

Alle 14:17, un operatore capo ha cercato di inserire una linguetta americana da 0,50 pollici in una ganascia europea da 13 mm su una pressa piegatrice CNC. Non si bloccava. L’ha picchiettata. L’ha insultata. Poi ha chiesto perché il punzone “standard” del catalogo non si adattasse alla sua macchina “standard”.
Quel PDF sembrava semplice. File di punzoni. File di matrici. Disegni a linee pulite come il menù di un ristorante. Scegli il profilo, aggiungi al carrello, vai avanti.
Tranne che la tua pressa piegatrice non ha fame di forme. È configurata per un DNA di serraggio specifico e una tonnellaggio per pollice specifico. Ignora questo, e il catalogo ti regalerà donazioni per il cestino degli scarti con un sorriso.
Un catalogo di utensili è un test di compatibilità travestito da brochure. Presume che tu conosca già l’architettura di serraggio della tua macchina, la lunghezza di lavoro, il tonnellaggio massimo per pollice e il metodo di piegatura. Non rallenta per controllare i tuoi compiti.
È quella la trappola.
Il layout ti incoraggia a sfogliare per geometria: punzone a 30 gradi, a collo d’oca, matrice per bordatura, apertura V da 1.000, raggio interno da 0.062. Parti con il pezzo in testa. Il catalogo vuole che tu parta dalla macchina sotto ai piedi.
Se non inverti quell’ordine, ogni pagina diventa un campo minato. Quindi cosa stai realmente cercando di comprare?

Immagina una staffa in acciaio dolce da 0,125 pollici con una flangia di ritorno stretta. Sfogli fino ai punzoni a collo d’oca. Eccolo — sporgenza perfetta, punta affilata, sembra che bacerà quell’angolo interno alla perfezione.
Ma che tipo di ganascia ha la tua pressa?
Se stai usando un sistema convenzionale in stile americano con linguetta da 0,50 pollici e superficie di serraggio limitata, ogni cambio utensile degrada leggermente la ripetibilità. Quell’area di contatto ridotta significa meno pressione di serraggio, più possibilità di gioco verticale. Cambia utensili abbastanza volte e il tuo ±0.010 diventa ±0.020, e inizi a incolpare gli operatori invece dell’hardware.
Ora confrontalo con una linguetta europea da 13 mm inserita in una ganascia di precisione a tutta lunghezza. Maggiore area di contatto. Pressione di serraggio più alta. Progettata per la ripetibilità CNC. Stesso profilo di piega sulla carta. Comportamento completamente diverso nella macchina.
Il catalogo li mostra entrambi come “punzone a 90°”. Non ti dice quale dei due la tua pressa è nata per tenere.
Quindi stai comprando una forma, o qualcosa che la tua ganascia può davvero controllare?
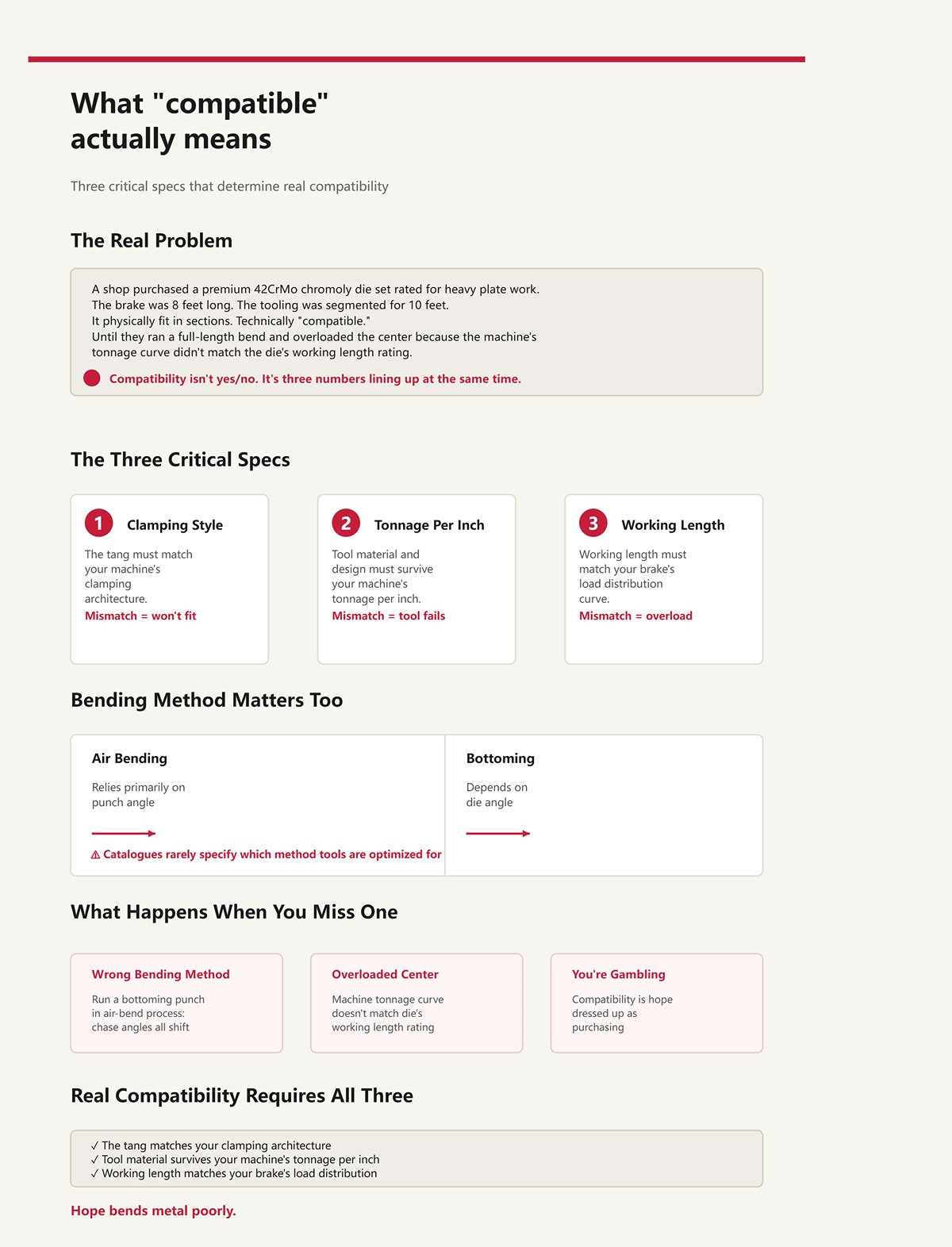
Una volta ho visto un’officina acquistare un set completo di matrici destinate al lavoro su lastre spesse. Bellissimo 42CrMo cromato. Trattato termicamente. Sembrava indistruttibile.
La loro pressa era lunga 8 piedi. L’attrezzatura era segmentata per 10 piedi.
Fisicamente si adattava in sezioni. Tecnicamente “compatibile”. Fino a quando non hanno eseguito una piega a tutta lunghezza e sovraccaricato il centro perché la curva di tonnellaggio della macchina non corrispondeva alla valutazione della lunghezza di lavoro della matrice. La compatibilità non è una domanda da sì/no. Sono tre numeri che devono allinearsi contemporaneamente: stile di serraggio, tonnellaggio per pollice, lunghezza di lavoro.
Se ne manca uno, stai scommettendo.
Poi c’è il metodo di piegatura. La piegatura in aria si basa principalmente sull’angolo del punzone; la piegatura a fondo dipende dall’angolo della matrice. I cataloghi mostrano profili, ma raramente indicano chiaramente per quale metodo sono ottimizzati. Usa un punzone da piegatura a fondo in un processo di piegatura in aria e passerai tutto il turno a inseguire angoli.
“Compatibile” significa:
Qualsiasi cosa di meno è speranza travestita da acquisto.
E la speranza piega male il metallo.
Ecco dove diventa seducente.
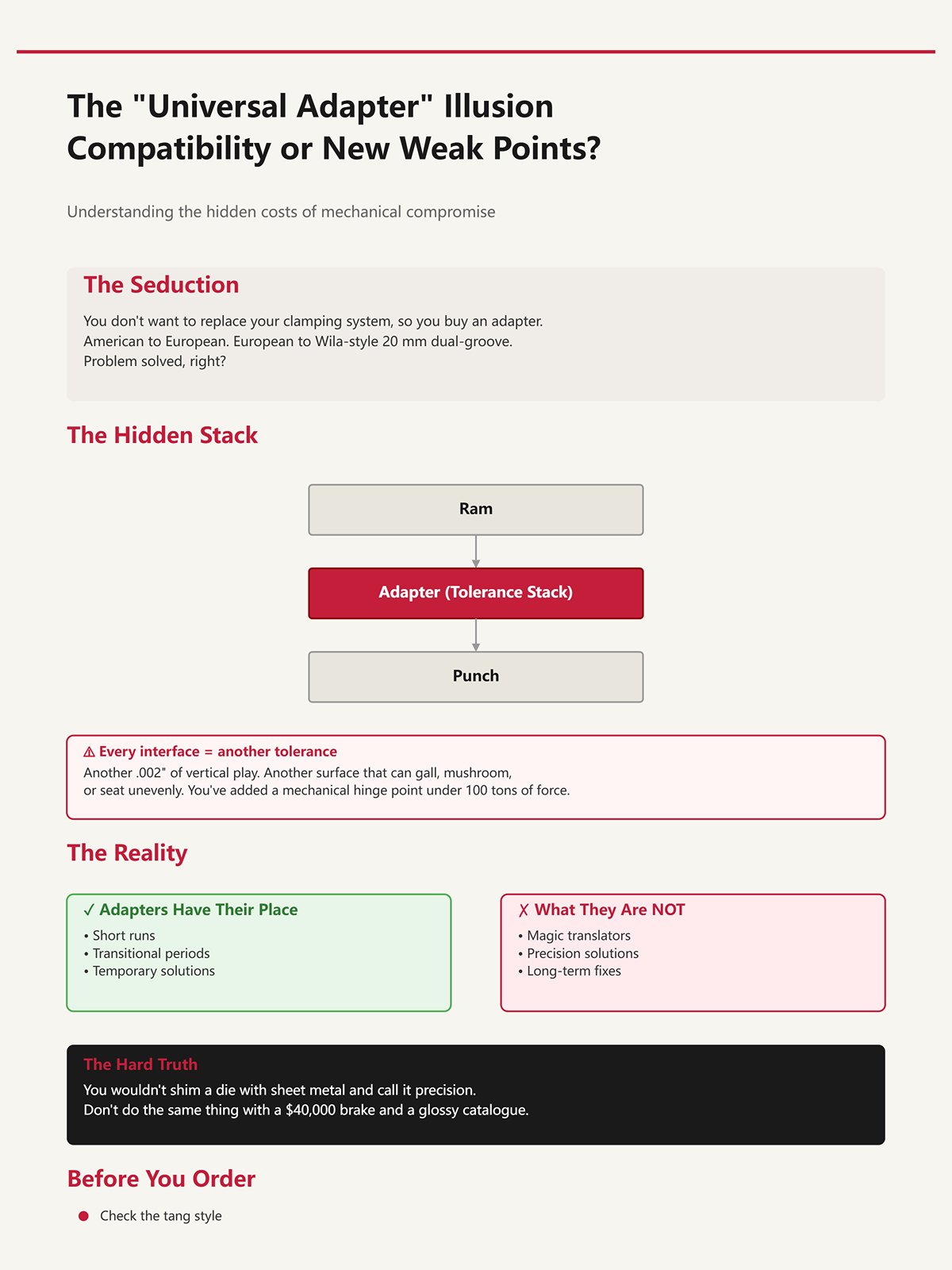
Non vuoi sostituire il tuo sistema di bloccaggio, quindi compri un adattatore. Americano a Europeo. Europeo a doppia scanalatura da 20 mm in stile Wila. Problema risolto, giusto?
Ora visualizzalo nella tua mente: slitta → adattatore → punzone.
Ogni interfaccia è un’ulteriore tolleranza. Un’altra possibilità di .002 di gioco verticale. Un’altra superficie che può grippare, deformarsi o assestarsi in modo irregolare. Hai aggiunto comodità — e un punto di articolazione meccanico — tra 100 tonnellate di forza e la tua linea di piega.
Sì, gli adattatori hanno il loro posto. Lotti brevi. Periodi di transizione. Ma non sono traduttori magici. Sono distanziali sotto carico.
Non metteresti uno spessore sotto una matrice con una lamiera e la chiameresti precisione. Non fare la stessa cosa con una piegatrice $40,000 e un catalogo lucido.
Prima di cerchiare anche solo un codice articolo, avvicinati alla tua macchina. Controlla il tipo di codolo. Conferma il tipo di bloccaggio. Verifica la tonnellatura per pollice e la lunghezza di lavoro.
Parti da lì.
Un meccanico una volta cercò di “farlo funzionare” inserendo delicatamente un codolo americano da 0,500 pollici in un bloccaggio di precisione europeo da 13 mm. Su carta, 0,500 pollici sono 12,7 mm. Abbastanza vicino, giusto?
Abbassò la leva. Non si bloccava. Allora colpì il codolo con un martello di ottone. Dopo tre colpi, il bordo superiore si deformò di circa .015 pollici. Ora non si adattava più nemmeno al suo vecchio supporto americano. Un punzone lucido. Due macchine. Zero utensili utilizzabili.
Ecco cosa succede quando tratti gli standard come suggerimenti invece che come geometrie.
Stai chiedendo controlli passo a passo prima di ordinare utensili. Bene. Eccoli, e iniziano con il calibro, non con i cataloghi:
Fallo prima di guardare il profilo di un singolo punzone. Perché al punzone non interessa la forma che vuoi, gli importa solo di ciò che può fisicamente afferrare.
Misura prima. Poi decidi.
Passiamo ai fatti concreti.
Un punzone in stile americano ha tipicamente un codolo largo 0,500 pollici con il retro piatto, trattenuto da viti di pressione o morsetti manuali che spingono orizzontalmente. L’area di contatto è limitata—spesso una striscia stretta lungo la faccia del codolo. Ciò significa che la forza di serraggio si concentra in piccole zone. Va bene per le vecchie presse meccaniche. Meno tollerante per la ripetibilità CNC.
Un codolo in stile europeo è solitamente largo 13 mm, più alto, con una spalla definita e una scanalatura di sicurezza vicino alla parte superiore. Si inserisce in un morsetto di precisione a lunghezza intera che tira l’utensile verso l’alto in posizione. Maggiore area di contatto. Posizione verticale più costante. Ecco perché le macchine CNC lo preferiscono.
Promecam? È qui che la gente diventa superficiale con la terminologia.
La geometria originale Promecam include un profilo della spalla e una posizione della scanalatura di sicurezza specifici che si accoppiano con il suo morsetto dedicato. La differenza non è cosmetica. La distanza tra la spalla e la scanalatura può variare di un millimetro o due rispetto all’utensile “europeo” generico. Quel millimetro determina se il perno di sicurezza si inserisce o manca completamente.
Se manca, la gravità è la tua unica garanzia.
Ora osserva la geometria di alloggiamento.
Gli utensili americani spesso restano sospesi leggermente prima che le viti di pressione stringano. Quando stringi, si spostano verticalmente da 0,003 a 0,010 a seconda dell’usura. I morsetti di precisione europei sono progettati per eliminare quel gioco tirando l’utensile verso una superficie di riferimento rettificata.
Stesso angolo del punzone. Stessa punta a 30 gradi. Meccaniche di alloggiamento completamente diverse.
Questa differenza si manifesta nella costanza della piegatura su una lunghezza di 96 pollici.
Quindi, quando un catalogo dichiara “compatibile europeo/Promecam”, il tuo compito è chiedere: quale altezza della spalla? Quale posizione della scanalatura? Quale direzione di trazione del morsetto? Se non verifichi queste dimensioni rispetto al tuo punzone, stai giocando d’azzardo con acciaio e idraulica.
Non indovinare le interfacce misurate in millesimi. Verificale.
Sono entrato in officine che utilizzano utensili di alta gamma con tolleranza in altezza di ±0,01 mm e ho visto gli operatori spessorarli con lamierino perché il bloccaggio non era un sistema a zero allineamento.
Questo è il segreto sporco nascosto dietro la parola “Europeo”.”
Esiste l’utensileria europea generica con codolo da 13 mm. Poi esiste l’utensileria rettificata di precisione progettata per morsetti idraulici autoinnestanti. Non sono intercambiabili solo perché la larghezza del codolo coincide.
Supponiamo che la tua pressa piegatrice abbia un vecchio morsetto manuale in stile europeo senza allineamento verticale automatico. Installi punzoni rettificati di precisione aspettandoti ripetibilità perfetta. Ma il morsetto tira leggermente fuori asse. Ora quell’altezza rettificata ±0,01 mm è irrilevante perché l’utensile si assesta storto di 0,05 mm.
Dai la colpa al fornitore degli utensili.
Il problema era una mancata corrispondenza nel DNA meccanico.
Anche all’interno della categoria “europea” i raggi delle spalle, le profondità delle scanalature e le altezze dei codoli variano tra i produttori. Alcuni si basano sulla geometria Promecam tradizionale. Altri su sistemi di precisione più recenti. Se il perno di sicurezza del tuo morsetto è posizionato 2,0 mm più in alto della scanalatura sul tuo nuovo punzone, non si innesterà. L’utensile potrebbe comunque piegare i pezzi—finché non cade durante un cambio utensile.
La geografia è un’etichetta di marketing. La geometria è un fatto meccanico.
Quindi, quando qualcuno dice: “È europeo, si adatta”, la tua prossima domanda dovrebbe essere: si adatta a quale morsetto, esattamente?
Se non puoi rispondere con una quota, blocca l’ordine d’acquisto.
Ora affrontiamo l’argomento da officina.
“Ho usato utensili superiori europei con matrici inferiori americane per anni. Nessun disastro.”
Non hanno torto—in determinate condizioni.
La matrice inferiore di solito si trova in un semplice supporto o guida per matrice. Finché la larghezza della matrice corrisponde al supporto e la portata in tonnellaggio supera il carico, mescolare gli stili inferiori è spesso meccanicamente irrilevante per la piegatura in aria di base.
Il pericolo si manifesta sopra.
Immagina metà della tua tavola caricata con punzoni americani con codolo in morsetti a grano e l’altra metà con punzoni europei in adattatori retrofit. Sotto carico—supponiamo 80 tonnellate su 8 piedi—le caratteristiche di flessione differiscono. Una sezione può assestarsi 0,004 più in basso dopo il serraggio. Lo stack dell’adattatore può comprimersi in modo microscopico. Ora il tuo angolo di piega varia da sinistra a destra.
Cerchi di correggerlo con regolazioni di bombatura.
Nel peggiore dei casi? Una sezione è valutata per 20 tonnellate per piede, un’altra per 30. Stampi a fondo una lamiera da 0,250 pollici su entrambe. La sezione più debole cede per prima. È così che crei una disallineamento verticale permanente di 0,003 pollici in un utensile che prima era diritto.
Quel disallineamento non se ne va mai. Continua solo a produrre scarti.
E gli adattatori? Ogni interfaccia aggiunta è un’altra catena di tolleranze. Slitta → adattatore → punzone. Hai aggiunto comodità — e un punto di snodo meccanico — tra 100 tonnellate di forza e la tua linea di piega. Sotto carichi ripetuti, quella catena può battere, grippare o spostarsi.
Mescolare fa sempre esplodere la macchina? No.
Erode silenziosamente precisione, ripetibilità e durata degli utensili quando non si tengono in conto i percorsi di carico e le differenze di alloggiamento? Ogni settimana.
Standardizza la tua architettura di serraggio superiore lungo tutto il banco ogni volta che è possibile. Abbina esattamente la geometria della linguetta al morsetto. Conferma la uniformità delle valutazioni di tonnellaggio in tutti i segmenti caricati.
Perché una volta che la slitta scende, la fisica — non il marketing — decide cosa sopravvive.
Blocca l’interfaccia prima ancora di preoccuparti dell’angolo di piega.
Un paio d’inverni fa, un capoturno cercò di posizionare un lavoro in acciaio dolce da 0,125 con una matrice a V da 0,472 perché “è quella che usiamo sempre”. Passò dalla piegatura in aria alla piegatura a fondo per inseguire la costanza dell’angolo su un disegno ±0,5°. Stesso punzone. Stessa matrice. Metodo diverso. La slitta arrivò a fondo corsa, il tonnellaggio superò gli 85 tonnellate su una sezione di 6 piedi, e le spalle della matrice uscirono con una bombatura permanente di 0,003. Quella matrice ora fa parte della rotazione del rottame per i “lavori grossolani.”
Non c’era nulla di sbagliato nella linguetta. Nulla di sbagliato nel morsetto.
Il metodo ha cambiato il percorso del carico.
La piegatura in aria sospende il materiale tra la punta del punzone e le spalle della matrice. La piegatura a fondo spinge la punta del punzone nel materiale fino al contatto con l’angolo della matrice. Questa differenza da sola riscrive i requisiti degli utensili — giochi, raggi, valutazione di tonnellaggio, persino altezza del punzone. Se stai decidendo quale standard di serraggio adottare a lungo termine, non parti dal marchio. Parti da quale metodo di piegatura richiede la tua combinazione di lavori per il 70% del tempo. Scegli male, e passerai il prossimo decennio a compensare la fisica invece di controllarla.
Decidi il tuo metodo di piegatura dominante prima di standardizzare un solo morsetto.
Prendi due cataloghi. Uno valuta una matrice a V da 1.000 a 30 tonnellate per piede. Un altro elenca un profilo quasi identico a 24 tonnellate per piede. Nessuno dei due mente. Uno calcola la valutazione a 90° nella piegatura in aria. L’altro presume condizioni di corsa quasi a fondo.
La piegatura a fondo non è “un po” più pressione.” È contatto pieno lungo l’angolo della matrice. Il materiale è compresso tra le facce di punzone e matrice, e qualsiasi disallineamento angolare tra punzone e matrice — diciamo 0,5° — non si manifesta come variazione di ritorno elastico. Si manifesta come stress localizzato.
Ora immagina un punzone da 90° che si accoppia con una matrice molata a 88,5°. Nella piegatura in aria, questa differenza angolare conta appena; il materiale si forma prima del contatto completo di faccia. Nella piegatura a fondo, le spalle del punzone cercano di incastrarsi in una cavità più stretta. Il carico si concentra negli angoli superiori della matrice. È così che si rompe una matrice temprata a 42–48 HRC che “dovrebbe” essere entro i limiti di valutazione.
I cataloghi presuppongono corrispondenza ideale degli angoli e allineamento perfetto. La tua macchina può ottenere ±0,2° — ma solo con la compensazione del ritorno elastico calibrata e con lotti di materiale uniformi. La piegatura a fondo elimina quella tolleranza. Ora l’angolo della matrice, l’angolo del punzone e il parallelismo della slitta si sommano direttamente in stress di compressione sulle spalle della matrice.
Ecco perché la piegatura a fondo ti spinge verso matrici molate con maggiore precisione, verifica della corrispondenza degli angoli e sistemi di serraggio che mantengano il vero sollevamento verticale. Un errore di alloggiamento verticale di 0,05 mm, innocuo nella piegatura in aria, diventa contatto non uniforme di faccia tra utensili segmentati nella piegatura a fondo. Un segmento sopporta più carico. Un segmento cede per primo.
Se prevedi di praticare regolarmente la piegatura a fondo, acquista utensili e morsetti come se l’errore di allineamento equivalessi a un moltiplicatore di stress — perché lo è.
Cammina verso la tua pressa e piega “air bend” 0,125 A36 su una apertura V da 1,000 con una punta di punzone affilata da 0,031. Misura il raggio interno. Leggerai circa 0,156–0,170 a seconda del lotto del materiale.
Non 0,031.
Nella piegatura in aria, il raggio interno è principalmente una funzione dell’apertura della matrice a V — comunemente circa 16% dell’apertura V per acciaio dolce. La punta del punzone deve solo essere abbastanza affilata da evitare di appiattire prematuramente il raggio. Non “crea” il raggio interno a meno che tu non vada a fondo corsa.
Ho visto officine inseguire raggi interni più stretti ordinando punzoni affilati da 0,015 pur continuando a usare una matrice da 1,000 V. Stavano risolvendo la variabile sbagliata. L’apertura della matrice stava dettando il raggio per tutto il tempo.
Ora passa alla piegatura a fondo corsa. Il raggio della punta del punzone viene forzato nel materiale finché non si adatta all’angolo della matrice. In quel caso, il raggio del punzone diventa la geometria dominante. Profili degli utensili identici sulla carta. Dimensione di riferimento completamente diversa quando cambi metodo.
È qui che il catalogo sabota l’acquirente ingenuo. Elenca i raggi della punta del punzone come se fossero sempre decisivi. Non lo sono. Nella piegatura in aria, la scelta dell’apertura V controlla il raggio interno, la tonnellata per piede e la lunghezza minima della flangia. Nella piegatura a fondo corsa, dominano la corrispondenza tra raggio del punzone e angolo della matrice.
Quindi, quando standardizzi gli utensili, chiediti: stiamo principalmente controllando il raggio con la selezione della matrice o con la geometria del punzone? La tua risposta determina se investire in una libreria ampia di matrici o in un inventario più stretto di punzoni a raggio definito.
Non ordinare punzoni affilati per risolvere un problema di matrice.
Immagina un sistema di punzoni a altezza fissa — diciamo 5,984 di altezza totale, comune tra punzoni a collo d’oca e acuti. Quell’altezza uniforme permette a una pinza idraulica di bloccare ogni segmento sullo stesso riferimento senza spessori di compensazione. I tempi di setup si riducono. La piegatura a stadi diventa prevedibile.
Ora carica una matrice da 2,000 V sotto quel punzone per piegare una lamiera da 0,250 in aria. Il tuo spazio di apertura sparisce rapidamente. Se la tua altezza utile è al limite, il pistone può andare a fondo corsa meccanicamente prima di raggiungere la tonnellata calcolata. O peggio, la spalla del punzone può collidere con le spalle della matrice perché il punzone non era mai destinato a un’apertura V così ampia.
L’apertura V non riguarda solo raggio e tonnellaggio. Imposta la profondità di penetrazione per un dato angolo. Una V più ampia significa una corsa del punzone più profonda per raggiungere 90°. Una corsa più profonda significa maggiore esposizione alla flessione del pistone, più richiesta di compensazione e maggiore rischio di contatto non parallelo se la tua pinza non è veramente autoallineante.
Ho misurato una variazione di angolo di 0,4° lungo 96 pollici solo perché un’officina è passata da una V da 0,472 a una da 0,630 senza ricalcolare la profondità di penetrazione e verificare il parallelismo del pistone sotto carico. Nulla di “sbagliato” con gli utensili. La geometria ha cambiato il comportamento della macchina.
L’altezza del punzone conta allo stesso modo. Troppo corto, e aggiungi distanziatori — creando un’altra interfaccia tra pistone e punzone. Hai aggiunto comodità — e un punto di cerniera meccanico — tra 100 tonnellate di forza e la tua linea di piega. Troppo alto, e sacrifichi lo spazio necessario per flange alte o pezzi scatolati.
Il metodo determina l’apertura V. L’apertura V determina la penetrazione. La penetrazione determina l’altezza necessaria del punzone e la rigidità della pinza. Quella catena determina se la tua pressa produce pezzi con ±0,2° di tolleranza — o contributi costanti al bidone degli scarti.
Prima di adottare uno standard di bloccaggio o di modificare la tua pressa, mappa gli spessori di materiale dominanti, i raggi target e il metodo di piegatura. Poi calcola le aperture V e le profondità di penetrazione. Lascia che quei numeri ti dicano quali altezze di punzone e quale precisione di bloccaggio ti servono.
Fai i conti prima di muovere il pistone.
Un’officina in cui sono entrato lo scorso inverno aveva una pressa da 100 tonnellate e 10 piedi che piegava 0,236 cromo-molibdeno su un’apertura V da 1,890. L’operatore ne era orgoglioso. “Siamo solo a 92 tonnellate,” ha detto, indicando lo schermo.
La macchina era sotto il suo limite nominale. L’utensile no.
Se stai per scegliere uno standard di bloccaggio che resista nel lungo periodo, non parti dallo stile del tampone o dalla fedeltà al marchio. Parti da questa matematica. L’apertura a V determina il raggio interno e la tonnellata per piede. La resistenza alla trazione del materiale moltiplica quella tonnellata. Il metodo di piegatura decide se quel numero è un suggerimento o un muro di mattoni. Il tuo sistema di bloccaggio e utensili deve sopravvivere alla peggiore combinazione che esegui di routine — non al lavoro medio del pomeriggio di martedì.
Quindi, prima di standardizzare qualsiasi cosa, devi rispondere a una domanda: qual è lo scenario di massima tonnellata per pollice che il tuo metodo di piegatura principale vedrà mai su questa macchina?
Se sbagli questo punto, il tuo “standard” diventa una responsabilità. Fai i conti prima di scegliere l’hardware.
Prendiamo acciaio dolce 0,236 (6 mm) con una resistenza alla trazione di 60.000 PSI. La vecchia regola dice 8× lo spessore per la piegatura in aria, quindi un’apertura V di circa 1,890. La tonnellata di base può aggirarsi intorno a 117 tonnellate su 10 piedi. Gestibile su una pressa da 130 tonnellate. È da qui che proviene la regola — acciaio dolce, resistenza prevedibile, piegatura in aria.
Ora cambia il materiale con cromo-molibdeno ad alta resistenza. Stesso spessore. Stesso V da 1,890. Il moltiplicatore di trazione raddoppia — circa 2,0 rispetto all’acciaio dolce. Quelle 117 tonnellate diventano 234 sulla stessa lunghezza.
Nulla nella regola “8×” è cambiato. È cambiata la fisica.
C’è una formula comune che circola: P = 650 × S² × L × (Tensile / 60.000) / V
S è lo spessore, L è la lunghezza della piega, V è l’apertura della matrice. Il termine chiave è quel rapporto di trazione. Se pieghi qualcosa come Raex 500 — circa 232.000 PSI di resistenza alla trazione — ti ritrovi di fronte a quasi quattro volte la forza dell’acciaio dolce per la stessa geometria. Quattro volte. La tua apertura V non è diventata più stretta. La tua macchina non è diventata più debole. Lo stress all’interno della matrice sì, è aumentato.
Ed è qui che i cataloghi ti tradiscono silenziosamente. Stampano tabelle di aperture V assumendo materiale da 60.000 PSI. Potrebbero menzionare l’inossidabile a 1,5×. Raramente avvertono che le lamiere moderne resistenti all’abrasione possono arrivare a 3×–4×. Così tu segui la “8× lo spessore”, resti sotto il limite di 150 tonnellate della macchina e ti chiedi perché la matrice da 42–48 HRC inizia a creparsi sulle spalle.
La regola non ha tenuto conto dell’evoluzione dei materiali. Ha presupposto un codice genetico che il tuo laboratorio potrebbe non condividere più.
Se il tuo lavoro principale usa materiali ad alta resistenza, la regola 8× non è sbagliata — è incompleta. O allarghi la V per ridurre la tonnellata per piede, oppure aumenti la dimensione della pressa e degli utensili per sopravvivere al moltiplicatore. Queste sono le uniche opzioni oneste.
Non lasciare che una tabella per acciaio dolce dimensioni le matrici per un lavoro da 200.000 PSI.
Immagina un pezzo con una flangia richiesta di 0,472 su A36 da 0,125. La matrice corretta per la piegatura in aria secondo la regola 8× è una V da 1,000. La lunghezza minima della flangia per quella matrice è circa 0,600–0,650 a seconda del naso del punzone e del materiale.
Ma l’operatore non vuole cambiare con una matrice più stretta. Chiude fino a una V da 0,630 già montata sulla macchina. Ora la flangia minima scende a circa 0,400–0,450. La gamba corta si forma. Il lavoro procede. Tutti sono contenti.
Tranne il fatto che la tonnellata per piede è appena salita.
La forza di piegatura in aria è inversamente proporzionale all’apertura V. Se la V si restringe, la forza aumenta. Lo stesso acciaio dolce da 0,125 su una V da 1,000 può richiedere circa 12–14 tonnellate per piede. Su una V da 0,630, stai superando le 20 tonnellate per piede. Stesso pezzo. Stesso materiale. Matrice diversa. Percorso di carico diverso.
Ora aggiungi le variabili del mondo reale. Tolleranza di spessore +0,010. Resistenza alla trazione 75.000 invece dei 60.000 ipotizzati. Attrito maggiore perché la calamina non è stata rimossa. Una pratica comune nel settore è aggiungere un margine di sicurezza di 15.000 PSI alla trazione minima pubblicata. Già questo può aumentare la forza in modo significativo. Le comode 20 tonnellate per piede diventano 24 o 26.
E se quella piega è a fondo invece che in aria? Puoi arrivare a quattro volte la tonnellata della piegatura in aria. Ho visto tabelle per la piegatura in aria applicate a lavori a fondo perché la pagina del catalogo sembrava simile. Non è un errore di arrotondamento. È così che trasformi una matrice in due pezzi.
Hai evitato un cambio di utensile. Hai aumentato lo stress localizzato, ridotto la vita della matrice e forse superato ciò che il tuo sistema di serraggio era progettato per tirare dritto.
Non comprimere le aperture a “V” per risparmiare tempo di configurazione a meno che tu non abbia ricalcolato i limiti di forza e di flangia per quel preciso lotto di materiale.
Eccolo, quello che rompe gli utensili senza preavviso.
Una pressa da 100 tonnellate che piega un pezzo da 36 pollici a 30 tonnellate totali sembra sicura sullo schermo. Sei al 30% della capacità della macchina. Nessun allarme. Nessun problema.
Ma fai la divisione.
Trenta tonnellate su 36 pollici equivalgono a 0,83 tonnellate per pollice. Bene — se la tua matrice è classificata, diciamo, per 1,5 tonnellate per pollice in quella apertura a V.
Ora cambia lo scenario. Stesse 30 tonnellate, ma il pezzo è lungo solo 12 pollici e centrato. Sono 2,5 tonnellate per pollice. Se il limite della matrice per quella V stretta è di 2,0 tonnellate per pollice, la stai sovraccaricando — mentre la macchina lavora tranquillamente al 30% della sua capacità.
Questo è il problema del tonnellaggio localizzato. Le macchine sono classificate per tonnellaggio totale. Gli utensili vivono e muoiono per tonnellate per pollice.
I cataloghi amano stampare la compatibilità con la tonnellata massima della macchina. Sono più silenziosi sulla distribuzione del carico per pollice e sulle valutazioni delle matrici per specifiche aperture a V. Una V stretta in un utensile temprato può essere classificata per un valore per pollice notevolmente inferiore rispetto a una V larga della stessa serie. Se lo superi, il primo segno è spesso una crepa quasi invisibile sulla spalla della matrice — poi una frattura improvvisa a metà ciclo.
E se il tuo sistema di serraggio non tira in modo uniforme — se un segmento si assesta 0,05 mm più in basso — quel segmento prende più della sua parte. Un pollice sopporta 3,0 tonnellate mentre la media dice 2,5. È così che un singolo segmento finisce nel bidone degli scarti mentre gli altri sembrano perfetti.
Puoi restare sotto la valutazione di 100 tonnellate della macchina e comunque distruggere una matrice perché una sezione da 12 pollici ha superato il suo limite per pollice. Non è sfortuna. È matematica ignorata.
Quando valuti un catalogo, smetti di guardare prima al tonnellaggio totale. Chiediti: qual è la valutazione in tonnellate per pollice della matrice in questa apertura a V e come si confronta con il mio materiale, spessore, lunghezza e metodo di piegatura peggiori?
Rispondi a questo per iscritto prima ancora di caricare l’utensile.
Stai osservando numeri di tonnellate per pollice nel peggior caso che possono rompere una matrice mentre lo schermo della macchina dice che sei “solo al 40% della capacità”. Bene. È il giusto tipo di paranoia.
Ora ecco il passaggio che la maggior parte delle officine manca: non si inizia un catalogo guardando le forme. Si inizia costruendo una matrice di compatibilità — quattro righe su carta:
Finché quei quattro non sono scritti, il catalogo è una trappola travestita da comodità.
Un catalogo di utensili non è un menu. È un test di selezione genetica. La tua piegatrice ha un DNA di bloccaggio e un limite di carico codificati nel ferro e nell’idraulica. Qualsiasi utensile che non corrisponde a quel codice sarà rifiutato violentemente.
Quindi come si fa effettivamente a leggere il documento senza donare utensili al cassone dei rottami?
Non mi interessa quale marchio ci sia sul lato. Mi interessa cosa c’è sotto il cilindro.
È un dente in vero stile europeo con sede da 13 mm e scanalatura di caricamento frontale? Stile americano a due pezzi con portapunzone separato? Profilo Promecam con larghezza spalla specifica? Misuralo. Non dare per scontato nulla. Ho visto un capomacchina cercare di inserire un dente da 0,500 in una fessura metrica perché “è praticamente uguale”. Non lo era. Il serraggio ne ha pagato le conseguenze.
La geometria del serraggio determina come il carico si trasferisce dal cilindro al punzone. Un dente serrato, a contatto pieno, distribuisce il carico. Un sistema a cambio rapido con camma o cuneo introduce un punto di cerniera. Hai aggiunto comodità — e un punto di cerniera meccanico — tra 100 tonnellate di forza e la tua linea di piega.
Ma quale serraggio ha la tua piegatrice — e qual è effettivamente la sua portata per pollice?
Non il valore di brochure. Il valore reale.
Se la tua piegatrice è da 150 tonnellate su 10 piedi, sono 15 tonnellate per piede in media — 1,25 tonnellate per pollice — se distribuite perfettamente. Ora guarda il tuo caso peggiore di prima: V stretta, alta resistenza, pezzo da 12 pollici centrato. Potresti arrivare localmente a 2,5–3,0 tonnellate per pollice.
Se il tuo sistema di serraggio e il portapunzone sono confortevoli solo fino a 2,0 tonnellate per pollice continue, hai già scelto l’anello debole.
Annota il numero massimo sicuro di tonnellate per pollice basato sul materiale peggiore e sulla lunghezza di piega più corta che utilizzi. Se non lo sai, chiama il costruttore della macchina e chiedi. Non indovinare.
Stai definendo il limite massimo che i tuoi utensili devono sopportare. Fallo prima di confrontare un singolo profilo di punzone.
Piegatura in aria, appoggio, coniatura — non sono differenze estetiche. Sono percorsi di carico differenti.
La piegatura in aria ti dà il raggio come funzione dell’apertura a V. L’appoggio spinge il materiale sulle spalle della matrice. La coniatura lo comprime oltre il limite di snervamento attraverso lo spessore. Ogni livello superiore moltiplica le tonnellate. Hai già visto cosa questo comporta in termini di tonnellate per pollice.
Quindi chiediti: quale raggio interno stai effettivamente cercando di ottenere?
Se i tuoi disegni indicano un raggio interno di 0,062 in materiale da 0,125 e prevedi di piegare in aria, quel raggio è controllato principalmente dall’apertura a V — approssimativamente 16% di apertura a V per acciaio dolce come punto di partenza. Questo significa che la scelta della matrice riguarda prima il controllo del raggio e poi il naso del punzone.
Ma se stai lavorando in appoggio per “bloccare” l’angolo, il raggio del naso del punzone diventa dominante e la tonnellata aumenta bruscamente contro le spalle della matrice.
Metodo diverso. Mappa delle tensioni diversa. Stessa pagina di catalogo.
I cataloghi elencano i profili dei punzoni per angolo di punta e raggio del naso come se fossero opzioni di moda. Non lo sono. Sono decisioni strutturali che determinano se il tuo morsetto subisce un carico distribuito e regolare o un urto compressivo concentrato.
Definisci il metodo di piegatura e il raggio target con l'inchiostro. Poi elimina ogni combinazione di punzone e matrice che ti costringe a usare un metodo con tonnellaggio superiore a quello che il tuo morsetto può sopportare.
Non lasciare che un bel disegno sezionale ti convinca ad affrontare un caso di carico che il DNA della tua macchina non può sopravvivere.
Ecco dove la maggior parte degli operatori esperti diventa compiacente.
Il grafico dice 8× lo spessore. Tu annuisci. Lo fai da 15 anni.
Ma quel grafico presuppone circa 60.000 PSI di resistenza alla trazione a meno che non sia chiaramente indicato diversamente. Hai già visto cosa succede a oltre 200.000.
Quindi quando il catalogo consiglia, ad esempio, una V da 1.000 per materiale da 0.125, quella è un’indicazione geometrica — non una garanzia di sopravvivenza.
Esegui la formula del tonnellaggio con la tua effettiva resistenza alla trazione. Se il tuo materiale principale è 90.000 PSI, moltiplica di conseguenza. Se occasionalmente pieghi qualcosa sopra i 180.000, calcola anche quello. Usa il caso peggiore.
Poi confronta:
Tutti e tre devono concordare.
Se la matrice è classificata per 2,0 tonnellate per pollice a 1.000 V, e il tuo calcolo nel caso peggiore indica 2,4, quella matrice non è “vicina”. È sbagliata.
È qui che la matrice di compatibilità fa il suo lavoro. Non stai chiedendo “Si piegherà?” Stai chiedendo “Sopravvivrà al mio lavoro peggiore, sul mio pezzo più corto, nel mio materiale più duro?”
Non lasciare che un grafico V per acciaio dolce dimensioni gli utensili per una realtà ad alta resistenza alla trazione.
| Passo | Titolo | Azioni chiave | Considerazioni critiche | Verifiche richieste |
|---|---|---|---|---|
| Fase 1 | Esegui la retroanalisi del tipo di serraggio della tua macchina e del tonnellaggio massimo per pollice | Identifica il sistema di bloccaggio effettivo (codolo europeo, americano a due pezzi, Promecam, ecc.). Misura fisicamente la geometria. Determina la reale capacità in tonnellate per pollice. Calcola la peggiore tonnellaggio locale basandoti sulla lunghezza di piega più corta e sul materiale con la massima resistenza alla trazione. | La geometria di bloccaggio determina il trasferimento del carico. I sistemi a cambio rapido possono introdurre punti di cerniera. Le valutazioni del depliant non sono sufficienti. I carichi localizzati possono superare le valutazioni medie della macchina. | Conferma il tipo e le dimensioni reali del bloccaggio. Calcola il massimo tonnellaggio per pollice nelle condizioni peggiori. Verifica la capacità continua di bloccaggio e portautensile. Contatta il costruttore della macchina se necessario. |
| Fase 2 | Definisci il metodo di piegatura e il raggio obiettivo prima di esaminare i profili della matrice. | Decidi il metodo di piegatura (piega in aria, stampaggio, coniatura). Definisci il raggio interno richiesto dal disegno. Elimina le combinazioni di utensili che superano la tonnellaggio sicura. | Ogni metodo di piegatura crea percorsi di carico e requisiti di tonnellaggio differenti. Il raggio di piega in aria dipende principalmente dall’apertura a V. Lo stampaggio e la coniatura aumentano notevolmente il tonnellaggio. Il raggio del naso del punzone diventa determinante nello stampaggio. | Conferma per iscritto il metodo di piegatura. Determina il raggio interno obiettivo. Verifica che gli utensili non impongano un tonnellaggio superiore alla capacità del bloccaggio. |
| Fase 3 | Confronta le raccomandazioni dell’apertura a V del catalogo con la resistenza alla trazione del tuo materiale. | Rivedi i suggerimenti di apertura a V del catalogo. Ricalcola il tonnellaggio usando la reale resistenza alla trazione del materiale. Confronta le tonnellate per pollice calcolate con le valutazioni di matrice e bloccaggio. | I grafici standard spesso presumono una resistenza alla trazione di circa 60.000 PSI. I materiali ad alta resistenza aumentano drasticamente il tonnellaggio. Le indicazioni geometriche non garantiscono la sopravvivenza. | Calcola il tonnellaggio per pollice nelle peggiori condizioni. Conferma la capacità nominale della matrice all’apertura a V selezionata. Assicurati che il tonnellaggio calcolato non superi i limiti di sicurezza della matrice o del bloccaggio. |
A volte la matrice rifiuta tutto ciò che è sulla pagina.
Letto lungo. Alta resistenza alla trazione. Raggio stretto. Battuta corta. E un sistema di bloccaggio che non è stato progettato per piastre moderne resistenti all’abrasione.
Puoi persino provare — V più strette, piegature in sequenza, lavorazioni creative. Oppure puoi ammettere la verità: la serie standard non è stata progettata per il tuo caso di carico.
È allora che chiami l’assistenza tecnica e dici chiaramente:
“La pinza della mia macchina è valutata a X tonnellate per pollice. La mia piega peggiore è materiale Y con spessore Z su N pollici. Ho bisogno di una matrice e di un profilo di punzone che resistano a ciò senza superare A tonnellate per pollice.”
Ora stai parlando la loro lingua.
Forse la risposta è una matrice con corpo più ampio e valutazione più alta per pollice. Forse è una versione personalizzata temprata. Forse è un portautensile rinforzato che corrisponde al tuo codolo ma distribuisce il carico più in profondità nel pistone.
Oppure forse la risposta onesta è che la tua macchina è il gene limitante del sistema.
È questa la lente attraverso cui voglio che tu guardi: ogni decisione sull’attrezzatura è una decisione sul percorso del carico. Il catalogo è un dato genetico grezzo. Il tuo compito è filtrarlo attraverso la geometria di bloccaggio, il metodo di piegatura, la realtà della trazione e il peggior caso di tonnellate per pollice prima che il metallo tocchi il metallo.
Se non costruisci prima quella matrice, non stai scegliendo l’attrezzatura.
Stai giocando d’azzardo con una forza che non puoi vedere.


















