

La prima volta che ti avvicini a una pressa piegatrice CNC, il pannello di controllo può sembrare la cabina di pilotaggio di un jet. Icone colorate, display digitali, schede etichettate “programma”, “attrezzatura”, “sequenza di piega”—è facile chiedersi se per sbaglio ti sei iscritto per diventare un ingegnere software invece che un carpentiere metallico. Ma la realtà è quasi l’opposto. Le moderne presse piegatrici CNC sono progettate affinché l’operatore non faccia i calcoli, non calcoli le tolleranze di piega e non indovini il ritorno elastico. Lo fa il computer. Il tuo compito è dirgli cosa vuoi, non capire come arrivarci.
Chi ha imparato su presse manuali ha passato anni a sviluppare un senso intuitivo per le correzioni d’angolo, l’ordine delle pieghe e il comportamento del ritorno elastico. Oggi, la macchina ha assorbito quella complessità. I sistemi di controllo CNC prendono quelle stesse variabili—spessore del materiale, angolo, raggio dell’attrezzatura—e calcolano le regolazioni necessarie prima della prima piega. L’unica barriera rimasta è psicologica: la convinzione che lo schermo richieda programmazione informatica invece di un semplice inserimento guidato. Una volta che questa illusione svanisce, il lavoro diventa quasi naturale.
Se hai mai visto un annuncio di lavoro che dice “operatore pressa piegatrice CNC—programmazione richiesta”, è comprensibile immaginare righe di codice e comandi arcani. In realtà, “programmazione” in questo contesto assomiglia più a un inserimento di dati che a scrivere codice. L’operatore seleziona un tipo di materiale—per esempio, alluminio da 1/8 di pollice o acciaio dolce da 16 gauge—immette l’angolo di piega e sceglie una matrice e un punzone da una libreria già caricata. Il controllore sa già come quegli utensili interagiscono.
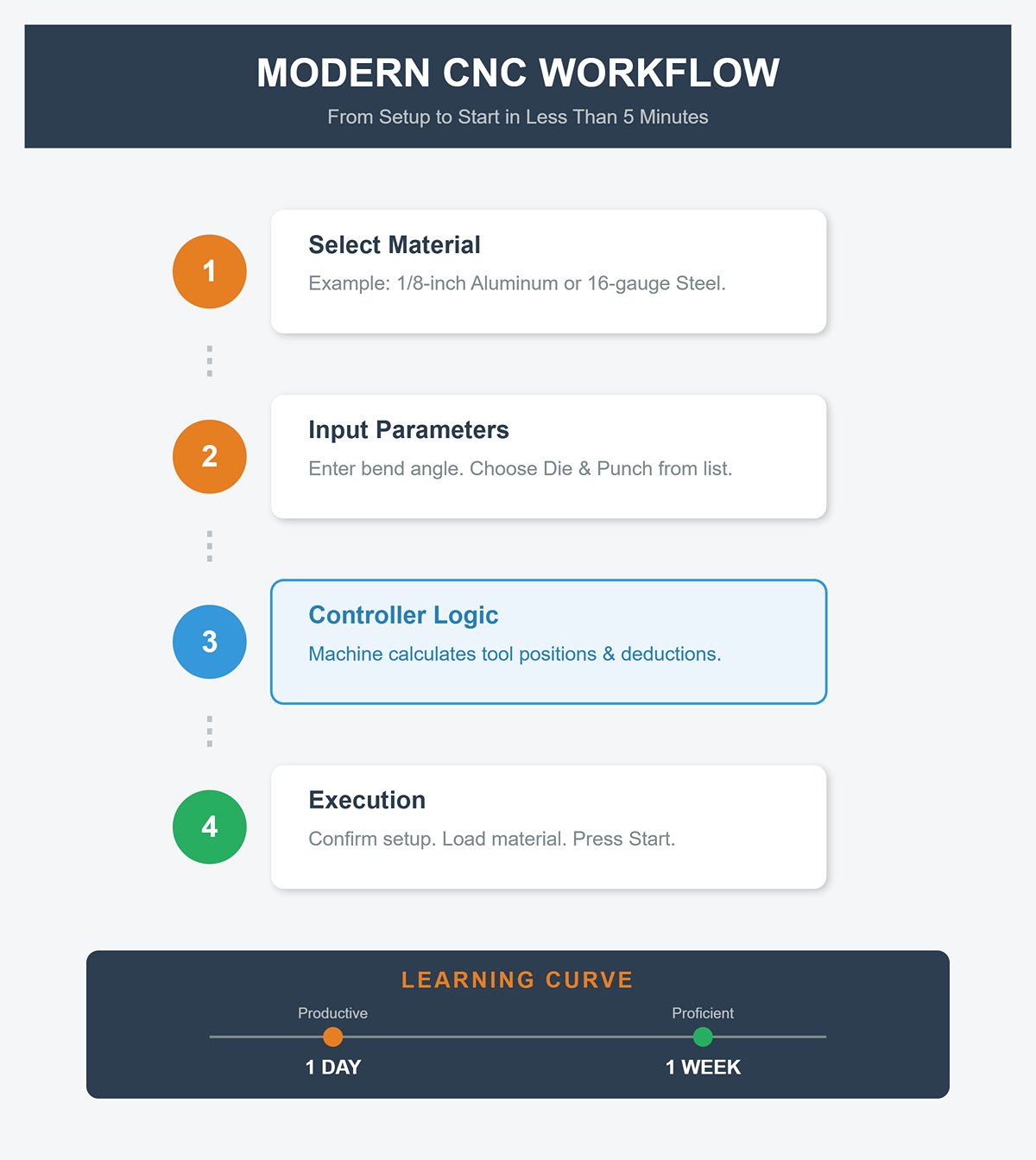
Alcune macchine importano persino il file del pezzo direttamente dall’ufficio di programmazione o dalla stazione CAD, calcolando automaticamente le deduzioni di piega e le posizioni degli utensili. Lo schermo dell’operatore diventa quindi una serie di istruzioni chiare: confermare il setup dell’attrezzatura, caricare il materiale, premere avvio ciclo. Su una macchina moderna Amada o Trumpf, l’intero processo può richiedere meno di cinque minuti per un pezzo semplice.
Ecco perché gli operatori possono diventare produttivi in un solo giorno e raggiungere la competenza in una settimana. La frase “programmazione richiesta” spesso significa “puoi inserire tre numeri senza paura?”. La barriera tecnica non è matematica—è solo familiarità con l’interfaccia. Una volta che i tecnici capiscono che stanno dando istruzioni a una macchina che conosce già la geometria, l’ansia svanisce.
Ogni piega un tempo richiedeva calcoli accurati. Servivano tolleranze di piega, fattori K e aggiustamenti trigonometrici per prevedere dove si sarebbe posizionato il materiale dopo il ritorno elastico. Su una pressa piegatrice CNC, quella matematica invisibile è ora gestita interamente dal controllore. Quando inserisci il materiale e lo spessore, il software fa riferimento a un database interno che memorizza i fattori K e i raggi di piega corretti per quel materiale. Poi compensa automaticamente la posizione del battuta posteriore e regola la tonnellata per ottenere l’angolo desiderato.
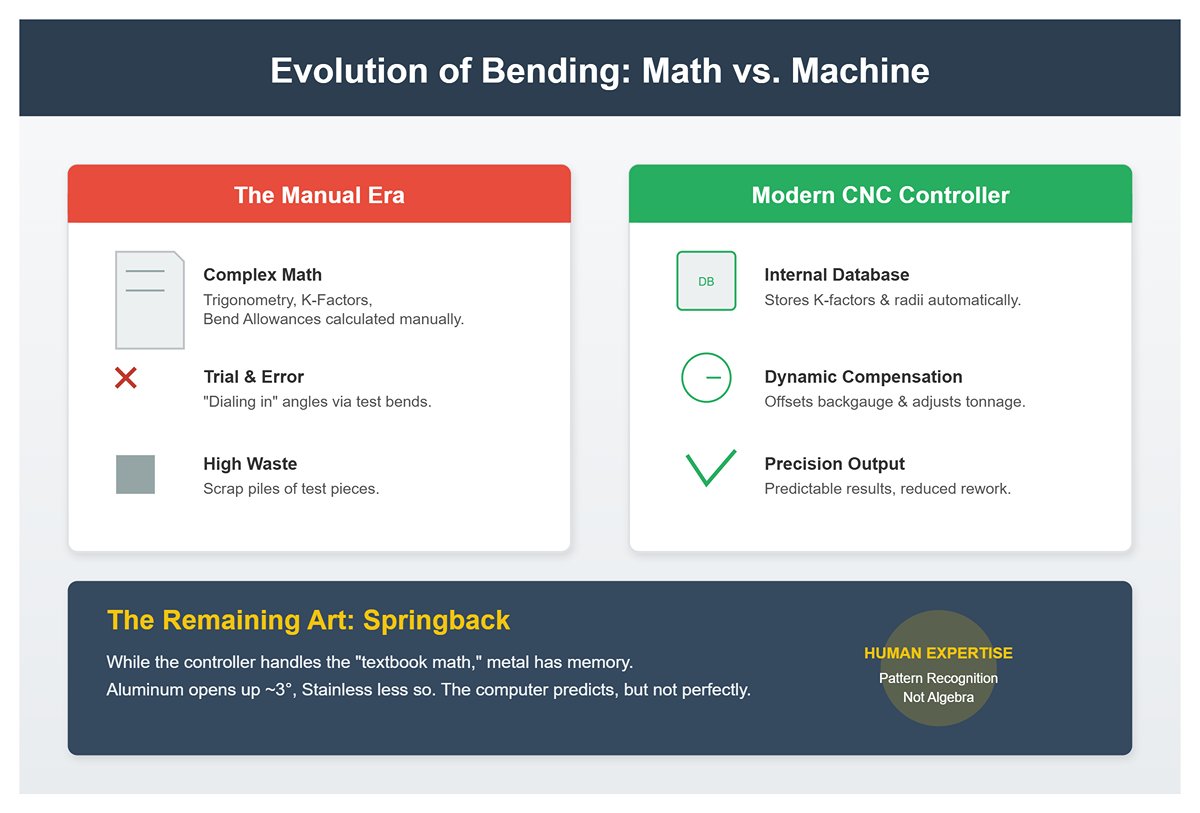
Significa niente tabelle scritte a mano, niente pieghe di prova per “regolare” un angolo, e niente cumuli di pezzi di scarto a meno che tu non voglia una conferma visiva. Il sistema compensa dinamicamente lo spessore e l’usura degli utensili, riducendo rilavorazioni e sprechi di materiale.
L’unico ambito in cui la conoscenza conta ancora—l’arte dietro l’automazione—è il ritorno elastico. Ogni metallo “ricorda” la sua forma in modo leggermente diverso. L’alluminio può aprirsi di tre gradi dopo la piega, l’acciaio inox meno. Il computer può prevederlo, ma non sempre perfettamente. Un operatore esperto riconosce quando il comportamento del pezzo non corrisponde al database e regola leggermente l’angolo target. Non è algebra—è riconoscimento di schemi basato sull’esperienza. I migliori operatori sviluppano questa sensibilità osservando, non calcolando.
Quindi, mentre il controllore assorbe la matematica da manuale, l’esperienza umana continua a definire la qualità. La persona alla macchina sa quando è il metallo a essere sbagliato, non il codice.
Le attrezzature moderne hanno reso possibile a quasi chiunque far funzionare una pressa piegatrice CNC in modo basilare. Un premi-bottoni carica il pezzo grezzo, avvia un programma validato e controlla il primo pezzo. Finché non succede nulla di imprevisto, la produzione procede senza intoppi. Ma quando una piega risulta due gradi troppo aperta o un pezzo non si assembla correttamente, la differenza tra un premi-bottoni e un vero operatore diventa evidente.
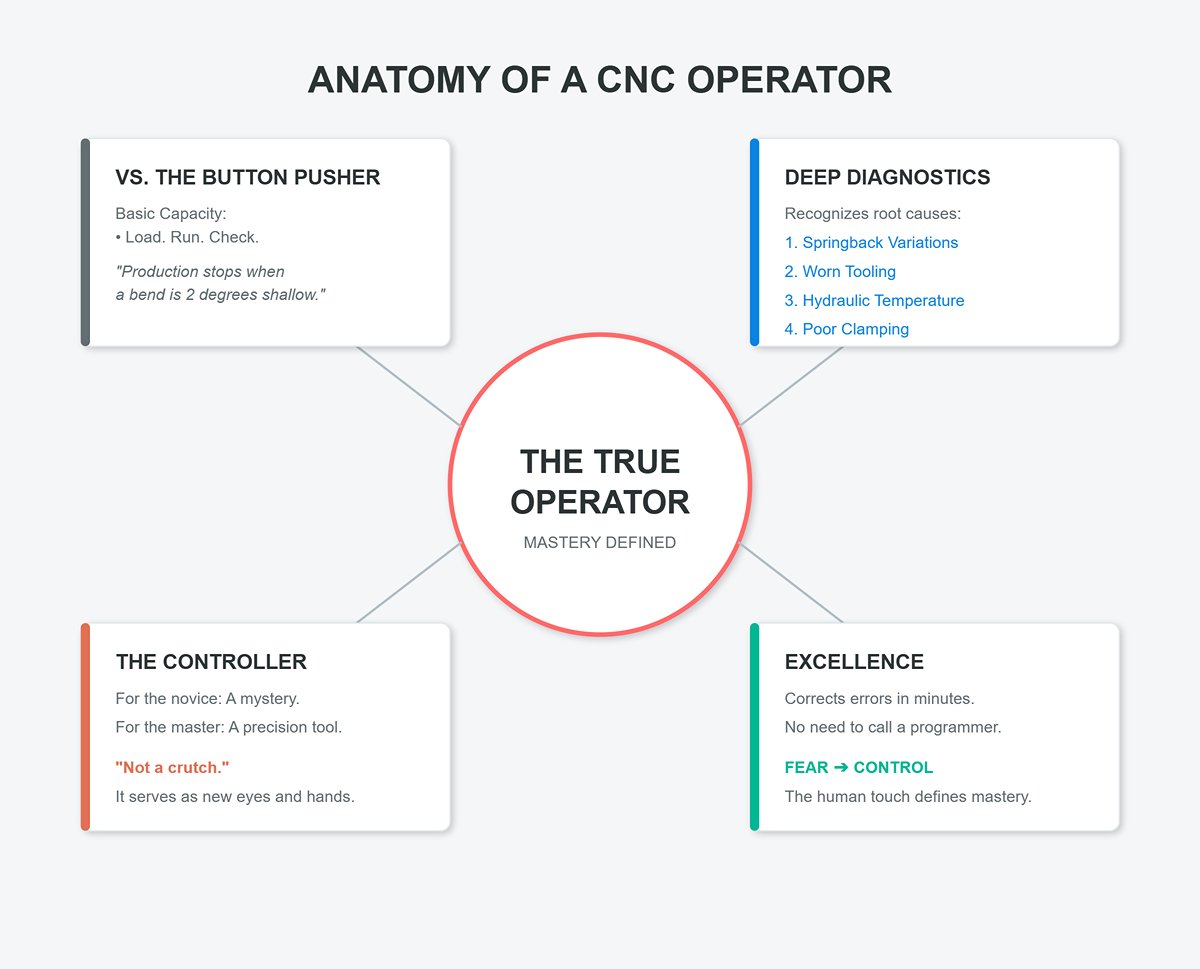
Un vero operatore non si limita a notare l’errore—lo diagnostica. Riconosce se il problema deriva da variazioni di ritorno elastico, utensili usurati, cambiamenti di temperatura nel sistema idraulico o persino da una ganascia mal posizionata. Può correggerlo in pochi minuti senza chiamare un programmatore.
Questo livello più profondo di competenza richiede anni, ma si basa sulla stessa struttura che la macchina CNC già semplifica. I migliori operatori usano il controllore come uno strumento di precisione, non come una stampella. Sanno che solo perché un programma funziona non significa che funzioni bene.
La tecnologia CNC ha appiattito la curva di apprendimento ma ha alzato il livello massimo di eccellenza. Il computer rende l’ingresso facile, ma il tocco umano continua a definire la maestria. Per i nuovi operatori, questo è il vero segreto: lo schermo non è il tuo nemico—è il tuo nuovo paio di occhi e mani. Una volta capito cosa sta davvero facendo per te, la paura si trasforma in controllo.
Ogni piega su un foglio piano nasconde una forma futura. I migliori operatori di presse piegatrici vedono quella forma prima che la prima ganascia si chiuda. Quando guardi un modello piano, il tuo compito non è memorizzare le dimensioni ma vedere il movimento—come ogni linea passa da un’incisione a un bordo, a una flangia o a una scatola chiusa. Questa conversione spaziale distingue gli operatori che producono buoni pezzi da quelli che producono buoni scarti.
Una semplice scatola a tre pieghe è il vero test. Disegnala piatta, poi immagina quali pieghe si sollevano, quali linee di piega sono rivolte verso di te e quali verso l’esterno. Ora capovolgi quell’immagine—le presse piegatrici invertono un asse perché il punzone piega verso l’operatore. Se la tua piega mentale lascia una flangia al contrario o una gamba di ritorno rivolta verso il basso quando dovrebbe essere rivolta verso l’alto, ti sei unito al 73% che falliscono la prima settimana non per scarsa abilità manuale ma per orientamento invertito.
I professionisti contrastano questo con la tracciatura mentale. Segnano le sequenze di piega con frecce, visualizzano ogni piega verso l’interno o verso l’esterno, poi provano mentalmente il movimento di capovolgimento come se piegassero un modello di carta. Prevedono anche l’allungamento dovuto al fattore di piega—il materiale extra necessario al raggio esterno affinché i pezzi rientrino nelle tolleranze. Questa abitudine di visualizzazione rende automatici i passaggi successivi: dove posizionare il riscontro posteriore, dove montare gli utensili e come evitare collisioni. Trasforma il pensiero bidimensionale in un’abitudine di rotazione e inversione che nessuna scorciatoia software può sostituire.
La maggior parte delle officine divide gli operatori in due categorie: premi-bottoni e costruttori. Il primo gruppo esegue ciò che altri hanno programmato. Il secondo comprende cosa sta risolvendo ogni riga di codice. Entrambi i ruoli usano lo stesso schermo di controllo, ma il modo di pensare è completamente diverso.
Eseguire programmi significa caricare un lavoro preimpostato, verificare il numero del pezzo e avviare il ciclo. Scrivere programmi significa comprendere la geometria alla base di ogni comando—angoli di piega, spessore del materiale, fattore K (il rapporto dell’asse neutro) e correzione del ritorno elastico. Una piega a 90° sullo schermo raramente forma 90° nel metallo a causa dell’elasticità del materiale; gli operatori che eseguono soltanto i programmi regolano empiricamente, mentre chi li scrive sa perché accade e corregge la formula.
Quella consapevolezza colma il divario di produttività: il tempo di funzionamento mediano della pressa piegatrice è inferiore a 13%, mentre i migliori operatori mantengono oltre 30% riducendo i pezzi di prova. La competenza a livello di scrittura consente modifiche rapide quando i progetti cambiano a metà turno, una realtà nella fabbricazione su misura. Significa anche indipendenza: niente attese per la programmazione offline, meno pause nella produzione e meno errori causati da sequenze di piega digitate in modo errato. Nel momento in cui un operatore inizia a pensare in termini geometrici, la macchina diventa un traduttore, non una stampella.
L’atto fisico di piegare—caricare il materiale, allinearlo sotto il punzone, premere il ciclo di avvio—è ingannevolmente semplice. La vera sfida si nasconde nella memoria spaziale. Errori di orientamento, come impostare il registro posteriore sulla flangia sbagliata o ruotare il pezzo grezzo di 180°, causano la maggior parte delle rilavorazioni e degli scarti. Questi non sono difetti della “macchina”; sono errori umani di lettura della mappa.
Studi che hanno seguito oltre mille assunzioni nel settore della fabbricazione mostrano lo schema: quasi tre quarti non superano la prova non perché non sappiano usare una pressa piegatrice, ma perché non riescono a ruotare mentalmente i pezzi attraverso pieghe sequenziali. Perdono il senso di quale superficie sia “interna”, leggono un disegno capovolto o presumono che ogni piega sia vista dalla stessa direzione. Con assemblaggi a tolleranza stretta, una flangia invertita su una scatola può comportare ore di rifacimento.
Le officine che trattano questa come una competenza insegnabile superano quelle che si affidano a cicli di prova. I programmi di apprendistato tedeschi si concentrano presto sulla lettura dei disegni—simboli di quotatura e tolleranze geometriche (GD&T), riferimenti e superfici di riferimento. Attraverso ripetuti “primi piegamenti”, i tirocinanti mappano come un sistema di coordinate 2D diventa una forma fisica. Il ritorno è misurabile: una riduzione del 75% negli errori spaziali e un percorso di carriera verso lavori di programmazione e leadership che guadagnano significativamente di più entro un decennio.
La padronanza dell’orientamento è ora una strategia di fidelizzazione tanto quanto una leva di produzione. Le officine americane con esercitazioni spaziali strutturate—piegare modelli fittizi, tracciare ordini di piega, simulare la direzione di esecuzione—riportano fino a un recupero dell’utilizzo dell“80% senza aggiungere macchine. La conclusione è netta: l’automazione non può risolvere la confusione su cosa significhi ”alto” in un disegno. Solo la rotazione mentale può farlo.
La svolta inaspettata: ciò che la maggior parte dei commenti trascura è che il successo nell’uso di una pressa piegatrice CNC dipende meno dalla destrezza e più dalla geometria cognitiva. Gli operatori che allenano la mente a piegare scatole su carta superano costantemente quelli che inseguono scorciatoie software. In ogni stabilimento ad alte prestazioni, il pavimento insegna la visualizzazione prima del codice. Perché nella piegatura, la macchina ripete solo ciò che puoi già vedere—e niente di più.
Ogni piega accurata inizia con la matrice inferiore. Gli operatori esperti si affidano alla regola dell’8x—selezionare un’apertura della matrice pari a otto volte lo spessore del materiale. Funziona perché il metallo sotto stress segue una geometria prevedibile. Otto volte bilancia l’allungamento a trazione sul raggio esterno con la compressione sulla faccia interna, riducendo al minimo il ritorno elastico e le crepe sui bordi. Per l’alluminio, con bassa resistenza allo snervamento, si scende a 6x; per l’acciaio inox rigido, si sale a 10x. Un nuovo operatore potrebbe scegliere a occhio, pensando che più largo sia più sicuro—non lo è. Matrici più larghe appiattiscono gli angoli e aumentano il tonnellaggio. Un pannello in acciaio dolce da un quarto di pollice su una matrice 10x richiede il 60% in più di forza del pistone, usurando prematuramente i punzoni e rallentando il ciclo. La regola dell’8x mantiene usura, tonnellaggio e precisione dell’angolo nella zona di profitto.
I database CNC spesso includono librerie di matrici preimpostate, ma queste si basano su condizioni ideali e ignorano le realtà quotidiane—fatica della matrice, leggera fuori squadra o bordi arrotondati. L’override manuale con la regola dell’8x riporta il fattore umano nella precisione: un operatore esperto sa quando l’usura del bordo di una matrice aggiunge due gradi di ritorno elastico. Le officine che monitorano l’efficienza del setup riportano un passaggio da un’ora a meno di venti minuti quando gli operatori standardizzano la selezione 8x. Non è superstizione—è controllo di processo.
Azioni immediate:
Un calibro $20 e quindici secondi di calcolo prevengono migliaia di dollari di scarti e tempi di fermo cumulativi. Per un operatore di pressa piegatrice, questo è ciò che significa professionalità nella ripetizione quotidiana.
Quella deviazione di due gradi che compromette l’intero assemblaggio saldato non è colpa del tuo controllore—è ritorno elastico, il rimbalzo elastico del metallo dopo il rilascio del carico. Materiali diversi “rimbalzano” in modo diverso: l’acciaio dolce recupera circa due gradi; l’alluminio, fino a quattro. La soluzione non è andare a tentoni. Misura il raggio interno di piega, controlla il tuo fattore K (il rapporto tra l’asse neutro e lo spessore—tipicamente 0,33 per l’acciaio, 0,50 per l’alluminio) e programma una sovrapiega pari al rimbalzo previsto. Se l’obiettivo è 90° e ti aspetti due gradi di ritorno elastico, programma la CNC per una piega a 88°. Ricontrolla con un goniometro digitale, non a occhio.
Gli operatori che si affidano a tentativi ed errori inseguono la precisione tutto il giorno; gli operatori che eseguono sovrapieghe calcolate sono precisi al primo colpo. Un’indagine in officina ha rilevato che aggiungere semplicemente un offset di ritorno elastico nel programma ha ridotto gli scarti di quasi il 90% nel primo mese. La matematica dietro quella precisione è semplice:
Allowance di piega
BA = (π / 180) × Angolo × (Raggio + Fattore K × Spessore)
Inserisci questo nel tuo modello piano o nel software offline per mantenere le parti esatte. Una correzione in tempo reale sotto il minuto è meglio che rettificare un angolo fuori misura in seguito.
| Materiale | Rapporto matrice | Ritorno elastico (media) | Obiettivo sovrapiega | Guadagno di precisione |
|---|---|---|---|---|
| Acciaio dolce 1/8″ | 8x | 2° | Programma 88° | ±0,5° |
| Alluminio 1/4″ | 6x | 3° | Programma 87° | ±1° |
| Acciaio inox 3/16″ | 10x | 2,5° | Programma 87,5° | ±0,7° |
La compensazione programmabile trasforma la “sensazione” in controllo verificato—e una volta che impari a prevedere la deviazione, passi da operatore a tecnico.
I pericoli della pressa piegatrice non perdonano. Una distrazione—una mano fuori posto—e la precisione diventa infortunio. La Regola del Pugno Chiuso fornisce un riferimento diretto e fisico: se il tuo pugno chiuso entra tra punzone e matrice durante la configurazione, la zona di schiacciamento è pericolosamente aperta. Fermati. Regola la distanza degli utensili o attiva il blocco prima di continuare. Quel segnale visivo e tattile funziona più velocemente di qualsiasi allarme. Le barriere fotoelettriche e le protezioni laser sono vitali ma imperfette; l’acciaio inox riflettente o il materiale oleoso possono ingannare i sensori fino al 15% delle volte. Errori non visibili come un riscontro posteriore disallineato possono anche interrompere i percorsi del raggio. Un controllo manuale con il pugno non si basa su tensione, ottica o aggiornamenti firmware—si basa sulla consapevolezza.
I dati OSHA mostrano che un quarto delle amputazioni nelle officine di fabbricazione avviene alla pressa piegatrice, per lo più durante configurazioni “rapide” senza blocco/tag. Ogni multa raddoppia la perdita di manodopera e reputazione. Un produttore che ha applicato il protocollo Pugno Chiuso + Protezione Laser ha registrato zero incidenti denunciabili in tre anni di produzione continua. Quel risultato non è derivato dalla burocrazia ma dalla cultura: la precisione nella configurazione è identica alla precisione nella sicurezza.
Norme di sicurezza da seguire:
Il professionalismo alla pressa piegatrice si vede negli spazi tra le pieghe. Ogni operatore di successo tratta la macchina non come un rischio, ma come un partner legato dalla fisica e dalla disciplina. Le abitudini acquisite sotto il suo pistone—configurazione misurata, controllo predittivo, cautela deliberata—diventano la base per avanzare verso la programmazione e l’ingegneria dei processi.
Per molti operatori di presse piegatrici, il percorso inizia non in un’aula ma accanto a una macchina ronzante, spazzando pezzi, contando le pieghe e facendo domande intelligenti. Le aziende di lavorazione preferiscono promuovere dall’interno, il che rende il ruolo di “assistente macchina” la porta legittima più veloce. Una volta dentro, la curva di apprendimento accelera per osmosi: gli operatori spiegano la configurazione degli utensili, le regolazioni del riscontro posteriore, i limiti di tonnellaggio e la sensazione sottile di un pezzo correttamente formato. L’assistente che mostra curiosità e precisione conquista rapidamente fiducia.
Le officine raramente pubblicizzano un calendario fisso dal ruolo di assistente a quello di operatore, ma in pratica la maggior parte dei responsabili descrive un periodo di 6–12 mesi prima che i candidati gestiscano configurazioni indipendenti. La promozione interna offre un doppio vantaggio: primo, l’azienda investe tempo reale di supervisione; secondo, la posizione di operatore è già disponibile quando le competenze dell’assistente maturano. In un mercato del lavoro in cui la lavorazione dei metalli impiega oltre un milione di lavoratori e affronta pensionamenti più rapidi delle sostituzioni, i canali interni contano più dei curriculum. Per chi impara meglio osservando e facendo, questo percorso sul lavoro riduce sia i costi sia la concorrenza.
La responsabilità si espande prima del riconoscimento del titolo. Gli assistenti che avanzano verso il grado di operatore iniziano a verificare gli angoli di piega con goniometri, registrare le sequenze di piega, interpretare i messaggi diagnostici del controllore e segnalare utensili non corrispondenti. Ogni compito rafforza precisione e coerenza—le stesse qualità che alla fine distinguono un buon operatore di pressa piegatrice da un piegatore di lamiere.
La formazione formale attraverso un produttore di apparecchiature cambia la profondità della comprensione. Amada e Trumpf offrono corsi sui loro controllori proprietari, interfacce di programmazione e software avanzato di simulazione della formatura. Sebbene i dati pubblici sui risultati dei corsi siano scarsi, ciò che distingue questi programmi è l’immersione nella logica e nell’interfaccia esatte presenti sul piano di produzione. Un programma di un college comunitario può introdurre la sintassi G‑code generica; un istruttore OEM dimostra come quel codice interagisce con le barriere fotoelettriche di sicurezza, il bombaggio idraulico e le librerie di geometria specifiche memorizzate all’interno della macchina.
I dati provenienti dall’ecosistema più ampio della formazione nella lavorazione supportano la premessa: i candidati che combinano 144 ore di apprendimento in aula con 2.000 ore di pratica supervisionata ottengono credenziali riconosciute dal Dipartimento del Lavoro. La differenza è che la formazione OEM comprime la teoria nell’applicazione—gli studenti terminano il programma sapendo non solo cosa si aspetta il controllore, ma perché ogni inserimento numerico previene un incidente o un pezzo difettoso.
Per le officine che si standardizzano su un unico marchio, completare un corso Amada o Trumpf può ridurre la formazione di prova e giustificare una retribuzione iniziale più alta. Lo stesso certificato segnala ai responsabili delle assunzioni che l’operatore è pronto a programmare direttamente da un modello 3D, ottimizzare le sequenze e risolvere problemi tramite l’interfaccia uomo‑macchina anziché seguire ciecamente le stampe. Non è prestigio fine a sé stesso; è compatibilità.
Saldatori, fabbricatori o meccanici esperti possiedono già la mappa mentale del comportamento del metallo sotto calore e pressione. Questa conoscenza diventa una valuta preziosa quando viene tradotta nel vocabolario del controllo CNC. La comprensione dei disegni tecnici, la disposizione trigonometrica e la familiarità con le qualità dell’acciaio si trasferiscono senza problemi; ciò che è nuovo è l’interpretazione digitale—trasformare un disegno di modello piano in angoli variabili programmati nel controllore.
Un saldatore a suo agio con le tolleranze comprende le conseguenze di una deviazione di un grado; l’operatore di pressa piegatrice misura quello stesso grado con un misuratore digitale di angoli e lo corregge tramite compensazione del bombaggio o deduzione di piega. Questo passaggio mentale riduce notevolmente la formazione. I pezzi mancanti sono la conoscenza del controllore—come navigare nelle librerie di utensili, modificare le sequenze di piega ed eseguire prove a vuoto—e la configurazione sicura su riscontri posteriori programmabili. Molti centri professionali ora progettano “moduli di conversione” specificamente per i mestieri manuali che passano all’operazione CNC, concentrandosi sulla lettura ortografica, sull’accumulo di tolleranze e sulle simulazioni su macchine reali.
Per i datori di lavoro, reclutare dal banco di saldatura colma lacune di competenze con lavoratori che già rispettano i protocolli di sicurezza e i costi dei materiali. Per i lavoratori, significa sostituire la ripetizione fisica con l’artigianato analitico. Trasformare l’esperienza manuale pregressa in precisione programmabile trasforma un mestiere manuale in un processo gestito digitalmente—ed è lì che i salari crescono più velocemente.
La maggior parte delle guide professionali sopravvaluta i certificati o minimizza la fatica della ripetizione, ma le operazioni di pressa piegatrice premiano la precisione più che la carta. La vera scorciatoia non è saltare i passaggi—è padroneggiare le abitudini che rendono ogni piega ripetibile e ogni lavoro tracciabile. Assistenti che documentano, tirocinanti che verificano e saldatori che pensano come programmatori parlano tutti la stessa lingua del controllo.
Ognuno di questi tre percorsi richiede un investimento diverso—tempo, retta o traduzione—ma tutti si basano su un principio: dimostrare di saper far muovere il metallo esattamente come richiede il disegno. In un panorama della lavorazione che sta perdendo i suoi meccanici più esperti, il posto da operatore non è bloccato dietro le credenziali. Si apre a chi combina senso meccanico con disciplina basata sui dati.
Il primo stipendio che un operatore CNC di pressa piegatrice guadagna riguarda meno il denaro e più lo slancio. La maggior parte dei principianti inizia tra $18 e $23 all’ora, circa $37.000–$48.000 all’anno, lavorando sotto un operatore capo o un supervisore di officina. La tariffa precisa varia in base alla geografia: un operatore inesperto a Sunnyvale, California, può arrivare a $24 all’ora, mentre il suo omologo in una piccola città del Midwest può ricevere $16. I dati mostrano la differenza—il 25º percentile nazionale di ZipRecruiter è $18,03, ma il 75º sale a $23,32. Quel divario di cinque dollari è il valore della vicinanza a lavori di produzione ad alta domanda e la prova che “nessuna esperienza” non significa “nessuna leva”.”
Per un principiante, la prima leva da tirare è la posizione o la certificazione. Scegliere un mercato ad alta domanda o un impianto che sponsorizza formazione a livello OEM. Questa singola decisione spesso aggiunge da tre a cinque dollari l’ora fin dall’inizio. Il campione di 7.200 annunci di Indeed lo chiarisce: dove una descrizione di lavoro menziona “formazione fornita”, la paga iniziale è più alta perché il turnover è più basso. In un mestiere legato alla precisione, i datori di lavoro premiano la capacità di apprendere tanto quanto il tempo trascorso sul pavimento.
L’immagine da ricordare: un operatore alle prime armi in piedi accanto a una Accurpress da 14 piedi ronzante, che controlla ancora due volte gli angoli di piega sotto l’occhio di un supervisore, già guadagnando più di un amico che lavora ore nel commercio al dettaglio. La precisione paga prima qui che nella maggior parte dei lavori manuali—ma solo se l’operatore considera quei turni iniziali come un apprendistato, non una routine faticosa.
Intorno al terzo anno, qualcosa di strutturale cambia. L’operatore smette di aspettare la verifica e inizia a gestire i setup da solo. Quella sicurezza vale un documentato aumento del 25–40% secondo i dati nazionali. Il salario tipico sale a $25–30 l’ora, ovvero $52.000–$62.000 l’anno. La timeline di Zippia lo mostra chiaramente: aumenti annuali incrementali intorno ai 3–4%, ma una grande svolta una volta terminata la supervisione. Il mercato si fida dell’esperienza quando è accompagnata da proprietà del processo—cambi utensili, ispezioni del primo pezzo e programmazione di piccoli lotti.
La mobilità di carriera conta tanto quanto l’anzianità. PayScale osserva che gli operatori che gestiscono tirocinanti o cambiano datore di lavoro al traguardo dei due‑tre anni accelerano più velocemente. Considera quella prima promozione come un traguardo sia tecnico che organizzativo: la persona che sa leggere un modello piano, regolare gli utensili e mantenere la conformità alla sicurezza senza supervisione diventa il perno tra progettazione e produzione.
A questo punto, l’operatore di pressa piegatrice CNC non si limita più a formare pezzi—sta allineando il ritmo umano con la precisione della macchina. Ogni ora di operatività protetta, ogni lamiera sprecata evitata, si traduce direttamente in valore. Il terzo anno è quando l’officina ti vede come margine, non come manodopera, e la busta paga si espande di conseguenza.
Sopra $40 l’ora, il lavoro sembra lo stesso agli estranei—ma all’interno dell’officina è tutta un’altra lega. Questi sono operatori che programmano e ottimizzano presse di marchi come Amada o Trumpf, lavorano leghe aerospaziali con tolleranze di mezzo millimetro, o coordinano più macchine in celle automatizzate. La loro profondità li trasforma da operatori di macchine a ingegneri di processo in tutto tranne che nel titolo. Guadagni sopra $80.000 l’anno sono rari ma reali nei settori che non possono permettersi rifacimenti.
La regione amplifica l’effetto. Uno specialista a Mankato, Minnesota, registra una base oraria di $28–30, mentre ruoli aerospaziali in California o New York superano $35 prima dei bonus. Aziende come Standard Iron o Webco indicano “programmazione CNC” come acceleratore di paga—prova che scrivere sequenze di piega efficienti oggi paga come programmare software dieci anni fa.
La certificazione può anche fare la differenza. Quando un datore di lavoro rimborsa corsi di programmazione OEM, quella credenziale agisce come un moltiplicatore: stesse ore, nuovo livello. Ciò che era iniziato come un ruolo di setup diventa ingegneria di produzione con i guanti. L’immagine mentale: un operatore, concentrato sotto la luce blu del pannello di controllo, osserva il pistone scendere su una lamiera di titanio che vale più di alcune auto—perché solo lui può piegarla senza errori.
Ogni fascia salariale in questo mestiere riflette abilità dimostrate sotto stress—il momento in cui il metallo incontra l'utensile e o si piega correttamente o si graffia. I salari di ingresso premiano la disciplina; gli aumenti di metà carriera premiano l'indipendenza; la retribuzione specialistica onora il controllo nella complessità. L'intuizione che cambia tutto è semplice ma impossibile da ignorare una volta vista: il denaro segue la precisione misurata.
Per chi guarda quella prima modesta paga oraria, chiedendosi se il mestiere potrà offrire abbastanza—il percorso è già tracciato nell'acciaio. La stessa attenzione che mantiene perfetta una linea di piega è l'attenzione che costruisce una carriera oltre i quaranta dollari l'ora. La precisione non crea solo il pezzo; rende inevitabile la busta paga.


















