

Saya pernah melihat seorang operator press brake menekan punch lebih dalam sebesar 0,040 inci, yakin sudut akhirnya akan terkunci di 60°. Sebaliknya, sudut malah membuka menjadi 62°.
Dia menatap layar seolah layar itu berbohong kepadanya. Tidak. Intuisi dialah yang salah.
Itulah jebakan air bending — percaya bahwa kedalaman sama dengan sudut, dan sudut berada di kontroler. Logika itu bekerja sampai geometri berhenti bebas.
Dalam air bending V-die standar, lembaran hanya menyentuh di tiga titik: ujung punch dan bahu die. Sisanya adalah udara. Kebebasan inilah yang membuat Anda bisa mengejar ±1° dengan menambah kedalaman beberapa ribu inci. Material bisa meluncur, meregang, dan mendistribusikan ulang tegangan saat Anda mengarahkannya.
Sekarang bayangkan profil kompleks — bentuk tang cetakan dengan dinding samping, offset, radius internal yang rapat. Lembaran tidak lagi menggantung di udara. Ia menyentuh permukaan lebih awal dan sering. Aliran material tidak bebas; ia diarahkan, kadang terjebak.
Kenyataan: ketika aliran terkendala, penetrasi tidak lagi sama dengan sudut. Saya pernah melihat ini mengakibatkan scrap pada produksi $50k.
Jika model mental Anda masih “tambah kedalaman, sudut menutup,” Anda sedang melawan logam alih-alih memahami apa yang terjadi secara fisik.
Jadi apa sebenarnya yang dibutuhkan untuk memaksa punch universal bertindak seperti punch khusus?
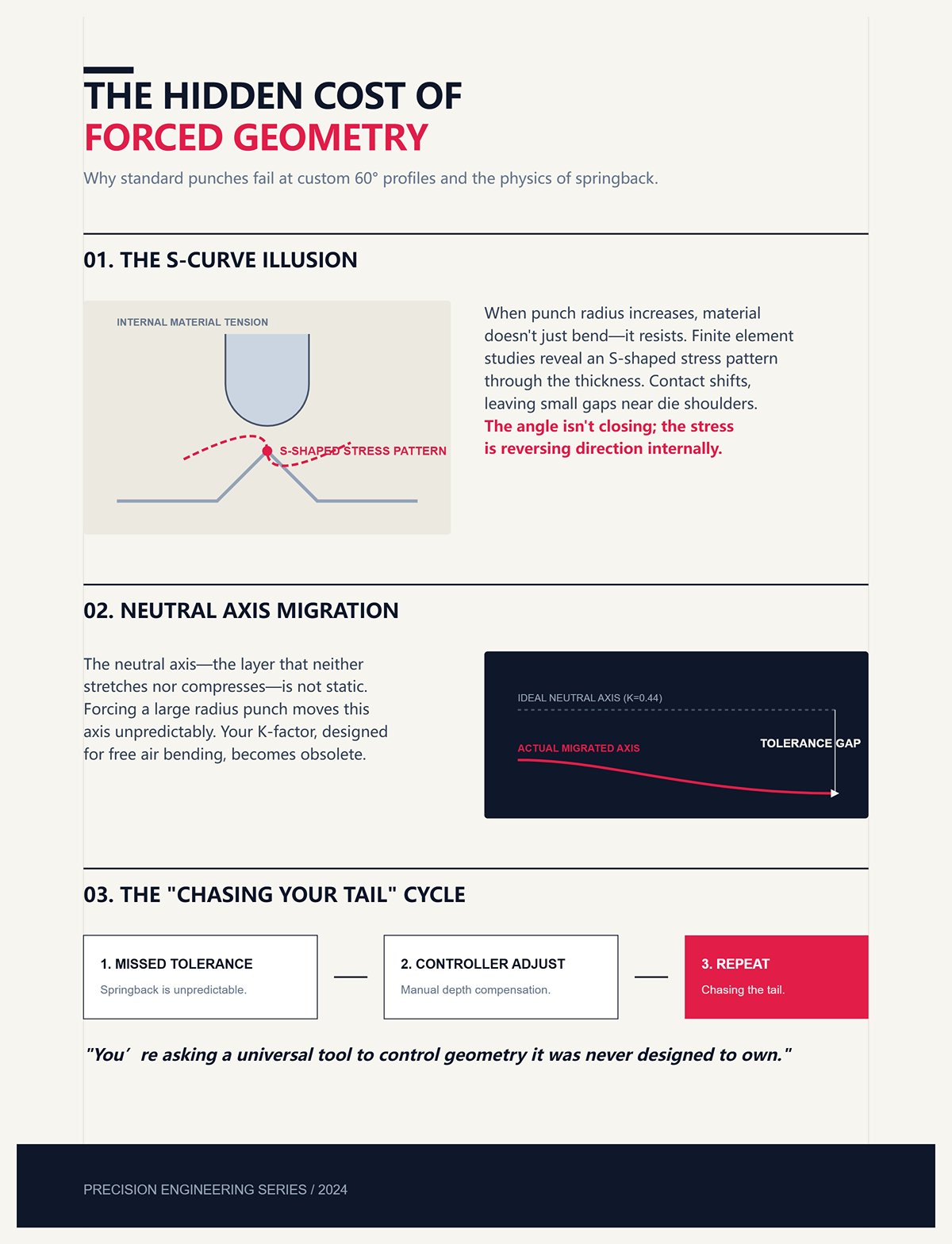
Misalkan Anda mencoba membentuk profil kompleks 60° dalam V-die dengan radius punch besar. Anda masuk lebih dalam berharap sudut semakin rapat. Namun studi elemen hingga menunjukkan sesuatu yang buruk: ketika radius punch bertambah, material dapat membentuk pola tegangan berbentuk S melalui ketebalan. Kontak bergeser. Celah kecil terbentuk di dekat bahu die.
Anda pikir Anda sedang menutup sudut. Secara internal, tegangan justru berbalik arah.
Bagian memantul kembali secara tak terduga karena sumbu netral — lapisan imajiner yang tidak meregang atau mengompres — telah bergeser. Asumsi faktor-K Anda, yang dibuat untuk air bending bebas, kini salah. Bukan sedikit. Cukup untuk membuat toleransi meleset setiap kali.
Jadi Anda mengompensasi di kontroler. Lalu mengompensasi lagi. Anda hanya berputar-putar.
Semua karena Anda meminta alat universal mengendalikan geometri yang tidak pernah dirancang untuk dimiliki.
Apa yang terjadi ketika geometri mendorong balik lebih keras?
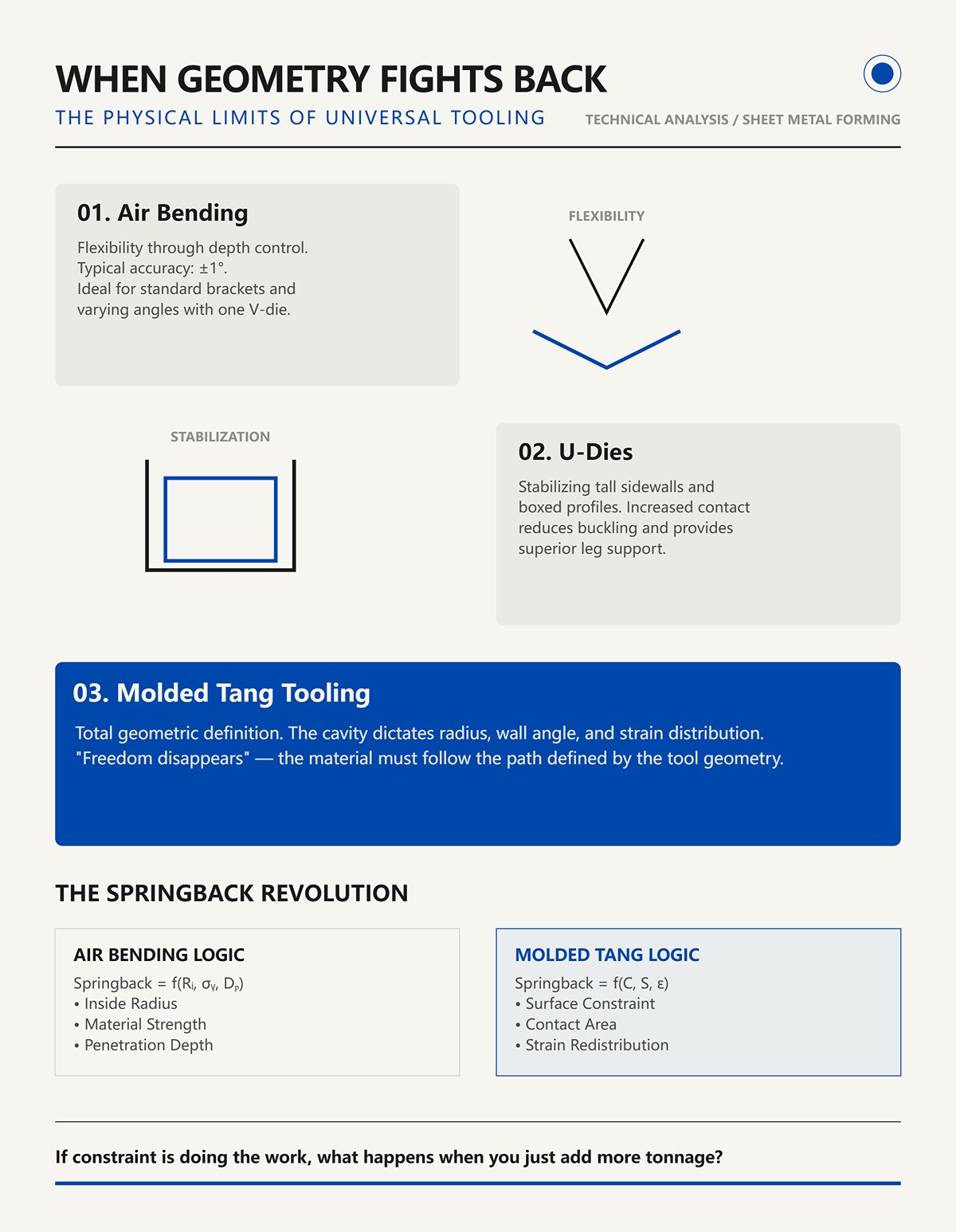
Air bending menjanjikan fleksibilitas. Satu V-die dapat menghasilkan banyak sudut dengan kontrol kedalaman. Akurasi umum? Sekitar ±1° jika Anda memahami material. Itu baik untuk braket.
Namun begitu dinding samping menjadi tinggi atau profil tertutup rapat, lembaran membutuhkan dukungan. U-die membuktikan hal ini — mereka menstabilkan saluran dengan menopang kaki, mengurangi tekukan. Lebih banyak kontak. Lebih banyak kontrol.
Peralatan tang cetakan lebih jauh lagi. Ia tidak hanya mendukung material; ia menentukan jalurnya. Bentuk rongga menentukan radius, sudut dinding, bahkan di mana tegangan menumpuk. Kebebasan pun menghilang.
Dan bersamanya, perhitungan springback lamamu.
Dalam pembengkokan udara, springback sebagian besar merupakan fungsi dari radius dalam, kekuatan material, dan kedalaman penetrasi. Dalam pembentukan tang cetak, hal ini dikendalikan oleh batasan dan kontak permukaan. Geometri alat mendistribusikan kembali regangan sebelum kamu mencapai dasar.
Itu bukan penyesuaian kecil pada spreadsheet-mu. Itu adalah pembangunan ulang.
Jika pembatasan yang melakukan pekerjaan, apa yang terjadi ketika kamu hanya menambahkan lebih banyak tonase?

Saya pernah melihat operator memeriksa ulang tabel tonase, lalu menambahkan 10 persen “untuk berjaga-jaga.” Logikanya sederhana: lebih banyak gaya, lebih sedikit springback.
Bekerja dalam proses coining — di mana kamu secara sengaja memberikan beban hingga seluruh zona tekuk meleleh dan sudut terkunci. Tetapi coining menggerus alat dan tidak cocok dengan bahan yang lebih tebal. Ini adalah solusi kekuatan kasar.
Dalam bentuk tang cetak yang kompleks, tambahan tonase sering kali meningkatkan kontak permukaan lebih awal, mengunci material sebelum alirannya selesai. Kamu membekukan tegangan alih-alih melepaskannya. Sudutnya justru lebih melenceng, bukan berkurang.
Itulah bagian yang tidak ingin didengar siapa pun.
Karena itu berarti presisi tidak lagi bergantung pada seberapa keras kamu menekan atau sedalam apa kamu masuk. Presisi berada pada bentuk baja yang melakukan penekanan.
Dan jika alat yang menentukan geometri, maka naluri pembengkokan udara lamamu — tabel faktor K, penyesuaian kedalaman, perkiraan springback — bukan hanya usang.
Mereka tidak relevan.
Jadi perubahan sebenarnya bukanlah menyetel pengendali dengan lebih baik.
Tetapi menerima bahwa dalam pembentukan tang cetak, alat adalah matematika itu sendiri.
Bayangkan alat tang cetak dengan punch yang dibungkus oleh pelat penahan, dinding rongga yang memeluk kedua sisi profil, dan penghenti terintegrasi yang secara fisik menghentikan bagian tersebut di dasar. Kamu menurunkan ram, dan bahkan sebelum setengah jalan, lembaran sudah menyentuh baja di tiga, empat, lima permukaan.
Sekarang tanyakan pada dirimu: jika alat menguasai semua titik kontak itu, di mana tepatnya logam seharusnya “memutuskan” sudut akhirnya?
Dalam pembengkokan udara, kamu mengendalikan trailer yang longgar. Dalam pembentukan tang cetak, kamu mengaitkan beban ke dudukan mesin. Kebebasan itu menghilang. Dan begitu kebebasan menghilang, begitu pula gagasan lama bahwa pengendali yang memegang kendali. Apa yang terjadi ketika geometri memberikan perlawanan yang lebih kuat bukanlah masalah perangkat lunak — itu masalah mekanika kontak.
Atur pembengkokan udara sederhana 90° pada baja lunak 0,125 inci. Kontak tiga titik. Lembaran menyentuh ujung punch dan dua bahu cetakan. Semua ruang lain kosong. Saat kamu menekan lebih dalam, material dapat tertarik ke dalam dari kaki-kakinya. Sumbu netral — lapisan yang tidak meregang atau terkompresi — mengambang di mana pun keseimbangan tegangan menempatkannya. Itulah mengapa perbedaan beberapa ribuan inci kedalaman dapat mengubah satu derajat. Logam bebas mendistribusikan ulang regangan.
Sekarang bungkus blanko yang sama di dalam rongga tang yang dibentuk. Tambahkan dinding samping yang kontak lebih dulu. Tambahkan pelat penarik (stripper plate) yang menyeret permukaan saat punch bergerak maju. Riset tentang pembengkokan terbatas dengan pelat penarik menunjukkan sesuatu yang penting: gesekan antara pelat penarik dan lembaran menghasilkan gaya tarik sepanjang panjang lipatan. Alih-alih serat bagian dalam hanya tertekan dan serat luar hanya meregang, Anda secara aktif meregangkan seluruh zona lipatan saat dipaksa melewati punch.
Tegangan tersebut menahan tarikan material. Lembaran tidak bisa sekadar bergeser dari kaki untuk memasok radius. Lembaran harus meregang secara lokal.
Pemeriksaan realita: setelah tarikan dibatasi, kedalaman penetrasi tidak lagi berhubungan langsung dengan sudut. Saya pernah melihat ini menyebabkan limbah pada produksi $50k.
Pada pembengkokan udara, springback sebagian besar dipengaruhi oleh radius bagian dalam, kekuatan material, dan kedalaman penetrasi. Pada pembentukan terbatas, kondisi tegangan diubah oleh gesekan dan kontak multi-permukaan sebelum mencapai dasar. Sumbu netral tidak hanya “bergeser” — ia terikat oleh geometri dan tegangan. Jika logam diregangkan di atas rongga tetap sambil dicegah bergerak masuk, siapa sebenarnya yang mengendalikan jalur regangnya?
| Bagian | Konten |
|---|---|
| Topik | Pembengkokan udara vs. pembentukan terkekang: di mana sebenarnya material bergerak |
| Pengaturan Penekukan Udara | Atur pembengkokan udara sederhana 90° pada baja lunak 0,125 inci dengan kontak tiga titik. Lembaran menyentuh ujung punch dan dua bahu cetakan; semua area lain dibiarkan kosong. Saat penetrasi meningkat, material dapat bergerak masuk dari kaki. Sumbu netral — lapisan yang tidak meregang atau tertekan — mengambang sesuai keseimbangan tegangan. Beberapa ribu inci kedalaman dapat mengubah sudut satu derajat karena logam bebas mendistribusikan regangan. |
| Pengaturan Pembentukan Terbatas | Bungkus blanko yang sama di dalam rongga tang yang dibentuk. Tambahkan dinding samping yang kontak lebih dulu dan pelat penarik yang menyeret permukaan saat punch bergerak maju. Penelitian menunjukkan gesekan antara pelat penarik dan lembaran menghasilkan gaya tarik sepanjang lipatan. Alih-alih hanya kompresi bagian dalam dan tegangan bagian luar, seluruh zona lipatan secara aktif diregangkan saat dipaksa melewati punch. |
| Perbedaan Perilaku Material | Tegangan yang dihasilkan menahan tarikan material. Lembaran tidak dapat bergeser dari kaki untuk memasok radius dan harus meregang secara lokal. |
| Pemeriksaan Realita | Setelah tarikan dibatasi, kedalaman penetrasi tidak lagi berhubungan langsung dengan sudut. Efek ini dapat menyebabkan limbah produksi signifikan (misalnya, pada produksi $50k). |
| Perbandingan Springback | Pada pembengkokan udara, springback sangat dipengaruhi oleh radius bagian dalam, kekuatan material, dan kedalaman penetrasi. Pada pembentukan terbatas, gesekan dan kontak multi-permukaan mengubah kondisi tegangan sebelum mencapai dasar. Sumbu netral menjadi terikat oleh geometri dan tegangan, bukan bergerak bebas. |
| Pertanyaan Inti | Jika logam diregangkan di atas rongga tetap sambil dicegah bergerak masuk, apa yang sebenarnya mengendalikan jalur regang? |
Gunakan alat tang cetakan dengan radius bagian dalam hasil mesin 0,060 inci. Radius tersebut bukan sekadar saran. Itu adalah fakta baja. Ketika punch menutup ke dalam rongga, lembaran dipaksa mengikuti radius itu sepanjang seluruh panjangnya.
Pada pembengkokan udara, radius bagian dalam adalah produk sampingan — kira-kira 16 persen dari lebar bukaan V untuk baja lunak sebagai aturan praktis. Ubah lebar cetakan V, radius ikut berubah. Ubah sedikit penetrasi, radius pun bergeser. Itu fleksibel, itulah sebabnya tabel faktor-K Anda hanyalah perkiraan statistik.
Dalam rongga tang yang dibentuk, radius bersifat tetap. Namun inilah bagian yang sering terlewat: memperbaiki radius tidak secara otomatis berarti memperbaiki sudut kecuali distribusi tekanannya tepat.
Jika Anda mendorong punch melewati batas henti yang diinginkan, Anda mulai memadatkan kisi bagian dalam — menekan struktur butir di dekat permukaan bagian dalam. Itu mendekati pembentukan dasar penuh (bottoming) atau bahkan coining, yang dapat memerlukan lima hingga tiga puluh kali tonase pembengkokan udara. Melakukannya secara membabi buta dapat menyebabkan “springback negatif,” di mana bagian justru menutup lebih dari ukuran nominal setelah dilepas.
Kedengarannya hebat sampai Anda menipiskan dinding bagian dalam dan menggeser kembali faktor-K.
Jadi ya, geometri tetap menghilangkan unsur acak dari pembengkokan udara bebas — tetapi hanya jika rongganya menopang material secara merata dan tonase-nya sesuai dengan maksud desain. Distribusi tekanan yang buruk dalam rongga sempit dapat menciptakan tegangan berlebih lokal, penipisan, dan perpanjangan yang tidak terduga. Sekarang “perhitungan tetap” Anda rusak lagi, hanya dengan cara yang berbeda.
Pelajarannya bukan bahwa tang cetakan tidak bisa salah. Pelajarannya adalah bahwa akurasinya bergantung sepenuhnya pada bagaimana rongga mengatur area kontak, gesekan, dan penyebaran beban. Jika jari-jari ditentukan oleh baja, apa yang mengunci sudut itu sendiri sehingga tidak lagi dipengaruhi oleh kedalaman ram?
Saya pernah menjalankan pekerjaan tekuk bawah pada rem berusia tiga puluh tahun dengan encoder longgar dan tetap mempertahankan sudut. Mengapa? Karena cetakan adalah batas mekanis keras. Pengontrol hanya membawa saya mendekati; alatlah yang menyelesaikan pekerjaan.
Alat tang cetakan dengan penghenti terintegrasi mengambil prinsip itu dan memperketatnya. Pada langkah penuh, bagian tersebut secara fisik menempel pada permukaan yang dimesin yang menentukan sudut dinding akhir. Bukan “kira-kira.” Bukan “berdasarkan kedalaman.” Ia berhenti karena mengenai baja.
Itulah bentuk fisik dari independensi backgauge.
Jika pelat Anda sedikit lebih panjang atau pendek, pembengkokan udara akan segera menunjukkannya sebagai variasi sudut karena material dapat tertarik berbeda setiap siklusnya. Dalam rongga terbatas dengan penghenti terintegrasi, tarikan sudah dibatasi dan posisi akhir diatur oleh permukaan penghenti. Variasi kedalaman ram beberapa ribu inci tidak mengubah sudut setelah penghenti terlibat — beban hanya meningkat terhadap alat.
Namun inilah perhitungan hibrida yang jarang dibicarakan: Anda tetap membutuhkan tonase yang cukup untuk memosisikan bagian sepenuhnya ke penghenti itu tanpa pantulan elastis yang menahannya dari permukaan. Terlalu sedikit gaya dan bagian Anda akan melayang. Terlalu banyak dan Anda tanpa sengaja melakukan penekanan (coining).
Itu berarti desain perkakas, kekuatan material, dan kapasitas mesin tekan harus dihitung secara bersamaan. Pengontrol menjadi sistem pengiriman gaya dan posisi; alat menentukan hasilnya.
Setelah Anda menerima bahwa rongga menetapkan jari-jari, penghenti menetapkan sudut, dan gesekan menetapkan jalur regangan, tabel faktor K pembengkokan udara lama tidak hanya tidak akurat — tetapi menggambarkan dunia fisik yang berbeda.
Jadi jika alat mengatur jari-jari, sudut, dan keadaan regangan, apa pengaruhnya terhadap perhitungan panjang tekuk dan pemantulan balik Anda?
Saya memiliki braket baja lunak 0,125 inci yang hasilnya di atas kertas tampak sempurna. Angka pembengkokan udara. Faktor K sebesar 0,42. Jari-jari dalam diperkirakan 16 persen dari V-opening 1 inci. Panjang tekuknya tampak bersih, pelat dipotong, pukulan pertama tampak bagus.
Kecuali flensnya menjadi terlalu pendek. Bukan sedikit, tetapi 0,060 inci.
Material yang sama. Ketebalan yang sama. Tetapi kali ini dibentuk di rongga tang cetakan dengan jari-jari hasil mesin 0,060 inci dan dinding samping yang menjepit lebih awal. Perhitungan lama mengasumsikan sumbu netral akan berada di sekitar 42 persen ketebalan dari bagian dalam. Dalam rongga, dengan gesekan yang meregangkan zona tekuk dan tarikan terbatas, sumbu netral itu bergeser keluar. Material memanjang lebih dari yang diprediksi tabel. Lebih banyak peregangan berarti lebih banyak panjang tekuk yang terpakai. Lebih banyak panjang tekuk yang terpakai berarti kaki lebih pendek.
Itu bukan kesalahan pembulatan. Itu jalur regangan yang berbeda.
Jika alat menetapkan jari-jari dan sudut, maka satu-satunya variabel yang tersisa dalam perhitungan pola datar Anda adalah bagaimana material sebenarnya meregang di dalam selubung baja itu. Dan di situlah rekalkulasi dimulai.
Ambil rumus klasik panjang tekuk:
BA = sudut × (R + K × T)
Sudut dalam radian. R jari-jari dalam. T ketebalan. K rasio sumbu netral.
Dalam pembengkokan udara, K merupakan kompromi statistik. Jari-jari terbentuk sebagai fungsi dari bukaan V dan penetrasi. Lembaran dapat tertarik dari kaki-kakinya saat membungkus punch. Sumbu netral “menemukan” posisinya sendiri berdasarkan deformasi yang relatif bebas.
Sekarang jebak lembaran yang sama itu dalam rongga tonjolan cetakan.
Dinding samping bersentuhan sebelum pembungkus penuh. Sebuah stripper memberikan tekanan dari atas. Gesekan di sepanjang permukaan tersebut menimbulkan tegangan tarik di sepanjang garis tekukan. Alih-alih hanya membengkok, material tersebut diregangkan di atas jari-jari tetap 0,060 inci sambil dicegah untuk tertarik ke dalam.
Secara mekanis, hal itu melakukan dua hal:
Jika buku panduanmu mengatakan K = 0,42 dan kondisi terikat sesungguhnya berperilaku seperti 0,48 atau 0,50, allowance tekukanmu bertambah. Pada tekukan 90° dengan material tebal 0,125 inci dan jari-jari 0,060 inci, pergeseran itu dapat memakan panjang datar sebesar lima puluh hingga delapan puluh ribu per inci.
Pemeriksaan Realita: jika kamu masih menggunakan faktor K dari pekerjaan V-die di buku panduan, saya telah melihat hal ini menyebabkan sisa buangan pada produksi $50k.
Bisakah kamu mencoba menekuk dan menghitung kembali K baru seperti yang dilakukan tukang lama dengan V-die? Tentu. Tiga kali pukul, ukur, ubah sedikit, ulangi. Itu berhasil ketika mode deformasi tetap konsisten.
Namun pada tonjolan cetakan, konsistensi deformasi tergantung pada posisi dudukan penuh terhadap rongga, gesekan yang seragam, dan tonase yang stabil. Lewat salah satu dari itu dan “kalibrasi” K-mu bergeser lagi. Jadi pertanyaannya bukan apakah kamu bisa menyetelnya — tapi apakah kamu sedang menyetel model fisik yang tepat sejak awal.
Saya pernah melihat operator membengkokkan secara berlebih (overbend) pembengkokan udara ke 88° agar membuka ke 90°. Gerakan khas buku teks. Sebaliknya malah terbuka menjadi 62°.
Itu bukan sihir. Itu adalah creep akibat coining. Begitu kamu menekan cukup dalam pada rongga sempit, kamu tidak lagi berada dalam mode pembengkokan udara yang didominasi elastis. Kamu secara plastis menekan serat bagian dalam dan mendistribusikan kembali tegangan melalui ketebalan. Apa yang terjadi ketika geometri memberikan perlawanan lebih besar bukanlah pemulihan elastis yang lembut — bisa saja membalik tanda koreksi tersebut.
Dalam pembengkokan udara, springback sebagian besar bergantung pada jari-jari dalam, kekuatan material, dan kedalaman penetrasi. Jadi kita menghitung sudut overbend dan memerintahkan ram untuk bergerak sejauh itu.
Dalam tonjolan cetakan dengan penghentian terintegrasi, sudut akhir ditentukan oleh kontak baja-ke-baja. Kamu tidak “mengatur” 92° lalu berharap melonggar menjadi 90°. Kamu memahat rongga dengan sudut yang menghasilkan 90° setelah pelepasan di bawah gaya dudukan penuh.
Itulah paradoksnya: overbend tidak diprogram pada pengontrol. Ia dipahat ke dalam alat.
Secara matematis, itu berarti istilah springback berpindah dari variabel dalam pengaturan press menjadi offset tetap pada sudut rongga. Jika material dan ketebalan berubah, sudut rongga mungkin tidak lagi mengompensasi dengan benar. Faktor springback-mu, Ks — sudut akhir dibagi dengan sudut saat diberi beban — kini bukan hanya berbasis material lagi. Ia menjadi berbasis material plus kekangan.
Abaikan hal itu, dan kamu akan terus-menerus menyesuaikan kedalaman ram terhadap penghentian keras yang tidak peduli pada apa yang dipikirkan pengontrol.
Jadi jika koreksi sudut berada di dalam baja alat itu sendiri, seberapa besar gaya yang dibutuhkan untuk membuat koreksi itu nyata di setiap siklus?
Pada pembengkokan udara 4 ft pada baja lunak 0,125 in., Anda mungkin menggunakan, katakanlah, 20 ton. Beban terkonsentrasi di sepanjang ujung punch yang sempit dan dua bahu die. Kontak terbatas. Gesekan terbatas.
Tutup panjang yang sama ke dalam rongga tang cetakan dan Anda mendapatkan kontak hidung punch, kontak dinding samping, tekanan stripper di atas, dan dudukan penuh panjang terhadap stop terintegrasi. Area kontak berlipat ganda. Gesekan berlipat ganda. Material tidak hanya dibengkokkan; ia sedang ditekan menjadi bentuk.
Gaya sama dengan tekanan dikali area. Tingkatkan area, dan total tonase naik dengan cepat.
Jika tonase yang dibutuhkan terlewat, bagian tersebut tidak akan duduk sepenuhnya terhadap stop. Ia akan secara elastis melepaskan sedikit dari permukaan rongga. Sekarang sudut overbend hasil pengerjaan mesin Anda yang indah tidak pernah berpindah ke bagian tersebut. Anda mengukur 91° daripada 90°, mengubah kedalaman, dan tidak ada yang berubah karena stop sudah terlibat. Anda dibatasi oleh gaya, bukan posisi.
Terlalu jauh ke arah sebaliknya dan Anda masuk ke coining yang tidak disengaja — lima hingga tiga puluh kali tonase air-bend dalam kasus ekstrem — menipiskan dinding bagian dalam dan mengubah K efektif Anda lagi.
Itulah mengapa mengkalibrasi ulang perhitungan bukan hanya tentang memasukkan K baru ke dalam spreadsheet. Ini tentang menghubungkan tiga hal ke dalam satu model: regangan terkendali (K khusus), overbend yang ditentukan oleh rongga (sudut alat), dan tonase yang cukup untuk mendudukkan bagian tanpa menghancurkannya.
Setelah Anda menerima bahwa pengembangan blank, kompensasi springback, dan kapasitas press adalah satu sistem dalam pembentukan tang cetakan, pengontrol menjadi bagian yang paling tidak menarik dalam persamaan.
Yang berarti pertempuran berikutnya sama sekali tidak teoritis — ini tentang apakah pengaturan dan penyelarasan Anda cukup rapat untuk membuat perhitungan yang dibangun ulang ini bertahan pada kontak pertama dengan lantai produksi.
Anda telah membangun ulang perhitungan. Anda memotong sudut rongga untuk springback. Anda memverifikasi bahwa tonase dapat mendudukkan bagian tanpa masuk ke coining.
Sekarang satu-satunya hal yang tersisa yang dapat merusak Anda adalah pengaturan.
Inilah kenyataan pahit: perkakas tang cetakan tidak memaafkan kelonggaran seperti pada pembengkokan udara. Dalam pembengkokan udara, Anda mengarahkan trailer longgar dengan kemudi — sedikit salah sejajar, sedikit penyesuaian ram, dan Anda bisa mengubah kembali sudutnya. Dalam pembentukan tang cetakan, Anda telah membaut beban ke dalam sangkar yang dikerjakan mesin. Geometri yang menentukan. Jika sangkar itu bergeser setengah milimeter, setiap bagian akan salah dengan cara yang persis sama, pada kecepatan produksi penuh.
Itu bukan kesalahan kecil. Itu adalah kesalahan sistem.
Jadi pertanyaannya menjadi praktis: jika perhitungannya benar, apa yang membuatnya tetap benar di lantai produksi?
Mari bicara tentang 0,5 mm.
Pada rongga tang cetakan dengan dinding samping dan stop terintegrasi, offset itu tidak hanya mengubah sudut. Ia menggeser di mana material pertama kali menyentuh dinding. Itu mengubah distribusi gesekan. Itu mengubah jalur regangan. Dan karena overbend Anda dikerjakan mesin ke dalam rongga, material akan patuh membentuk ke geometri yang salah.
Itu tidak akan melawan Anda. Itu akan mematuhi — secara salah.
Dalam bagian sederhana dengan satu fitur, Anda mungkin melihat flensa miring atau lubang bergeser. Dalam tang multi-fitur dengan saluran pendingin, relief, atau pembengkokan bersarang, setengah milimeter itu menjadi berlipat ganda. Satu dinding terlibat lebih awal. Yang lain tidak pernah duduk sepenuhnya. Sekarang Anda memiliki tekanan kontak yang tidak merata di sepanjang panjangnya, yang berarti koreksi springback yang tidak merata tertanam dalam baja.
Pemeriksaan Realitas: Saya pernah melihat sisa potongan ini merusak produksi $50k. Teknisi setup bersumpah bahwa angka-angkanya sudah benar. Memang benar. Cetakan tidak berada di tengah.
Air bending mentoleransi sedikit kelonggaran lateral karena material bebas berputar di antara bahu punch dan die. Pembentukan tang berprofil cetak dibatasi di tiga sisi. Anda tidak sedang menekuk antara dua titik; Anda sedang menekan ke dalam bentuk. Ketidaksejajaran tidak akan rata — tetapi akan terkunci.
Jadi bagaimana Anda menjaga perilaku kontak itu tetap konsisten ketika gesekan sendiri merupakan bagian dari model regangan?
Dalam air bending, kita hampir tidak memikirkan pelumasan. Lembaran hanya menyentuh ujung punch dan dua bahu die. Luas kontaknya kecil. Gesekan berpengaruh, tapi bukan faktor utama pengendali.
Dalam rongga tang berprofil cetak, gesekan adalah bagian dari sistem pengendali.
Saat lembaran membungkus dan duduk, tarikan pada dinding samping menahan proses tarikan masuk. Hambatan itulah yang mendorong sumbu netral keluar dan mengubah nilai K efektif Anda. Ubah tarikan tersebut, dan Anda mengubah distribusi regangan yang baru saja Anda hitung ulang dalam dua bagian sebelumnya.
Jalankan tanpa pelumas pada hari Senin, penuh minyak pada hari Selasa, dan jangan heran ketika geometri “tetap” Anda mulai berubah-ubah.
Di sinilah orang-orang mulai kehilangan arah — mengutak-atik kedalaman ram terhadap batas keras karena sudut bergeser setengah derajat. Pengontrol tidak berubah. Baja tidak bergerak. Koefisien gesekan yang berubah.
Saya tidak menyarankan Anda menenggelamkannya dalam pelumas. Terlalu banyak pelumasan dapat membuat material tergelincir lebih dari yang diasumsikan model Anda, mengurangi regangan tarik di sepanjang serat luar. Sekarang rongga Anda menekuk berlebihan saat over-correct.
Konsistensi lebih penting daripada kesempurnaan. Pilih kondisi pelumasan. Tetapkan. Dokumentasikan seperti sebuah dimensi.
Karena dalam proses ini, memang begitu.
Yang membawa kita ke bagian disiplin yang paling sering dilewatkan oleh banyak bengkel.
Jika pembentukan tang berprofil cetak merupakan sistem yang saling berhubungan antara regangan, geometri, dan gaya, maka pengaturan harus menghormati keterkaitan itu.
Anda tidak “melemparnya lalu menekannya.”
Anda menjepit. Anda mengukur. Anda memverifikasi.
Dalam urutan itu.
Sebelum Anda menjalankan material, tempatkan tang sepenuhnya di dudukan dan ukur permukaan die terhadap garis tengah ram. Bukan dengan perkiraan mata. Ukur dengan alat indikator.
Anda mencari kesejajaran dan pemusatan di sepanjang seluruh panjang kerja, bukan hanya di satu ujung. Sebuah rongga bisa saja tampak persegi di sisi kiri tetapi bergeser di sisi kanan jika dudukan atau meja memiliki kotoran, geram, atau torsi penjepitan yang tidak merata.
Baja yang bersih lebih penting di sini daripada perangkat lunak mana pun.
Jika tang tidak terpasang sepenuhnya, sudut penghentian terintegrasi Anda — yang membawa kompensasi springback — tidak berada di tempat yang Anda kira. Sekarang “overbend yang dikerjakan dengan mesin” Anda menjadi variabel yang melayang.
Dan Anda tidak akan melihatnya sampai bagian-bagian menumpuk di luar spesifikasi.
Dengan penyelarasan sudah dikonfirmasi, turunkan ram perlahan hingga menyentuh tanpa material. Verifikasi kontak yang merata di sepanjang permukaan rongga menggunakan lembar perasa atau kertas tekanan jika Anda memilikinya.
Anda tidak sedang memeriksa sudut. Anda sedang memeriksa distribusi gaya dudukan.
Kemudian masukkan material dan lakukan penekanan terkontrol untuk memastikan dudukan penuh terhadap penghentian pada tonase yang telah dihitung. Perhatikan kurva beban jika penekan Anda menampilkannya. Kenaikan yang bersih dan dataran yang stabil menunjukkan bahwa Anda sudah membatasi gaya dengan benar. Lonjakan atau kenaikan yang tidak merata bisa menandakan kontak lokal atau keterlibatan dinding yang terlalu dini.
Ingat apa yang terjadi ketika geometri memberikan dorongan balik yang lebih keras: penekan harus memiliki otoritas yang cukup untuk mentransfer sudut rongga ke bagian tersebut. Jika gaya Anda kurang, bagian akan memantul dari penghentian dan menipu Anda di meja kerja.
Angka kedalaman tidak berarti apa pun jika gaya tidak ada.
Kebanyakan bengkel mengukur sudut dan menganggapnya sudah baik.
Itu adalah cara berpikir air-bend.
Untuk tang yang dibentuk, validasi tiga hal pada artikel pertama: sudut akhir, lokasi fitur relatif terhadap garis tekuk, dan tanda kontak dinding di dalam rongga. Tanda saksi tersebut memberi tahu apakah dudukan seragam atau bias.
Jika sudutnya benar tetapi fiturnya bergeser, asumsi K Anda di bawah batasan mungkin salah — atau gesekan tidak seperti yang Anda modelkan. Jika tanda kontak berat di satu sisi, penyelarasan atau pelumasan belum stabil.
Di sinilah matematika yang dibangun ulang bertemu dengan realitas baja.
Jika Anda berhasil, Anda telah mengubah pengaturan rapuh menjadi sistem yang dapat diulang. Jika gagal, setiap siklus hanya akan menghasilkan rongsokan lebih cepat.
Dan begitu penyelarasan, gesekan, dan langkah ram sudah disiplin, muncul pertanyaan lain — apa yang terjadi ketika material itu sendiri tidak berperilaku sama dari gulungan ke gulungan?
| Langkah | Konten |
|---|---|
| Langkah 1: Menempatkan tang dan memverifikasi keselarasan die | Sebelum Anda menjalankan material apa pun, pasang tang sepenuhnya di dudukan dan ukur permukaan cetakan relatif terhadap garis tengah ram. Jangan mengira-ngira. Ukur dengan alat indikator. Anda mencari kesejajaran dan sentrisitas di sepanjang panjang kerja penuh, bukan hanya di satu ujung. Sebuah rongga bisa saja tegak di sisi kiri namun bergeser di sisi kanan jika dudukan atau tempat tidur memiliki kotoran, gerinda, atau torsi penjepit yang tidak merata. Baja yang bersih lebih penting di sini daripada perangkat lunak mana pun. Jika tang tidak terpasang sepenuhnya, sudut penghentian terintegrasi Anda — yang membawa kompensasi springback — tidak berada di tempat yang Anda kira. Sekarang “overbend yang dikerjakan dengan mesin” Anda menjadi variabel yang melayang. Dan Anda tidak akan melihatnya sampai bagian-bagian menumpuk di luar spesifikasi. |
| Langkah 2: Kalibrasi langkah ram untuk overtravel | Dengan penyelarasan sudah dikonfirmasi, turunkan ram perlahan hingga menyentuh tanpa material. Verifikasi kontak yang merata di sepanjang permukaan rongga menggunakan lembar perasa atau kertas tekanan jika Anda memilikinya. Anda tidak sedang memeriksa sudut. Anda sedang memeriksa distribusi gaya dudukan. Kemudian masukkan material dan lakukan penekanan terkontrol untuk memastikan dudukan penuh terhadap penghentian pada tonase yang telah dihitung. Perhatikan kurva beban jika penekan Anda menampilkannya. Kenaikan yang bersih dan dataran yang stabil menunjukkan bahwa Anda sudah membatasi gaya dengan benar. Lonjakan atau kenaikan yang tidak merata bisa menandakan kontak lokal atau keterlibatan dinding yang terlalu dini. Ingat apa yang terjadi ketika geometri memberikan dorongan balik yang lebih keras: penekan harus memiliki otoritas yang cukup untuk mentransfer sudut rongga ke bagian tersebut. Jika gaya Anda kurang, bagian akan memantul dari penghentian dan menipu Anda di meja kerja. Angka kedalaman tidak berarti apa pun jika gaya tidak ada. |
| Langkah 3: Validasi artikel pertama di luar pemeriksaan sudut | Kebanyakan bengkel mengukur sudut dan menganggapnya sudah baik. Itu adalah cara berpikir air-bend. Untuk tang yang dibentuk, validasi tiga hal pada artikel pertama: sudut akhir, lokasi fitur relatif terhadap garis tekuk, dan tanda kontak dinding di dalam rongga. Tanda saksi tersebut memberi tahu apakah dudukan seragam atau bias. Jika sudutnya benar tetapi fiturnya bergeser, asumsi K Anda di bawah batasan mungkin salah — atau gesekan tidak seperti yang Anda modelkan. Jika tanda kontak berat di satu sisi, penyelarasan atau pelumasan belum stabil. Di sinilah matematika yang dibangun ulang bertemu dengan realitas baja. Jika Anda berhasil, Anda telah mengubah pengaturan rapuh menjadi sistem yang dapat diulang. Jika gagal, setiap siklus hanya akan menghasilkan rongsokan lebih cepat. Dan begitu penyelarasan, gesekan, dan langkah ram sudah disiplin, muncul pertanyaan lain — apa yang terjadi ketika material itu sendiri tidak berperilaku sama dari gulungan ke gulungan? |
Kamu sudah menyetel semuanya. Menunjukkan die. Memverifikasi penyetelan. Mengunci pelumasan seolah itu adalah dimensi. Gulungan pertama berjalan sempurna.
Gulungan kedua masuk. Spesifikasi di atas kertas sama: baja tahan karat 16-gauge. Kamu mencapai batas, tonase penuh, kurva beban bersih. Namun hasilnya terbuka menjadi 62°.
Tidak ada yang bergerak pada mesin. Geometri tidak berubah. Jadi, apa yang berubah?
Ketika kamu melakukan air bending, kamu punya ruang untuk mengatur. Kedalaman mengubah sudut. Material berputar pada dua bahu. Jika ketebalan bertambah beberapa ribu inci, kamu cukup menyesuaikan ram dan lanjutkan. Pengontrol menanggung sebagian beban itu.
Perkakas molded tang tidak memberimu kemudi itu. Rongga yang menentukan sudut. Stop yang menentukan overbend. Ketika alat menjadi rumusnya, setiap perubahan pada apa yang mengisi rongga itu menjadi masalahmu.
Itulah tumit Achilles-nya.
Saya pernah melihat press brake presisi kesulitan dengan baja tahan karat yang bervariasi 0,003 inci dari tepi ke tengah. Lebih tebal di bagian tengah, lebih tipis di sisi. Tidak ada pola yang bisa dikoreksi dengan cara sederhana seperti “dua ribu berarti dua derajat.” Sepanjang garis tekukan yang sama, satu bagian kurang tekuk sementara bagian lain terlalu duduk.
Dalam air bending, ketidakkonsistenan itu sebagian rata dengan sendirinya. Lembaran bersentuhan di tiga titik. Bagian yang lebih tebal lebih menahan penetrasi, jadi kamu menyesuaikan kedalaman atau membiarkan sistem koreksi sudut mencari titik yang tepat. Tidak sempurna, tapi bisa disesuaikan.
Sekarang masukkan lembaran yang sama itu ke dalam rongga molded tang.
Kamu tidak lagi menekuk di antara titik-titik. Kamu sedang memindahkan material ke dalam volume yang terdefinisi. Jika lembaran lebih tebal 0,003 inci di bagian tengah, ia menyentuh dinding rongga lebih cepat. Tekanan kontak melonjak secara lokal. Gesekan meningkat di situ juga. Hal itu menggeser sumbu netral secara berbeda di lokasi tersebut, yang mengubah faktor K efektif sepanjang panjangnya.
Dan inilah bagian yang sering terlewat oleh banyak orang: stop tidak mengetahui hal itu. Ia hanya berkata, “Inilah sudutnya.”
Jadi bagian yang lebih tebal mungkin tidak pernah sepenuhnya duduk pada muka overbend sementara tepi yang lebih tipis melakukannya. Kamu berakhir dengan bagian yang terlihat baik di satu ujung tetapi menipu di ujung lainnya.
Fakta Lapangan: Saya pernah melihat hal ini menyebabkan $50k dibuang. Gambar kerja mensyaratkan simetri tang yang ketat. Sertifikat material menyatakan “masih dalam toleransi.” Gulungan itu legal. Bagiannya tidak.
Dengan geometri tetap, toleransi ketebalan berhenti menjadi catatan kecil pada pembelian dan berubah menjadi variabel pembentukan. Kamu ingin presisi hasil cetakan? Maka variasi ketebalan pada material masuk harus lebih ketat daripada yang pernah dibutuhkan oleh air bending. Kalau tidak, kamu akan bertarung dengan logam di dalam rongga yang tidak bisa kamu sesuaikan.
Jadi jika ketebalan adalah satu sumbu variabilitas, bagaimana dengan cara aliran logamnya?
Ambil dua potongan dari lembaran yang sama. Satu dipotong dengan garis tekuk sejajar arah gulungan, satu lagi tegak lurus. Ketebalan sama. Paduan sama. Pengaturan sama.
Yang sejajar dengan serat sering kali lebih mudah ditekuk. Yang tegak lurus lebih sulit. Itu dasar metalurgi — proses penggilingan memanjangkan butiran, dan menekuk melintasinya berarti kamu meregang melintasi lebih banyak batas butiran. Kekuatan luluh secara efektif berubah tergantung orientasi.
Dalam pembengkokan udara, Anda merasakan perbedaan itu sebagai pantulan balik. Anda mengatur kedalaman atau koreksi sudut. Selesai.
Dalam rongga tang cetakan, ceritanya berubah karena material tidak bebas menentukan radiusnya sendiri. Radius dalam sebagian besar ditentukan oleh geometri rongga. Dalam pembengkokan udara, pantulan balik sebagian besar dipengaruhi oleh radius dalam, kekuatan material, dan kedalaman penetrasi. Di sini, kedalaman penetrasi ditentukan oleh batas henti, dan radius dibatasi oleh cetakan.
Jadi ketika Anda memutar arah serat dan kekuatan luluh bergeser, resistansi material terhadap paksaan masuk ke radius tetap itu juga ikut berubah. Apa yang terjadi ketika geometri melawan lebih keras? Entah Anda tidak mencapai gaya duduk penuh — artinya tidak sepenuhnya mengikuti bentuk rongga — atau Anda mencapainya dengan tegangan lebih tinggi yang terperangkap di dalam bagian.
Saya pernah melihat perkakas tang identik bekerja dengan baja karbon rendah sepanjang minggu, lalu beralih ke baja tahan karat tanpa mempertimbangkan kembali faktor rongga. Baja tahan karat mengeras lebih cepat saat dikerjakan. Ia menginginkan radius dalam yang lebih besar — kira-kira 10–12 kali ketebalan dalam pemilihan cetakan konvensional, bukan 8. Jika rongga cetakan Anda dirancang berdasarkan aliran baja karbon rendah, baja tahan karat akan melawan untuk mengisinya atau retak di sudut.
Tidak ada rongga universal yang mengabaikan paduan dan serat. Jika Anda tidak mengompensasi geometri terlebih dahulu untuk perilaku aliran material tertentu, Anda akan kembali ke situasi mengejar-ngejar dengan penyesuaian langkah yang tidak benar-benar memperbaiki jalur regangan.
Jadi Anda mengunci ketebalan. Anda mengendalikan orientasi serat pada pola datar. Anda merancang rongga berdasarkan paduan, bukan hanya ketebalan nominal.
Sekarang anggap Anda sudah melakukan semua itu.
Apa yang terjadi setelah lima puluh ribu pukulan?
Bagian pertama dari perkakas tang cetakan baru adalah karya yang indah. Garis kontak tajam. Dudukan bersih. Sudut tepat karena permukaan rongga masih mempertahankan overbend hasil mesin — mungkin dipotong 88° sehingga bagian kembali ke 90°.
Jalankan cukup lama, terutama pada baja tahan karat berkekuatan tinggi, dan tepi rongga akan mengilap. Lalu membulat. Beberapa mikron pada awalnya. Lalu terukur.
Anda tidak akan melihatnya dengan mata. Anda akan melihatnya pada bagian hasil produksi. Mereka mulai keluar sedikit terbuka. Tidak salah besar. Hanya bergeser.
Ingat, dalam sistem ini sudutnya ada di baja cetakan. Jika permukaan overbend aus dari 88° menuju 89°, Anda baru saja mengurangi kompensasi pantulan balik bawaan. Mesin press tetap berhenti di posisi yang sama. Kurva beban tetap terlihat normal. Namun geometri telah berubah.
Itulah sisi gelap dari “alat adalah matematikanya.” Matematika bisa terkikis.
Keausan juga mengubah perilaku gesekan. Dinding yang mengilap mungkin mengurangi hambatan, memungkinkan sedikit lebih banyak tarikan sebelum duduk penuh. Hal ini kembali mengubah distribusi regangan, menggeser faktor-K efektif Anda tanpa ada yang mengubah angka di pengendali.
Pembengkokan udara cukup toleran terhadap keausan alat karena sudut berasal dari kedalaman. Pembentukan tang cetakan kurang memaafkan. Anda memerlukan interval inspeksi keausan yang terikat pada jumlah pukulan dan jenis material. Ukur sudut rongga secara berkala. Oleskan blueing pada permukaan dan periksa pola kontak. Perlakukan pengasahan ulang sebagai perubahan dimensi yang memerlukan kembali validasi pola datar, bukan hanya tugas pemeliharaan.
Jika alat yang memegang presisi, maka umur alat, pengendalian ketebalan material masuk, dan disiplin serat bukan masalah sampingan. Mereka adalah proses itu sendiri.
Dan itu memaksa pertanyaan lebih besar yang akhirnya dihadapi setiap bengkel: apakah tingkat kendali seperti ini — pada material, perkakas, dan inspeksi — sepadan dengan janji presisi tang cetakan?
Anda mengajukan pertanyaan yang tepat: apakah semua pengawasan di hulu dan pengasuhan di hilir ini sepadan?
Inilah bagian yang tidak jelas. Dalam pekerjaan molded tang, Anda bukan membeli sudut yang lebih rapat — Anda membeli hak untuk berhenti menyesuaikannya.
Dalam air bending, Anda hidup di depan layar. Bagian keluar 91° bukannya 90°? Geser kedalaman sedikit. Koil berbeda? Tambah koreksi. Anda mengemudikan trailer longgar dengan setir, mengoreksi setiap goyangan. Itu berhasil karena sudut adalah fungsi dari penetrasi dan springback. Dalam air bending, springback sebagian besar merupakan fungsi dari radius dalam, kekuatan material, dan kedalaman penetrasi. Anda mengontrol penetrasi. Jadi Anda mengontrol sudut.
Peralatan molded tang mencabut setir itu dari tangan Anda.
Rongga adalah sudutnya. Stop adalah kedalamannya. Overbend sudah dikerjakan di dalamnya. Jika alat dipotong pada 88° sehingga bagian kembali ke 90°, keputusan itu dibekukan di dalam baja. Saat berfungsi, ia bekerja tanpa perlu diawasi. Saat tidak, Anda tidak mengutak-atik — Anda mendesain ulang. Itulah pergeseran pola pikir yang sebagian besar bengkel tidak pernah sepenuhnya lakukan.
Jadi pertanyaan sebenarnya bukan “Apakah ini lebih presisi?” melainkan “Apakah saya ingin presisi direkayasa ke dalam baja alih-alih diatur pada pukul 10:37 pagi oleh siapa pun yang sedang bertugas?”
Mengejar sudut itu reaktif. Merancang tekukan itu proaktif.
Ketika Anda mengejar, Anda merespons apa yang keluar dari brake lima menit lalu. Saat Anda merancang, Anda memutuskan — bahkan sebelum alat dipotong — apa yang akan dilakukan sumbu netral, di mana material akan menipis, bagaimana arah serat bereaksi di dalam radius tetap. Itu berarti K-factor Anda bukan lagi angka buku panduan. Ia menjadi konstanta spesifik-geometri yang terikat pada rongga itu.
Dan di situlah sebagian besar bengkel tersandung.
Mereka memotong alat molded tang berdasarkan ketebalan nominal dan K-factor “tipikal”, lalu berharap pengendali bisa memperbaiki apa pun yang meleset. Tidak bisa. Saya telah melihat ini membuang habis produksi $50k. Begitu rongga salah, setiap pukulan akan salah secara konsisten. Salah dengan indah.
Realita: jika pembuat alat Anda melewatkan verifikasi diameter pemotong sebelum menyelesaikan rongga, atau toleransi penggilingan melenceng dari presisi tinggi sejati menjadi “cukup dekat”, Anda sudah memanggang kesalahan ke dalam satu-satunya hal yang menentukan sudut. Anda tidak akan bisa menyetelnya nanti. Alat tidak peduli apa kata pengendali.
Jadi merancang tekukan berarti menarik kendali material, toleransi pembuatan alat, dan perhitungan pola datar ke dalam ruangan yang sama sebelum baja dipotong. Itu lebih lambat di awal. Itu kejam. Dan itu memaksa pertanyaan lain — kapan rasa sakit itu layak?
Ini tes yang saya berikan ke pelanggan.
Pertama: volume. Jika Anda hanya memproduksi beberapa ratus bagian per tahun, peralatan molded tang seperti membeli mesin balap untuk mobil pengantar. Anda tidak akan bisa mengamortisasi disiplin yang dibutuhkannya.
Kedua: tumpukan toleransi. Jika sudut tang mengatur celah las di proses selanjutnya, kompresi seal, atau jendela perakitan robot, dan Anda saat ini menghabiskan tenaga untuk mengutak-atik sudut dan menyortir bagian, maka geometri tetap mulai masuk akal. Anda tidak membayar untuk sudut. Anda membayar untuk menghilangkan tenaga penyesuaian dan pergeseran variasi.
Ketiga: stabilitas desain. Hard tooling unggul saat gambar sudah final. Jika teknik masih “mencari sudut yang tepat”, molded tang adalah medan perang yang salah. Perubahan setelahnya tidak berarti program baru. Itu berarti baja baru.
Ada satu lapisan lagi yang sering dilewatkan: kematangan rantai pasokan. Jika Anda tidak bisa menjamin rentang ketebalan yang lebih ketat daripada yang ditoleransi air bending, jika Anda tidak bisa mengunci arah serat pada lembaran, jika vendor alat Anda tidak bisa mempertahankan kelas penggilingan yang Anda tentukan, maka alat tersebut sebenarnya tidak benar-benar “memiliki” akurasi. Variabilitas hanya berpindah ke tempat yang tidak terlihat.
Jadi apakah bebannya layak? Hanya ketika proses di sekitar alat cukup matang sehingga geometri benar-benar bisa menjalankan fungsinya.
Itu membawa ke hasilnya — apa yang terjadi saat memang demikian?
Ketika permesinan cetakan tang dilakukan dengan benar, sesuatu yang menarik terjadi.
Mesin press brake Anda berhenti menjadi stasiun penyetelan dan berubah menjadi mesin replikasi.
Alih-alih program dengan koreksi sudut untuk setiap lot material, Anda membangun perpustakaan set alat yang terhubung dengan paduan tertentu, rentang ketebalan, dan orientasi serat. Alat A dengan Material X pada 0,125 inci dan serat sejajar. Alat B untuk varian baja tahan karat. Masing-masing divalidasi, didokumentasikan, dikunci.
Sekarang faktor K Anda tidak lagi teoretis. Faktor itu empiris dan dibekukan pada rongga tersebut. Springback Anda bukanlah penyesuaian; itu adalah overbend yang dikerjakan dengan mesin. Operator Anda tidak lagi kebingungan — dia memuat komponen ke dalam dudukan yang dikerjakan dengan mesin yang menentukan hasilnya.
Itulah sudut pandang baru yang ingin saya tekankan: presisi molded tang bukan tentang menekan angka lebih ketat dari pola pikir yang sama. Ini tentang memindahkan presisi ke hulu, ke desain dan permesinan, sehingga pekerjaan mesin menjadi sangat konsisten hingga terasa membosankan.
Air bending mengajarkan Anda untuk berpikir dalam koreksi.
Pembentukan molded tang memaksa Anda untuk berpikir dalam komitmen.
Dan ketika Anda menerima bahwa komitmen itu hidup di baja, bukan di layar, pertanyaan bergeser dari “Bisakah saya mengubah ini?” menjadi “Apakah saya merancang ini dengan benar?”


















