
El certificado del molino te da promedios por lote. No te informa sobre la variación a través del espesor, las tensiones residuales del laminado ni las diferencias de endurecimiento entre bobinas derivadas de la velocidad de procesamiento en el molino. El doblado por aire es sensible a todo esto porque dependes de una recuperación elástica controlada para alcanzar tu ángulo.
Estás pidiendo a un resumen estadístico que prediga el comportamiento de un individuo.
Advertencia de chatarra: Tratar los valores de resistencia a la tracción del certificado del molino como garantías de ángulo de doblado te costará palés de piezas cuando llegue la próxima bobina “dentro de especificación” pero que se doble como si estuviera ofendida.
Si la variación del límite elástico explica la deriva entre bobinas, ¿qué explica la inconsistencia de pieza a pieza dentro de la misma hoja?
Toma una tira troquelada a lo largo de una hoja. Dóblala con el grano. Ahora gira la pieza 90 grados y dóblala a través del grano.
Mismo material. Mismo espesor. Mismo programa.
Resultado diferente.
El laminado en el molino alarga los granos en una dirección. Esa alineación cambia cómo se mueven las dislocaciones al someter el metal a tensión. Doblado a través del grano normalmente aumenta el riesgo de fisuras pero también cambia cómo las fibras externas fluyen y se recuperan. La resistencia del material a la deformación es anisotrópica, es decir, dependiente de la dirección.
El doblado por aire revela esa anisotropía porque solo deformas plásticamente una parte de la sección transversal. El eje neutro se desplaza de manera diferente según la orientación del grano. La parte elástica de la curva—la que rebota—varía en consecuencia.
En el “bottoming” o el “coining”, la geometría del punzón y del troquel domina el ángulo final. La dirección del grano sigue siendo importante para el agrietamiento y el tonelaje, pero menos para la repetibilidad angular final. En el doblado por aire, la dirección del grano modifica silenciosamente la ecuación del retorno elástico.
He visto operadores jurar que la prensa estaba desviándose, solo para descubrir que la mitad de las piezas en una pila estaban apiladas de manera diferente para ahorrar material. La mitad con el grano. La mitad contra él. Misma profundidad establecida. Dos ángulos alternando a lo largo de la línea.
La máquina no tenía humor. El material sí.
Y si la dirección dentro de una hoja puede mover tu ángulo, ¿qué sucede cuando la resistencia fluctúa no solo por dirección, sino también por lote?
Supongamos que estás produciendo soportes de acero dulce de 3 mm, con abertura de troquel en V ocho veces el espesor. La profundidad está ajustada para alcanzar 90 grados con un grado de sobre-doblado programado.
Las primeras 5.000 piezas se fabrican a partir de la bobina A. Todo va bien.
Llega la bobina B. Misma calidad. Diferente colada. La resistencia a la tracción aumenta dentro del rango permitido. Empiezas a ver 91,2 grados a la misma profundidad.
Así que ajustas. Unas milésimas más profundo.
A mitad de la producción, la temperatura del taller sube, el aceite hidráulico se calienta, la repetibilidad del pistón se desplaza una fracción en una prensa plegadora antigua sin retroalimentación de posición en bucle cerrado. Ahora estás en 89.5.
El doblado al aire multiplica las sensibilidades: la variación de tensión cambia el retroceso elástico; pequeños errores de profundidad cambian el ángulo; la deriva térmica de la máquina cambia la profundidad. Cada factor podría ser menor por sí solo. Juntos, se acumulan.
El impuesto del tonelaje: si un cambio de profundidad de 0.003 pulgadas desplaza tu ángulo en 0.7 grados en doblado al aire, y tu variación de tensión exige ese ajuste cada pocos miles de piezas, no estás ejecutando una producción: estás recortando setos hoja por hoja a lo largo de una hectárea.
El cierre al fondo reduce esa sensibilidad porque el punzón se asienta físicamente en el ángulo del troquel. El ángulo final depende menos de la profundidad precisa y más de la geometría del utillaje. La variación de tensión aún afecta el tonelaje requerido, pero tiene un brazo de palanca menor sobre el ángulo.
El doblado al aire mantiene el ángulo proporcional a la profundidad y al retroceso elástico. La producción odia los sistemas proporcionales con entradas variables.
Entonces, ¿por qué no simplemente calcular mejor? ¿Por qué no introducir la tensión, el espesor y el ancho del troquel en una fórmula y terminar con eso?
Las fórmulas de retroceso elástico de los libros asumen propiedades uniformes del material, utillaje ideal y una profundidad de penetración constante. Modelan el doblado como una transición elástico-plástica limpia con descarga predecible.
La realidad es más fea.
El espesor varía a lo largo de una lámina. Incluso una diferencia de unos pocos por ciento desplaza el eje neutro y la profundidad de penetración requerida. El utillaje se desgasta: las matrices en V se abocinan ligeramente a lo largo de ejecuciones prolongadas, cambiando las condiciones de contacto efectivas. Los sistemas hidráulicos en prensas plegadoras antiguas no mantienen una profundidad a nivel micrón sin retroalimentación; la expansión térmica cambia las características del recorrido a medida que el aceite se calienta.
Cada uno de esos factores perturba el cálculo del retroceso elástico. Y dado que el doblado al aire se basa en una deformación plástica parcial, pequeños errores de entrada producen errores angulares perceptibles.
Puedes programar sistemas CNC adaptativos con medición de ángulo y corrección en tiempo real. Eso ayuda. Las prensas modernas con sensores láser de ángulo cierran el bucle, ajustando la profundidad dinámicamente en cada golpe. Pero fíjate en lo que has hecho: has construido un sistema de memoria institucional para combatir la memoria del material.
Has admitido que la física no se mantendrá estable por sí sola.
Y aun así, estás corrigiendo cada doblez basándote en la retroalimentación. No estás eliminando la variabilidad; estás reaccionando ante ella a alta velocidad. En trabajos OEM de muy alto volumen con tolerancias estrictas, el control basado en reacción es un costo añadido encima de la inestabilidad.
El doblado al aire es el padre permisivo que negocia la hora de llegada cada noche. El cierre al fondo y el acuñado son la autoridad estricta: este es el ángulo del troquel, y te ajustarás a él bajo la consecuencia del tonelaje.
Si la física de la recuperación elástica, la anisotropía del grano y la fluctuación de la tensión garantizan la deriva en el doblado al aire, la pregunta real no es cómo compensar más rápido.
Es si deberías estar negociando en absoluto.
El invierno pasado me paré frente a una prensa plegadora de 160 toneladas mientras un jefe de producción hacía los cálculos en voz alta. Ochenta mil soportes al mes. Tolerancia ±0.5 grados. Dos bobinas ya desechadas porque los ángulos doblados al aire se desviaron a medida que la resistencia a la tracción variaba dentro del rango certificado.
Él no preguntó sobre fórmulas de recuperación. Hizo una sola pregunta: “¿En qué volumen dejamos de negociar con el acero y empezamos a decirle qué hacer?”
Ese es el punto de inflexión.
El doblado al aire deja parte de la sección transversal elástica. Estás calculando cuánto se relajará y esperando que el siguiente lote se relaje de la misma manera. El bottoming y el coining cambian el juego: haces que el punzón entre en el ángulo de la matriz hasta que el material se conforma plásticamente con esa geometría. Ya no estás prediciendo la recuperación. La estás superando.
Pero la fuerza no es gratuita. Cuesta tonelaje, herramientas, capacidad de máquina y, a veces, rediseño. La verdadera pregunta no es si el bottoming y el coining son más repetibles—lo son. La pregunta es cuándo el intercambio tiene sentido económico y técnico para un fabricante OEM de gran volumen.
Vamos a concretar.
En el banco, ese soporte marcó 89.7 grados en doblado al aire. Misma profundidad, mismo programa, siguiente lote de material: 90.9. El operador lo estuvo persiguiendo todo el turno.
Cambiamos a bottoming con un ángulo de matriz ajustado a 90 grados y una abertura en V más estrecha. El tonelaje por pie aumentó aproximadamente tres veces en comparación con la configuración original de doblado al aire. El recorrido del pistón se volvió menos sensible—porque una vez que el punzón se asienta en el ángulo de la matriz, la geometría domina.
Aquí están las matemáticas del taller. La fórmula clásica de tonelaje para acero dulce en doblado es la siguiente:
P = 650 × S² × L / V
S es espesor, L es longitud del pliegue, V es abertura de la matriz.
Si reduces a la mitad la abertura de la matriz para ajustar el control, duplicas el tonelaje. Si duplicas el espesor no duplicas la fuerza—la cuadruplicas. Eso no es opinión. Es física al cuadrado.
Así que la regla del “3x de tonelaje” del bottoming no es superstición. Es el precio de empujar el material completamente dentro de los flancos de la matriz, de modo que la recuperación elástica tenga menos influencia sobre el ángulo final.
Pero el acero tiene una memoria más larga que un ex despechado. La dirección del grano y la resistencia a la tracción aún afectan la fuerza requerida y el riesgo de agrietamiento. Lo que cambia es su influencia sobre el ángulo final. En el doblado al aire, la variación de la tracción desplaza directamente la recuperación. En el bottoming, la variación de la tracción principalmente cambia la demanda de tonelaje. Si tu máquina puede suministrarlo, el ángulo permanece fiel a la matriz.
Ese es el punto medio: intercambias demanda hidráulica por estabilidad angular.
Ahora viene el detalle.
Las matrices en V más estrechas también reducen el radio interior y aumentan la longitud de ala requerida. He visto fabricantes OEM hacer prototipos en doblado al aire con una V amplia—gran radio interior, generosa holgura de ala—y luego pasar a bottoming sin rediseñar. De repente las alas interfieren en el ensamblaje o los bordes muestran microfisuras porque el radio se redujo más allá de lo que el material tolera.
Querías certeza mecánica. Olvidaste que la geometría se movió con ella.
El punto de cambio económico aparece cuando la deriva del ángulo obliga a ajustes constantes, trabajo de inspección y retrabajo por desperdicio que superan el costo de los golpes de mayor tonelaje y posiblemente de herramientas mejoradas. Si estás produciendo miles de piezas idénticas por turno, el bottoming empieza a pagarse solo simplemente al eliminar la necesidad de vigilancia constante.
Pero ¿y si ±0.5 grados no es suficiente? ¿Y si el plano indica ±0.25, y la especificación de torque de la línea de ensamblaje depende de ello?
Imagina esto: tu prototipo fue doblado en una prensa moderna CNC con repetibilidad exacta del pistón y control de profundidad en tiempo real. Lograste 90 grados ±0.3 todo el día en doblado al aire—porque el lote de material era favorable y el sensor láser de ángulo corregía cada golpe.
Ahora la producción se traslada a otra planta. Sin retroalimentación láser. La resistencia del material varía dentro de las especificaciones. De repente, ±0.3 se convierte en fantasía.
El acuñado es lo que haces cuando la fantasía cuesta más que la fuerza.
En el acuñado, la punta del punzón penetra lo suficiente para comprimir plásticamente el material en la línea de doblado. No solo estás formando alrededor de un radio; estás planchando la estructura del grano en esa zona. La memoria elástica se borra en gran medida porque has cedido el material a lo largo del espesor en el ápice.
El tonelaje salta de cinco a ocho veces los niveles de doblado al aire. A veces más para aleaciones de alta resistencia. Se siente en el suelo.
¿La recompensa? La variación angular se reduce drásticamente porque el ángulo final está gobernado por la geometría del utillaje y la deformación plástica total, no por la recuperación elástica. Las variaciones de tensión que antes te cambiaban un grado ahora pueden modificar el tonelaje requerido pero apenas afectan el ángulo, siempre que la máquina pueda proporcionar fuerza constante.
Esta es autoridad estricta respaldada por consecuencia. El acero no “decide” su ángulo. Se conforma.
Pero aquí es donde he visto talleres quemar dinero: asumen que la fuerza bruta por sí sola garantiza precisión. Acuñan en una prensa plegadora apenas clasificada para la carga, la deflexión del bastidor varía a lo largo de la cama, y se preguntan por qué el lado izquierdo marca 89.6 mientras el derecho marca 90.2.
No puedes exigir obediencia con una voz temblorosa.
Lo que nos lleva a la máquina en sí.
Un taller me llama y dice que su prensa de 120 toneladas “debería manejar” acero dulce de un cuarto de pulgada en fondo. Hicieron los cálculos de manera superficial. La producción comienza. El ariete se detiene cerca del centro en piezas más largas.
Haz los cálculos correctamente y verás por qué. Para ciertas aberturas de matriz, el acero dulce de un cuarto de pulgada en un pie de doblado puede requerir más de 150 toneladas. Si abres el ancho de la matriz, tal vez te mantengas por debajo de las 120 toneladas, pero entonces vuelves a radios internos mayores y menor control.
El fondo y el acuñado revelan rápidamente las máquinas subpotenciadas. El doblado al aire puede permitirse un tonelaje marginal porque no estás asentando completamente en la matriz. Los métodos de precisión no perdonan.
Y la clasificación de tonelaje por sí sola no cuenta toda la historia. La deflexión del bastidor —la curvatura— importa. Bajo alta carga, la cama y el ariete se arquean. Si no tienes compensación mecánica o controlada por CNC, tu ángulo central difiere del de los bordes. Con fuerzas a nivel de acuñado, esa deflexión no es teórica. Es medible.
Aquí es donde los bucles de retroalimentación CNC en tiempo real dejan de ser lujo y se convierten en seguro. Control de posición en lazo cerrado, monitoreo de presión, ajuste dinámico de la curvatura: convierten la fuerza bruta en fuerza controlada.
Para los equipos que evalúan opciones prácticas aquí, Prensa plegadora es un siguiente paso relevante.
Sin esa memoria institucional, solo estás golpeando más fuerte.
Así que tienes el tonelaje. Tienes la máquina. ¿Qué le está haciendo a tu utillaje cada 10,000 golpes?
He desechado un lote completo de matrices de precisión porque alguien decidió acuñar acero de alta resistencia en utillaje clasificado para doblado al aire. La punta del punzón se deformó apenas lo suficiente para cambiar los ángulos medio grado en una producción de 30,000 piezas antes de que alguien lo notara.
Los métodos de alta fuerza aceleran el desgaste. Las presiones de contacto en la punta del punzón durante el acuñado son órdenes de magnitud mayores que en el doblado al aire. La dureza superficial, la calidad del recubrimiento y la alineación de repente importan de maneras que antes no lo hacían.
Pero aquí está la matemática silenciosa: en una producción de 100,000 piezas, incluso una tasa de desperdicio de 1% por desviación del ángulo puede superar el costo de herramientas premium y endurecidas diseñadas para acuñado o contacto total. Las herramientas se convierten en un elemento de consumo, no en una compra única.
El Impuesto de Tonelaje: Si pasar del doblado al aire al contacto total triplica tu fuerza pero reduce el desperdicio por ángulo de 2% a 0.2% en un lote de 50,000 piezas, haz los cálculos antes de quejarte de la presión hidráulica. El desperdicio es la máquina más cara en tu edificio.
Aun así, una mayor fuerza reduce tus ventanas de mantenimiento. Inspeccionas punzones por desgaste en la punta, matrices por abocardado, verificas la alineación con más frecuencia. Los métodos de precisión exigen disciplina.
El doblado al aire te pide gestionar la variabilidad. El contacto total y el acuñado te piden gestionar la fuerza.
Los fabricantes OEM de alto volumen no temen a la fuerza. Temen la desviación.
Advertencia de Montón de Chatarra: No cambies a contacto total o acuñado usando herramientas de doblado al aire heredadas y una prensa insuficientemente clasificada, y luego culpes al método cuando los ángulos se desvíen. La certeza mecánica solo funciona cuando la máquina, las herramientas y el sistema de control están diseñados para soportar el tonelaje que estás a punto de desatar.
En el banco, ese soporte marcó 89.8 grados en el primer golpe, 90.1 en el segundo, 89.9 en el tercero. Suficientemente bueno para doblado al aire—hasta que lo multiplicas por 80,000 piezas y una especificación de torque que se descontrola a 90.3.
Así es como un fabricante OEM de alto volumen realmente calcula el punto de equilibrio. No comienzan con el tonelaje. Comienzan con el desperdicio y el tiempo de ajuste por cada 1,000 piezas. Supongamos que el doblado al aire genera 1.5% de retrabajo relacionado con el ángulo a volumen—piezas fuera de ±0.25 grados una vez que los lotes de material comienzan a rotar. El contacto total reduce eso a 0.2%, pero el desgaste de las herramientas y el mayor costo energético añaden una sobrecarga fija. Si cada pieza desechada cuesta $18 completamente cargada y estás corriendo 100,000 piezas, esa diferencia de 1.3% son 1,300 piezas—$23,400 perdidos. Si las herramientas premium y el mantenimiento adicional para contacto total cuestan $12,000 durante la producción, acabas de encontrar tu margen.
Pero esa matemática solo se mantiene si los ángulos permanecen donde los colocas.
El tonelaje te da autoridad. La retroalimentación CNC te da memoria. Y las líneas de producción sobreviven gracias a la memoria, no a la fuerza bruta.
La certeza mecánica es alcanzable—ya lo hemos establecido. Ahora la pregunta es cómo la aseguras, turno tras turno, lote tras lote, sin que un operador canoso controle el pedal como si estuviera afinando un carburador.
Si estás evaluando cómo hacer que esa certeza sea repetible a escala de producción, aquí es donde una revisión de equipos a nivel OEM tiene sentido. El portafolio basado en CNC al 100% de CN-HAWE—que cubre sistemas de doblado de alta gama integrados con una automatización más amplia de chapa metálica—junto con su control de calidad disciplinado y procesos de verificación de estructura están construidos específicamente para aplicaciones donde la consistencia de ángulo y la rigidez estructural no pueden desviarse con el tiempo. Para discutir tu mezcla de piezas, tolerancias y objetivos de rendimiento, puedes contactar al equipo de CN-HAWE para revisar especificaciones, requisitos de tonelaje y opciones de implementación.
He visto un sistema de ángulo láser seguir una variación de recuperación elástica de 2 grados en acero de alta resistencia de 3 mm. Primer golpe: sobre-dobla a 92.4 para alcanzar 90. Segundo golpe, nueva lámina del mismo pallet: necesita 93.1. La máquina corrige en tiempo real. Impresionante.
Pero el acero tiene una memoria más larga que la de un ex despechado.
El doblado al aire depende de la recuperación elástica. El sensor mide el ángulo durante el golpe y ajusta la profundidad del ariete para compensar. Eso funciona—hasta que la variabilidad subyacente de la recuperación elástica excede la ventana de control. Si la resistencia a la tracción varía dentro de las especificaciones del fabricante, digamos unos pocos ksi hacia arriba o abajo, la recuperación elástica puede cambiar un grado o más. El CNC puede reaccionar, pero sigue negociando con la elasticidad. Estás corrigiendo los síntomas, no eliminando la causa.
Ahora coloca ese mismo sensor en un proceso de contacto total.
Porque el asentamiento del material en la matriz durante el fondo impulsa la deformación plástica más profundamente a través del espesor, la amplitud del rebote elástico se reduce. El trabajo del sensor no es perseguir variaciones salvajes; corta décimas. En lugar de compensar 2 grados, ajusta 0.2. El lazo de control se aprieta. La variación colapsa de grados a fracciones.
El doblado al aire con sensores es como un padre permisivo con una libreta. El fondo con sensores es una autoridad estricta respaldada por un sistema de cámaras y registros escritos.
Advertencia de chatarra: No asumas que agregar un láser a una celda de doblado al aire la hace a prueba de producción. Si tu ventana de rebote elástico es más amplia que tu banda de tolerancia, estás automatizando el retrabajo, no eliminándolo.
Ejecuta un panel de 6 pies con tonelaje de acuñado en una cama sin compensación y lo verás. El centro marca 89.6. Los extremos marcan 90.2. La pieza parece una canoa volteada boca abajo.
Eso es deflexión del marco. Bajo carga, el ariete y la cama se arquean. Con fuerzas de doblado al aire, el efecto es moderado. Multiplica la fuerza de cinco a ocho veces para acuñado, y la deflexión se vuelve medible a lo largo de la pieza. La compensación mecánica — cuñas o calzas — era la solución antigua. Se fijaba una vez y se esperaba que el caso de carga no cambiara.
La compensación controlada por CNC se ajusta dinámicamente a lo largo de la cama. El control calcula la deflexión esperada según el tonelaje y la longitud, luego precarga el centro para que bajo fuerza máxima el sistema se enderece y se alinee. Los sistemas de lazo cerrado incluso vinculan la retroalimentación de presión hidráulica con los ajustes de compensación durante el ciclo.
Imagina esto: tu prototipo fue doblado en una prensa moderna CNC con alta repetibilidad del ariete y control de profundidad en tiempo real. Ahora escala eso a un riel automotriz de 3 metros. Sin compensación dinámica, el fondo solo concentra tu precisión en el lugar equivocado: el centro te engaña.
El CNC no solo mueve el ariete. Remodela la máquina bajo carga.
He medido bobinas que variaban 0.08 mm en un lote y aún estaban dentro de la tolerancia del proveedor. En un doblado al aire con matriz ancha, puede que no lo notes. En fondo, ese cambio de espesor modifica cuán profundamente el punzón se asienta antes del contacto total.
Las prensas modernas CNC monitorean la posición del ariete y la presión hidráulica en tiempo real. Si la curva de fuerza aumenta antes de lo esperado, el control interpreta material más grueso y ajusta la profundidad de penetración para lograr el ángulo programado. Algunos sistemas combinan esto con medición de ángulo en proceso para refinar la corrección en el siguiente golpe.
Así funciona el mecanismo: el aumento del espesor incrementa la resistencia efectiva al doblado; la fuerza requerida aumenta de forma no lineal. Los sensores de presión detectan ese aumento antes de que el ángulo se desvíe fuera de especificación. La máquina adapta la profundidad del golpe en consecuencia. No estás deteniendo la línea para ajustar un tope o marcar una nueva profundidad. El lazo se cierra dentro del tiempo de ciclo.
El doblado al aire trata la variación de espesor como variación de ángulo después del hecho. El fondo con compensación dinámica la trata como una señal de fuerza antes de que el ángulo se escape.
Lo que plantea una pregunta más grande: ¿cómo sabe la máquina qué aspecto tiene la fuerza “normal” para este material en primer lugar?
En un programa automotriz, ejecutamos tres proveedores certificados para el mismo acero estructural de 2.5 mm. Todos “idénticos” en papel. En realidad, cada uno tenía su propia personalidad de doblado. Uno necesitaba 0.3 mm de profundidad de golpe adicional en fondo para alcanzar 90.0. Otro requería una precarga de compensación ligeramente mayor en piezas largas.
Los talleres que sobrevivieron no dependieron de la memoria tribal. Construyeron perfiles de material dentro del control CNC: bases de datos que vinculan el grado, el espesor, el proveedor e incluso el código de lote con los parámetros de doblado: profundidad objetivo, curva de fuerza esperada, compensación de coronado, factores de corrección de ángulo.
¿Primera ejecución con un nuevo lote? La máquina registra la fuerza real frente a la profundidad y el ángulo final. Si la desviación excede el umbral, lo señala y actualiza el perfil después de la verificación. Con el tiempo, la base de datos deja de adivinar. Recuerda.
Esta es memoria institucional hecha mecánica. El operador cambia bobinas; el sistema ajusta su comportamiento. No perfectamente — nada lo es — pero lo suficientemente predecible para que 100,000 piezas parezcan provenir de un solo golpe largo e ininterrumpido.
El Impuesto de Tonnage: El músculo te mete en la matriz. La memoria te mantiene allí. Si tu proceso de fondo reduce el desperdicio de 1.5% a 0.2% pero tu oficina de programación se convierte en el cuello de botella, has desplazado la restricción aguas arriba. Presupuesta horas de ingeniería en tu cálculo de punto de equilibrio, o cambiarás el caos del taller por un atasco en la oficina.
Advertencia de Montón de Chatarra: No trates la base de datos CNC como una biblioteca de configurar y olvidar. Si no la alimentas con datos de producción verificados y auditas la desviación, estás ejecutando precisión de alta fuerza con suposiciones de ayer—y así es como 0.2 grados se convierten en 20,000 piezas defectuosas antes de que alguien se dé cuenta.
En el banco, ese soporte marcó 89.0 en la pierna izquierda y 90.1 en la derecha. Mismo programa. Misma partida de material. Misma profundidad de fondo al centésimo. Teníamos el sensor de ángulo de bucle cerrado zumbando y el perfil del material cargado como evangelio.
Lo único que cambió fue la matriz en V. El turno de noche tomó una abertura de 20 mm en lugar de la especificada de 16 mm porque ya estaba puesta en la prensa.
Esa es la parte que nadie quiere oír: puedes tener el CNC más inteligente del mercado, pero si la selección de la matriz es casual, el control solo está dirigiendo una interfaz mecánica descuidada. El fondo con retroalimentación reduce la variabilidad, sí, pero la geometría aún define el campo de batalla. Cambia la abertura en V, el radio del punzón o la dureza de la herramienta, y cambias cómo fluye la fuerza a través de la lámina. El CNC compensa dentro de esa geometría. No la reescribe.
El acero no discute con tu software. Responde a las condiciones de contacto.
Y esas condiciones de contacto las determina el utillaje, no el código.
La mayoría de los talleres comienzan con la regla 8:1—la abertura en V aproximadamente ocho veces el espesor del material. ¿Doblas acero dulce de 2 mm? Elige una matriz de 16 mm. Es una buena regla para el doblado por aire. Ofrece tonelaje manejable y un radio interior predecible.
Pero si ejecutas 100,000 piezas en fondo con tolerancia OEM—±0.3°—esa misma abertura de 16 mm puede comenzar a comportarse como un apretón de manos flojo.
Aquí está el motivo. Una V más ancha amplifica la variación de espesor. He medido bobinas dentro de la tolerancia del proveedor que aún variaban 0.05 mm a lo largo del ancho. En una matriz amplia, ese pequeño cambio de espesor altera cuán profundamente debe viajar el punzón antes de que haya contacto completo con la matriz. El punto de asiento fluctúa. Tu curva de fuerza se mueve. El control ajusta la profundidad del recorrido, pero ahora está persiguiendo una variación que la geometría de la matriz misma ha magnificado.
Reduce la matriz a 6:1 o incluso 5:1 para una corrida de fondo de alto volumen dedicada, y el material queda restringido antes en el recorrido. El punto de asiento se estrecha. La ventana de retroceso elástico vuelve a reducirse—no por más fuerza, sino porque la geometría limita la libertad.
¿El compromiso? El tonelaje aumenta rápidamente.
El impuesto del tonelaje: Reducir una V de 8:1 a 6:1 puede hacer que la fuerza requerida salte entre 20–30% dependiendo del grado. En un riel de 3 metros, eso puede llevarte de una capacidad cómoda a la zona amarilla en la tabla de clasificación de tu prensa. No es teoría. He visto una máquina de 120 toneladas detenerse a mitad del recorrido porque alguien “optimizó” la repetibilidad sin revisar la tabla de carga.
Entonces, ¿cuándo romper la regla 8:1? Cuando el volumen justifique dedicar utillaje y capacidad de máquina a una sola geometría, y cuando tu prensa y sistema de coronado puedan manejar la carga sin desviarse hasta parecer una canoa.
Advertencia de Montón de Chatarra: Si reduces la V sin recalcular el tonelaje a lo largo de toda la longitud de la pieza, no obtendrás mejor precisión—obtendrás una desviación del bastidor que se oculta en el centro y aparece en el montaje.
Una vez vi un panel de acero inoxidable de alto pulido salir de una celda de fondo con grietas finas a lo largo del doblez. El operador culpó al material. La certificación del material estaba limpia.
El verdadero culpable fue un radio de punzón seleccionado porque era “lo suficientemente cercano” y ya estaba en el estante.
Los diferentes grados distribuyen la deformación de manera distinta a través del espesor. El acero de alta resistencia y baja aleación resiste el flujo plástico por más tiempo y luego cede de forma más abrupta. El acero inoxidable austenítico se endurece por trabajo de manera agresiva. El aluminio se deforma fácilmente, pero se desgarra si la deformación se concentra en una interfaz aguda.
La geometría del utillaje determina dónde se concentra esa deformación.
El utillaje de precisión actual se rectifica con tolerancias de unas décimas de milésima. Eso importa porque la interferencia entre la punta del punzón y los hombros de la matriz no es algo que se evalúe a simple vista; es algo que se simula. En el acuñado y el embossado, si el radio de la nariz del punzón y el ángulo de la matriz no coinciden con el comportamiento esperado del radio interior del material, se generan picos de presión localizados. Los picos de presión significan marcas superficiales en piezas estéticas—o microgrietas en las estructurales.
Y aquí está la verdad incómoda: el doblado al aire tolera geometrías imprecisas porque el contacto es limitado. El acuñado no. Es un padre estricto. Impone conformidad en toda la interfaz.
Pero el acero tiene una memoria más larga que la de un ex despechado. Si lo sobrecargas en la superficie porque el radio del punzón es demasiado pequeño para ese grado, la grieta puede no aparecer hasta el recubrimiento en polvo—o peor, hasta la vibración en servicio.
El CNC puede registrar curvas de fuerza todo el día. No puede corregir una incompatibilidad entre geometría y material que se introdujo en la selección del utillaje.
Toma dos punzones: uno con un radio de nariz de 1,0 mm y otro de 2,0 mm. Usa el mismo acero estructural de 2 mm de espesor en acuñado con una matriz que soporte ambos.
Con el radio más pequeño, la deformación se localiza fuertemente en la punta del punzón. El radio interior del doblado tiende a seguir más de cerca la geometría del punzón—hasta que la resistencia del material aumenta. Entonces el retorno elástico incrementa y el radio interior se abre de manera impredecible porque el material resiste una conformidad total.
Con el radio mayor, la deformación se distribuye a través de más espesor. La profundidad de penetración requerida cambia. La amplitud del retorno elástico puede reducirse ligeramente porque el esfuerzo máximo es menor, pero el radio interior obtenido aumenta.
¿Cuál es el “correcto”?
En los prototipos, puede aceptarse cierta variación en el radio interior mientras el ángulo esté cerca del especificado. En la producción OEM—piensa en soportes que deben encajar con carcasas fundidas—ese radio interior controla la posición de la pestaña en el espacio. Un cambio de 0,5 mm en el radio cambia la ubicación del orificio más adelante en el proceso.
El acuñado con CNC y memoria puede mantener el ángulo en décimas de grado. Pero si el radio del punzón no es consistente entre juegos de herramientas, tu ángulo será perfecto y tu geometría estará equivocada.
Imagina esto: tu prototipo se dobló en una prensa CNC moderna con repetibilidad precisa del ariete y control de profundidad en tiempo real. Ahora la producción usa un punzón desgastado con un radio efectivo 0,2 mm mayor. El ángulo sigue marcando 90,0°. El útil de ensamblaje dice lo contrario.
La precisión no se trata solo de grados. Se trata de la forma dentro del doblez.
He desechado piezas seis meses después de iniciar un programa porque los ángulos empezaron a desviarse 0,4° hacia arriba y nadie podía explicar por qué. El material estaba estable. El programa, intacto.
Finalmente retiramos la matriz y medimos los hombros. Desgaste. Microscópico, pero medible. El acero para herramientas estándar se había deformado por repetidos acuñados de alto tonelaje. La apertura de la V se ensanchó efectivamente con el tiempo.
Una V más ancha significa más retorno elástico. Más retorno elástico implica un golpe más profundo. Un golpe más profundo significa mayor fuerza. El control siguió compensando—hasta que alcanzó su límite de ventana.
Los herramentales endurecidos resisten esa deformación por apisonamiento. Mantienen la geometría estable durante cientos de miles de golpes. En el acuñado de alto volumen, esa estabilidad no es un lujo—es la base de tu capacidad de proceso.
Pero no te embriagues con la dureza. Si la dureza del utillaje supera drásticamente la dureza de la lámina, la presión de contacto se concentra en áreas reales de contacto más pequeñas. En acero inoxidable cosmético, eso puede significar gripado o marcas en la superficie. En aluminio más blando, puede grabar las marcas del troquel directamente en la pieza.
La solución no es “lo más duro posible”. Es una dureza ajustada a la aplicación, los requisitos de acabado superficial y el nivel de tonelaje.
Aquí es donde aparece el costo oculto. Juegos de herramientas endurecidas dedicados, mantenidos y rastreados por programa, vinculados a perfiles de material específicos: eso es capital y disciplina. Omítelo, y tu hermosa celda de cierre con bucle cerrado se desviará lentamente, silenciosamente y de manera costosa fuera de especificación.
El plegado al aire perdona el desgaste porque vive de la variabilidad de todos modos. El cierre lo expone.
Y ese es el verdadero límite de la precisión habilitada por CNC: la máquina puede recordar perfectamente, pero solo recuerda la geometría que le das. La siguiente pregunta no es técnica.
Es estratégica.
¿Cuántas piezas justifican bloquear esa geometría—y la disciplina para protegerla?
Quieres un número. Una línea clara en la arena.
“A las 12,000 unidades al mes, cambiamos.”
Nunca lo he visto funcionar así.
En el banco, ese soporte marcó 89.0° en la pieza uno y 90.1° en la pieza ocho. El prototipo pasó. El cliente sonrió. Luego llegó la orden general por 18,000 unidades al trimestre, y de repente estábamos discutiendo con un acero que tenía un estado de ánimo diferente cada martes. Es entonces cuando aprendes que el umbral real no es solo el volumen. Es la exposición. Exposición a la deriva, al desgaste, a los cambios de operador, a las variaciones de tracción de bobina a bobina.
La transición del plegado al aire al cierre no se trata de cuántas piezas fabricas. Se trata de cuántas oportunidades le das a la variabilidad para avergonzarte.
Así que la hoja de ruta comienza donde la mayoría de los OEM no quieren mirar: no en la salida, sino en las entradas.
Tu plano dice 3.0 mm ±0.1, resistencia a la fluencia nominal de 350 MPa.
Tu almacén dice “lo suficientemente cerca”.”
El plegado al aire vive en esa brecha. La carrera equivale al ángulo, suponiendo que el retorno elástico se comporte. Pero el retorno elástico es una función de la resistencia a la fluencia, el espesor y la orientación del grano. Cuando esos cambian—incluso dentro de la especificación—tu ángulo cambia con ellos.
He visto dos bobinas del mismo horno de laminación doblarse un grado diferente. Ambas legales. Ambas certificadas. Ninguna incorrecta.
El cierre y el acuñado reducen esa ventana porque la geometría del punzón y del troquel imponen la forma final mediante deformación plástica, no solo profundidad de carrera. Estás dominando la variación en lugar de negociar con ella. Pero si no conoces tu verdadera dispersión de tracción, tu modelo de tonelaje es una suposición—y si supones demasiado alto, rompes los troqueles o, peor aún, el ariete.
El impuesto del tonelaje: El acuñado puede requerir de tres a cinco veces la fuerza del doblado al aire. Si tu prensa plegadora tiene una capacidad nominal de 120 toneladas y tu material real ocasionalmente se comporta como si necesitara 140, la máquina te lo dirá… una sola vez.
Audita tres meses de certificados de entrada. Grafica la distribución de límite elástico y espesor. Si la variación de recuperación elástica en el doblado al aire excede la mitad de tu banda de tolerancia angular bajo la variación normal del material, ya estás viviendo de suerte prestada.
Advertencia de chatarra: asumir que el valor “nominal” del certificado del molino equivale a tu realidad de doblado es la forma en que se diseña un proceso de acuñado que sobrecarga silenciosamente una prensa plegadora perfectamente buena.
Pero ni siquiera los datos de material perfectos te salvarán de tu propio optimismo.
La primera pieza de un montaje es una representación. Todos observan. Los calibradores están nuevos. El operador está concentrado.
La décima pieza es la verdad.
La variable de control del doblado al aire es la profundidad del recorrido. Desgaste de herramienta, ligero calentamiento del ariete, cambios en la lubricación de la lámina—nada dramático por separado—se acumulan. La recuperación elástica es recuperación elástica; no le importa qué tan bonita se vea tu pantalla CNC. Si los hombros de la matriz se pulen después de 5,000 golpes, tu abertura efectiva en V cambia. El ángulo se desplaza. El control compensa—hasta que ya no puede.
El acuñado cambia la conversación. La geometría de la herramienta se convierte en la autoridad. No le estás preguntando al material dónde quiere aterrizar; lo estás forzando a una interfaz fija. Con retroalimentación CNC en tiempo real sobre fuerza y profundidad, construyes memoria institucional: este material, este lote de bobina, esta profundidad de penetración.
Imagina esto: tu prototipo fue doblado en una prensa CNC moderna con gran repetibilidad del ariete y control de profundidad en tiempo real. Mantuvo 90.0° toda la tarde en doblado al aire. Luego la producción realiza 30,000 piezas en seis semanas, en dos turnos, con tres operadores. Si tu método depende de que todos reproduzcan la misma negociación con el acero, no tienes un proceso. Tienes una serie de conversaciones afortunadas.
La décima pieza te dice si elegiste un método o simplemente sobreviviste a una prueba.
Advertencia de chatarra: aprobar la producción basándote en la capacidad del primer artículo sin una corrida de estabilidad de 50 o 100 piezas es la forma en que descubres la deriva estadística después de que el cliente ensambla 5,000 unidades.
Entonces, ¿exactamente en qué punto esa deriva se vuelve lo suficientemente costosa como para justificar la disciplina?
Aquí está el marco que les doy a los clientes OEM.
Paso uno: cuantifica tu costo por error angular. No solo el desecho—tiempo de retrabajo, calce de dispositivos, lentitud en el ensamblaje, fallas en campo. Asigna un valor en dólares a un error de 1° y a uno de 0.5°.
Paso dos: mide tu dispersión real en el doblado al aire durante una corrida estadísticamente honesta—mínimo 50 piezas a través de diferentes secciones de bobina. Si tu dispersión total consume más del 60 % de tu banda de tolerancia, estás en una postura reactiva. Estás ajustando compensaciones de recorrido para perseguir la variación.
Paso tres: proyecta esa dispersión a lo largo del volumen anual. Un ejemplo hipotético: si el 3 % de 120,000 piezas anuales requieren un segundo golpe o chatarra a un costo cargado de 1.18 USD cada una, eso representa 64,800 USD que se escapan silenciosamente.
Ahora compara eso con el capital necesario para un juego de herramientas endurecidas dedicado al acuñado y cualquier actualización de prensa requerida.
Esta es la parte no obvia: el umbral estratégico a menudo aparece no en volúmenes automotrices masivos, sino en programas de volumen medio donde las tolerancias se ajustan a ±0.5° o donde la geometría doblada ubica características posteriores. Alrededor de 5,000 a 10,000 piezas anuales, si la tolerancia angular es más estricta que ±1° y las apilaciones de ensamblaje importan, el acuñado comienza a pagarse solo—no debido al volumen únicamente, sino por la concentración del riesgo.
El doblado por aire es un padre permisivo. Está bien cuando lo que está en juego es poco. El acuñado (bottoming) es una autoridad estricta respaldada por consecuencias. Es necesario cuando el niño está a punto de firmar contratos.
Y si tu equipo no puede suministrar de forma segura el tonelaje necesario para el acuñado, eso no es una decisión de doblado. Es una decisión estratégica de capital.
Entonces, ¿qué dice realmente la matemática cuando la ejecutas sin sesgos?
La mayoría de los talleres miran el precio de las herramientas y se estremecen. Matrices endurecidas. Punzonas dedicadas. Posiblemente una prensa hidráulica de mayor tonelaje en lugar de una unidad eléctrica más liviana.
Ven costo.
No ven la variabilidad como un costo.
Hazlo de esta manera:
Eso es $35,200 al año.
Si un paquete de herramientas dedicadas para acuñado cuesta $28,000 y reduce el desperdicio relacionado con el ángulo al 0.3 %, recuperas la inversión en menos de un año. Después de eso, cada corrida estable es margen.
Y eso sin considerar los ahorros invisibles: menos ajustes por parte del operador, menos clasificaciones en inspección, sin rectificados de emergencia de la matriz porque alguien persiguió el ángulo con demasiada profundidad de carrera.
Aquí está el cambio que quiero que mantengas presente: el CNC es memoria. Las herramientas son ley. El doblado por aire le pide al material que coopere; el acuñado y el coining lo obligan. Cuando el riesgo empresarial por grado de error supera el costo de la disciplina mecánica, has cruzado la línea, ya sea que produzcas 6,000 piezas o 600,000.
La pregunta sobre el volumen nunca fue solo sobre cantidad. Se trataba de cuánta variabilidad puede permitirse tolerar tu modelo de negocio antes de que deje de ser flexibilidad y comience a ser negligencia.
Y una vez que ves el método de doblado como una estrategia de asignación de riesgo en lugar de una elección de programación, dejas de preguntar: “¿Podemos mantener los 90°?”
Empiezas a preguntar: “¿Cuánta desviación podemos permitirnos?”


















