

ラムはスムーズに作動した。バックゲージも動いた。画面はクリスマスツリーのように明るく点灯した。.
次に、6フィートのテストストリップを下に置いた。左側は82°に曲がり、右側は87°に曲がった。ストロークは同じ。プログラムも同じ。上金型のRコーナーは0.03mmを超えて摩耗し、ギブは緩み、フレームは前回の移動以来、水平調整が一度も行われていなかった。良き日であっても、初品合格率は85%を下回っていただろう。.
だが、まあ、「電源は入った」わけだ。“
それこそが、パドル(操作盤)を見る前に埋めなければならないギャップだ。.
“「現状有姿」とは「安い」という意味ではない。「その機械の歴史を引き継ぐ」という意味だ。”
そして、こうした機械の物語のほとんどは、すでに計算を終えてその結果に満足できなかった工場オーナーから始まる。.
ある工場が、オークションで200トンの油圧プレス機を格安だと思って購入したものの、ベッド全体のフレームが0.12mm傾いていることが判明し、倒産するのを見たことがある。0.1mmを超えるパンチの不整合が金型を食いつぶし、部品の25%をスクラップにするようになるまで、それは大した問題ではないように聞こえる。彼らは6ヶ月間「オペレーターのミス」を追いかけ続け、ようやく機械自体に問題があることを認めた。自分たちで議論している間に、キャッシュフローは枯渇していった。.
あなたは鉄の塊を買っているつもりかもしれないが、実際には「先送りされた決断」を買っているのだ。.
では、なぜこれらの機械は本当に現場から手放されるのか?

完璧に調整されたブレーキプレスを持ち、 ±0.05°の精度を 8フィートにわたって維持している利益の出ている工場を想像してみてほしい。注文は安定し、オペレーターは訓練されている。.
なぜ彼らがそれをオークションで手放すだろうか?
手放すはずがない。.
清算が行われる理由は3つしかない。倒産、アップグレードの圧力、あるいは現在の業務に経済的に対応できなくなった機械だ。倒産はメンテナンスが先送りされていたことを意味する。アップグレードの圧力は、顧客がより厳しい公差や迅速な段取り替えを要求したことを意味する。「現在の業務に対応できない」とは、通常、ドリフト(ズレ)、再現性の低下、あるいは最新のプログラミングを困難にするコントローラーの限界を意味する。.
さて、誰も口に出さないことがある。最新のブレーキプレスは、たとえ古い機械式や電気式のユニットであっても、ギブが適切に締め付けられ、機械が健全であれば、負荷がかかってもラムの位置決めを0.0005インチ〜0.001インチの範囲で再現できる。つまり、精度が崩壊するとき、それは決して「古い=悪い」からではない。何かが摩耗し、緩み、あるいは陳腐化したからであり、誰かが「修理しても採算が合わない」と判断したからだ。.
彼らにとって採算が合わなかったものが、なぜあなたにとって採算が合うのか?
あらゆるオークションの出品情報には、「通電確認済み」という謳い文句が並びます。“
もちろん、動いて当然です。それは最低限の基準に過ぎません。.
ブレーキプレスは一日中稼働していても、金型の摩耗が0.03mmを超えていたり、プログラム上でスプリングバック(跳ね返り)が補正されていなかったり、あるいは負荷がかかった状態でラムが平行を保てていなかったりすれば、体系的な角度のズレが生じます。こうした問題は写真には写りませんし、30秒程度の動作確認動画でも分かりません。.
さらに悪いことに、機械が「機能」していても危険な場合があります。高張力鋼板は深刻なスプリングバックエネルギーを蓄積します。パンチの半径が不適切で、トン数の制御が正確でなければ、それは鋼鉄のカタパルト(投石機)と化します。そのようなリスクは、アイドリング状態の動作確認では露呈しません。.
では、「電源が入る」という情報が精度や安全性について何も教えてくれないのであれば、コストに真の影響を与えるのは一体何なのでしょうか?
落札価格ではありません。.
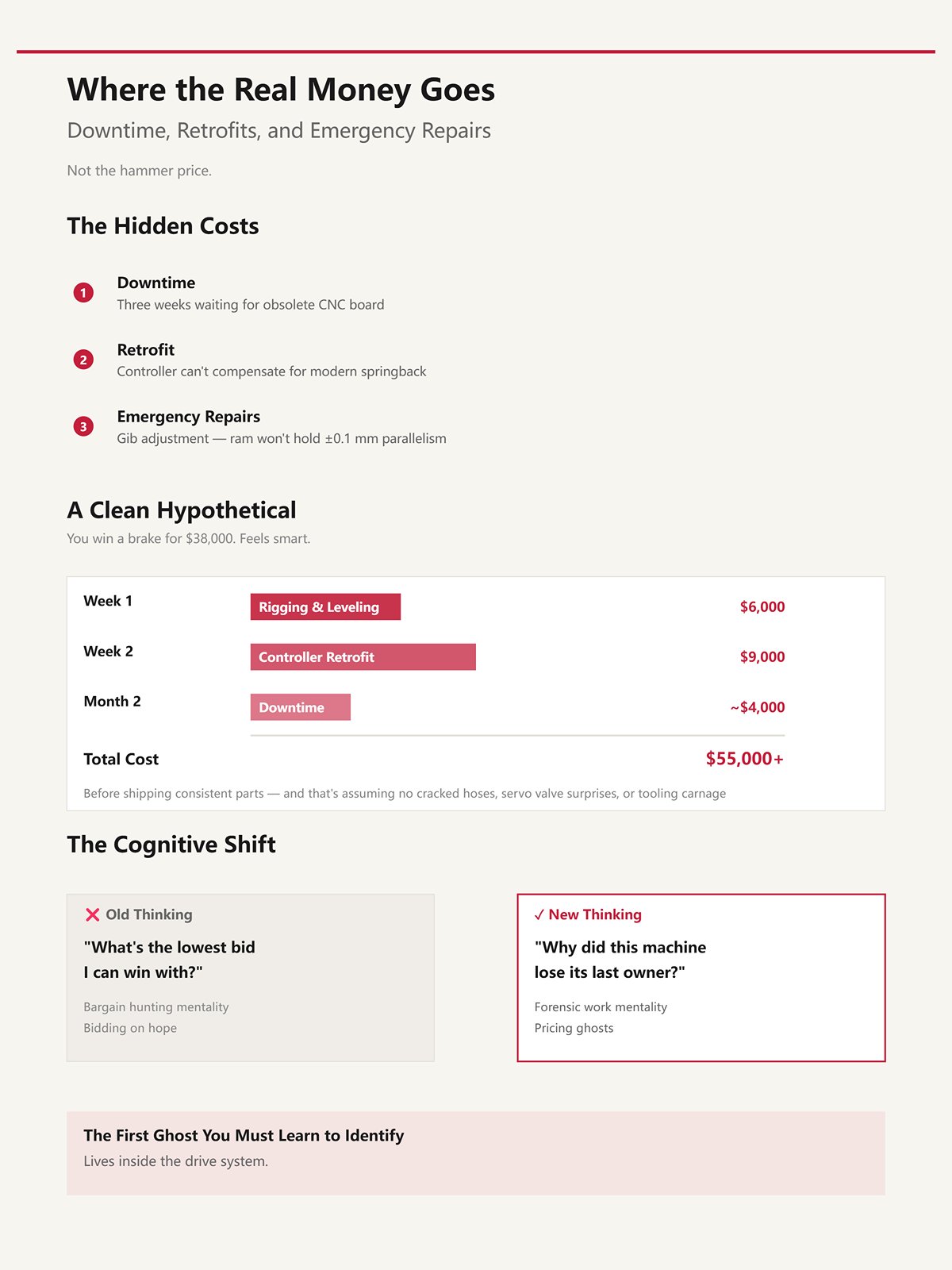
旧式のCNC基板を3週間待つ間のダウンタイム。コントローラーが最新のスプリングバックテーブルに対応できないためのレトロフィット。ラムが平行度を維持できなくなったことによる緊急のギブ調整。 ±0.1 mm ベッド全体でこれだけの精度を維持できなければなりません。.
単純な仮定で計算してみましょう。あるブレーキプレスを38,000ドルで落札したとします。賢い買い物をした気分になります。.
1週目:据え付けと水平出しに6,000ドル。2週目:部品が製造中止のため、コントローラーのレトロフィットに9,000ドル。2ヶ月目:ガイドレールのクリアランスに起因する角度の不一致を追いかけるために2日間のダウンタイム。.
安定した製品を出荷できるようになるまでに、すでに55,000ドルを超えています。しかもこれは、ホースのひび割れ、サーボバルブの予期せぬ故障、トン数の変動による金型の破損などが一切なかったと仮定した場合の話です。.
必要な認識の転換は単純です。「いくらで落札できるか?」と考えるのはやめましょう。“
「なぜこの機械は前の所有者の元を去ることになったのか?それを修正するのにいくらかかるのか?」と問いかけてください。“
オークションを掘り出し物探しではなく、法医学的な調査と捉えるようになれば、希望的観測で入札することはなくなり、隠れたリスク(ゴースト)を価格に反映できるようになります。.
そして、最初に見極めるべき「ゴースト」は、駆動システムの中に潜んでいます。.
午前9時12分、冷たいコンクリートの上に立っています。競売人はすでにシャツを汗で濡らしています。目の前には、12フィートの油圧式、2000年代中盤の電動式、そしてかつては戦車の部品でも作っていたかのような古い機械式のフライホイール機があります。3台とも「動作」はします。10フィート離れて見れば、どれも悪くない状態に見えます。.
では、どれが回収可能な資産であり、どれが製品を出荷するたびに課される「日常的な税金」のような存在なのか、どうやって見分ければよいのでしょうか?
まずは、各駆動システムが経年劣化でどのように故障するかを観察することから始めます。パンフレットの内容ではなく、摩耗のパターンを見るのです。油圧系はドリフト(微小なズレ)を起こし、機械系は緩み、電気系は高額な修理が必要になる直前に静かになります。それぞれ異なる「兆候」があり、異なる「請求書」が待っています。もしそれらの兆候を読み取れなければ、ただチップをポットに投げ込み、カードが自分に味方してくれることを祈るだけのギャンブルをしているのと同じです。.
自分の失敗を再販しなければならなかったブローカーの視点で、それらを分解してみましょう。.
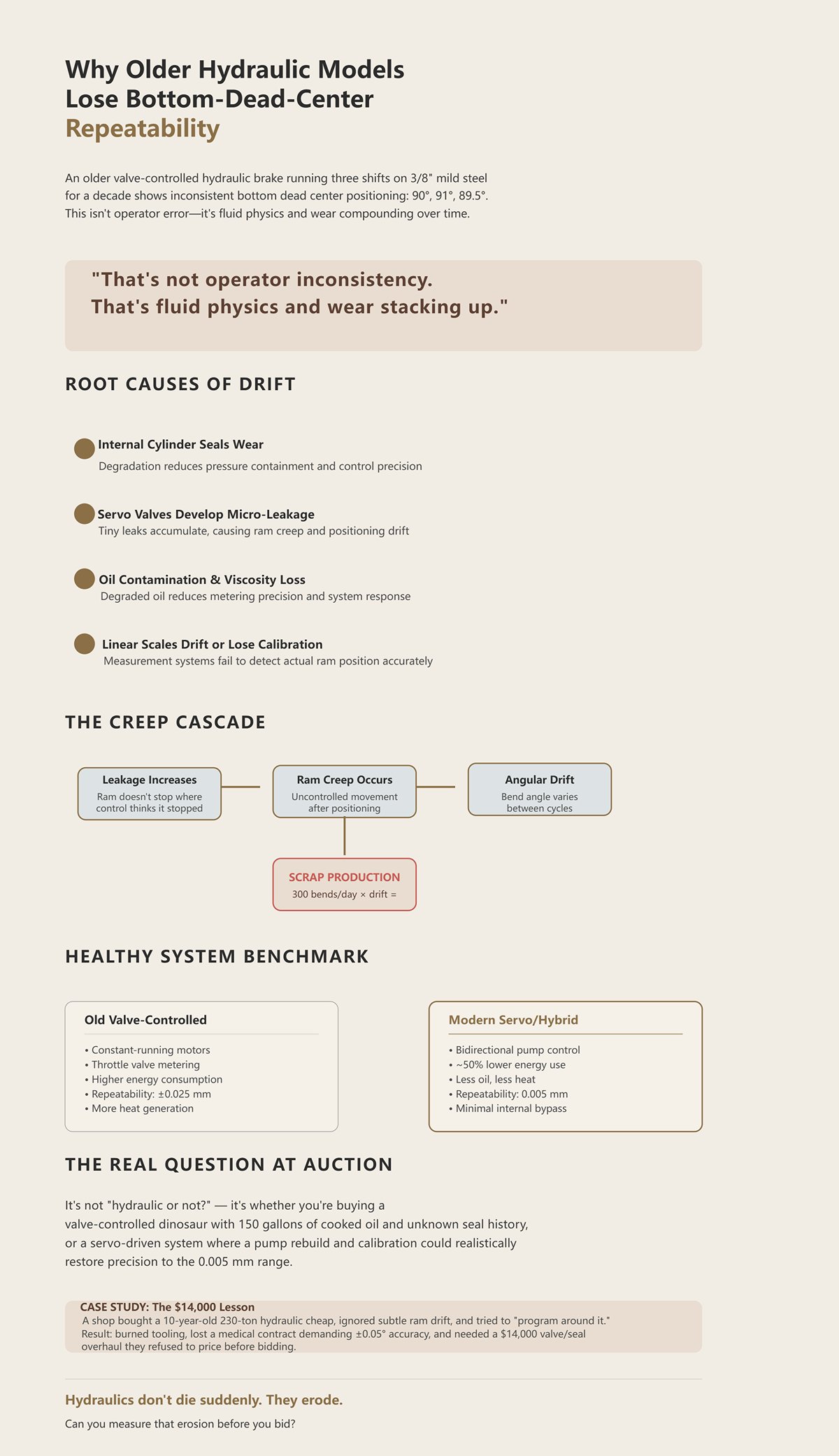
10年間、3/8インチの軟鋼材で3交代制の稼働を続けてきた、古いバルブ制御式油圧プレスブレーキを想像してみてください。ラムを下死点(角度が形成されるストロークの最下点)まで下げます。1回目の曲げは90度。2回目は91度。3回目は89.5度。プログラムの変更は一切ありません。.
これは「オペレーターの不手際」ではありません。流体力学と摩耗の蓄積によるものです。.
油圧システムは、オイルの量、圧力、そしてサーボバルブや比例バルブによる精密な流量制御に依存しています。時間が経つにつれて、以下のことが起こります。
負荷がかかると、オイルはわずかに圧縮されます。シールやバルブが正常であれば、制御システムが補正を行い、驚くほど正確なラム位置決めを維持できます。実際、健全な油圧システムであれば、ラム位置で ±0.025 mm の再現性を維持するのを見たことがあります。しかし、漏れが増えると、ラムは制御装置が「停止した」と認識した場所に正確に止まりません。クリープ(微小な移動)が発生するのです。.
そのクリープが下死点のバラつきとして現れます。それが角度のズレとなり、最終的に不良品となります。.
これを1日300回の曲げ加工で積み重ねてみてください。.
下死点がドリフトする安価な油圧プレスブレーキは、お買い得品ではありません。あなたの利益を少しずつ削り取る漏水のようなものです。.
ここで初心者の買い手が痛い目を見るポイントがあります。彼らは「古い油圧式=自動的に精度が悪い」と思い込んでしまうのです。しかし、必ずしもそうではありません。現代のサーボポンプ式やハイブリッドシステムは、常時回転するモーターやスロットルバルブの代わりに、双方向ポンプ制御を使用しています。これらは従来のバルブ式油圧システムと比較してエネルギー消費を約半分に抑えることができ、健全な状態であれば0.005 mm範囲の再現性を実現します。オイルの使用量も少なく、熱も抑えられ、内部のバイパスも少なくなります。.
ですから、オークションでの本当の問いは「油圧式かどうか」ではありません。“
「150ガロンの劣化したオイルと不明なシール履歴を持つ、バルブ制御の恐竜のような機械か、それともポンプのオーバーホールと校正で現実的に精度を回復できるサーボ駆動システムか」という点です。
ある工場が、10年落ちの230トン油圧プレスを安く買い、ラムのわずかなドリフトを無視して「プログラムで補正しよう」とした結果、倒産するのを見たことがあります。彼らは金型を使い果たし、厳しい精度を要求される医療機器の契約を失いました。 ±0.05°の精度を, そして、プレスブレーキのオペレーターを非難し、彼が辞めるまで追い込みました。その機械には14,000ドルのバルブとシールのオーバーホールが必要でしたが、彼らは入札前にその見積もりを出すことを拒否しました。.
油圧装置は突然故障するわけではありません。徐々に劣化していくのです。.
入札前にその劣化を測定できますか?
では、機械式プレスの方を見てみましょう。.
大きなフライホイール。クラッチ。固定ストローク。作動するたびに、毎回同じ動きをします。オイルの圧縮性もありません。サーボバルブのディザリング(微小振動)もありません。回転慣性が直線的な力に変換されるだけです。リンク機構やギブ(案内面)が摩耗してガタが出ていない限り、ラムは常に同じ深さまで降りてきます。.
「たった ±0.5°から±1° の精度か」と鼻で笑う人がいるでしょう。”
完璧に調整されたCNC油圧プレスの ±0.05°, と比べれば、それは前時代的に聞こえます。.
しかし、具体的に考えてみましょう。.
例えば、農業機械用の1/4インチA36ブラケットを曲げるとします。図面の公差指示は±1°。大量生産。一日中同じ曲げ加工。機械式による均一な力の伝達は、そのような作業においては驚くほど一貫性を発揮します。電子的な層が少なく、メンテナンスも単純。クラッチのオーバーホールも容易。油圧漏れを追いかける必要もありません。.
そのような環境では、電気レベルの精度を追求することは、過剰なコストを支払っているに過ぎません。.
機械式プレスが危険なのは、汎用性の面です。固定ストロークということは、機械的な調整なしでは深さを細かくプログラム制御できないことを意味します。複雑な多段階のエアベンド?厳しいスプリングバックの補正?それは無理というものです。また、リンクピンやブッシュが摩耗すると、高度な補正層が存在しないため、デジタルでの補正が困難な角度のばらつきが生じます。.
駆動系のガタは、部品の角度誤差となります。それはソフトウェアの問題ではなく、機械的な幾何学の問題です。.
ここに隠れた見えないコストがあります。もし契約内容が変わり、例えば±0.25°の精度が必要な航空宇宙用ブラケットを受注した場合、その機械式プレスはもはや「安い」ものではありません。それは能力の限界を意味します。1987年当時のように過剰に曲げて金型にシムを挟むか、あるいはその仕事自体を失うかのどちらかになるでしょう。 ±0.25° — that same mechanical brake isn’t “cheap.” It’s a capacity ceiling. You’ll either over-bend and shim dies like it’s 1987, or you’ll lose the job.
トン数クリープもここに関係してきます。機械式プレスはストロークの特定のポイントで最大力を発揮します。材料の厚みが変動し、かつ能力限界に近い状態で稼働している場合、油圧式が提供するような適応型の圧力制御は得られません。それが金型の欠けやオペレーターの不安につながるのです。.
ですから、いいえ、, ±0.5°から±1° それだけで自動的に破滅するわけではありません。.
しかし、もしあなたの収益が厳しい公差を求められる契約に依存しているなら、その機械式の限界は理論上の話ではありません。それは、あなたが見積もりすらできない仕事の中に、すでにコストとして織り込まれているのです。.
あなたは今ある仕事のために機械を買うのですか、それともこれから獲得しようとしている仕事のために買うのですか?
それでは、電動式について話しましょう。.
ボールねじまたはベルト駆動のサーボシステム。作動油は不要。ダイレクトドライブによる精密さ。静音。クリーン。エネルギー効率も高い。軽〜中程度のトン数であれば、正常に動作している時のそれらは素晴らしいものです。.
私は2010年代半ばの電動プレスが、14ゲージのステンレスを午前中ずっと加工しているのを見ました。ラムはまるで花崗岩のブロックに当たったかのように停止しました。バックゲージは瞬時に所定の位置に収まりました。6フィートのワーク全体での角度のばらつきは ±0.1° 以内に収まっており、何の問題もありませんでした。これほどの再現性があれば、初品検査の時間、再曲げ、オペレーターによる監視の手間が削減されます。.
それは実質的な利益です。.
しかし、老朽化した電動機にはそれ特有の「幽霊」が潜んでいます。ボールねじは摩耗し、サーボモーターはエンコーダーの精度を失い、ドライブは旧式化します。そして、独自の制御基板が故障したとき、油圧バルブのように修理できるわけではありません。メーカーがまだ電話に出てくれることを祈るしかないのです。.
では、いつ積極的に入札するのが賢明なのでしょうか?
以下の3つの条件が揃った時です。
バックラッシュが最小限で、制御系が正常に機能し、電流が適切に供給されている場合、経年劣化した電動式は、古い油圧式よりも精度とエネルギーコストの面で優れており、調整すべき変数も少なくなります。多品種少量生産で厳しい公差が求められる環境において、その安定性はそのまま初回合格率の向上と段取り時間の短縮に直結します。.
その時、入札競争は感情的なものではなく、戦略的なものになります。.
しかし、ここに落とし穴があります。見習いが予算を浪費してしまうのはまさにこの点です。もはや駆動方式だけで耐久性が決まるわけではありません。ハイブリッド式の電気油圧システムは、サーボの精度と油圧のパワーを融合させたものです。中には、汎用性では純電動式を、効率性では純油圧式を上回るものもあります。.
では、駆動システムがドリフト、ガタつき、バックラッシュといった予測可能な経年劣化を起こし、ハイブリッド式がその境界を曖昧にする中で、機械的な欠陥を修正できるか、それとも永遠に修正不可能になるかを最終的に決定する唯一のコンポーネントは何でしょうか?
経年劣化によるエラーを修正できるか、それとも永遠に固定されてしまうかを決定する唯一のコンポーネントとは?
それはコントローラーです。.
油圧式だろうが、電動式だろうが、ハイブリッド式だろうが、あるいはエスプレッソを飲んだハムスターが動かしていようが、私には関係ありません。もしCNCがフィードバックを読み取り、比例補正を指令し、かつ5年後も保守可能でなければ、あなたはプレスブレーキを買っているのではなく、独自の「考え」を持つ固定ストロークのラムを買っているに過ぎません。.
昨年の春、私はある倉庫で175トンの欧州製ブレーキを眺めていました。塗装は光沢があり、ガイド面もきれいでした。ラムの動作はスムーズで、画面も点灯していました。しかし、「電源が入る」ということ。これこそが人々が陥る嘘です。オーナーは「コントローラーが少し不安定なんだ」とささやきました。翻訳すると、「断続的な起動失敗、稼働中のバックゲージの通信途絶、エンコーダーボードがバイパスされたことによる角度補正の無効化」を意味します。.
駆動方式はもはや重要ではありませんでした。健全な制御系がなければ、いかなる機械的な欠陥も修正できないからです。その機械の未来は、オイル漏れやボールねじの摩耗によってではなく、シリコン(半導体)によって書き込まれていたのです。.
ですから、「油圧か電動か?」と尋ねてはいけません。“
「頭脳は生きているか、そしてそれを維持し続けられるか?」と尋ねるのです。“
具体的に見ていきましょう。.
15年前のCybTouch 15のマザーボードは、現在でも新品で約1,375ドルで入手可能です。画面やフロントパネルは2,000ドルを超えます。これには見習いたちは驚きます。彼らは「独自仕様」=「絶滅」と思い込んでいるからです。しかし、そうとは限らない場合もあります。.
ここで罠があります。部品の入手可能性は、システムの生存能力と同義ではありません。.
そのコントローラーが±10VDCのサーボバルブと適切に通信し、リニアスケールを読み取り、維持するために十分な速度でループを閉じることができるのであれば、 ±0.05°の精度を, 、それは維持する価値があるものです。ボードを交換し、再校正すれば、すぐに業務を再開できます。.
しかし、もしOEMがCNCとバルブブロックの間をインターフェースするサーボアンプの製造を中止していたらどうでしょう。マザーボードは入手できても、統合レイヤーが手に入らないという状況です。こうなると、レトロフィット(改造)の領域に足を踏み入れることになります。.
私はある工場が、故障したAutomecのバックゲージ制御を158ドルのラップトップとステッピングモーターのセットアップに置き換えるのを見たことがあります。X軸の位置決めだけであれば、それは機能しました。安上がりな成功です。.
その後、彼らは同じ論理を、アナログバルブ制御とエンコーダーフィードバックを必要とするラム軸にも適用しようとしました。Mach3は産業用サーボの言語を流暢には話せません。ブレーキは推測で動く機械と化しました。角度のドリフト、ボトミング(底突き)の不整合、積み上がるスクラップ。結局、その「安上がりなレトロフィット」には、生産現場で安全に使用するために、新しいドライブとスケールを備えた15,000ドルのクローズドループキットが必要になったのです。.
1990年代の200トンプレス機を安く買い、「制御装置をレトロフィットすればいい」と安易に考えて倒産した工場を見たことがあります。サーボモーターやスケールを交換し、制御盤の配線をやり直した頃には、調子が良くても3万5000ドルの価値しかない機械に2万8000ドルも費やしていました。彼らは8ヶ月間も原因不明のエラーに追い回され、その間に競合他社は製品を出荷し続けていました。.
問題は、マザーボードが存在するかどうかではありません。.
スケール、ドライブ、バルブインターフェース、ファームウェアといったフィードバックエコシステム全体が、機械を「科学実験」のような手に負えない代物に変えることなく維持できるかどうかです。.
コントローラーが摩耗を補正できなければ、その機械が持つ物理的な精度の限界を受け入れるしかありません。そして、これがオークションで初心者を誘惑する数字、「トン数」の話につながります。.
銘板には「230トン、12フィート」と書かれています。.
いかにも強力そうに聞こえます。.
では、1/2インチのAR400鋼板を10フィートにわたって曲げる場面を想像してみてください。高張力で、許容範囲は極めて狭い。定格容量に近い負荷がかかります。紙の上では230トンあれば十分です。.
しかし、定格トン数はストロークの最下点から特定の距離(多くの場合、下死点から1/2インチ上)で計算されており、通常は軟鋼を前提としています。Vダイの幅、材料の引張強度、曲げ長さを変えれば、その数値はすぐに変わってしまいます。.
ここで「ゴーストコスト(見えないコスト)」が忍び寄ります。.
もしコントローラーがベッド全体のたわみを補正できなければ(クラウニング制御やリアルタイムの角度フィードバックがなければ)、その「230トン」のプレス機は、10フィートのワークのうち8フィート分しか安定した結果を出せないかもしれません。残りの部分はシム調整の嵐となります。これが「トン数のクリープ現象」です。コントローラーが力を適切に分配・監視できないために、理論上の力に振り回されることになるのです。.
完璧に調整されたブレーキプレスを持ち、 ±0.25度の精度 10フィート全体で。彼らが自慢しているのはトン数ではありません。負荷がかかった状態での再現性です。.
弱いコントローラーは高いトン数を単なる「鈍力」に変えてしまいます。有能なコントローラーは、適度なトン数を「精度」に変えます。.
どちらの数字が実際に利益を生むでしょうか?
それに、そもそもその形状で部品が作れるかどうかは、また別の話です。.
| トピック | 詳細 |
|---|---|
| 紙の上のトン数と実用的な能力 | 定格トン数が、必ずしも特定の材料やセットアップにおける現実的な曲げ能力と一致するとは限りません。. |
| 機械の銘板定格 | 銘板には「230トン、12フィート」とあり、いかにも権威があるように聞こえます。. |
| 現実のシナリオ | 1/2インチのAR400鋼板を10フィートにわたって曲げる作業には、高い引張強度とほとんど許容範囲のない加工精度が求められ、定格能力に近い状態での稼働となります。. |
| 定格トン数の前提条件 | ストローク下端からの特定の距離(多くの場合、下死点の上方1/2インチ)で計算され、通常は軟鋼を前提としています。. |
| 能力を変化させる変数 | Vダイの幅、材料の引張強度、または曲げ長さを変更すると、実際の必要トン数はすぐに変化します。. |
| 隠れた(ゴースト)コスト | 機械と制御装置が全長にわたって一貫した性能を維持できない場合に、能力のギャップが生じます。. |
| たわみ補正 | クラウニング制御やリアルタイムの角度フィードバックがない場合、「230トン」のプレスブレーキであっても、10フィートのうち8フィート分でしか一貫した結果を出せない可能性があります。. |
| トン数のクリープ現象 | 制御システムが負荷を適切に分散または監視できないために、理論上の力を追い求めてしまうこと。. |
| 利益を生む工場の例 | 10フィートにわたって±0.25°の精度を維持する工場は、単なるトン数ではなく、負荷がかかった状態での再現性に重点を置いています。. |
| 制御装置の影響 | 能力の低い制御装置は高いトン数を単なる鈍力に変えてしまいますが、優れた制御装置は適度なトン数を精密な加工へと変えます。. |
| 利益に関する問い | 実際に利益を生むのはどちらの数値でしょうか — 生のトン数でしょうか、それとも制御された精度でしょうか? |
| 形状の制限 | 十分なトン数があったとしても、そもそも部品の形状が曲げ加工を可能にしていることが前提となります。. |
ある買い手が150トンのプレスブレーキを格安で落札するのを見た。2000年代半ばのモデルで、良いブランドであり、油圧系統もきれいだった。彼は建築パネル用に背の高い箱型断面を曲げる計画を立てていた。.
彼はデイライト(最大開き高さ)を確認していなかった。.
デイライトとは、ラムが完全に上昇した状態でのベッドとラムの間の距離のことだ。シャットハイト(金型取付高さ)は、ストローク下端での最小距離を指す。ラムストロークは、ラムが実際に移動する距離である。これら3つの数値が、金型とワークが物理的に機械の中に収まるかどうかを決定する。.
彼のプレスブレーキのデイライトは18インチしかなかった。彼が計画していた箱曲げ用の金型スタックには21インチが必要だった。.
機械がどれほど新しくても関係ない。コントローラーがどれほど現代的でも関係ない。鉄は伸びないのだ。.
さて、これを制御装置の健全性に関連付けてみよう。.
ラムストロークがギリギリの場合、賢いコントローラーであれば、アプローチ速度、減速ゾーン、下死点の位置決めを最適化することで、使用可能な成形スペースを絞り出しつつ、 ±0.1mmの繰り返し精度 を深さ方向で維持できることがある。もしコントローラーが旧式で粗雑なものであれば、アプローチのロジックは固定され、位置決めも大雑把になる。使用可能な範囲は狭まり、セットアップでの妥協も増える。.
年式が能力を決めるわけではない。.
形状と制御性が決めるのだ。.
だから、入札で手を挙げる前に、デイライトを測定することだ。シャットハイトを確認し、ストロークを検証する。そして、コントローラーがまるで借金をしている相手であるかのように厳しく問い詰めることだ。.
なぜなら、塗装やドライブのラベル、カタログ上のトン数を取り除いてしまえば、そこには一つの残酷な真実しか残らないからだ。
もしCNCが読み取り、計算し、補正を指令できなければ――そして、その頭脳を維持できなければ――その機械の他のすべてのスペックは、ポーカーテーブルで見えているだけのカードに過ぎない。.
隠された手札は、依然としてコントローラーなのだ。.
そして、次の問いは「それは良い機械か?」ではない。“
「入札前にどうやってそれを証明するか?」である。“
昨年の春、私はオークションの下見で、10フィート175トンのプレスブレーキの前に立っていた。塗装は塗りたてで、ワイパーも新品。ラムの動作はスムーズだった。しかし、ダイヤルゲージをベッドに固定し、バックゲージのビームを手で押してみると、サーボが反応する前に針が0.012インチ動いた。.
売り手は言った。「コントローラーは大丈夫だよ。ちゃんと起動するからね。」“
だが、まあ、「電源は入った」わけだ。“
コントローラーの健全性がポーカーテーブルの下で操る見えない手だとしたら、チップを賭ける前にその「癖(テル)」を見抜く方法は以下の通りです。画面を信じてはいけません。フィードバックループをテストし、構造に負荷をかけ、動くはずのないものが動いていないか測定するのです。.
写真は塗装やトン数を見せてくれますが、ボールねじとナットの間のガタや、何度も底突きされてガイドがラッパ状に広がったラムまでは見せてくれません。もしコントローラーがそれらの誤差を十分に速く検知・補正できなければ、 ±0.05°の精度を 負荷がかかった状態では、落札価格は単なる参加料に過ぎません。.
では、入札前にどうやってそれを検証すればよいのでしょうか?
マトリックス(工具の摩耗、軸の遊び、油圧の精度)を作成し、推測ではなく測定を行うのです。.
パンチとダイのセットに近づいてください。錆の斑点は無視して、摩耗パターンを見てください。.
以前、ある機械から分割式の4ウェイダイを取り外した際、中央の3フィート分がクロームのように磨き上げられている一方で、外側のセクションには工場出荷時の研削跡が残っているのを見つけたことがあります。これは、オペレーターがベッドの中央ばかりを使っていたことを物語っています。特定のゾーンでの繰り返しの高トン数作業。それが物理的な形となって現れた「トン数クリープ」です。.
さて、なぜそうなったのかを問いましょう。.
コントローラーとクラウニングシステムが健全であれば、10フィートにわたるたわみは補正されるはずです。部品は全長にわたって加工されるはずであり、摩耗も均一になるはずです。局所的な光沢が見られる場合、それは二つの物語のどちらかを示しています。その工場が短い部品しか曲げなかったか、あるいは端部では仕様通りの角度を維持できず、オペレーターがそこを避けていたかのどちらかです。.
そこで道が分かれます。.
ラムをベッド上の平行ブロックまで下げてください。左、中央、右に0.0005インチのインジケーターを設置します。ラムを軽く接触させ、徐々に圧力を上げてください。偏差を観察します。リニアスケールが機能している最新の制御装置であれば、フレームのたわみを動的に補正するはずです。もし片側が補正されずに遅れているのが見えたら、フィードバックループは画面上の表示通りには機能していません。.
そして、ここからが汚い秘密です。ハイエンドの多軸制御装置は、構造的な欠陥を隠すことができます。ラムがわずかに傾いていても、角度を出すために深さを自動補正してしまうのです。しばらくの間は仕様通りの部品が作れるでしょう。しかし、その絶え間ない補正がガイドの摩耗を加速させ、バルブの寿命を削ります。コントローラーが、疲弊した鉄の塊に対する松葉杖になってしまうのです。.
ある工場が、フラッグシップのCNCなら「何とかしてくれる」と信じ切ったために破綻するのを見たことがあります。機械は角度を維持していましたが、リニアスケールが故障した途端、ラムが機械的にベッド全体で0.3mm平行から外れていることに誰も気づきませんでした。バックアップエンコーダーに切り替わったとき、不良品率は一晩で倍増しました。.
工具の摩耗は最初の「癖」です。それは率直な問いを投げかけます。「このブレーキプレスが真っ直ぐなのは健全だからか、それともソフトウェアが必死に補正しているからか?」
次に、インジケーターをバックゲージのフィンガーにクランプしてゼロ点合わせをします。サーボを有効にした状態で、X軸に沿って手で押し引きしてください。.
しっかりとしたシステムであれば、0.001インチから0.003インチ程度の弾性的な動き(ボールねじのねじれやサーボの追従性)が見られるかもしれません。それは正常です。抵抗が生まれるまでに0.010インチから0.020インチも動くようであれば、それはバックラッシュかリニアベアリングの摩耗を意味しています。.
初心者が混乱するのはここです。.
手動でフィンガー位置を調整する単軸(X軸のみ)のモーター駆動ゲージでも、オペレーターがオフセットを把握していれば良い部品を作ることは可能です。フィンガーキャリッジのガタが常に致命的とは限りません。しかし、モーターとねじの間のバックラッシュはどうでしょうか?それはコントローラーがサイクルごとに追いかけなければならない累積誤差なのです。.
10.000インチの指令を出します。実際の停止位置を10回測定してください。もしばらつきが ±0.1mmの繰り返し精度 材料との接触がない状態でこれを超えると、軸は安定していません。コントローラーには完璧な数値が表示されていても、機械的なスタック(カップリング、スラストベアリング、ボールナット)が浮いている可能性があります。.
そして覚えておいてください。多軸ゲージ(X、R、Z1、Z2)は、より多くのベアリング、より多くのネジを使用するため、積み上げ誤差が生じる可能性が高くなります。これらは正常な状態であれば素晴らしいものですが、老朽化すると予算を食いつぶす原因となります。.
「CNCだから精密だ」と思い込んでいるバイヤーを何度も見てきました。しかしその後、X軸のボールネジに測定可能な軸方向のガタがあり、メーカーが適合するナットアセンブリの製造を中止していることを知るのです。こうなると、カスタム加工か全面的なレトロフィットが必要になります。.
では、何が許容範囲なのでしょうか?
もし軸のガタがナットとスラストベアリングの調整で解消でき、再現性を ±0.05 mm 以内に回復できるのであれば、それはメンテナンスの範囲内です。もしネジがピッティング(孔食)を起こし、レールがブリネル圧痕を起こしており、公称値に合わせるだけで補正テーブルが限界に達しているなら、それはオーバーホールが必要な状態です。.
そして、こうした問題はオークションの写真では決して分かりません。.
ストローク中は機械の後ろに立ってください。耳を澄ませてください。.
健全な油圧システムは、一定の負荷音を立てます。下死点付近でサージング(脈動)音が聞こえる場合、それはシリンダーシール内部のバイパスを意味している可能性があります。ラムは動きますが、加圧保持中に圧力を一定に保つことができません。.
次に、ラムを中程度の圧力で下死点に置き、位置表示を確認してください。指令入力がない状態で 0.02 mm 以上ドリフト(変動)する場合、どこかで流体が漏れています。バルブとスケールが十分に速く応答すれば、コントローラーが補正を指令できますが、そうでなければ長い曲げ加工で角度がずれてしまいます。.
ガイドを確認してください。不均一な摩耗痕や傷がないか見てください。ここに過剰な隙間があると、非対称な負荷がかかった際にラムがヨーイング(首振り)を起こします。コントローラーは独立したY1/Y2制御で片側を補正するかもしれませんが、それはリニアスケールが信頼でき、サーボバルブがヒステリシスなしで±10V信号にクリーンに応答することが前提です。.
そして、クラウニングがあります。.
手動ウェッジシステムは接触点が摩耗します。CNCクラウニングは小型モーターや油圧を使用してベッドをあらかじめ曲げます。もしクラウニング機構が固着していたり、不感帯があったりすると、コントローラーのたわみモデルは虚構と化します。1985年当時のように、シムを使って全長にわたって角度を追いかける羽目になるでしょう。.
そして、これがポーカーテーブルでの真実です。これらの欠陥はすべて、画面上の表示が完璧で、無負荷時にはラムがスムーズに動作していても、同時に存在し得るのです。.
検査マトリックスでは、指令位置、測定された動き、圧力下での構造的反応の3つを関連付ける必要があります。もしこれらがデジタル上ではなく機械的に一致しないのであれば、それは掘り出し物を買っているのではなく、先送りされた物理的な問題を買っていることになります。.
遊び(ガタ)を測定し、摩耗箇所を特定し、ラムが位置を保持できるか、あるいは保持できずに下がるかを確認したところで、次の問いは「動くかどうか」ではありません。“
「まともに使える状態にするのにいくらかかるのか?」です。“
摩耗を測定し、負荷がかかった状態でラムが不安定に動く様子を確認しました。今、重要な問いはただ一つ。運営予算を燃やし尽くさないために、入札カードにいくらと書き込むべきか、ということです。
機械的な真実を金額に換算する方法を説明します。.
落札価格をポーカーの手札の額面だと考えてください。塗装や「電源が入る」というデモは、目に見えるカードに過ぎません。本当の勝負は、駆動系の遅延、制御装置の陳腐化、圧力下でのドリフトといった「兆候(テル)」にあります。その兆候を一つひとつ数え上げれば、すべてに価格がついています。あなたは鉄の塊を買うのではありません。その鉄が ±0.05°の精度を 初日から部品を曲げられる状態にするためのコストを買うのです。.
ゴーストコストを一つでも見逃せば、その「お買い得品」はもはやお買い得ではなくなります。.
退屈なことから始めましょう。請求書が届いたとき、それは決して退屈な話ではなくなります。.
120トンのプレスブレーキは、オークション会場からあなたの工場へ自動的にテレポートしてくるわけではありません。据付業者、クレーン、許可証、平ボディトラック、保険の特約、そして18,000ポンド(約8トン)の賠償責任をぶら下げたフォークリフトが、工場の入り口をギリギリで通過するのを見守るスリルに対して、あなたは料金を支払うのです。さらに床の問題もあります。あなたの工場の床が4インチ(約10cm)の厚さで、機械が鉄筋とグラウトパッドを含めて8インチ(約20cm)を要求しているなら、金属をカットする前にコンクリートをカットすることになります。.
よくある仮定の話ですが、市場価格より4万ドル安くプレスブレーキを「格安で手に入れた」とします。据付と輸送で1万2千ドル。電気配線の引き直しと位相変換で6千ドル。新しいアンカー、グラウト、そして打設と養生のための週末のダウンタイム? 人件費と生産停止分を合わせればさらに8千ドル。4万ドルの「勝ち」は、あっという間に1万4千ドルまで縮小します。しかも、機械の内部についてはまだ何も触れていません。.
「トン数の増大」は、ここで静かなる殺し屋となります。余裕があるように見えるからといって、必要以上の大型ブレーキを買ってしまうのです。すると、より重い据付機材、床の補強、場合によってはより大型の変圧器が必要になります。請求書には載せられないのに、移動させるたびにコストがかかる「過剰な能力」を抱えることになるのです。.
オークションでトン数を追い求めた結果、構造的な補強工事なしでは法的に点荷重を支えられないことが判明し、資金繰りに行き詰まって倒産した工場を見たことがあります。.
ですから、入札する前に、まるでその機械がすでに自分のものになったかのように物流コストを算出してください。紙の上で割引分が消えてしまうようなら、現実の世界ではもっと早く消えてしまうでしょう。.
そして、すでにその費用をかけて搬入したとして、OSHA(労働安全衛生局)が立ち入り検査に来て、安全装置を見たときに何が起こるでしょうか?
オークションの出品リストには「ライトカーテン付き」という言葉がよく使われます。“
その言葉は「無料の安全アップグレード」を意味することもあれば、「高価なゴミ」を意味することもあります。“
もしそのプレスブレーキが、古い機械によくある「フルリボリューション・メカニカルクラッチ」設計であれば、現代の基準ではライトカーテンだけでは法的に唯一の操作点保護手段として認められません。これは単なる調整の問題ではありません。駆動方式と保護方法の根本的な不一致です。センサーを移設すれば済む話ではなく、安全アーキテクチャそのものを設計し直す必要があるのです。.
油圧機械であっても、配置は重要です。ハンドスピード定数のルールにより、カーテンは危険ゾーンから一定の最小距離を保つ必要があります。近すぎると検査に不合格となります。合格するまで離すと、金型を再設計するか補助的なガードを追加しない限り、小さな部品の作業を妨げる可能性があります。こうなると、「準拠」しているはずのセットアップが生産性のボトルネックになってしまいます。.
そして、生産性はコストです。.
古い規格で認証された古いカーテンは、電気ノイズ下で危険な故障を起こさないことを証明するために、第三者機関による検証が必要になる場合があります。もし適切な注意義務を文書化できず、誰かが怪我をした場合、法廷での代償はオークションでの代償をはるかに上回ります。.
「ライトカーテンが付いているから大丈夫」と思い込んでいた工場が、顧客の監査で安全装置が規格外であり、交換するまで保険も適用できないと判明し、倒産した例を見たことがあります。.
このように価格を見積もってください:最新のライトカーテンシステム一式、安全リレーまたはPLCの統合、配線、プログラミング、検証、文書化、そしてトレーニング。その合計金額に不安を感じるなら、それは良いことです。その不安こそが誠実さです。.
なぜなら、最も高価なダウンタイムは設置中に発生するものではないからです。.
それは、初めてブレーカーを上げた時に発生します。.
ここにあるのは幻想です:オークション会場ではラムがスムーズに動作していた。搬入して配線し、「スタート」を押せば、月曜日には曲げ加工ができる。.
ここにあるのは現実です:でも、まあ「電源は入った」からいいか。“
起動の失敗は、劇的な爆発などではありません。静かな拒絶です。負荷がかかるとサーボドライブが故障する。旧式のCNCが起動はするが、輸送中にバッテリーバックアップメモリが切れたためパラメータエラーを吐く。比例弁が6ヶ月間乾燥した状態で放置されたために固着する。5分間のデモストロークでは、これらは何も現れません。.
だからこそ、リスクに数値を割り当てるのです。.
もしあなたの工場がそのセルで1日5,000ドルの売上を上げているとして、起動に失敗してトラブルシューティング、部品調達、技術者の訪問などで2週間かかれば、それは50,000ドルの機会損失になります。さらに緊急の技術者料金と特急送料を加算してください。これで、安く手に入れたプレスブレーキが、売れる部品を一つも生産する前に代償を要求してくることになります。.
ここで、入札者のように考えるのをやめ、ブローカーのように考え始める必要があります。オークション当日までに、以下の3つの列を作成してください:
これらをハンマー価格(落札価格)に加算してください。その合計が、あなたの真の取得コストです。.
その上で初めて、残酷な質問を自分に投げかけて最大入札額を決定してください:その合計金額で、この機械は新しい機械を買うか、あるいは購入を見送るのと比較して、依然として元を取れるのか?
答えがイエスなら、積極的に入札し、夜も安心して眠れます。利益幅が薄いなら、慎重に入札してください。もし最初の曲げ加工の前に「幽霊(隠れた問題)」が利益を食いつぶしてしまうなら、パドル(入札札)は下げたままにしておきましょう。.
オークションで落札するのは簡単だからだ。.
トラックが出発した後に勝つことこそが、重要なのだ。.
隠れたリスクを楽観視で検証してはならない。チェックリストとストップウォッチで検証するのだ。.
オークション当日、塗装を眺めに行くのではない。負荷をかけた状態で機械に真実を語らせるために行くのだ。一度だけでなく、10回は熱い状態でサイクルを回せ。空を切るのではなく、実際の材料を曲げろ。ベッドの両端で角度を測定しろ。もし偏差が ±0.5° クラウニング調整なしの単純な90度の曲げで、これを超えているなら、摩耗、補正のドリフト、あるいはプログラムの劣化を目の当たりにしていることになる。それは単なる見た目の問題ではない。利益が1度ずつ失われていくということだ。.
ダイヤルゲージを持参せよ。バックゲージの再現性を確認しろ。もしそれが ±0.1 mm を超えて繰り返し移動するようなら、ガイドレールのクリアランスやボールねじの摩耗を疑うべきであり、それは自然に直ることはない。0.1mmを超えるパンチの芯ずれは、特にスプリングバックが激しい薄板材において、スクラップを量産する原因となる。オークションの主催者に「先週まで動いていたか」と尋ねるのではなく、測定によって検証するのだ。“
私は、5分間のデモストロークを信じたために倒産した工場を知っている。納品後に角度偏差が ±1.5° オイルが温まるとこれを超えてしまうことが判明し、初回品の合格率は85%を下回り、顧客は修理を待ってくれなかったのだ。.
だからこそ、フィルターは感情が働く前に適用しなければならない。何が「許容範囲」かを数値で定義し、機械が現場でその数値を達成できなければ、入札してはならない。.
では、あなたの工場にとってその数値とは具体的に何を指すのか?
最小実行可能スペックとは、パンフレットに載っている最大の数値ではない。あなたの契約を維持できる最小の数値のことだ。.
まずはトン数だ。年に一度の巨大な部品ではなく、最も厚い通常業務の仕事から計算しろ。次に、材料のばらつきを考慮したマージンを加えろ。それはエゴのための余裕ではなく、実用的なヘッドルームと呼ぶべきものだ。トン数の増大は現実の問題だ。200トンのブレーキは、より重いリギング、より厚いスラブ、より大きな設備を要求する。もしあなたの仕事が120トンで済むなら、「お買い得」だからといって300トンを買うのは、空のキャパシティに家賃を払っているようなものだ。.
ベッド長は部品の構成による。仕事の80%が8フィートに収まるなら、より長い部品を積極的に受注していない限り、12フィートのベッドは無駄な重荷となる。ベッドが長くなるほどたわみの問題も拡大する。幅が広くなるほど、クラウニングシステムやフレームの摩耗が重要になるのだ。.
精度に関しては、素人は自分自身に嘘をつく。建築関連の仕事で ±1°, を維持できればそれでいい。しかし、医療や航空宇宙関連で ±0.05°の精度を, を追い求めるなら、検査基準は完全に変わる。エンコーダーのフィードバック、油圧比例弁の応答、熱ドリフトをチェックしなければならない。「一日中90度を維持する」ブレーキなど、許容誤差範囲が示されていなければ何の意味もない。.
駆動方式は、将来のメンテナンス曲線に直結します。旧式の機械式フルレボリューションクラッチ機は、安全設計上の頭痛の種となります。油圧式は、シールキットの交換、バルブの摩耗、ラムのドリフトといった問題を引き起こします。初期のサーボ油圧ハイブリッド機は、駆動系が旧式化して身動きが取れなくなるリスクがあります。あなたが選んでいるのはブランド名ではありません。今後5年間の部品供給体制を選んでいるのです。.
オークションに参加する前に、これらの仕様を紙の上で定義しておきましょう。目の前の機械が、譲れない条件を一つでも満たしていないのであれば、その時点で決断は下されたも同然です。.
それほど規律を守れるのであれば、混乱を避けて再生品(リファービッシュ品)ディーラーから購入してはどうでしょうか。
限定保証は万能ではありません。それはリスクの転嫁に過ぎません。あなたは懐疑的な目で、その細かな条項を読み解く必要があります。.
ディーラーは多くの場合、電源を入れて目に見える摩耗部品を交換し、塗装を施し、時にはコントローラーをレトロフィット(後付け改造)します。これにより、稼働初期のトラブルという賭けを回避できる可能性があります。もし主要コンポーネントに対して90日間の保証を提供してくれるなら、それは予備費の欄から差し引ける実質的な金額となります。.
しかし、何が保証対象外かを確認してください。摩耗部品は?電子機器は?修理のための出張費は?もし旧式のCNCが故障し、メーカーがすでにサポートを終了していれば、「販売時に動作していた」という条項があっても、数万ドル規模のレトロフィット費用からあなたを救うことはできません。.
多くの入札者が気づいていない裏の側面があります。オークションでは、機械のありのままの姿を見ることができます。ガードが外され、パネルが開かれ、漏れが確認できる状態です。ディーラーは、新しい塗装や整った配線の下に、意図せず問題を隠蔽してしまうことがあります。.
ディーラーの再生品であればライフサイクル評価が完了していると思い込み、いざ導入してみると安全制御が基準に適合しておらず、レトロフィット費用でキャッシュリザーブが底をつき、倒産した工場を見たことがあります。.
したがって、2つの数字を比較します。オークションの落札価格に「目に見えないリスク」を加えたものと、ディーラー価格から「不確実性の低減分」を差し引いたものです。感情や評判ではなく、調整後の合計額で比較してください。.
そして、唯一重要な数字へとたどり着きます。.
これはポーカーで言えば勝負の瞬間です。.
見えるカードは、落札価格と外観。隠されたサインは、レールの摩耗、コントローラーの年式、精度のドリフト、部品サポートの有無です。.
すでに「既知のコスト」「起こりうる修正費用」「予備費」の3つの項目を作成したはずです。そこにもう一つ追加してください。最も高額になり得る故障に対する「最悪の事態への修正費用」です。コントローラーの交換、大規模な油圧系のオーバーホール、完全な安全対策のレトロフィットなどがこれに当たります。.
現場の計算式で表すと以下の通りです。
最大入札額 = (同等の信頼できる機械の市場価値)
その数字が現在の入札額を下回るなら、手を引け。演説は不要だ。プライドも捨てること。.
完璧に調整されたブレーキプレスを持ち、 ±0.05°, オペレーターは自信を持ち、顧客は落ち着いている。その安定性は、安値で落札したと自慢するよりも価値がある。あなたのフィルターがその安定性を守るのだ。.
一見して分かりにくい部分はどこか?
あなたはプレスブレーキを買っているのではない。変動性を買っているのだ。.
リスク調整後の合計数値が、考えうる最悪のシナリオを想定してもなお利益を残すのであれば、捕食者のように入札せよ。もしそうでなければ、他人にその鉄の塊を持ち帰らせ、あなたが回避した教訓を学ばせてやればいい。.
だから、競売人が声を張り上げ、鼓動が速まったとき、自分自身に冷徹な問いを投げかけるのだ。
私は「亡霊」を価格に織り込んだか、それとも、それらを相手にギャンブルをしようとしているのか?


















