

A las 10:40 a. m., tu montacargas ya está fuera otra vez.
Tercera vez antes del almuerzo. El mismo juego de punzón y matriz monobloque de 3 metros, aproximadamente 200 libras de acero rectificado con precisión, que sale porque el siguiente trabajo es acero inoxidable calibre 14 con una abertura V diferente. El ariete no se ha movido en 22 minutos. El tablero de programación todavía dice que vas “según lo planeado”.”
Compraste ese utillaje por su confiabilidad. Entonces, ¿por qué parece que él maneja tu día en lugar de que tú lo manejes?
Un monobloque de longitud completa es hermoso en el contexto adecuado. Rectificado con precisión, consistencia de ángulo dentro de ±0.1° a lo largo de miles de golpes, especialmente en series de más de 500 piezas. Yo los he operado. He desechado suficiente metal como para saber que, cuando doblas el mismo soporte toda la semana, esa solidez se amortiza.
Pero alta mezcla no son 500 piezas. Son 25 de esto, 40 de aquello, luego 12 prototipos que ingeniería “necesita para las dos”.”
Ese utillaje sólido de 3 metros se convierte en un ancla. Cada vez que lo cambias, no solo estás intercambiando acero — estás rompiendo el impulso de la máquina. Y en alta mezcla, el impulso es lo único que mantiene tus márgenes con vida. Aquí es donde la prensa plegadora misma debe asumir más carga: plataformas modernas totalmente controladas por CNC como las soluciones de prensas plegadoras de CN‑HAWE están diseñadas para apoyar escenarios de plegado de alto nivel y automatización de chapa metálica, reduciendo la intervención manual y manteniendo una precisión repetible a través de cambios constantes. Cuando la máquina, la estrategia de utillaje y el sistema de control trabajan como uno solo, el impulso deja de ser frágil — pasa a estar diseñado dentro del proceso.

Imagina un día típico: 12 números de pieza, tamaño promedio de lote 35 unidades. Incluso si eres hábil, un cambio de longitud completa — grúa o dos personas, limpiar la base, asentar la matriz, indicar, sujetar, prueba de plegado — toma de 15 a 25 minutos si nada se complica.
Llamémoslo 20.
Doce trabajos significan once cambios. Son 220 minutos. Tres horas y cuarenta minutos en que el ariete no está ciclando. Casi media jornada perdida antes de haber formado un solo reborde del trabajo de la tarde.
Ahora compáralo con un sistema segmentado en el que sacas secciones de 100 mm como dados de una bandeja. A los proveedores les encanta gritar “70% cambios más rápidos”. La ficción del proveedor suena fuerte. Pero incluso si solo es 50%, acabas de recuperar casi dos horas.
Dos horas es otro trabajo. O la diferencia entre enviar el viernes y disculparte el lunes.
Entonces, ¿cuánto vale realmente ese tiempo?

Mantengámoslo simple. Hipotético pero realista.
Tu tasa de carga de la prensa plegadora — mano de obra, energía, gastos generales — es de $120 por hora. Nada descabellado para una plegadora CNC moderna con un operador que sabe lo que hace. Veinte minutos de cambio cuestan $40 solo en tiempo de máquina.
¿Once cambios? $440 por día.
¿Cinco días a la semana? $2,200.
¿Cincuenta semanas al año? $110,000.
Y eso es antes de hablar del costo de oportunidad — los trabajos que rechazaste porque la capacidad estaba “ajustada”.”
Ahora agrega la realidad del tonelaje. Supón que estás realizando un plegado al aire de acero dulce de 1/4 de pulgada sobre una V de 2 pulgadas. La regla general es de unas 20 toneladas por pie (aproximadamente 240 toneladas en 12 pies). Cuando estás tan cerca del límite de capacidad, no cambias las herramientas casualmente; planeas levantamientos, equilibras carga, verificas la alineación dos veces. El utillaje sólido no solo cuesta tiempo — exige ceremonia.
La ceremonia mata el flujo.
Pagaste 15–20% más por adelantado por ese monobloque porque prometía consistencia en corridas largas. Justo. Pero en una producción de alta mezcla, no estás amortizando esa precisión en 1,000 dobleces. La estás reajustando 11 veces al día.
Así que aquí está la pregunta incómoda: ¿esa rigidez te protege — o te está cobrando?
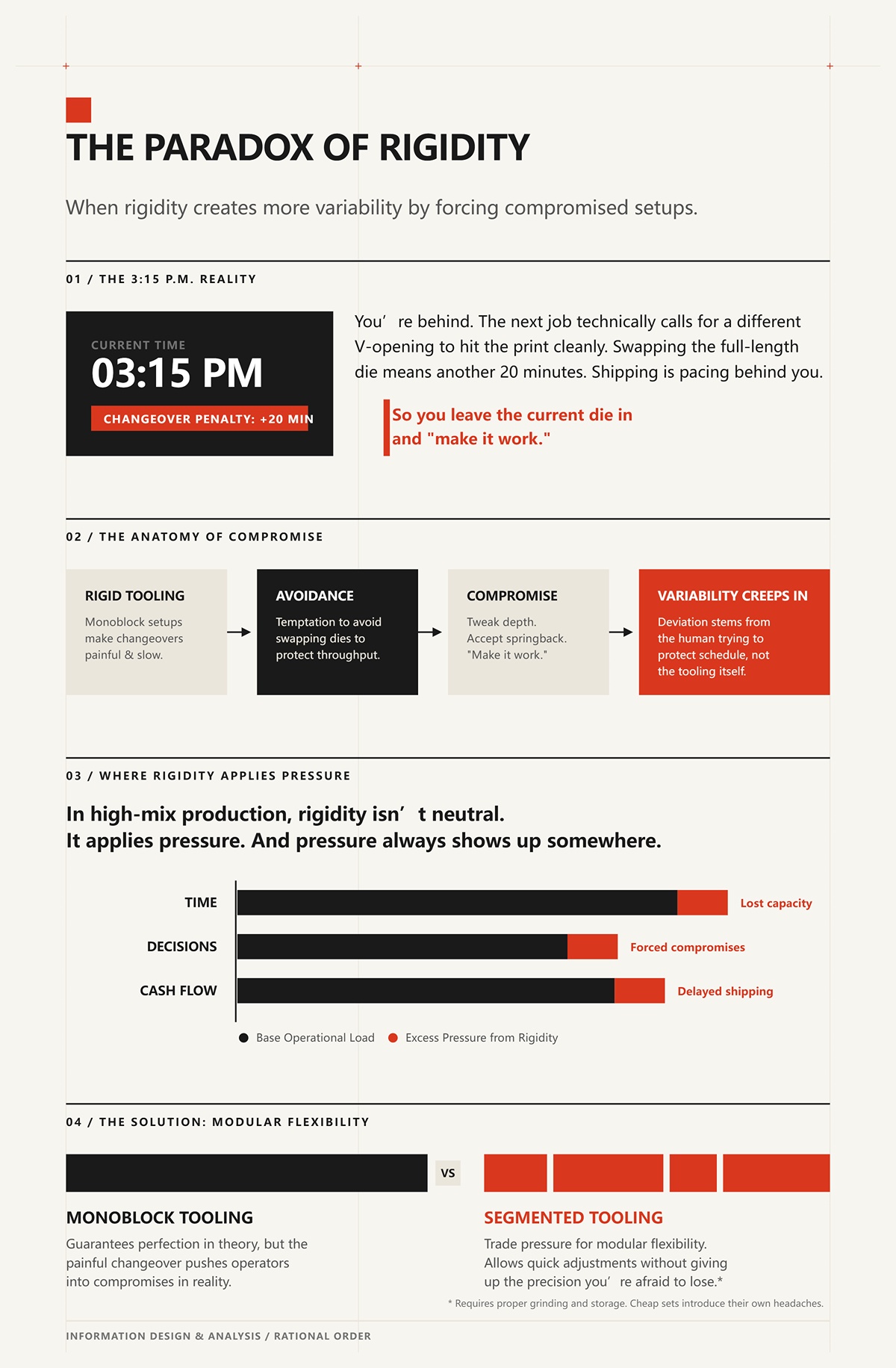
Observa lo que sucede a las 3:15 p. m.
Vas retrasado. El siguiente trabajo técnicamente requiere una abertura V diferente para cumplir con las especificaciones. Cambiar el troquel de longitud completa significa otros 20 minutos. El envío ya te está siguiendo el ritmo.
Así que dejas el troquel actual y “haces que funcione”.”
Ajustas la profundidad. Aceptas un poco más de retroceso elástico. Quizá te conformas con un grado de variación porque está dentro de la tolerancia del cliente. El monobloque que se suponía garantizaría la perfección te acaba de empujar a un compromiso.
Esa es la paradoja. Cuanto más doloroso es el cambio, más tentado estás a evitarlo. Y evitarlo es donde la variabilidad se infiltra — no por la capacidad del utillaje, sino por el ser humano que intenta proteger el rendimiento.
El utillaje segmentado no es magia. Los juegos baratos pueden introducir sus propios problemas si los segmentos no están bien rectificados o se almacenan como en un cajón desordenado. Pero el cambio cognitivo que necesitas es este:
En la producción de alta mezcla, la rigidez no es neutral. Aplica presión — sobre el tiempo, las decisiones y el flujo de efectivo. Y la presión siempre se manifiesta en algún lugar.
La verdadera pregunta es si estás dispuesto a cambiar esa presión por flexibilidad modular — sin renunciar a la precisión que temes perder.
Lo has oído en el taller: “Los segmentos están bien para trabajos ásperos, pero si quieres una línea de doblez recta, usa una pieza completa.”
El mes pasado estuve detrás de una prensa de 10 pies trabajando acero dulce calibre 11, plegando al aire sobre una V de 1.5 pulgadas con unas 12 toneladas por pie (120 toneladas en 10 pies). El operador había cambiado de un punzón monobloque a un juego segmentado con riel rectificado de precisión y sujeción hidráulica. La primera pieza de prueba salió con una variación de ±0.5° de extremo a extremo. Igual que el monobloque al que sustituyó.
El metal no sabía de cuántas piezas estaba hecho el punzón. Solo sintió dos cosas: alineación y carga.
Esa es la parte que la mayoría de los talleres omite cuando discuten sobre “sólido vs segmentado”. En realidad están debatiendo si los sistemas modulares pueden garantizar una alineación inferior a 0.1 mm y una fuerza constante a través de las uniones. Porque una vez que la desalineación supera los 0.1 mm entre el punzón y la matriz, comienzas a ver desplazamiento del reborde y variaciones de ángulo superiores a ±1°. En la producción en masa, ese tipo de desalineación causa una cuarta parte de los defectos de doblado.
Así que si la segmentación no puede controlar eso, todo el argumento de la flexibilidad se derrumba.
Imagina un conjunto de punzones segmentados colocado en una abrazadera floja: cada pieza encajando contra la siguiente, con diminutos huecos casi invisibles. Esa imagen es la razón por la que la gente desconfía de ellos.
Ahora cambia un detalle. En lugar de que cada segmento se refiera a su vecino, cada segmento se refiere a un riel endurecido y rectificado con precisión incorporado en la abrazadera. La cara posterior de cada punzón se asienta contra ese datum común. Cuando se aprieta, la fuerza hidráulica o por cuña empuja cada segmento al mismo plano vertical y horizontal.
Ese riel se convierte en la geometría. No las uniones.
Si el riel es recto dentro de, digamos, 0.02 mm por metro, y la cara de asiento de cada segmento está rectificada en escuadra, tu error acumulado no se suma a través de diez piezas. Cada segmento se reinicia en cero contra la misma referencia. Es la diferencia entre alinear vagones de tren a ojo y encajar bocas de llave en una llave dinamométrica: uno se refiere a la última pieza, el otro se refiere a la herramienta.
He desechado suficiente metal para saber que, cuando una línea de doblado se ondula, casi nunca es porque el punzón tenía uniones. Es porque algo no estaba asentado, algo no estaba limpio, o la propia máquina tenía un desvío superior a 0.2 mm por metro y nadie lo comprobó.
Un monobloque no corrige una bancada torcida. Solo oculta la suposición de que todo lo demás es perfecto.
Así que la verdadera pregunta no es “¿hay uniones?” sino “¿cuál es la superficie de referencia y qué tan repetible es?”
Hablemos de dónde provienen realmente los defectos.
Más del 30% de las fallas de punzones provienen de errores operativos — mezclar alturas, fuerza desigual, asiento incorrecto. La desalineación por sí sola puede causar entre el 25 y el 30% de los defectos de doblado. No es física exótica. Son atajos humanos.
Los montajes segmentados tradicionales empeoraban eso. Pasadores de posicionamiento sueltos. Apriete manual. Fácilmente podías introducir 0.05 mm de holgura durante la instalación — y eso es suficiente para superarte ±1° en un doblado aéreo preciso.
Los sistemas modernos atacan eso directamente. Las abrazaderas hidráulicas aplican una fuerza de sujeción uniforme a lo largo de la viga. Los mecanismos de autoasiento con resorte o tipo cuña empujan el punzón hacia arriba y hacia atrás contra el riel al activar la abrazadera. No estás “alineándolo”. El sistema lo hace.
Eso no es un cuento del proveedor. Es diseño básico de restricciones: eliminar grados de libertad para que el operador no pueda introducir error incluso si tiene prisa y está pensando en el siguiente trabajo.
Y eso importa en una producción de alta variedad porque no haces una configuración cuidadosa por semana. Haces once por día. La precisión que depende de ritual humano perfecto se degrada rápido. La precisión que está integrada en la geometría de sujeción se mantiene incluso en el caos.
Si el utillaje modular va a justificar su costo, tiene que ser más a prueba de errores que el ritual del monobloque que reemplaza.
Ahora llegamos a la parte que mantiene despiertos a los ingenieros por la noche: los picos de carga en las uniones.
Supongamos que estás doblando acero de 3 mm cerca de 80% de capacidad de máquina. Los punzones delgados — puntas de 2 mm — bajo ese tipo de carga pueden ver que el riesgo de deformación aumenta drásticamente, especialmente si la fuerza no se distribuye de manera uniforme. Si los segmentos no estuvieran transfiriendo la carga correctamente a lo largo de sus caras de contacto, esperarías concentraciones de tensión justo en las uniones.
Pero observa cómo viaja realmente la fuerza.
Durante un doblado al aire de 6 toneladas por pie (60 toneladas en 10 pies), el ariete aplica una carga distribuida a lo largo de la longitud del punzón. Cada segmento está sujetado dentro de una viga continua por el soporte. El sistema de sujeción y el riel convierten efectivamente piezas discretas en un conjunto acoplado mecánicamente. Las fuerzas de compresión a través de las caras de contacto son mucho mayores que cualquier esfuerzo cortante lateral que intente separarlas.
En términos simples: bajo carga, los segmentos están siendo comprimidos juntos y empujados hacia las mismas superficies de referencia. No tienen espacio para “actuar independientemente” a menos que el sistema de sujeción esté mal diseñado o desgastado.
Donde los sistemas modulares fallan es cuando los talleres mezclan alturas, ignoran los principios de “combinación de moldes de la misma altura” o exceden el tonelaje nominal, suponiendo que la segmentación de alguna manera hace que las herramientas sean más fuertes. No lo hace. La física sigue ganando. Si estás aplicando 20 toneladas por pie (240 toneladas en 12 pies) en una configuración nominal menor, las uniones no son tu problema — tu planificación lo es.
Un sistema segmentado bien diseñado se comporta como una viga continua porque las fuerzas de sujeción y restricción lo hacen uno solo durante el ciclo de doblado. El metal solo percibe un borde recto y cargado.
Y una vez que aceptas que la precisión es una función de la geometría de referencia y la gestión de la carga — no de la longitud de la herramienta — el miedo de que la segmentación equivale a imprecisión empieza a parecerse a una vieja historia de taller que sobrevivió más de lo que merecía.
Lo que abre una pregunta más difícil.
Si el utillaje modular puede igualar la precisión de un monobloque bajo tonelaje real y tolerancias reales, ¿por qué seguimos encadenados a herramientas de longitud completa que físicamente no pueden adaptarse a los retornos complejos y dobleces de espacio reducido que el trabajo de alta mezcla nos sigue lanzando?
Si el utillaje segmentado puede alcanzar las mismas tolerancias, ¿por qué los talleres siguen atornillando monobloques de longitud completa como si fuera 1998?
Porque el acero es más barato que la incertidumbre.
Un troquel monobloque es una sola factura, un solo bloque de acero rectificado, una sola cosa a la cual culpar cuando una curva sale mal. Los sistemas segmentados se sienten como variables — más piezas, más decisiones, más oportunidades de equivocarse cuando el reloj corre y tu montacargas ya está fuera otra vez. Y cuando trabajas con piezas largas y simples a lo largo de toda la cama, una herramienta de una sola pieza sigue destacando. Es simple. Es estable. Es familiar.
Pero alta mezcla no son 500 piezas.
Alta mezcla son cajas con pestañas de retorno, dobleces escalonados, orejas asimétricas — geometrías que no se preocupan por lo emocionalmente apegado que estés a una barra sólida de 10 pies. Una vez que aceptamos que el utillaje segmentado puede igualar la precisión de un monobloque, el debate cambia de “¿Puede doblar recto?” a “¿Puede físicamente fabricar la pieza sin acrobacias?” Ahí es donde la llamada fiabilidad de un monobloque se convierte en peso muerto.
Porque a veces el problema no es la precisión.
Es el espacio.
Imagina una caja de 4 pulgadas de profundidad con una pestaña de retorno de 1 pulgada en la pared interna. Ya has doblado tres lados. Ahora necesitas cerrar ese retorno.
Desliza mentalmente un punzón de longitud completa dentro de esa geometría.
No puedes.
La barra sólida que resultaba tan reconfortante en perfiles abiertos ahora choca con las paredes laterales que ya formaste. El acero no puede ocupar el mismo espacio dos veces. Ninguna cantidad de presión de sujeción o lealtad a la marca cambia eso. He desechado suficiente metal como para saber que, cuando escuchas ese desagradable “clunk” de un punzón golpeando una pared formada, la física acaba de enviarte la factura.
Los operadores intentan trucos de secuenciación. Doblan primero de lejos hacia cerca. Dejan microuniones en las esquinas para mantener el perfil abierto un poco más de tiempo. A veces funciona. A menudo convierte una configuración limpia en tres cuidadosas, cada una con su propio riesgo de desviación del ángulo y de marcas. Tu doblado por aire de 6 toneladas por pie (60 toneladas en 10 pies) no cambió, pero tu exposición al error se triplicó.
Ese es el paradigma del doblado en caja: cuanto más completo se vuelve el componente, menor acceso físico tiene tu herramienta de longitud completa para terminarlo.
La longitud de la herramienta se convierte en el enemigo de la profundidad.
Y una vez que ves eso, la cuestión no es si las herramientas segmentadas son lo suficientemente precisas. Es cómo crear espacio libre donde no existe.
Aquí es donde los cuernos demuestran su valor.
Un punzón con cuerno es, esencialmente, una nariz estrecha y sobresaliente que llega dentro de una caja mientras el resto de la herramienta se mantiene alejado de las paredes laterales. En lugar de una superficie de colisión de 10 pies de ancho, tienes un punto de doblado localizado que encaja dentro de la geometría que ya creaste. Misma máquina. Misma tonelada. Huella espacial diferente.
Ahora piensa en segmentos, no en piezas únicas.
Puedes usar un cuerno central para el reborde de retorno, flanquearlo con segmentos estándar donde haya espacio libre y dejar vacío donde las paredes formadas necesiten pasar. El riel de sujeción mantiene todo en el mismo plano; la configuración crea el espacio de respiración. Bajo carga, ese conjunto aún se comporta como una viga continua porque está fijado a una sola referencia, pero geométricamente ya no es una barra de prisión.
Eso no es una ficción del proveedor. Es una gestión básica de interferencias.
Sí, los punzones estrechos concentran la carga. Si estás doblando acero de 3 mm y calculas aproximadamente 8 toneladas por pie para tu abertura en V, más vale que respetes el esfuerzo local en esa sección del cuerno. Eso significa revisar las clasificaciones, vigilar la deflexión y no fingir que una punta de 2 mm es indestructible. La segmentación no cancela la física. Solo te permite dirigirla.
La recompensa es brutal en su simplicidad: cierras la caja en una sola operación controlada en lugar de retirar la pieza, voltearla a un proceso secundario o, peor aún, rediseñarla porque tu herramienta no puede alcanzarla.
Las operaciones secundarias son donde las ganancias van a morir.
Las cajas son solo el comienzo.
El trabajo de alta mezcla ama la asimetría: un reborde largo, otro corto; una muesca a la izquierda, una lengüeta a la derecha; un retorno solo en una esquina. Un monobloque de longitud completa asume simetría a lo largo de la bancada. Quiere que el mundo sea recto y cargado uniformemente de extremo a extremo.
A las piezas reales no les importa.
Con segmentos, construyes solo lo que la pieza exige. Una sección de 300 mm aquí, una “oreja” de 50 mm allá, un hueco abierto en el medio para que pase un desplazamiento. No estás obligado a llenar toda la extensión de 10 pies con acero solo porque esté ahí. Estás configurando una célula de doblado alrededor de la geometría en lugar de obligar a la geometría a disculparse con tu herramienta.
Y aquí está el ángulo financiero silencioso.
Cada vez que un monobloque te obliga a realizar una operación secundaria — soldar una esquina que no pudiste cerrar, rectificar un alivio que no deberías necesitar — agregas mano de obra, manipulación y riesgo. Un solo rayón en un panel visible y tu margen desaparece. Ese es el impuesto de la rigidez. No se paga en teoría. Se paga en retrabajo.
Un monobloque es un ancla cuando el trabajo no coincide con su forma.
Una configuración segmentada es un juego de llaves de vaso: tomas la que encaja, dejas la que no, y giras el tornillo sin redondearlo. La máquina no cambia. La capacidad sí.
Así que cuando un taller dice: “Nosotros usamos monobloques porque son fiables”, escucho otra cosa: son previsibles en una franja estrecha de piezas. Fuera de esa franja, o haces trabajo adicional, o dejas pasar trabajos que podrías haber tomado.
Lo cual plantea una pregunta más difícil y menos cómoda.
Si la segmentación te permite eliminar operaciones secundarias y doblar físicamente lo que una barra sólida ni siquiera puede alcanzar, ¿cuánto vale eso en chatarra evitada, montajes reducidos y trabajos que ya no tienes que rechazar?
El invierno pasado me tocó ver cómo un taller desechaba un punzón de 3 metros por una mella de 15 mm en la nariz. No doblado. No torcido. Solo un cráter justo donde un novato falló el tope trasero y besó la matriz. La pieza era de acero inoxidable decorativo. Cada doblez imprimía ese defecto como una firma.
Ese punzón costó más que el pago mensual de la prensa.
Ahora pongamos números. Un doblez al aire típico de acero dulce de 3 mm requiere unas 8 toneladas por pie. En 10 pies, son 80 toneladas empujando esa nariz en una abertura en V todo el día. No dañas los 3 metros de herramienta a la vez. Dañas unos cuantos centímetros en la zona de contacto. Pero con un monobloque, el activo es indivisible. Un defecto, toda la barra comprometida.
¿Segmentado? Sacas la sección de 200 mm, la reemplazas y sigues trabajando. El resto de la viga permanece en servicio. Eso no es conveniencia. Es aislamiento del riesgo.
No estás comprando acero. Estás comprando exposición.
En trabajos de alta variedad, la exposición se acumula. Diez familias de piezas diferentes este mes. Tres materiales nuevos. Un doblez mal programado en una tira endurecida y tu barra “sólida y confiable” se convierte en chatarra. He desechado suficiente metal para saber que el golpe no es el error — es darte cuenta de que el error destruyó todo un activo de capital en lugar de solo una parte.
Así que cuando preguntes por el ROI — tiempo, chatarra, capacidad — empieza aquí: ¿cuál es el radio financiero de impacto de un solo error en tu taller?
Imagina dos escenarios.
Escenario A: Estás trabajando una lámina pre-pintada de 2.5 mm. El operador se desvía 0.5 mm del centro y marca la punta del punzón. El defecto aparece en la cara visible. Lo pulen. Sigue siendo visible. Con un monobloque, ahora tienes tres malas opciones: vivir con las marcas en futuros trabajos, enviar toda la herramienta de 3 metros a rectificar (tiempo de inactividad más costo), o reemplazarla por completo.
Escenario B: Mismo error. Herramienta segmentada. Aíslas la pieza de 100 o 200 mm que hizo el trabajo, la sacas del portapiezas y colocas una de repuesto. Cinco minutos. El resto de tu configuración no se mueve porque el riel de sujeción mantiene el plano de referencia consistente.
El mecanismo importa. Los sistemas de precisión de estilo europeo alinean la línea central del ariete con la línea central del punzón. Cuando los segmentos están rectificados y sujetos contra una referencia común, se comportan como una sola viga bajo carga. Eso es física, no ficción del fabricante. El riesgo no es “¿los segmentos se deforman más?” El riesgo es “¿qué ocurre cuando se presenta una falla localizada?”
La falla del monobloque es sistémica. La falla segmentada es local.
El seguro funciona de la misma manera. No aseguras toda tu vida contra una ventana rota. Aíslas la pérdida. ¿Por qué estructurarías las herramientas de manera diferente?
Pero el seguro solo paga si las piezas realmente mantienen la tolerancia bajo carga.
Entra en la mayoría de los talleres de alta mezcla y encontrarás un estante cementerio: punzón especial de 88 grados para un contrato, agudo extralto para un trabajo que terminó en 2022, un cuello de ganso de longitud completa comprado porque “necesitábamos espacio libre esa vez”.”
Cada uno es una apuesta congelada.
Con los monobloques, cada nueva geometría tiende a requerir un nuevo perfil de longitud completa. Caja profunda? Compra un punzón de largo alcance. Desplazamiento estrecho? Otra barra especializada. En cinco años, no estás construyendo flexibilidad. Estás construyendo peso muerto encadenado a la prensa plegadora.
Los sistemas segmentados invierten eso. Inviertes en una biblioteca principal: rectos, cuernos, cuellos de ganso, varias alturas — en longitudes cortas. Los combinas como un juego de llaves de vaso. Una oreja de 50 mm junto a un recto de 300 mm junto a aire libre. Cuando cambia la mezcla de trabajos, reorganizas el inventario en lugar de comprar otra solución de 3 metros para un problema de 300 mm.
Aquí está el efecto de cola larga: alta mezcla significa baja repetición. Pero la baja repetición a través de muchas geometrías significa que tus herramientas necesitan amplitud, no masa. Comprar barras de longitud completa para aplicaciones estrechas concentra el capital en herramientas que podrían usarse 20 horas al año.
Eso no es fiabilidad. Es acero inactivo.
Los fabricantes señalarán — correctamente — que muchas prensas modernas aceptan herramientas segmentadas y sólidas de manera intercambiable. Y mostrarán sistemas monobloque con un pulido y durabilidad hermosos. Bien. Si estás doblando el mismo soporte toda la semana a 6 toneladas por pie (60 toneladas en 10 pies), una barra sólida zumbando en su lugar es un placer. He desechado suficiente metal como para saber que, cuando estás doblando el mismo soporte toda la semana, esa solidez se amortiza.
Pero alta mezcla no son 500 piezas.
Son 50 piezas de diez cosas diferentes. El ROI no está en cuánto dura una barra, sino en cuántas familias de piezas puede absorber tu biblioteca existente sin otra orden de compra.
Lo que nos devuelve al mes en que una herramienta realmente se daña.
Supón que un punzón rectificado de precisión de 3 metros cuesta X. Un segmento de 200 mm del mismo perfil cuesta aproximadamente X dividido entre quince, más o menos dependiendo del sistema. No necesitas una hoja de cálculo para ver la asimetría.
La probabilidad de daño es localizada. El impacto financiero con un monobloque es global.
Ahora añade los reafilados. Cada rectificado acorta la altura de la herramienta. En una barra de longitud completa, rectificas los 3 metros enteros para arreglar un defecto de 100 mm. Acabas de reducir la vida útil de todo el activo para resolver un problema local. Con los segmentos, retiras la pieza corta cuando ha terminado. El resto de la biblioteca mantiene su altura original, preservando la consistencia de la altura de cierre y las clasificaciones de tonelaje.
Y sí, la precisión importa. Los segmentos económicos planeados en frío y apilados de manera descuidada pueden amplificar el error de alineación. Eso es real. Si mezclas piezas de ganga esperando que la abrazadera lo arregle todo, perseguirás variaciones de ángulo toda la semana. Pero ese es un problema de disciplina de compras, no un problema de segmentación. Los segmentos rectificados con precisión en un sistema de riel adecuado mantienen una repetibilidad comparable a los monobloques porque comparten la referencia.
Así que el modelo financiero cambia. En lugar de presupuestar para un reemplazo de herramienta raro pero catastrófico, presupuestas para desgaste incremental. Predecible. Contenido. Aburrido.
Aburrido es bueno.
Porque cuando una sola nariz astillada ya no amenaza un activo de cinco cifras, tu perfil de riesgo financiero cambia. La prensa plegadora deja de ser un ancla que arrastra capital y empieza a actuar como una célula modular que puedes adaptar, reparar y escalar sin apostar el margen del mes en un solo error.
La única pregunta honesta que queda es dónde la solidez aún se gana su lugar.
Entonces, ¿cuándo gana realmente un monobloque sólido?
Cuando la carga deja de ser teórica y empieza a ser brutal.
Llega un punto en el que las uniones dejan de ser una abstracción financiera: se convierten en concentradores de tensión. Cuando aplicas de 12 a 15 toneladas por pie a lo largo de un pliegue estructural de longitud completa (eso son 120–150 toneladas en una prensa de 10 pies), la herramienta no solo está dando forma al metal. Está actuando como una viga bajo una carga seria. En ese umbral, la continuidad importa de una manera diferente. No por los cambios de herramienta. No por la flexibilidad del conjunto. Sino por la integridad pura del camino de carga.
Esa es la línea de tonnelaje.
Por debajo de ella, la segmentación es un seguro. Por encima, la continuidad puede ser una necesidad estructural.
Y si no sabes de qué lado de esa línea estás, estás apostando con acero caro.
Si necesitas claridad sobre tus demandas reales de tonnelaje, configuración de herramientas y si la segmentación o los monobloques tienen sentido estructural para tu combinación, vale la pena revisar los números. CN-HAWE respalda aplicaciones de prensas plegadoras y equipos inteligentes con recursos de I+D dedicados y cobertura de servicio global, lo que lo convierte en un socio práctico para evaluar rutas de carga, estrategias de herramientas y escalabilidad a largo plazo. Puedes iniciar la conversación aquí: contactar a CN-HAWE.
La mayoría de las veces, las uniones entre segmentos son invisibles.
Estás doblando soportes de 300 mm, bridas cortas, formas interrumpidas. La unión entre un segmento de 200 y uno de 300 mm queda al aire libre. La mordaza mantiene todo referenciado. La vida es buena.
Extiende ese pliegue más allá de un metro.
Ahora la unión se sitúa directamente bajo el material durante un recorrido continuo, y pequeñas diferencias de altura — estamos hablando de unas décimas — pueden marcarse en materiales más blandos o mostrarse como ligeras variaciones angulares a lo largo de la pieza. Si tus segmentos están rectificados con precisión y tu compensación está correctamente ajustada, probablemente nunca lo verás. Si son piezas de segunda apiladas como leña, sí lo notarás.
Las uniones no se preocupan por tu cronograma de producción.
Un monobloque de longitud completa elimina completamente esa variable. Un solo plano de rectificado. Una sola viga. Sin interfaz. En paneles arquitectónicos, acero inoxidable decorativo, dobladillos largos y visibles, esa simplicidad puede ahorrarte de perseguir marcas fantasma a las 4:30 de un viernes.
Pero observa lo que acaba de pasar. Hemos reducido el campo.
No “alta mezcla en general”. Pliegues largos, continuos y críticos en apariencia.
Esa es una porción mucho más pequeña de lo que la mayoría de las tiendas admiten.
La placa pesada cambia las matemáticas.
Ejecuta material de 1/2 pulgada en una V amplia y podrías estar en el rango de 15–20 toneladas por pie, dependiendo de la apertura (por ejemplo, 16 toneladas/pie sobre 8 pies es un total de 128 toneladas). A esa carga, el punzón es un elemento estructural. Cualquier discontinuidad entre segmentos se convierte en un posible microeje bajo el esfuerzo máximo.
Y aquí es donde no te voy a vender un cuento de hadas.
Los sistemas segmentados de precisión, correctamente sujetos en una prensa de estilo europeo alineada, pueden comportarse como una sola viga bajo carga. Eso es física, no ficción del proveedor. Pero una vez que superas aproximadamente las 200 toneladas por metro en aplicaciones extremas, la tolerancia de alineación se vuelve implacable. Un ligero desajuste ya no es algo estético — es una distribución desigual del tonelaje. Eso se evidencia como variación angular en material grueso.
Los monobloques sobresalen aquí porque la trayectoria de la carga es continua. Sin juntas. Sin tolerancia de apilamiento. Solo masa.
He desechado suficiente metal como para saber que, cuando trabajas con placas estructurales toda la semana, perseguir medio grado a lo largo de 2,5 metros te hará cuestionar cada decisión de vida que te llevó ahí.
Esto no es territorio de alta mezcla.
Este es un trabajo pesado, repetitivo y exigente donde la rigidez no es un impuesto — es una armadura.
Luego está el volumen.
No 200 piezas. No 800.
Piensa en 5.000 unidades de la misma geometría de pieza, mes tras mes.
Si una configuración monobloque recorta incluso 10 minutos de reconfiguración por lote porque no se reorganiza nada — y durante un año eso suma decenas de cambios evitados — la estabilidad se convierte en rendimiento. Algunos documentos del sistema muestran reducciones de cambio en el orden de 40% cuando dejas de desmontar y reconstruir pilas de segmentos para el mismo trabajo repetido. En una celda de producción dedicada, eso es tiempo real.
Pero alta mezcla no son 500 piezas.
Son 50 piezas de diez cosas diferentes. Y en ese mundo, el tiempo que ahorras al no reorganizar segmentos esta semana, lo pierdes la próxima semana cuando la geometría cambia.
Así que aquí está el punto de cruce en lenguaje simple:
¿Fuera de esos bordes?
Esa barra sólida encadenada a tu ariete vuelve a comportarse como un ancla.
La única forma de resolverlo en tu taller es dejar de discutir filosofía y empezar a calcular tu propia tonelada por pie, tus propias longitudes de recorrido, tus propias familias de piezas anuales — lo que significa que necesitamos colocar los números uno al lado del otro y encontrar tu punto real de cruce.
¿Quieres el punto de cruce?
Empieza con un cronómetro, no con un folleto.
Si tu prensa permanece inactiva 20 minutos por cambio y haces cinco cambios por turno, eso son 100 minutos muertos al día. En un solo turno de 8 horas, eso representa más de 20% de tu tiempo disponible de husillo perdido antes de siquiera hablar de desperdicio o retrabajo. Ninguna cantidad de “fiabilidad de acero sólido” arregla un ariete que no se mueve.
Ese es el primer lente: movimiento frente a masa.
El pensamiento antiguo dice que el monobloque equivale a estabilidad, lo que equivale a productividad. Pero la productividad no se trata de cuán sólido se siente la herramienta cuando la golpeas. Se trata de cuántas piezas buenas salen de la célula por turno. Si la segmentación reduce tu cambio promedio de 20 minutos a 8 —aunque la alineación consuma 3 de esos minutos— acabas de recuperar 12 minutos por cambio. Multiplica por cinco cambios, eso es una hora al día. En 240 días laborales, son 240 horas de máquina.
Ahora compáralo con las raras semanas en las que estás por encima de 12–15 toneladas por pie (digamos, 16 toneladas/pie sobre 8 pies = 128 toneladas totales) donde el monobloque cumple su función estructural.
¿Cuántas semanas como esa trabajas realmente?
Si son 40 de 240, tu punto de cruce no es filosófico. Es aritmético: (Horas anuales ahorradas por cambio más rápido) menos (horas en las que el monobloque evita fallas estructurales o cosméticas). Cuando el primer número supera ampliamente al segundo, estás pagando un impuesto por rigidez.
Y la mayoría de los talleres lo están haciendo.
No uses tu tarifa cotizada de máquina. Eso es comida reconfortante contable.
Usa el margen de contribución por hora de máquina. ¿Qué genera realmente una hora productiva en esa prensa después de material y mano de obra? Hipotético: si tu prensa genera $150 de contribución por hora productiva y la segmentación devuelve 240 horas al año, eso son $36,000 en capacidad recuperada.
Ahora resta el impuesto de alineación.
Las herramientas segmentadas exigen disciplina de referencia. Si tu equipo falla en la alineación y quema 3 minutos extra por configuración, considéralo honestamente. Cinco cambios × 3 minutos × 240 días = 3,600 minutos. Eso son 60 horas al año.
Incluso después de esa penalización, sigues teniendo un balance positivo de 180 horas en nuestro ejemplo.
Aquí es donde se cuela la ficción del proveedor. Los sistemas rápidos premium prometen “segundos” para los cambios, pero si un soporte dañado obliga a un reemplazo completo en lugar de un segmento de 150 mm, tu estructura de costos vuelve a inclinarse hacia la rigidez, solo que en un paquete más brillante. La opcionalidad solo funciona si tu ecosistema de soportes no te atrapa.
Así que tu ecuación de tiempo de inactividad se convierte en:
(Tiempo de cambio ahorrado − penalización de alineación) × cambios anuales × contribución por hora − costo incremental del sistema de herramientas
Cuando ese número se mantiene positivo después de suposiciones conservadoras, el punto de cruce ya ha ocurrido.
Lo que plantea el siguiente punto de presión: capital inmovilizado en acero.
Una estrategia monobloque significa longitudes completas para cada perfil. Diez perfiles, diez inversiones de longitud completa. Es dinero sentado en estanterías.
La estrategia segmentada invierte eso. Posees una biblioteca: piezas de 10 mm, 20 mm, 50 mm, 100 mm. Ensamblas geometría como un juego de llaves de vaso, no como una vía de tren. Los mismos segmentos básicos construyen múltiples configuraciones.
He desechado suficiente metal como para saber que, cuando doblas el mismo soporte toda la semana, esa solidez te devuelve el favor. Pero la alta mezcla no son 500 piezas. Son 40 partes hoy, 60 diferentes la próxima semana. En ese entorno, tener cinco monobloques completos para cinco trabajos “comunes” parece seguro—hasta que ingeniería ajusta la longitud del reborde en 12 mm y ahora ninguno encaja bien.
La opcionalidad reduce tu radio de impacto.
¿Dañas un segmento? Reemplaza 100 mm. ¿Dañas un monobloque? O esmerilas toda la longitud o lo apartas. Una astilla arruinó un punzón de 3 metros en un taller con el que trabajé. Eso no fue solo costo de reparación. Fue caos en la programación.
El inventario no es solo precio de compra. Es cuánto de tu futuro queda bloqueado en la geometría de ayer.
Así que ahora el punto de cruce incluye la exposición de capital: Costo total de los conjuntos de longitud completa requeridos para cubrir el 80 % de tus trabajos versus Costo de una biblioteca segmentada que cubre el mismo 80 % con recombinación.
Cuando el segundo número respalda más familias de piezas con menos acero duplicado, la rigidez deja de verse como seguridad y empieza a parecer peso muerto encadenado al ariete.
Y eso antes de hablar de en qué se están convirtiendo tus clientes.
El mercado cambió silenciosamente.
Los pedidos se hicieron más pequeños. Las revisiones se hicieron más rápidas. Los plazos se redujeron mientras los SKU se multiplicaban. Tu prensa ya no es una máquina de producción dedicada. Es una célula de resolución de problemas.
Una máquina rígida asume que el mañana se parece al ayer.
Una célula flexible asume que el mañana será extraño.
Cuando los trabajos tienden hacia lotes más cortos y mayor variación, el rendimiento pasa a ser una función de qué tan rápido te reconfiguras, no de lo indestructible que se sientan tus herramientas. La prensa que cambia configuraciones como una llave dinamométrica cambia vasos generará más ganancias que la que arrastra un ancla de acero de longitud completa, a menos que vivas permanentemente por encima de esa línea estructural de 200 toneladas por metro.
Ese es el nuevo lente:
Tu punto de cruce no es “¿Qué herramienta es más fuerte?” Es “¿En qué volatilidad de la mezcla la opcionalidad genera más contribución anual de la que la continuidad estructural impide en pérdidas?”
Calcula tus verdaderas horas de cambio. Cuenta cuántas semanas realmente trabajas en corridas de alto tonelaje o largas corridas cosméticas. Valora tu capital inmovilizado en duplicados de longitud completa.
Cuando ves esos tres números uno al lado del otro, normalmente la respuesta no es emocional.
Está operativo.


















