

Alle 10:40, il tuo carrello elevatore è già di nuovo fuori.
Terza volta prima di pranzo. Lo stesso set punzone e matrice monoblocco da 3 metri, circa 200 libbre di acciaio rettificato con precisione, che viene smontato perché il prossimo lavoro è acciaio inox da 14 gauge con un’apertura V diversa. Il pistone non si è mosso da 22 minuti. La lavagna della pianificazione dice ancora che sei “nei tempi”.”
Hai comprato quell’attrezzatura per affidabilità. Allora perché ti sembra che sia lei a gestire la tua giornata invece del contrario?
Un monoblocco a lunghezza intera è bellissimo nel contesto giusto. Rettificato con precisione, consistenza dell’angolo entro ±0,1° su migliaia di pieghe, soprattutto su lotti superiori a 500 pezzi. Ne ho usati. Ho scartato abbastanza metallo per sapere che, quando pieghi la stessa staffa per tutta la settimana, quella solidità ripaga.
Ma l’alta variabilità non è 500 pezzi. È 25 di questo, 40 di quello, poi 12 prototipi che l’ingegneria “ha bisogno entro le due”.”
Quel utensile solido da 3 metri diventa un’ancora. Ogni volta che lo cambi, non stai solo sostituendo acciaio — stai spezzando il ritmo della macchina. E nella produzione ad alta variabilità, il ritmo è l’unica cosa che mantiene vivi i margini. È qui che la pressa piegatrice deve farsi carico di più lavoro: piattaforme moderne completamente gestite da CNC come le soluzioni per presse piegatrici CN-HAWE sono progettate per supportare scenari di piegatura di alto livello e automazione della lamiera, riducendo l’intervento manuale e mantenendo la precisione ripetibile attraverso cambi continui. Quando macchina, strategia di attrezzaggio e sistema di controllo lavorano come un tutt’uno, il ritmo smette di essere fragile — diventa parte integrante del processo.

Immagina una giornata tipica: 12 codici di parte, dimensione media lotto 35 pezzi. Anche se sei rapido, un cambio a lunghezza intera — gru o due persone, pulire il piano, posizionare la matrice, allineare, fissare, prova di piegatura — richiede dai 15 ai 25 minuti se tutto fila liscio.
Chiamiamolo 20.
Dodici lavori significano undici cambi. Sono 220 minuti. Tre ore e quaranta minuti in cui il pistone non si muove. Quasi mezza giornata di turno passata prima di formare una sola aletta sul lavoro del pomeriggio.
Ora confrontalo con un sistema segmentato in cui estrai sezioni da 100 mm come bussole da un vassoio. I fornitori amano gridare “cambi più rapidi 70%”. Le fantasie dei fornitori fanno rumore. Ma anche se fosse solo 50%, hai appena recuperato quasi due ore.
Due ore sono un altro lavoro. O la differenza tra spedire venerdì e scusarti lunedì.
Quindi quanto vale davvero quel tempo?

Manteniamola semplice. Ipotesi ma realistica.
Il costo orario della tua pressa piegatrice — manodopera, energia, spese generali — è $120 all’ora. Non è assurdo per una moderna piegatrice CNC con un operatore esperto. Venti minuti di cambio costano $40 solo di tempo macchina.
Undici cambi? $440 al giorno.
Cinque giorni alla settimana? $2.200.
Cinquanta settimane all’anno? $110.000.
E questo prima ancora di parlare del costo opportunità — i lavori che hai rifiutato perché la capacità era “limitata”.”
Ora aggiungi la realtà della tonnellata. Diciamo che stai piegando all’aria acciaio dolce da 1/4 di pollice su una V da 2 pollici. La regola empirica è circa 20 tonnellate per piede (circa 240 tonnellate su 12 piedi). Quando sei così vicino alla capacità massima, non stai scambiando gli utensili con leggerezza; stai pianificando i sollevamenti, bilanciando il carico, ricontrollando l’allineamento. Gli utensili solidi non costano solo tempo — richiedono cerimonialità.
La cerimonialità uccide il flusso.
Hai pagato il 15–20% in più inizialmente per quel monoblocco perché prometteva consistenza sui lunghi cicli. Giusto. Ma in produzioni ad alta varietà non ammortizzi quella precisione su 1.000 pieghe. La reimposti 11 volte al giorno.
Ecco quindi la domanda scomoda: quella rigidità ti protegge — o ti sta addebitando costi?
Guarda cosa succede alle 15:15.
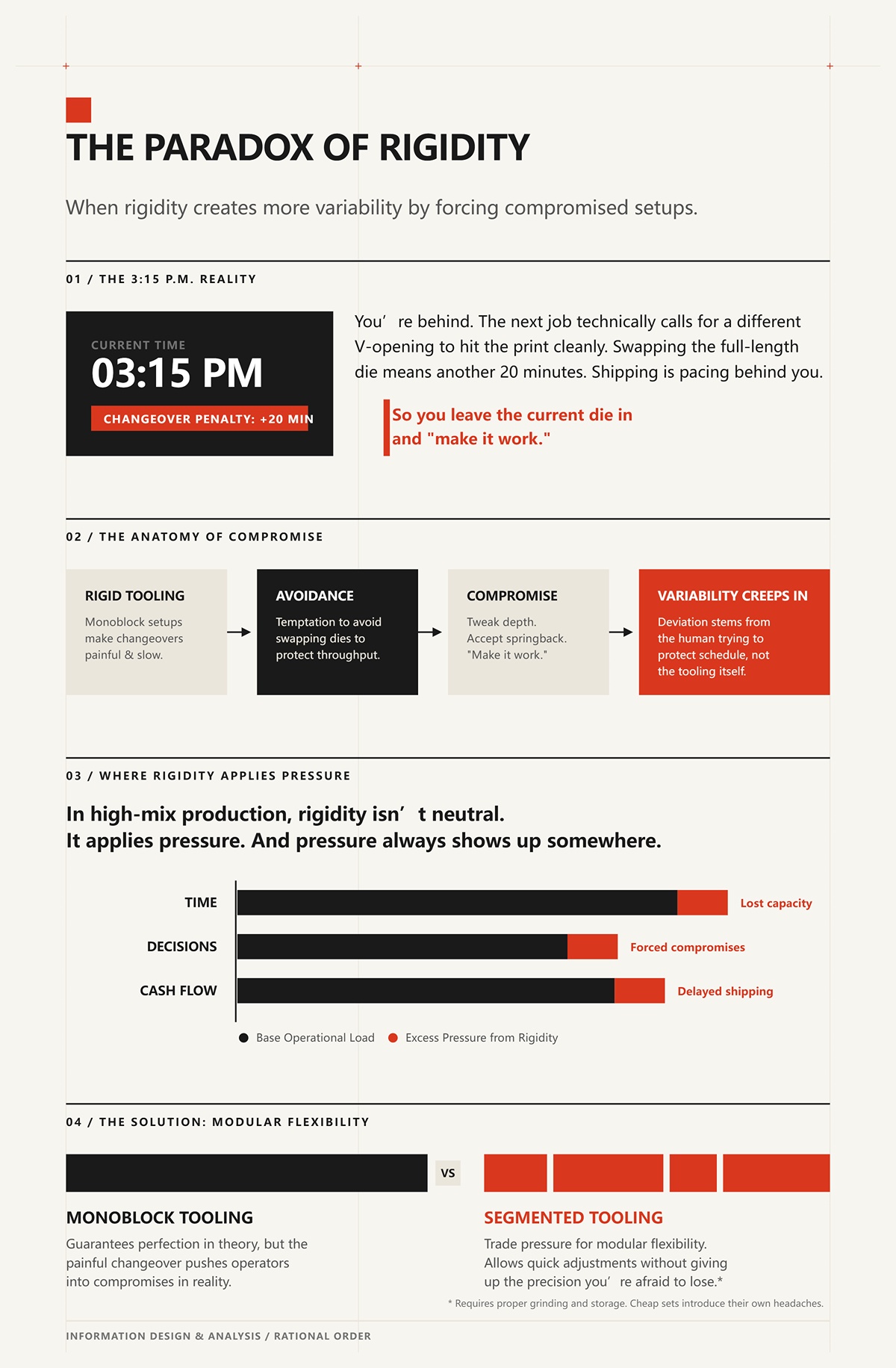
Sei indietro. Il prossimo lavoro tecnicamente richiede un’apertura V diversa per rispettare il disegno esattamente. Cambiare la matrice a lunghezza piena significa altri 20 minuti. La spedizione ti sta già incalzando.
Così lasci dentro la matrice attuale e “te la fai andare bene”.”
Regoli la profondità. Accetti un po’ più di ritorno elastico. Magari ti accontenti di un grado di variazione perché rientra nella tolleranza del cliente. Il monoblocco che doveva garantire la perfezione ti ha appena spinto a un compromesso.
Questo è il paradosso. Più doloroso è il cambio utensile, più sei tentato di evitarlo. E l’evitarlo è proprio dove la variabilità si insinua — non per la capacità dell’utensile, ma per l’essere umano che cerca di proteggere la produttività.
Gli utensili segmentati non sono magia. Set economici possono introdurre i propri problemi se i segmenti non sono rettificati correttamente o conservati come in un cassetto disordinato. Ma il cambiamento cognitivo di cui hai bisogno è questo:
Nella produzione ad alta varietà, la rigidità non è neutrale. Esercita pressione — sul tempo, sulle decisioni, sul flusso di cassa. E la pressione si manifesta sempre da qualche parte.
La vera domanda è se sei disposto a scambiare quella pressione con flessibilità modulare — senza rinunciare alla precisione che temi di perdere.
L’hai sentito in officina: “I segmenti vanno bene per lavori grossolani, ma se vuoi una linea di piega dritta, usa un utensile intero.”
Il mese scorso ero dietro una pressa da 10 piedi che lavorava acciaio dolce da 11 gauge, piegando all’aria su una V da 1,5 pollici a circa 12 tonnellate per piede (120 tonnellate su 10 piedi). L’operatore aveva sostituito un punzone monoblocco con un set segmentato dotato di guida rettificata di precisione e bloccaggio idraulico. Il primo pezzo di prova è uscito con una variazione di ±0,5° da un’estremità all’altra. Uguale al monoblocco che aveva sostituito.
Il metallo non sapeva da quante parti fosse composto il punzone. Ha percepito solo due cose: allineamento e carico.
È la parte che la maggior parte delle officine salta quando discute di “solido vs segmentato”. In realtà stanno discutendo se i sistemi modulari possano garantire un allineamento inferiore a 0,1 mm e una forza costante lungo le giunzioni. Perché, una volta che il disallineamento supera i 0,1 mm tra punzone e matrice, si iniziano a vedere spostamenti della flangia e variazioni dell’angolo oltre ±1°. Nella produzione di massa, un disallineamento di quel tipo causa un quarto dei difetti di piegatura.
Quindi, se la segmentazione non riesce a controllare questo, tutto l’argomento della flessibilità crolla.
Immagina un set di punzoni segmentati inserito in una morsetta approssimativa: ogni pezzo che si accosta al successivo, minuscole fessure appena visibili. È quell’immagine che genera diffidenza.
Ora cambia un dettaglio. Invece che ogni segmento si riferisca al suo vicino, ciascun segmento si riferisce a una guida temprata e rettificata con precisione, integrata nella morsetta. La parte posteriore di ogni punzone si appoggia contro quel riferimento comune. Quando si blocca, la forza idraulica o a cuneo spinge ogni segmento nello stesso piano verticale e orizzontale.
Quella guida diventa la geometria. Non le giunzioni.
Se la guida è diritta entro, diciamo, 0,02 mm su un metro, e la superficie di appoggio di ogni segmento è rettificata a squadra, l’errore cumulativo non si accumula su dieci pezzi. Ogni segmento si azzera sullo stesso riferimento. È la differenza tra allineare vagoni ferroviari “a occhio” e innestare bussole su una chiave dinamometrica — uno si riferisce al pezzo precedente, l’altro allo strumento.
Ho scartato abbastanza metallo per sapere che, quando una linea di piegatura si snoda, quasi mai è perché il punzone aveva delle giunzioni. È perché qualcosa non era in sede, qualcosa non era pulito, o la macchina stessa era fuori tolleranza di oltre 0,2 mm per metro e nessuno ha controllato.
Un monoblocco non corregge un piano storto. Nasconde solo l’assunzione che tutto il resto sia perfetto.
Quindi la vera domanda non è “ci sono giunzioni?” ma “qual è la superficie di riferimento e quanto è ripetibile?”
Parliamo di dove nascono davvero i difetti.
Oltre il 30% dei guasti dei punzoni deriva da errori operativi — altezze mescolate, forza non uniforme, errata messa in sede. Il solo disallineamento può causare il 25–30% dei difetti di piegatura. Non è fisica esotica. Sono scorciatoie umane.
I vecchi sistemi segmentati peggioravano la situazione. Spine di posizionamento lasche. Serraggio manuale. Si poteva facilmente introdurre uno spazio di 0,05 mm durante l’installazione — ed era sufficiente per superare ±1° su una piegatura ad aria stretta.
I sistemi moderni affrontano direttamente questo problema. Le morsette idrauliche applicano una forza di serraggio uniforme lungo la trave. I meccanismi a molla o a cuneo per l’autoallineamento spingono il punzone verso l’alto e indietro sulla guida mentre si aziona la morsetta. Non sei tu a “allinearlo”. È il sistema.
Non è finzione dei fornitori. È progettazione di vincoli di base: rimuovere gradi di libertà affinché l’operatore non possa introdurre errori nemmeno se ha fretta e pensa già al lavoro successivo.
E questo conta nelle produzioni ad alta varietà, perché non si fa un singolo setup accurato alla settimana. Se ne fanno undici al giorno. Una precisione che dipende da rituali umani perfetti si degrada rapidamente. Una precisione incorporata nella geometria di bloccaggio si adatta al caos.
Se l’attrezzatura modulare vuole valere il suo costo, deve essere più a prova di errore del rituale del monoblocco che sostituisce.
Ora arriviamo alla parte che tiene svegli gli ingegneri la notte: i picchi di carico nelle giunzioni.
Diciamo che stai piegando acciaio da 3 mm vicino a 80% di capacità della macchina. I punzoni sottili — punte da 2 mm — sotto quel tipo di carico possono vedere il rischio di deformazione aumentare drasticamente, specialmente se la forza non è distribuita in modo uniforme. Se i segmenti non trasferiscono correttamente il carico attraverso le loro superfici di contatto, ti aspetteresti concentrazioni di stress proprio nelle giunzioni.
Ma guarda come la forza si distribuisce realmente.
Durante una piegatura in aria da 6 tonnellate per piede (60 tonnellate su 10 piedi), il martinetto applica un carico distribuito lungo tutta la lunghezza del punzone. Ogni segmento è bloccato nel porta-utensili formando una trave continua. Il sistema di bloccaggio e la guida trasformano di fatto pezzi discreti in un insieme meccanicamente accoppiato. Le forze di compressione attraverso le superfici di contatto sono molto più elevate di qualsiasi forza di taglio laterale che tenti di separarli.
In parole semplici: sotto carico, i segmenti vengono compressi tra loro e spinti verso le stesse superfici di riferimento. Non hanno spazio per “agire indipendentemente” a meno che il sistema di bloccaggio non sia progettato male o usurato.
I sistemi modulari falliscono quando le officine mescolano altezze diverse, ignorano i principi di “combinazione di stampi della stessa altezza” o superano la tonnellata nominale, presumendo che la segmentazione renda gli utensili più resistenti. Non è così. La fisica vince sempre. Se stai applicando 20 tonnellate per piede (240 tonnellate su 12 piedi) su un allestimento con una capacità inferiore, il problema non sono le giunzioni — è la pianificazione.
Un sistema segmentato ben progettato si comporta come una trave continua perché le forze di vincolo e di serraggio lo rendono tale durante il ciclo di piegatura. Il metallo vede solo un bordo diritto e caricato.
E una volta compreso che la precisione è una funzione della geometria di riferimento e della gestione del carico — non della lunghezza dell’utensile — la paura che la segmentazione significhi imprecisione inizia a sembrare una vecchia storia da officina sopravvissuta più a lungo di quanto meritasse.
Il che apre una domanda più difficile.
Se gli utensili modulari possono eguagliare la precisione dei monoblocchi sotto tonnellate reali e tolleranze reali, perché continuiamo a vincolarci a utensili a lunghezza intera che fisicamente non riescono a inserirsi nelle geometrie complesse e nelle piegature a giochi ridotti che il lavoro ad alta variabilità continua a richiedere?
Se l’utensileria segmentata può raggiungere le stesse tolleranze, perché le officine continuano a montare monoblocchi a lunghezza intera come se fossimo nel 1998?
Perché l’acciaio costa meno dell’incertezza.
Uno stampo monoblocco è una singola fattura, un singolo pezzo di acciaio rettificato, una singola cosa da incolpare quando una piega viene male. I sistemi segmentati danno la sensazione di variabili — più pezzi, più decisioni, più possibilità di errore quando il tempo stringe e il tuo muletto è di nuovo fuori. E quando lavori pezzi lunghi e semplici su tutta la lunghezza del banco, un utensile monopezzo ha ancora senso. È semplice. È stabile. È familiare.
Ma l’alta variabilità non è 500 pezzi uguali.
Alta variabilità significa scatole con alette di ritorno, orli offset, orecchie asimmetriche — geometrie a cui non importa quanto tu sia affezionato a una barra solida da 10 piedi. Una volta accettato che l’utensileria segmentata può eguagliare la precisione di un monoblocco, il dibattito si sposta da “Può piegare diritto?” a “Può fisicamente realizzare il pezzo senza acrobazie?” È lì che la cosiddetta affidabilità di un monoblocco diventa un peso morto.
Perché a volte il problema non è la precisione.
È lo spazio.
Immagina una scatola profonda 4 pollici con un’aletta di ritorno da 1 pollice sulla parete interna. Hai già piegato tre lati. Ora devi chiudere quel ritorno.
Prova a immaginare di far scorrere mentalmente un punzone a lunghezza intera dentro quella geometria.
Non puoi.
La barra solida che sembrava così rassicurante sui profili aperti ora collide con le pareti laterali che hai già formato. L’acciaio non può occupare due volte lo stesso spazio. Nessuna pressione di serraggio o fedeltà alla marca cambia questo. Ho scartato abbastanza metallo da sapere che, quando senti quel “clunk” raccapricciante di un punzone che colpisce una parete formata, la fisica ti ha appena presentato il conto.
Gli operatori provano trucchi di sequenziamento. Piegature da lontano a vicino per prime. Micro-giunzioni lasciate negli angoli per mantenere il profilo aperto un po’ più a lungo. A volte funziona. Spesso trasforma un’unica configurazione pulita in tre più attente, ciascuna con il proprio rischio di deriva angolare e segni di contatto. La tua piegatura ad aria da 6 tonnellate per piede (60 tonnellate su 10 piedi) non è cambiata — ma la tua esposizione all’errore è triplicata.
Questo è il paradosso della piegatura delle scatole: più il pezzo si completa, meno accesso fisico ha il tuo utensile a tutta lunghezza per finirlo.
La lunghezza dell’utensile diventa il nemico della profondità.
E una volta che lo vedi, la domanda non è se gli utensili segmentati siano abbastanza precisi, ma come creare spazio libero dove non ce n’è.
È qui che le corna si guadagnano il loro posto.
Un punzone a corno è essenzialmente un naso stretto e sporgente che si estende dentro una scatola mentre la parte principale dell’utensile rimane libera dalle pareti laterali. Invece di una superficie di collisione larga 10 piedi, hai un punto di piegatura localizzato che si inserisce nella geometria che hai già creato. Stessa macchina. Stessa tonnellata. Impronta spaziale diversa.
Ora pensa in segmenti, non in pezzi singoli.
Puoi usare un corno centrale per il risvolto di ritorno, affiancarlo con segmenti standard dove lo spazio lo consente, e lasciare spazi vuoti dove le pareti formate devono passare. La guida di serraggio mantiene tutto sullo stesso piano; la configurazione crea il margine di respiro. Sotto carico, quell’assemblaggio si comporta ancora come una trave continua perché è vincolato a un unico riferimento — ma geometricamente, non è più una sbarra da prigione.
Non è un’invenzione del fornitore. È una semplice gestione delle interferenze.
Sì, i punzoni stretti concentrano il carico. Se stai piegando acciaio da 3 mm e calcolando circa 8 tonnellate per piede per la tua apertura a V, faresti meglio a rispettare la sollecitazione locale su quella sezione a corno. Ciò significa controllare le capacità nominali, monitorare la deflessione e non fingere che una punta da 2 mm sia indistruttibile. La segmentazione non elimina la fisica. Ti permette solo di dirigerla.
Il risultato è brutalmente semplice: chiudi la scatola in un’unica operazione controllata invece di estrarre il pezzo, capovolgerlo per un processo secondario o, peggio, ridisegnarlo perché il tuo utensile non riesce a raggiungerlo.
Le operazioni secondarie sono dove il profitto va a morire.
Le scatole sono solo l’inizio.
Il lavoro ad alto mix ama l’asimmetria — una flangia lunga, una corta; un intaglio a sinistra, una linguetta a destra; un ritorno solo su un angolo. Un monoblocco a lunghezza intera presuppone simmetria lungo il piano. Vuole che il mondo sia lineare e uniformemente caricato da un’estremità all’altra.
I pezzi reali non si preoccupano.
Con i segmenti, costruisci solo ciò che il pezzo richiede. Una sezione da 300 mm qui, un segmento da 50 mm là, uno spazio aperto nel mezzo così da consentire il passaggio di uno sfasamento. Non sei obbligato a riempire l’intera estensione di 10 piedi di acciaio solo perché esiste. Stai configurando una cella di piegatura intorno alla geometria invece di costringere la geometria a scusarsi con il tuo utensile.
Ed ecco l’aspetto finanziario discreto.
Ogni volta che un monoblocco ti costringe a un’operazione secondaria — saldare un angolo che non potevi chiudere, smerigliare un alleggerimento che non dovrebbe servire — aggiungi manodopera, movimentazione e rischio. Un graffio su un pannello visibile e il tuo margine evapora. È la tassa sulla rigidità. Non pagata in teoria. Pagata in rilavorazione.
Un monoblocco è un’ancora quando il lavoro non corrisponde alla sua forma.
Un setup segmentato è come un set di chiavi a bussola — prendi quello che si adatta, lasci quello che non serve e giri il bullone senza arrotondarlo. La macchina non cambia. Cambia la capacità.
Così, quando un’officina dice “Usiamo i monoblocchi perché sono affidabili”, io sento qualcos’altro: sono prevedibili in una gamma ristretta di pezzi. Fuori da quella gamma, o fai lavoro extra o rinunci a lavori che avresti potuto accettare.
Il che solleva una domanda più difficile e meno comoda.
Se la segmentazione ti permette di eliminare operazioni secondarie e di piegare fisicamente ciò che una barra solida non può nemmeno raggiungere, quanto vale tutto questo in rottami evitati, setup ridotti e lavori che non devi più declinare?
L’inverno scorso ho visto un’officina rottamare un punzone da 3 metri a causa di una scheggiatura da 15 mm sulla punta. Non piegato. Non storto. Solo un cratere proprio dove un nuovo operatore ha mancato il riscontro e ha toccato la matrice. Il pezzo era acciaio inox estetico. Ogni piega stampava quel difetto come una firma.
Quel punzone costava più della rata mensile della pressa piegatrice.
Ora metti i numeri. Una piega ad aria su acciaio dolce da 3 mm richiede circa 8 tonnellate per piede. Su 10 piedi, sono 80 tonnellate che spingono quella punta in un’apertura a V tutto il giorno. Non danneggi 3 metri di utensile in una volta sola. Danneggi qualche pollice nella zona di contatto. Ma con un monoblocco, il bene è indivisibile. Un difetto, barra intera compromessa.
Segmentato? Tiri fuori la sezione da 200 mm, la sostituisci e continui a lavorare. Il resto della trave rimane in servizio. Non è comodità. È isolamento del rischio.
Non stai acquistando acciaio. Stai acquistando esposizione.
Nel lavoro ad alta varietà, l’esposizione si accumula. Dieci famiglie di pezzi diverse questo mese. Tre materiali nuovi. Un piegamento mal programmato su una lamina indurita e la tua barra “solida e affidabile” diventa rottame da inventario. Ho rottamato abbastanza metallo da sapere che la vera scottatura non è l’errore — è rendersi conto che quell’errore ha distrutto un intero bene capitale invece di una piccola parte.
Quindi, quando chiedi il ROI — tempo, rottame, capacità — parti da qui: qual è il raggio d’azione finanziario di un singolo errore nella tua officina?
Immagina due scenari.
Scenario A: Stai lavorando un pannello preverniciato da 2,5 mm. L’operatore si sposta di 0,5 mm fuori centro, graffia la punta del punzone. Il difetto appare sulla faccia visibile. Lo lucidi. Ancora visibile. Con un monoblocco ora hai tre pessime opzioni: convivere con i segni sui lavori futuri, inviare l’intero utensile da 3 metri per la rettifica (fermo macchina più costo), oppure sostituirlo completamente.
Scenario B: Stesso errore. Utensili segmentati. Isoli il pezzo da 100 o 200 mm che ha eseguito il lavoro, lo rimuovi dal morsetto, inserisci una riserva. Cinque minuti. Il resto del setup non si muove perché la barra di serraggio mantiene il piano di riferimento costante.
Il meccanismo conta. I sistemi di precisione in stile europeo allineano la linea centrale del martinetto con quella del punzone. Quando i segmenti sono rettificati e serrati contro un riferimento comune, si comportano come una singola trave sotto carico. È fisica, non finzione del produttore. Il rischio non è “i segmenti si flettono di più?” Il rischio è “cosa succede quando si verifica un guasto localizzato?”
Il guasto del monoblocco è sistemico. Il guasto segmentato è locale.
L’assicurazione funziona allo stesso modo. Non assicuri tutta la tua vita contro una finestra rotta. Isoli la perdita. Perché dovresti strutturare gli utensili in modo diverso?
Ma l’assicurazione paga solo se i pezzi effettivamente mantengono la tolleranza sotto carico.
Entrando nella maggior parte delle officine ad alta varietà, troverai uno scaffale cimitero: uno speciale punzone a 88 gradi per un contratto, un acuto extra alto per un lavoro terminato nel 2022, un gooseneck a lunghezza piena comprato perché “ci serviva quella volta lo spazio libero”.”
Ognuno è una scommessa congelata.
Con i monoblocchi, ogni nuova geometria tende a richiedere un nuovo profilo a lunghezza piena. Scatola profonda? Compra un punzone a lunga portata. Offset stretto? Un’altra barra speciale. In cinque anni, non stai costruendo flessibilità. Stai costruendo peso morto incatenato alla pressa piegatrice.
I sistemi segmentati ribaltano questo concetto. Si investe in una libreria di base: diritti, corna, gooseneck, varie altezze — in lunghezze corte. Li si combina come un set di bussole. Un orecchio da 50 mm accanto a un diritto da 300 mm, accanto a spazio aperto. Quando il mix di lavori cambia, si riorganizza l’inventario invece di comprare un’altra barra da 3 metri per risolvere un problema da 300 mm.
Ecco l’effetto della lunga coda: alta varietà significa bassa ripetizione. Ma la bassa ripetizione su molte geometrie significa che i tuoi utensili devono avere ampiezza, non massa. Acquistare barre a lunghezza piena per applicazioni ristrette concentra il capitale in strumenti che potrebbero vedere 20 ore di utilizzo all’anno.
Non è affidabilità. È acciaio inattivo.
I produttori faranno notare — correttamente — che molte piegatrici moderne accettano indifferentemente utensili segmentati e solidi. E mostreranno sistemi monoblocco con una bella molatura e grande durata. Bene. Se stai lavorando lo stesso supporto tutta la settimana a 6 tonnellate per piede (60 tonnellate su 10 piedi), una barra solida che vibra in posizione è una gioia. Ho rottamato abbastanza metallo da sapere che, quando pieghi lo stesso supporto tutta la settimana, quella solidità ti ripaga.
Ma l’alta variabilità non è 500 pezzi uguali.
Sono 50 pezzi di dieci cose diverse. Il ROI non sta in quanto dura una barra. Sta in quante famiglie di parti la tua libreria esistente può assorbire senza un altro ordine d’acquisto.
Il che ci riporta al mese in cui un utensile si danneggia effettivamente.
Supponiamo che un punzone rettificato di precisione da 3 metri costi X. Un segmento da 200 mm dello stesso profilo costa circa X diviso per quindici, più o meno a seconda del sistema. Non serve un foglio di calcolo per vedere l’asimmetria.
La probabilità di danno è localizzata. L’impatto finanziario con un monoblocco è globale.
Ora aggiungiamo le rettifiche. Ogni rettifica riduce l’altezza dell’utensile. Su una barra a lunghezza piena, si rettifica l’intera barra da 3 metri per risolvere un difetto di 100 mm. Hai appena ridotto la vita utile dell’intero bene per risolvere un problema locale. Con i segmenti, si ritira il pezzo corto quando è consumato. Il resto della libreria conserva la sua altezza originale, preservando la costanza dell’altezza di chiusura e le classificazioni di tonnellaggio.
E sì, la precisione conta. Segmenti economici piallati a freddo e impilati con negligenza possono amplificare l’errore di allineamento. È reale. Se stai mescolando pezzi da bancarella e sperando che il morsetto risolva tutto, inseguirai variazioni d’angolo per tutta la settimana. Ma questo è un problema di disciplina d’acquisto, non di segmentazione. I segmenti rettificati di precisione in un sistema di guida adeguato mantengono una ripetibilità paragonabile ai monoblocchi perché il riferimento è condiviso.
Quindi il modello finanziario cambia. Invece di pianificare un budget per rari ma catastrofici sostituzioni di utensili, si pianifica per l’usura incrementale. Prevedibile. Contenuta. Noiosa.
La noia è una cosa buona.
Perché quando un solo naso scheggiato non minaccia più un bene a cinque cifre, il tuo profilo di rischio finanziario cambia. La pressa piegatrice smette di essere un’ancora che trascina capitale dietro di sé e comincia a comportarsi come una cella modulare che puoi adattare, riparare e scalare senza rischiare il margine mensile su un singolo errore.
L’unica domanda onesta che rimane è dove la solidità riesce ancora a giustificare il suo valore.
Quindi, quando vince davvero un monoblocco solido?
Quando il carico smette di essere teorico e diventa brutale.
C’è un punto in cui le giunzioni non sono più un’astrazione finanziaria — diventano concentratori di sollecitazioni. Quando spingi da 12 a 15 tonnellate per piede su una piegatura strutturale a lunghezza piena (ovvero 120–150 tonnellate su una piegatrice da 10 piedi), l’utensile non sta solo modellando il metallo. Si comporta come una trave sotto un carico serio. In quella soglia, la continuità assume un significato diverso. Non per il cambio utensile. Non per la flessibilità di libreria. Ma per l’integrità pura del percorso di carico.
Quella è la linea di tonnellaggio.
Sotto di essa, la segmentazione è un’assicurazione. Sopra di essa, la continuità può essere una necessità strutturale.
E se non sai da che parte di quella linea ti trovi, stai facendo supposizioni con acciaio costoso.
Se hai bisogno di chiarezza sulle tue effettive esigenze di tonnellaggio, sulla configurazione degli utensili e sul fatto che segmentazione o monoblocchi abbiano senso strutturale per il tuo mix, vale la pena far controllare i numeri. CN-HAWE supporta applicazioni di presse piegatrici e apparecchiature intelligenti con risorse dedicate di R&S e copertura di servizio globale, rendendola un partner pratico per valutare percorsi di carico, strategia degli utensili e scalabilità a lungo termine. Puoi avviare la discussione qui: contatta CN-HAWE.
La maggior parte delle volte, le giunzioni tra segmenti sono invisibili.
Stai piegando staffe da 300 mm, flange corte, forme interrotte. Il giunto tra un segmento da 200 e uno da 300 mm rimane in aria aperta. Il morsetto mantiene ogni riferimento. Tutto bene.
Allunga quella piegatura oltre un metro.
Ora la giunzione si trova direttamente sotto il materiale durante una corsa continua, e piccole differenze di altezza — parliamo di pochi decimi — possono imprimersi nei materiali più morbidi o manifestarsi come una lieve variazione angolare lungo la lunghezza. Se i tuoi segmenti sono rettificati con precisione e il sistema di bombatura è regolato, probabilmente non lo vedrai mai. Se sono pezzi da bancarella impilati come legna da ardere, lo vedrai.
Le giunzioni non si curano del tuo programma di produzione.
Un monoblocco a lunghezza piena elimina completamente quella variabile. Un solo piano di rettifica. Una sola trave. Nessuna interfaccia. Su pannelli architettonici, acciaio inox estetico, lunghe orlature visibili — quella semplicità può salvarti dall’inseguire segni fantasma alle 16:30 di un venerdì.
Ma nota cosa è appena successo. Abbiamo ristretto il campo.
Non “alta varietà in generale.” Bensì piegature lunghe, continue e critiche per l’aspetto.
È una fetta molto più piccola di quanto la maggior parte delle officine ammetta.
La piastra pesante cambia le regole del gioco.
Se lavori un materiale da 1/2 pollice con una V larga potresti trovarti nell’intervallo di 15–20 tonnellate per piede, a seconda dell’apertura (ad esempio, 16 tonnellate/piede su 8 piedi equivalgono a un totale di 128 tonnellate). A quel carico, il punzone diventa un elemento strutturale. Qualsiasi discontinuità tra i segmenti diventa un potenziale micro-snodamento sotto stress massimo.
Ed è qui che non ti racconterò una favola.
I sistemi segmentati di precisione, correttamente bloccati in una pressa piegatrice allineata in stile europeo, possono comportarsi come un’unica trave sotto carico. È fisica, non una finzione commerciale. Ma una volta superate circa le 200 tonnellate per metro in applicazioni estreme, la tolleranza di allineamento diventa spietata. Una lieve disallineatura non è più un problema estetico — è una distribuzione irregolare del tonnellaggio. Questo si manifesta come variazione angolare nel materiale spesso.
I monoblocchi eccellono qui perché il percorso del carico è ininterrotto. Nessuna giunzione. Nessuna tolleranza di accatastamento. Solo massa.
Ho buttato via abbastanza metallo per sapere che, quando lavori piastre strutturali tutta la settimana, inseguire mezzo grado su 2,5 metri ti farà mettere in dubbio ogni decisione di vita che ti ha portato fin lì.
Questo non è territorio ad alta varietà.
Questo è lavoro pesante, ripetitivo, estenuante, dove la rigidità non è una tassa — è un’armatura.
Poi c’è il volume.
Non 200 pezzi. Non 800.
Pensa a 5.000 unità della stessa geometria di pezzo, mese dopo mese.
Se una configurazione monoblocco riduce anche solo di 10 minuti la riconfigurazione per lotto perché non c’è nulla da riorganizzare — e nel corso di un anno questo equivale a decine di cambi evitati — la stabilità si trasforma in produttività. Alcuni documenti di sistema mostrano riduzioni dei tempi di cambio dell’ordine di 40% quando si smette di smontare e ricostruire pile di segmenti per lo stesso lavoro ripetuto. In una cella di produzione dedicata, è tempo reale guadagnato.
Ma l’alta variabilità non è 500 pezzi uguali.
Si tratta di 50 pezzi di dieci cose diverse. E in quel contesto, il tempo che risparmi non riordinando i segmenti questa settimana, lo perdi la prossima quando cambia la geometria.
Ecco quindi il punto di intersezione, in parole semplici:
Fuori da questi confini?
Quella barra solida incatenata al tuo punzone ricomincia ad agire come un'ancora.
L’unico modo per risolvere la questione nel tuo laboratorio è smettere di discutere di filosofia e iniziare a calcolare la tua tonnellata per piede, le tue lunghezze di corsa, le tue famiglie di pezzi annuali — il che significa che dobbiamo mettere i numeri fianco a fianco e trovare il tuo reale punto di crossover.
Vuoi conoscere il punto di crossover?
Inizia con un cronometro, non con un dépliant.
Se il tuo pressopiegatrice resta ferma 20 minuti per ogni cambio e cambi cinque volte per turno, sono 100 minuti morti al giorno. In un singolo turno di 8 ore, sono oltre 20% del tuo tempo utile di mandrino perso prima ancora di parlare di scarti o rilavorazioni. Nessuna quantità di “affidabilità in acciaio solido” risolve un punzone che non si muove.
Questo è il primo obiettivo: movimento contro massa.
Il vecchio pensiero dice che il monoblocco equivale a stabilità e quindi a produttività. Ma la produttività non è quanto solido sembra l’utensile quando lo colpisci. È quanti pezzi buoni escono dalla cella per turno. Se la segmentazione riduce il tuo cambio medio da 20 minuti a 8 — anche se l’allineamento ne consuma 3 — hai appena recuperato 12 minuti per cambio. Moltiplica per cinque cambi, fa un’ora al giorno. Su 240 giorni lavorativi, sono 240 ore macchina.
Ora confrontalo con le rare settimane in cui superi le 12–15 tonnellate per piede (diciamo, 16 tonnellate/piede su 8 piedi = 128 tonnellate totali) dove il monoblocco dimostra la sua utilità strutturale.
Quante settimane così fai davvero?
Se sono 40 su 240, il tuo crossover non è filosofico. È aritmetico: (ore annuali risparmiate grazie al cambio più rapido) meno (ore in cui il monoblocco previene guasti strutturali o estetici). Quando il primo numero supera di molto il secondo, stai pagando una tassa sulla rigidità.
E la maggior parte degli officine lo fa.
Non usare la tariffa oraria che ti è stata quotata per la macchina. È un comfort contabile.
Usa il margine di contribuzione per ora macchina. Quanto genera realmente un’ora produttiva su quella pressa, dopo materiali e manodopera? Ipotesi: se la tua pressa libera $150 di margine di contribuzione per ora produttiva e la segmentazione restituisce 240 ore all’anno, sono $36.000 di capacità recuperata.
Ora sottrai la tassa di allineamento.
L’attrezzatura segmentata richiede disciplina nei riferimenti. Se il tuo team sbaglia l’allineamento e perde 3 minuti extra per configurazione, considera il dato onestamente. Cinque cambi × 3 minuti × 240 giorni = 3.600 minuti. Sono 60 ore all’anno.
Anche dopo quella penalità, sei comunque positivo per 180 ore nel nostro esempio.
È qui che s’insinua la fantasia dei fornitori. I sistemi premium a cambio rapido promettono “secondi” per i cambi, ma se un supporto danneggiato impone la sostituzione completa invece di un segmento da 150 mm, la tua struttura dei costi torna verso la rigidità — solo in una confezione più brillante. L’opzionalità funziona solo se il tuo ecosistema di supporti non ti intrappola.
Quindi la tua equazione dei tempi di fermata diventa:
(Tempo di cambio risparmiato − penalità di allineamento) × cambi annuali × contributo per ora − costo incrementale del sistema di utensili
Quando quel numero rimane positivo anche dopo ipotesi conservative, il punto di pareggio è già stato raggiunto.
Il che porta al prossimo punto di pressione: capitale immobilizzato nell’acciaio.
Una strategia monoblocco significa lunghezze complete per ogni profilo. Dieci profili, dieci investimenti a lunghezza intera. È denaro che resta immobile sugli scaffali.
La strategia segmentata ribalta tutto. Possiedi una libreria: pezzi da 10 mm, 20 mm, 50 mm, 100 mm. Assembli la geometria come un set di chiavi a bussola, non come una rotaia ferroviaria. Gli stessi segmenti base costruiscono più configurazioni.
Ho scartato abbastanza metallo per sapere che, quando pieghi la stessa staffa per un’intera settimana, quella solidità ti ripaga. Ma l’alta variabilità non è 500 pezzi. Sono 40 parti oggi, 60 diverse la prossima settimana. In quell’ambiente, possedere cinque monoblocchi completi per cinque lavori “comuni” sembra sicuro—finché l’ingegneria non modifica la lunghezza di una flangia di 12 mm e ora nessuno di loro combacia più.
La flessibilità riduce il tuo raggio di danno.
Danneggi un segmento? Sostituisci 100 mm. Danneggi un monoblocco? O lo rettifichi per tutta la sua lunghezza o lo parcheggi. Una scheggia ha mandato fuori uso un punzone da 3 metri in un’officina con cui ho lavorato. Non era solo un costo di riparazione. Era caos di pianificazione.
L’inventario non è solo prezzo d’acquisto. È quanto del tuo futuro è bloccato nella geometria di ieri.
Ora quindi il punto di crossover include l’esposizione al capitale: Costo totale dei set a lunghezza intera necessari per coprire l’80% dei tuoi lavori rispetto al costo di una libreria segmentata che copre lo stesso 80% mediante ricombinazione.
Quando il secondo numero supporta più famiglie di pezzi con meno acciaio duplicato, la rigidità smette di sembrare sicurezza e inizia a sembrare zavorra morta legata al pistone.
E questo prima ancora di parlare di ciò che stanno diventando i tuoi clienti.
Il mercato è cambiato silenziosamente.
Gli ordini si sono ridotti. Le revisioni sono diventate più rapide. I tempi di consegna si sono accorciati mentre gli SKU sono esplosi. La tua pressa piegatrice non è più una macchina di produzione dedicata. È una cella di problem solving.
Una macchina rigida presume che il domani assomigli a ieri.
Una cella flessibile presume che il domani sarà imprevedibile.
Quando i lavori tendono verso lotti più brevi e maggiore variabilità, la produttività diventa una funzione di quanto rapidamente riesci a riconfigurarti, non di quanto indistruttibile sembri il tuo utensile. La piegatrice che cambia configurazioni come una chiave dinamometrica cambia bussole batterà quella che trascina un’ancora di acciaio a lunghezza intera—a meno che tu non lavori costantemente oltre quella soglia strutturale di 200 tonnellate per metro.
Questa è la nuova prospettiva:
Il tuo punto di intersezione non è “Quale strumento è più potente?” ma “A quale volatilità del mix l’opzionalità genera un contributo annuale maggiore di quanto la continuità strutturale impedisca in termini di perdita?”
Calcola le tue reali ore di cambio. Conta quante settimane vivi davvero in produzioni ad alto tonnellaggio o in lunghe serie cosmetiche. Determina il prezzo del tuo capitale bloccato nei duplicati a lunghezza intera.
Quando vedi quei tre numeri uno accanto all’altro, la risposta di solito non è emotiva.
È operativo.


















