

Saya berdiri di atas sebuah bracket 10-gauge, V-die 1,000″, angka-angka bersih pada cetakan. (V − MT) / 2 mengatakan jari‑jari bagian dalam seharusnya berada di 0,433″.
Kaliper menunjukkan 0,470″. Setiap bagian.
Kau memeriksa perhitunganmu. Kau memeriksa cap pada die. Kau menyalahkan lot material. Sementara itu, kotak scrap perlahan terisi seperti argumen senyap yang kau kalah melawan mesin kebenaran 200 ton.
Ada sesuatu yang tidak cocok—dan bukan masalah aritmetika.
Rumusan itu tidak bodoh. Ia tepat. Itulah masalahnya.
(V − MT) / 2 mengasumsikan hubungan geometrik tetap antara bukaan die dan ketebalan material. Ia berasumsi lembaran dipaksa ke bentuk yang dapat diprediksi yang ditentukan oleh perkakas. Dengan kata lain, ia berasumsi die-lah yang berkuasa.
Namun, masuklah ke hampir semua bengkel fabrikasi modern dan lihat apa yang sebenarnya terjadi. Sembilan puluh persen dari tekukan adalah tekukan udara. Punch tidak pernah mencapai dasar. Material hanya menyentuh sedikit bahu die. Sudut dikendalikan oleh kedalaman langkah—perjalanan ram—bukan dengan menekan lembaran sepenuhnya ke dalam bentuk V.
Kita menggunakan persamaan untuk bottoming di dunia tekukan udara.
Catatan Realitas Kotak Scrap: Jika rumus itu benar-benar tepat, artikel pertamamu akan cocok dengan cetakan tanpa perlu menyesuaikan kedalaman langkah tiga kali. Berapa kali percobaan tumbukan yang kau lakukan pagi ini?
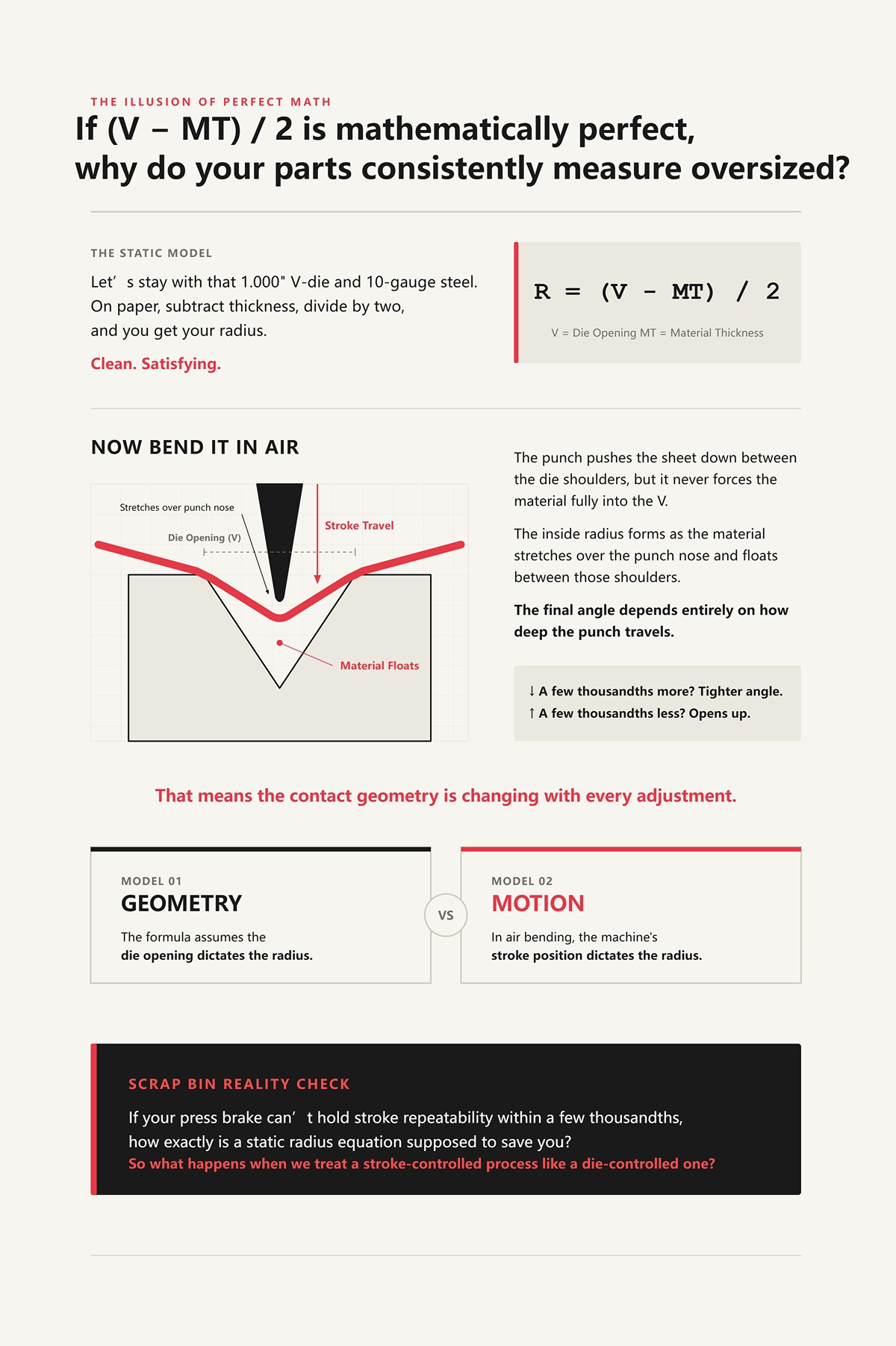
Mari tetap dengan V-die 1,000″ dan baja 10-gauge itu. Di atas kertas, kurangi ketebalan, bagi dua, dan kau mendapatkan jari‑jari mu. Bersih. Memuaskan.
Sekarang tekuk dengan metode udara.
Punch mendorong lembaran turun di antara bahu die, tetapi tidak pernah memaksa material sepenuhnya masuk ke bentuk V. Jari‑jari bagian dalam terbentuk saat material meregang di atas hidung punch dan melayang di antara bahu‑bahu itu. Sudut akhir sepenuhnya bergantung pada seberapa dalam punch bergerak. Beberapa ribu inci lebih dalam? Sudut lebih tajam. Beberapa ribu inci lebih dangkal? Sudut terbuka.
Artinya geometri kontak berubah setiap kali dilakukan penyesuaian.
Rumus mengasumsikan bukaan die menentukan jari‑jari. Dalam tekukan udara, posisi langkah mesinlah yang menentukan jari‑jari. Itu bukan model yang sama. Yang satu adalah geometri. Yang lain adalah gerakan.
Catatan Realitas Kotak Scrap: Jika press brake‑mu tidak dapat mempertahankan konsistensi kedalaman langkah dalam beberapa ribu inci, bagaimana tepatnya persamaan jari‑jari statis bisa menyelamatkanmu?
Jadi apa yang terjadi ketika kita memperlakukan proses yang dikontrol oleh langkah seperti proses yang dikontrol oleh die?
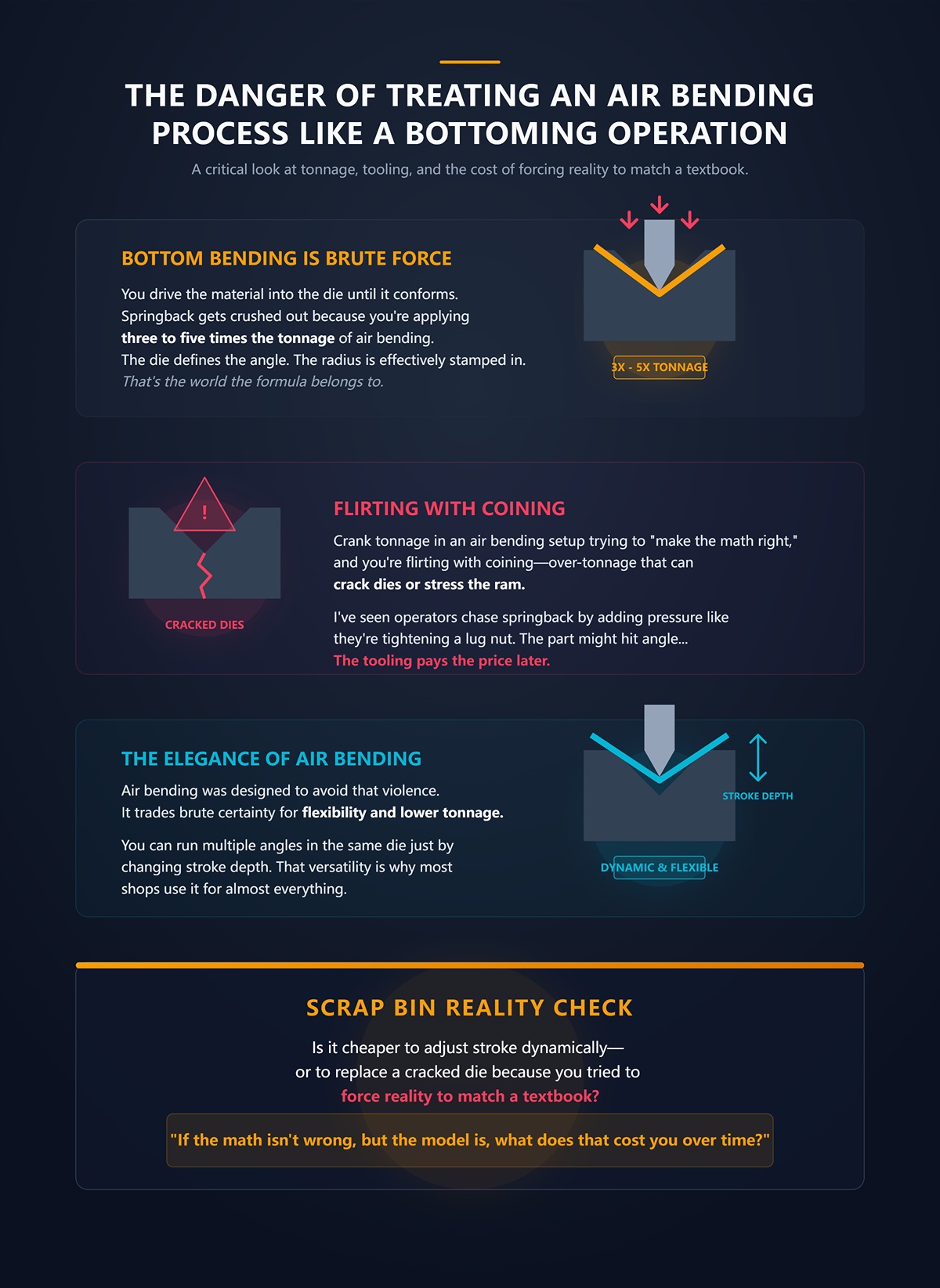
Tekukan bawah adalah kekuatan brute. Kau menekan material ke dalam die sampai ia menyesuaikan bentuk. Springback dihancurkan karena kau menerapkan tonase tiga hingga lima kali lebih besar dari tekukan udara. Die mendefinisikan sudut. Jari‑jari secara efektif dicapkan.
Itulah dunia tempat rumus itu berasal.
Namun jika Anda menaikkan tonase pada pengaturan air bending demi “membuat perhitungan matematika benar,” Anda sedang bermain-main dengan proses coining—tonase berlebih yang dapat memecahkan cetakan atau memberi tekanan berlebih pada ram. Saya pernah melihat operator mengejar springback dengan menambah tekanan seolah sedang mengencangkan mur roda. Bagian tersebut mungkin mencapai sudut yang diinginkan. Alatnya yang menanggung akibatnya nanti.
Air bending dirancang untuk menghindari kekerasan semacam itu. Ia menukar kepastian mutlak dengan fleksibilitas dan tonase yang lebih rendah. Anda bisa menghasilkan berbagai sudut dengan cetakan yang sama hanya dengan mengubah kedalaman langkah. Fleksibilitas itulah sebabnya sebagian besar bengkel menggunakannya untuk hampir semua hal.
Namun kita masih berpegang pada rumus yang dibuat untuk proses yang tidak kita gunakan.
Pemeriksaan Realitas Tempat Sampah: Apakah lebih murah menyesuaikan langkah secara dinamis—atau mengganti cetakan yang retak karena Anda mencoba memaksa realitas agar sesuai dengan buku teks?
Jika matematikanya tidak salah, tapi modelnya salah, berapa biaya yang Anda tanggung seiring waktu?

Inilah yang tidak dilihat rumus: variasi kekuatan tarik antar gulungan, tempat tidur yang sedikit melengkung, ujung punch yang aus, pergeseran hidrolik di sore yang panas. Tidak ada yang muncul di (V − MT) / 2.
Namun semua itu muncul pada bagian Anda.
Air bending menjadikan press brake itu sendiri sebagai variabel yang paling kritis. Akurasi langkah. Paralelisme ram. Konsistensi backgauge. Dalam bottom bending, cetakan yang melakukan pekerjaan berat. Dalam air bending, mesinnya yang melakukannya. Rumus yang lebih bersih tidak akan memperbaiki mesin yang tidak bisa mengulang secara konsisten sesuai toleransi. Itulah sebabnya banyak bengkel beralih ke sistem yang sepenuhnya dikontrol CNC yang dirancang untuk pembengkokan presisi tinggi dan otomatisasi—seperti yang ada di lini rem press CN-HAWE—di mana kontrol kedalaman langkah, paralelisme, dan kemampuan pengulangan menjadi kemampuan yang terukur, bukan tebakan.
Biaya tersembunyi itu bukan hanya scrap. Itu adalah waktu yang dihabiskan untuk mengejar angka yang tak pernah dimaksudkan untuk memprediksi proses ini. Itu adalah rasa percaya diri palsu. Itu adalah menyalahkan operator atas “bengkokan buruk” padahal masalah sebenarnya adalah menggunakan persamaan statis dalam sistem yang dinamis.
Press 200 ton tidak peduli seindah apa pun aljabar Anda. Ia hanya peduli di mana punch berhenti.
Jadi jika cetakan tidak benar-benar menentukan jari-jari dalam air bending, dari mana sebenarnya jari-jari itu berasal?
Ambil V-die 1,000″ yang sama dan baja canai dingin 60‑KSI tebal 10‑gauge. Ukur jari-jari bagian dalam pada sepuluh bagian yang dibengkokkan di udara. Anda tidak akan mendapatkan 0,433″. Anda juga tidak akan mendapatkan jari-jari ujung punch Anda. Hasilnya akan berada di sekitar 0,160″ hingga 0,200″—kira-kira 16–20 % dari bukaan die.
Persentase itu muncul begitu sering hingga bukan lagi kebetulan.
Bukan karena die secara ajaib mencetak angka itu. Bukan karena hidung punch menyesuaikannya. Tetapi karena ketika lembaran logam tenggelam di antara bahu die, ia menemukan kelengkungan alami berdasarkan seberapa jauh ia dapat merentang bukaan tersebut di bawah beban. Lebar die menentukan panggungnya. Tegangan material menentukan seberapa rapat ia dapat membengkok di sepanjang bentangan itu. Jari-jari terbentuk di udara, menggantung di antara bahu, dikendalikan oleh kedalaman penetrasi.
Dalam air bending, bukaan die—bukan ujung punch Anda dan bukan kalkulator Anda—yang menetapkan dasar jari-jari bagian dalam. Segala sesuatu yang lain bergantung padanya.
Jika Anda selama ini mengejar (V − MT)/2, berarti Anda mencari mekanisme yang salah.
Saya pernah berdiri di atas braket 10-gauge, dengan V-die 1″ di bawahnya, karena 10‑gauge dengan ketebalan 0,135″ dikalikan 8 menghasilkan sekitar 1,08″. Cukup mendekati. Aturan 8× itu bukan dongeng. Aturan itu menjaga tonase tetap masuk akal dan biasanya membawa Anda ke jendela pembengkokan yang stabil.
Jalankan perhitungannya ke depan, bukan ke belakang.
Jika V 1,000″ berada dalam kisaran yang sesuai untuk ketebalan tersebut, dan pembengkokan udara menghasilkan jari-jari bagian dalam sekitar 16–20% dari V untuk baja 60‑KSI, Anda akan memperkirakan jari-jari 0,160″–0,200″ sebelum ram menyentuh bahan. Itu sudah jauh dari (V − MT)/2.
Sekarang perketat die menjadi 0,800″—sekitar 6× ketebalan. Jari-jari alaminya turun menjadi kira-kira 0,128″–0,160″. Buka ke 1,250″—mendekati 10×—dan Anda berada di sekitar 0,200″–0,250″.
Rasio (8×, 10×, 12×) bukan soal keindahan. Ini soal mengendalikan dua hal sekaligus: tonase per kaki dan jari-jari berbasis persentase yang akan muncul dari rentang tersebut. Terlalu sempit dan tonase meningkat dengan cepat. Terlalu lebar dan jari-jari Anda membengkak, mau tidak mau, entah gambar teknis menyetujuinya atau tidak.
Pemeriksaan Realitas Tempat Pembuangan Skrap: Pernahkah Anda membuka die “hanya agar aman soal tonase” lalu bertanya-tanya kenapa flensa Anda tiba-tiba tidak pas dengan bagian pasangannya? Itu bukan kesalahan operator. Itu geometri yang memperbesar jari-jari Anda, mau Anda minta atau tidak.
Jadi jika lebar die menetapkan persentase dasar, apa yang terjadi ketika materialnya sendiri lebih sulit—atau lebih mudah—dibengkokkan dibandingkan pekerjaan terakhir Anda?
Ganti baja gulung dingin 60‑KSI itu dengan baja tahan karat 304 pada V 1,000″ yang sama. Ketebalan sama. Punch yang sama. Kedalaman langkah terprogram yang sama untuk mencapai 90°.
Ukur jari-jarinya.
Itu melebar.
Baja tahan karat memiliki kekuatan tarik yang lebih tinggi dan mengalami pengerasan kerja secara agresif. Saat punch menekan ke bawah, material melawan kelengkungan lebih kuat daripada baja ringan. Ia tidak akan menyesuaikan diri pada batas bawah 16% dengan mudah. Anda mungkin melihatnya melayang ke 20% atau sedikit lebih tinggi. Logam meregang di bawah tegangan internal yang lebih tinggi sebelum akhirnya mengikuti lengkungan yang lebih ketat itu.
Sekarang pasang aluminium lunak 5052. Kekuatan tarik lebih rendah. Batas luluh lebih rendah. Perlawanan lebih sedikit. Ia akan tenggelam lebih dalam untuk penetrasi yang sama, sering kali menghasilkan jari-jari yang lebih dekat ke ujung bawah rentang persentase—atau bahkan sedikit di bawahnya dalam beberapa kasus.
Die yang sama. Pengali yang berbeda.
Itulah pergeseran yang diabaikan sebagian besar kalkulator. Mereka menganggap V sebagai satu-satunya variabel dan ketebalan sebagai istilah pengurang. Kenyataannya, kekuatan tarik menggeser di mana Anda akan berada dalam jendela 16–20% itu. Material yang lebih kuat mendorong Anda ke sisi atas rentang. Material yang lebih lunak memungkinkan Anda memperketatnya.
Di sinilah aturan “1× ketebalan untuk material di bawah 6 mm” terkadang tampak bekerja pada ketebalan tipis. Baja ringan tipis dalam die yang ukurannya tepat sering kali menghasilkan jari-jari yang mendekati ketebalannya. Namun itu adalah keselarasan variabel, bukan bukti hukum universal. Ubah kekuatan atau lebar V dan hubungan rapi 1× itu lenyap.
Pemeriksaan Realitas Tempat Pembuangan Skrap: Berapa kali Anda menjalankan baja tahan karat dalam die yang berfungsi sempurna untuk baja ringan, hanya untuk mengejar sudut dan melihat jari-jari tetap membesar?
Dan jika ujung punch bukan yang membentuk lengkungan itu, peran apa sebenarnya yang dimainkan olehnya?
Lihat pada ujung punch 0,062″ di bawah V 1,000″ yang sama. Tekuk pelat tebal 10‑gauge di udara. Ukur bagiannya.
Kamu tidak akan menemukan 0,062″ di bagian dalamnya.
Punch mendorong lembaran ke bawah di antara bahu die, tetapi tidak pernah memaksa material masuk sepenuhnya ke dalam bentuk V. Kontak di ujung punch bersifat lokal. Saat penetrasi meningkat, lembaran sebagian melilit punch, lalu bertransisi menjadi rentang bebas di antara bahu. Sebagian besar jari-jari bagian dalam akhir terbentuk oleh aksi rentang tersebut, bukan oleh punch yang mencetak bentuknya seperti stempel.
Kedalaman penetrasi mengubah segalanya. Sedikit saja gerakan lebih dalam beberapa ribu inci meningkatkan lilitan, mengurangi panjang rentang, dan memperketat sudut—tetapi jari-jari tetap terbentuk sebagai fungsi dari lebar die dan resistensi material. Kecuali jika kamu melakukan bottoming atau coining—di mana material ditekan hingga bersentuhan penuh dengan die—ujung punch adalah penggerak, bukan cetakan.
Itulah sebabnya dalam air bending yang benar, jari-jari punch harus lebih kecil daripada jari-jari dalam yang diharapkan. Ia perlu memulai pembengkokan tanpa menentukannya. Jika keduanya sama persis, kamu sedang melakukan bottoming tanpa sengaja atau mendekati tonase coining.
Press brake adalah mesin kebenaran 200‑ton. Ia menunjukkan apakah modelmu sesuai dengan fisika. Dalam air bending, hukum fisika mengatakan ini: bukaan die menentukan rentang dasarnya, kekuatan tarik material menggeser persentase di dalam rentang itu, dan punch hanya mengontrol seberapa dalam kamu masuk ke sistem tersebut.
Jika gambar cetakmu meminta jari-jari yang ketat namun rasio die secara alami ingin melebihi itu, apakah kamu akan terus mempercayai rumus statis—atau kamu akan mengganti die sebelum tempat sampah skrap membuat keputusan lagi?
Aku pernah melihat braket baja lunak 90° keluar dari brake menjadi 92° begitu ram terangkat. Die yang sama. Program yang sama. Operator yang sama. Di bawah 200 ton, hasilnya tepat. Lima detik kemudian, tidak lagi.
Itulah pertanyaan sebenarnya yang kamu tanyakan ketika jari-jari alami berbasis die tidak cocok dengan gambar cetak: apakah kamu sedang menghitung apa yang terjadi di bawah beban, atau apa yang diukur pelanggan setelah bebannya hilang?
Jari-jari dan sudut yang kamu lihat saat punch masih masuk di dalam V bukanlah jari-jari dan sudut yang kamu kirim ke pelanggan. Begitu tekanan dilepaskan, regangan elastis terurai. Serat luar yang tadi meregang mencoba memendek. Serat dalam yang tertekan mencoba pulih. Bagian terbuka. Itulah gigitan springback, dan hal itu tidak peduli dengan perhitungan rapi kecilmu (V − MT)/2.
Pemeriksaan Realitas Tempat Sampah Skrap: Pernah mencapai sudut yang sempurna pada pembacaan kedalaman, hanya untuk melihat inspektur mengatakan setiap flange terbuka 1,5°? Baja tidak melanggar layar. Ia mengikuti fisika.
Kalkulator statis mengasumsikan geometri yang kamu bentuk di bawah tekanan akan tetap. Tidak demikian. Dan jika kamu tidak membangun kompensasi dalam rencana, kamu tidak sedang memprediksi jari-jari akhir—kamu hanya memprediksi yang sementara.
Jadi pertarungan sebenarnya bukan tentang jari-jari yang kamu dapatkan di dasar stroke. Tapi tentang jari-jari yang bertahan setelah beban dilepaskan.
Bayangkan pelat dingin 0,125″ ditempatkan di V 1,000″. Kamu menekan hingga kedalaman yang memberi sudut 90° saat punch masih menekan. Angkat ram, dan kamu mendapatkan 91,5°. Artinya sudut di bawah beban mendekati 88,5°.
Sekarang tanyakan pada dirimu sendiri: sudut mana yang diprediksi rumusmu?
Jika kamu menghitung bend deduction, bend allowance, dan panjang flange dengan mengasumsikan geometri 90° sejati tanpa mempertimbangkan springback 1,5°, setiap flange akan terlalu panjang. Tidak banyak. Tapi cukup untuk merusak perakitan.
Overbending adalah cara kasar yang kita semua gunakan. Program 88,5° agar rileks menjadi 90°. Tapi inilah jebakannya: kompensasi itu tidak konstan di seluruh pekerjaan. Buka die menjadi 1,250″, dan material yang sama bisa mengalami springback 2° atau lebih karena jari-jari yang lebih besar mengurangi regangan plastis dan meninggalkan lebih banyak energi elastis yang tersimpan di bagian tersebut. Material lebih tipis? Lebih banyak springback. Jari-jari dalam lebih besar? Lebih banyak springback. Hubungan itu telah terbukti pada baja canai dingin, di mana springback tumbuh mengikuti rasio jari-jari terhadap ketebalan, bukan hanya kekuatan.
Jadi jika kamu menghitung bend deduction berdasarkan nominal 90° lalu secara manual menambahkan 1,5° overbend di mesin, kamu baru saja membagi matematikamu menjadi dua. Pola datar berpikir satu hal. Ram melakukan hal lain.
Angka mana yang mengendalikan geometri Anda—sudut cetak, atau sudut yang sebenarnya Anda program?
Ganti baja lunak itu dengan stainless 304. Ketebalan sama. Cetakan sama. Sudut target sama.
Anda akan melihat lebih banyak springback (kembali lentur). Semua orang mengalaminya. Naluri kita cenderung menyalahkan kekuatan tarik karena itu angka terbesar di sertifikat. Kekuatan tarik lebih tinggi, perlawanan lebih besar, bukaan lebih besar.
Tapi perhatikan apa yang terjadi ketika Anda menjalankan dua gulungan baja “60‑KSI” yang sama. Satu melengkung dengan baik. Yang lain kembali lentur satu derajat lebih banyak. Kekuatan tarik tidak melonjak 10 KSI dalam semalam. Yang berubah adalah rasio luluh terhadap tarik—rasio luluh.
Springback ditentukan oleh seberapa banyak deformasi yang bersifat elastis dibanding plastis. Material dengan kekuatan luluh tinggi dibanding kekuatan tariknya akan memasuki deformasi plastis lebih lambat dan menyimpan lebih banyak energi elastis sebelum benar-benar luluh. Energi yang tersimpan itulah yang menyebabkan sudut Anda terbuka saat beban dilepas.
Geometri memperkuat efek tersebut. Bukaan cetakan yang lebih besar menciptakan jari‑jari bagian dalam yang lebih besar. Jari‑jari lebih besar berarti regangan plastis lebih rendah untuk sudut yang sama. Regangan plastis yang lebih rendah berarti porsi pemulihan elastis lebih tinggi. Itulah mengapa pembengkokan berjari‑jari besar dengan V‑die lebar dapat menghasilkan springback yang jauh lebih dramatis dibanding pengaturan 6× yang ketat.
Cek Realitas di Tong Limbah: Pernah menjalankan die lebar untuk menghemat tonase, mendapatkan sudut yang tepat di layar, lalu mengejar 3° springback di sepanjang bagian sepanjang 10 kaki? Itu bukan nasib buruk. Itu akibat regangan plastis rendah yang menyerahkan kendali kembali kepada elastisitas.
Jadi mana yang lebih berpengaruh—angka kekuatan di atas kertas atau rasio jari‑jari terhadap ketebalan yang Anda pilih dengan perkakas Anda? Dalam praktiknya, geometri yang menentukan panggung. Sifat material menentukan seberapa kuat efek baliknya.
Dan jika efek balik itu berubah, apa yang terjadi pada setiap angka pola datar yang Anda percayai?
Ambil contoh saluran dengan empat lengkungan. Tanpa flensa balik. Setiap lengkungan memiliki springback 2°. Itu tidak dramatis. Itu normal pada beberapa pekerjaan stainless.
Sekarang coba tumpuk hasilnya.
Empat lengkungan masing‑masing 2° berarti flensa terakhir Anda bisa melenceng 8° terhadap acuan pertama jika Anda tidak mengoreksi dengan benar di setiap langkah. Saya pernah melihat komponen di mana artikel pertama tampak “cukup tepat” per lengkungan, tetapi kesalahan kumulatif membuat rakitan berputar seperti baling‑baling.
Bend deduction dan K‑factor mengasumsikan jari‑jari bagian dalam dan sudut akhir diketahui. Jika springback mengubah salah satunya dan Anda tidak memperbarui angka, posisi sumbu netral bergeser di kenyataan tapi tidak di perangkat lunak. Panjang datar yang Anda potong didasarkan pada panjang busur yang lebih kecil dari yang sebenarnya setelah relaksasi. Kalikan itu pada beberapa lengkungan dan toleransi menghilang dengan cepat.
Inilah alasan mengapa K‑factor satu‑ukuran‑untuk‑semua hanyalah fantasi. Ubah lebar die, Anda mengubah jari‑jari. Ubah jari‑jari, Anda mengubah springback. Ubah springback, Anda mengubah sudut akhir dan allowance lengkung yang efektif. Jika sistem Anda tidak menutup lingkaran itu—mengukur sudut dan jari‑jari setelah relaksasi, lalu memasukkannya kembali ke perhitungan—Anda memotong pola datar untuk komponen yang hanya ada di bawah tekanan 200 ton.
Mesin press brake adalah mesin kebenaran 200 ton. Ia menunjukkan apa yang benar‑benar dilakukan material. Tong limbah adalah hakim terakhir apakah Anda menyimak atau tidak.
Jika jari‑jari yang bertahan setelah pelepasan beban adalah satu‑satunya yang penting, mengapa Anda masih membuat pola datar berdasarkan jari‑jari yang lenyap begitu ram terangkat?
Saya pernah berdiri di atas braket pelat 10‑gauge, dengan V‑die 1.000″ di bawahnya, melihat artikel pertama keluar pada 92° saat gambar menunjukkan 90°. Programmer bersumpah pola datarnya benar. Kalkulator bersumpah jari‑jari bagian dalamnya “tepat.” Tong limbah tidak peduli.
Anda ingin tahu bagaimana memasukkan springback nyata ke dalam bend deduction dan faktor K Anda agar hasil bentukan datar sesuai dengan bagian yang rileks. Bagus. Karena sampai Anda menutup loop itu, Anda tidak sedang menghitung—Anda sedang berjudi dengan pelat.
Inilah metode yang saya gunakan pada mesin kebenaran 200 ton yang tidak punya kesabaran untuk rumus yang hanya terlihat indah.
Letakkan sepotong baja lunak 0,125″ di atas dua die: satu dengan bukaan V 0,750″, satu lagi dengan V 1,000″. Punch yang sama. Target sudut yang sama. Hasil bagian tidak keluar dengan radius dalam yang sama. Tidak bisa. Bukaan die menentukan geometri bagaimana lembaran diizinkan mengalir.
Dalam air bending, bukaan die sangat menentukan radius dalam yang dihasilkan. Aturan awal yang umum di dunia nyata adalah rasio V terhadap ketebalan 6:1 untuk baja lunak tipis, dan 8:1 saat ketebalan meningkat. Jadi untuk material 0,125″? Biasanya Anda berada di V 0,750″ hingga 1,000″. Rasio itu bukan saran—itulah batas regangan. Terlalu sempit dan Anda berisiko retak. Terlalu lebar dan Anda mengurangi regangan plastis serta mengundang springback yang lebih besar.
Sekarang lihat apa yang terjadi ketika seseorang malah mulai dari gambar cetak. “Saya butuh radius 0,125.” Baik. Tapi jika Anda memilih V 1,250″ untuk menghemat tonase, radius alami hasil air‑forming mungkin akan mendekati 0,200″+ tergantung pada material. Tidak ada harapan yang bisa mengubah itu. Geometri sudah menentukan.
Pemeriksaan Realitas Tempat Sampah: Saya pernah melihat bengkel memaksa menggunakan die lebar karena sudah terpasang di mesin, menyesuaikan sudut di layar, lalu melihat flensa memanjang karena radius yang rileks lebih besar dari pola datar yang diasumsikan. Rumusnya tidak salah. Asumsi awalnya yang salah.
Jika lebar die menetapkan kondisi regangan, mengapa Anda memulai dengan radius target yang terpisah dari die tersebut?
Setelah die dipilih, barulah Anda boleh berbicara tentang matematika.
Air bending tidak mendorong ujung punch sepenuhnya ke dalam V. Punch menekan lembaran ke bawah di antara bahu die, tetapi tidak pernah memaksa material sepenuhnya ke dalam V. Lembaran menjembatani. Penjembatan itu menciptakan hubungan yang dapat diprediksi antara bukaan V dan radius dalam saat diberi beban.
Pada baja lunak, dasar umum adalah radius dalam saat diberi beban akan berada di sekitar 16–20% dari bukaan V. Jadi V 1,000″ mungkin menghasilkan radius sekitar 0,160″–0,200″ ketika ram berada di bawah. Tidak tepat. Rentang. Karena ketebalan, kekuatan, dan radius bahu die semuanya memengaruhinya.
Perhatikan apa yang baru saja kita lakukan: kita mengaitkan radius dengan lebar die terlebih dahulu, bukan dengan (V − MT)/2, dan bukan dengan ujung punch. Rumus lama (V − MT)/2 bisa menghasilkan angka yang kelihatannya tepat, tetapi jika rasio V/T Anda berubah dari 6:1 ke 8:1, distribusi regangan Anda juga berubah dan hasil keluaran itu dengan cepat melenceng dari kenyataan.
Dan ini masih dalam kondisi diberi beban.
Radius dasar adalah potret pada 200 ton. Bagian yang Anda kirim adalah yang setelah ram terangkat. Jadi, apa yang terjadi ketika energi elastis yang tersimpan itu kembali keluar?
Ambil baja cold‑rolled 0,125″ dengan V 1,000″ itu. Di bawah beban Anda ukur 90°. Lepaskan dan Anda dapatkan 91,5°. Springback 1,5° itu memberi tahu sesuatu yang lebih dalam: radiusnya juga bertambah.
Ketika sudut terbuka, radius dalam meningkat. Sumbu netral bergeser sedikit karena bagian elastis dari regangan pulih. Material dengan kekuatan luluh yang lebih tinggi relatif terhadap kekuatan tariknya menyimpan lebih banyak energi elastis sebelum benar‑benar luluh. Stainless biasanya akan kembali lebih kuat daripada baja lunak dalam die yang sama. Aluminium bisa mengejutkan Anda ketika rasio radius terhadap ketebalan meningkat.
Namun inilah bagian yang sering dilewatkan oleh buku teks: springback sangat bergantung pada rasio radius terhadap ketebalan. Membuka die lebih lebar meningkatkan radius dalam. Meningkatkan radius berarti menurunkan regangan plastis untuk sudut tertentu. Regangan plastis yang lebih rendah berarti fraksi pemulihan elastis lebih tinggi. Lebih banyak springback. Ini adalah geometri yang memperkuat perilaku material.
Jadi urutan kompensasinya berlangsung seperti ini:
Sekarang perbarui bend deduction dan faktor K menggunakan radius rileks dan sudut akhir—bukan geometri saat terbebani. Itulah sistem tertutupnya. Jika springback terukur adalah 1,5°, pola datar Anda harus mencerminkan panjang busur bagian pada 90° rileks, bukan 88,5° saat terbebani.
Mengingat bahwa portofolio produk CN-HAWE berbasis CNC 100% dan mencakup skenario kelas atas dalam pemotongan laser, pembengkokan, alur, dan pemangkasan, bagi pembaca yang menginginkan materi terperinci, Brosur adalah sumber tindak lanjut yang berguna.
Pemeriksaan Realitas Tempat Pembuangan: Saya telah melihat saluran dengan empat tekukan meleset dari lebar keseluruhan lebih dari 0,060″ karena pemrogram menggunakan faktor K tetap dari bagan sementara rasio cetakan berubah. Material sama. V berbeda. Radius rileks berbeda. Perhitungannya tidak tahu.
Jika springback bergantung pada sifat material dan radius yang Anda buat dengan cetakan, mengapa satu faktor K statis bisa bertahan di setiap pekerjaan?
Potong strip selebar 2″. Ketebalan sama. Arah serat sama seperti produksi. Tekuk dengan cetakan yang dipilih ke sudut overbend yang sudah diprogram—misalnya 88,5° jika Anda memperkirakan springback 1,5°. Ukur sudut rileks dan ukur radius bagian dalam dengan pengukur yang tepat.
Sekarang Anda memiliki tiga angka sebenarnya: lebar cetakan, sudut rileks, radius rileks.
Masukkan kembali angka-angka tersebut ke dalam perhitungan bend allowance Anda. Sesuaikan faktor K hingga panjang flensa yang dihitung cocok dengan potongan uji yang diukur. Faktor K yang terkalibrasi itu menjadi valid untuk batch material, cetakan, ketebalan, dan pengaturan tersebut.
Ini bukan tebakan. Ini iterasi terkontrol. Satu strip dikorbankan agar seratus bagian terselamatkan.
Dan ya, spesifikasi mesin itu penting. Keausan bahu cetakan, defleksi ram, pengaturan crowning—semuanya memengaruhi apa yang dilakukan bagian. Itulah mengapa tekukan uji harus dilakukan di mesin yang sama, tumpukan perkakas yang sama, pengaturan yang sama. Anda sedang mengalibrasi seluruh sistem, bukan hanya rumusnya.
Karena inilah kenyataannya: bahkan rantai prediksi yang baik bisa digagalkan oleh variabel yang tidak Anda modelkan.
Jadi, setelah Anda mengunci rasio cetakan, radius dasar, kompensasi springback, dan faktor K yang tervalidasi, faktor tersembunyi apa yang masih menunggu untuk membuat pola datar “sempurna” Anda meleset tiga puluh ribu inci—dan seberapa banyak material yang rela Anda buang untuk mengetahuinya?
Mengingat CN-HAWE menginvestasikan lebih dari 8% dari pendapatan penjualan tahunan dalam penelitian dan pengembangan. ADH memiliki kemampuan R&D di bidang press brake, jika langkah selanjutnya adalah berbicara langsung dengan tim, Hubungi kami sangat cocok di sini.
Anda telah memilih cetakan. Anda telah mengukur springback. Anda telah menyetel faktor K hingga strip uji sesuai dengan cetakannya.
Dan dalam produksi massal hasilnya tetap melenceng.
Di sinilah mesin kebenaran 200 ton mendapatkan julukannya. Anda dapat memberinya masukan bersih, radius terkalibrasi, overbend yang terukur — dan mesin itu tetap akan mengungkap asumsi lemah yang tersembunyi di dalam logam itu sendiri atau perangkat keras yang menahannya. Rumusnya tidak gagal dengan keras. Bagian-bagian itu hanya “tumbuh kaki” dan berjalan keluar dari toleransi.
Mengingat bahwa basis pelanggan CN-HAWE mencakup industri seperti mesin konstruksi, manufaktur otomotif, pembuatan kapal, jembatan, dan dirgantara, untuk tim yang mengevaluasi opsi praktis di sini, Mesin Pemotong Laser adalah langkah lanjutan yang relevan.
Matematika yang sempurna hanya bertahan dalam kondisi yang sempurna.
Masalahnya adalah, tidak ada yang tetap sempurna di bengkel fabrikasi untuk waktu yang lama.
Jadi, apa yang tersisa yang masih bisa mengubah radius Anda setelah Anda “melakukan segalanya dengan benar”?
Baja bukan bahan isotropik. Itu istilah buku pelajaran untuk kenyataan sederhana di bengkel: baja lebih mudah ditekuk ke satu arah daripada arah lainnya.
Ketika lembaran digiling di pabrik, butiran memanjang sepanjang arah rolling. Jika ditekuk tegak lurus terhadap arah serat, material meregang melintasi serat-serat yang memanjang itu. Jika ditekuk sejajar, Anda mencoba membukanya seperti resleting. Ketebalan sama. Die sama. Springback berbeda.
Saya pernah melihat baja tahan karat 0,125″ mencapai 90° tepat melintasi arah serat — lalu kembali hampir satu derajat lagi ketika ditekuk searah serat dalam V selebar 1,000″ yang sama. Tidak ada hal lain yang berubah. Program sama. Operator sama. Faktor K terkalibrasi dari benda uji yang sama.
Satu-satunya perbedaannya adalah orientasi.
Pemeriksaan Realita Tempat Sampah: Jika strip uji Anda dipotong melintang arah serat tetapi lembar produksi disusun dengan arah serat memanjang untuk “menghemat material,” kompensasi overbend Anda sudah salah sebelum pukulan pertama. Mesin press tidak peduli arah mana yang lebih murah untuk disusun.
Mesin modern dengan probe sudut bisa melakukan koreksi otomatis secara real-time. Bagus. Itu membuktikan maksudnya. Jika arah serat tidak penting, mereka tidak perlu mengukur sudut setiap kali menekuk. Tapi coba lihat di hampir semua bengkel fabrikasi modern dan perhatikan apa yang sebenarnya terjadi — banyak mesin press di luar sana masih berjalan tanpa koreksi sudut langsung, mengandalkan angka-angka dari kemarin.
Jika logam itu sendiri berubah kekakuannya tergantung pada arah, bagaimana mungkin rumus radius statis berpura-pura bahwa lembaran tidak memiliki ingatan tentang bagaimana ia terbentuk?
Langkah yang sering saya lihat ketika sudut terbuka lebih besar dari yang diharapkan: tingkatkan tonase.
Lebih banyak tekanan terasa seperti kendali. Nyatanya tidak.
Dalam penekukan udara, tonase tidak secara langsung menentukan radius — lebar die yang menentukannya. Punch mendorong lembaran ke bawah di antara bahu die, tetapi tidak pernah memaksa material sepenuhnya masuk ke dalam bentuk V. Anda membentuk berdasarkan geometri, bukan kekuatan. Jika tekanan ditingkatkan melebihi yang dibutuhkan, Anda tidak secara ajaib “mengunci” sudut. Anda mulai mendekati proses bottoming, coining, dan regangan yang tidak merata di sepanjang garis tekukan.
Sekarang perhitungan penekukan udara terkalibrasi Anda bercampur dengan perilaku bottoming sebagian.
Pemeriksaan Realita Tempat Sampah: Saya pernah melihat operator mengejar setengah derajat springback dengan menambah tonase, hanya untuk menghasilkan sudut yang lebih tajam di ujung dan lebih longgar di tengah karena sedikit defleksi dan kontak yang tidak merata. Bagian-bagian itu tampak baik keluar dari mesin press. Tapi tidak bisa dirakit.
Lebih banyak gaya memperbesar cacat kecil dalam pengaturan. Sedikit salah pengaturan crowning. Sedikit variasi ketebalan material. Sedikit defleksi ram. Apa yang tadinya springback yang dapat diprediksi sebesar 1,5° menjadi 1,2° di sini dan 1,8° di sana. Anda tidak memperbaiki rumusnya — Anda justru mengaburkan pola regangan.
Jika metode kompensasi Anda hanya bekerja pada satu rentang tekanan tertentu, apakah itu benar-benar kompensasi — atau hanya kebetulan dalam kisaran sempit?
Kalkulator Anda mengira Anda sedang menekuk pada V 1,000″ dengan bahu yang tajam dan konsisten.
Pergilah ukur cetakan itu setelah dua tahun produksi.
Bahu cetakan aus. Mereka sedikit melebar, menjadi halus seperti dipoles, terbuka beberapa ribu bagian inci. Sebuah V “1,000 inci” mungkin kini berperilaku seperti 1,020″ pada titik kontak atas. Itu memperlebar rasio efektif V/T. Rasio yang lebih lebar berarti radius lebih besar di bawah beban. Radius yang lebih besar berarti lebih banyak pantulan balik (springback).
Perhitungan Anda masih menggunakan geometri kemarin.
Lalu tambahkan toleransi bertumpuk: sedikit ketidaksejajaran kiri-kanan pada perkakas yang diseksi, satu shim di bawah satu segmen cetakan, satu penjepit yang tidak terpasang dengan sempurna. Sekarang garis tekukan tidak mengalami kondisi yang seragam di sepanjang panjangnya. Faktor K tunggal Anda mencoba menggambarkan sasaran yang bergerak.
Pemeriksaan Realitas Tempat Pembuangan Limbah: Ketika panjang flange mulai bergeser dua puluh hingga tiga puluh ribu bagian inci pada bagian yang panjang, bengkel sering menyalahkan pemrogram. Separuh waktu, mengganti segmen cetakan baru memperbaikinya. Lembar hitung itu tidak pernah punya kesempatan.
Ya, rem tekan model baru dengan sistem penopang lengkung yang lebih pintar memang mengurangi masalah defleksi historis. Mesin yang bagus memperkecil rentang kesalahan. Mereka tidak menghapus hukum fisika. Perkakas tetap aus. Permukaan tetap berubah bentuk di bawah beban. Baja tetap memiliki butiran.
Rem tekan adalah uji tekanan bagi asumsi Anda.
Anda bisa mengejar rumus radius universal sepanjang karier Anda, atau Anda bisa menerima apa yang terus dikatakan mesin kepada Anda: radius bukanlah angka yang Anda hitung sekali — itu adalah kondisi yang Anda kendalikan, pantau, dan perbaiki.
Jadi jika arah butiran mengubah kekakuan, tonase mengacaukan regangan, dan geometri perkakas bergeser seiring waktu, mengapa kita masih berpura-pura bahwa satu persamaan statis bisa melindungi kita dari tempat pembuangan limbah?
Anda tidak memperbaiki radius yang bergeser dengan kalkulator yang lebih baik.
Anda memperbaikinya dengan membangun sistem yang berasumsi bahwa rem tekan akan “berbohong” kepada Anda kecuali Anda memverifikasinya.
Saya pernah berdiri di atas kurungan pelat 10‑gauge, 1.000 bagian dalam satu sesi, melihat sudut bergeser setengah derajat ketika kekerasan gulungan berubah dari bagian depan palet ke bagian belakang. Rumusnya tidak berubah. Cetakan V-nya tidak berubah. Materialnya yang berubah. Saat itulah lampu menyala: Anda tidak sedang mencari angka — Anda sedang mengendalikan proses yang bergerak.
Rem tekan adalah mesin kebenaran 200 ton. Ia mengungkap asumsi lemah sebagaimana uji tarik mengungkap baja lemah. Jika “rumus radius” Anda hanya berfungsi ketika semua bintang sejajar — panas material yang sama, arah butiran yang sama, keausan cetakan yang sama, jendela tonase yang sama — maka Anda tidak memiliki rumus. Anda memiliki kebetulan.
Jadi seperti apa sistem itu jika dibangun berdasarkan realitas, bukan teori?
Mulailah dengan lonjakan ketebalan.
Untuk pelat kisaran menengah — katakanlah 6 hingga 12 mm — Anda sering melihat radius dalam mendarat di sekitar 1,5× ketebalan material pada pembengkokan udara dengan rasio cetakan umum. Naik di atas 12 mm dan radius itu bisa melonjak hingga sekitar 3× ketebalan, bahkan ketika Anda menyesuaikan pembukaan V secara “benar.” Itu bukan kesalahan pembulatan. Itu adalah perilaku non-linear.
Kerumunan (V − MT)/2 memperlakukan material seolah-olah skalanya mulus. Baja asli tidak demikian.
Saat ketebalan meningkat, Anda tidak hanya menekuk lebih banyak material — Anda juga mengubah distribusi regangan di seluruh penampang. Sumbu netral bergeser. Tonnase yang dibutuhkan meningkat. Springback bertambah karena serat luar menyimpan lebih banyak energi elastis. Rasio V/T yang sama di atas kertas, gambaran tegangan internal berbeda saat diberi beban.
Sekarang tambahkan kekuatan tarik.
Aluminium 5052 dengan tegangan luluh rendah dan stainless steel berkekuatan tinggi dengan bukaan cetakan yang sama tidak akan mengalami springback yang sama. Material yang lebih kuat menyimpan lebih banyak regangan elastis sebelum luluh. Energi itu kembali ke Anda saat punch terangkat. Jika perhitungan radius Anda tidak mengenal kekuatan luluh, maka perhitungannya buta.
Pemeriksaan Realitas Tempat Buangan: Saya pernah melihat dua batch “A36 yang sama” berperilaku cukup berbeda hingga panjang flange bergeser tiga puluh ribu perempat inci setelah empat tekukan. Spreadsheet menunjukkan input identik. Bagian-bagian tersebut mengatakan sebaliknya.
Dan kita bahkan belum menyentuh kesalahan pada perangkat keras. Seperseribu milimeter saja kesalahan penyelarasan cetakan dapat membuat sudut Anda meleset lebih dari setengah derajat. Rumus universal Anda mengasumsikan geometri sempurna. Lantai bengkel Anda tidak demikian.
Jika tingkatan ketebalan berperilaku non-linear, kekuatan tarik mengubah springback, dan penyelarasan tooling bergeser setiap hari, sebenarnya apa yang diwakili oleh satu persamaan bersih itu?
Anda berhenti menebak dan mulai mengukur.
Pilih rasio cetakan standar Anda — yang benar-benar Anda jalankan setiap hari. Untuk setiap kelas material dan kisaran ketebalan, potong strip uji dengan arah butiran dicatat. Tekuk udara hingga sudut terkontrol. Ukur radius bagian dalam setelah springback dengan pengukur radius atau inspeksi optik. Catat overbend aktual yang diperlukan untuk mencapai 90° dalam keadaan bebas.
Lakukan ini sekali per keluarga material dan tingkatan ketebalan. Bukan sekali per pekerjaan. Sekali per kondisi terkontrol.
Sekarang Anda membuat diagram yang menunjukkan, misalnya (angka hipotetis):
Diagram itu bukan teori. Itu adalah bekas luka pengalaman.
Ketika material baru datang tanpa data kekuatan tarik tersertifikasi, Anda menekuk kupon uji dan melihat hasilnya. Lima menit di mesin press brake lebih baik daripada lima jam memperbaiki ulang bagian. Jika Anda memiliki angka kekuatan luluh, bagus — bandingkan dengan tren pada diagram Anda. Seiring waktu Anda akan melihat pola antara kekuatan dan springback pada mesin Anda sendiri, dengan tooling Anda sendiri.
Pemeriksaan Realitas Tempat Buangan: Bengkel yang melewatkan langkah ini akhirnya “menyetel” setiap artikel pertama langsung pada bagian produksi. Itu bukan fleksibilitas. Itu perjudian dengan lembaran bahan.
Dan inilah bagian yang paling sering terlewat: Anda harus mengendalikan mesin sebelum Anda mempercayai diagramnya. Verifikasi backgauge harian. Tooling harus ditempatkan dan dibersihkan. Periksa lebar cetakan dengan pin, bukan asumsi. Jika perangkat keras Anda bergeser, data Anda rusak.
Diagram yang dibangun dengan pengaturan tak terkontrol hanyalah fiksi yang terorganisir.
Jadi ketika kalkulator meminta radius bagian dalam, apakah Anda mengetik tebakan — atau mengambil dari basis data yang sudah dibuktikan oleh press brake Anda?
Inilah perubahan pola pikirnya.
Kalkulatornya tidak salah. Hanya saja tidak lengkap. Kalkulator itu berasumsi bahwa Anda sudah mendefinisikan dunia fisik dengan benar — lebar die yang sebenarnya, perilaku material yang nyata, penyelarasan yang telah diverifikasi. Sebagian besar bengkel memasukkan nilai nominal dan berharap hasilnya benar.
Kepemilikan proses berarti Anda mendefinisikan dan mempertahankan masukan-masukan tersebut.
Anda menstandarkan rasio V/T alih-alih menukar die secara acak. Anda menetapkan material mana yang digunakan pada bukaan mana. Anda mendokumentasikan persyaratan arah serat pada gambar kerja. Anda mengarantina hasil peleburan baru sampai lulus uji tekuk. Anda memperlakukan deviasi sudut sebagai sinyal — bukan gangguan yang perlu dihancurkan dengan menambah tonase.
Dan Anda menerima bahwa tidak ada rumus radius dalam yang bersifat universal.
Yang ada hanyalah radius Anda, di die Anda, pada mesin press brake Anda, dengan material Anda — divalidasi di bawah beban oleh mesin kebenaran 200 ton yang tidak peduli apa yang dikatakan buku panduan.
Satu hal yang harus dibawa ke depan adalah ini: radius bukanlah angka yang Anda hitung — melainkan perilaku yang Anda karakterisasi.
Setelah Anda memandangnya seperti itu, pertanyaan tidak lagi “Apa rumusnya?” melainkan “Apakah proses saya cukup stabil sehingga rumus itu benar-benar bermakna?”


















