

A primeira vez que vi um protótipo “perfeito” parar uma linha de montagem, estava com um desvio de 1,2 graus.
No banco de ensaio, aquele suporte marcava 89,8°. O inspetor sorriu. O cliente assinou o relatório do primeiro artigo. Todos foram para casa mais cedo.
À 400.ª peça em produção, o ângulo já tinha ultrapassado os 91°. A peça de acoplamento não encaixava. O supervisor da linha não queria saber que tínhamos poupado dez minutos na configuração. Ele preocupava-se porque vinte operadores estavam parados.
É aí que se aprende a diferença entre dobrar metal e alimentar uma linha de montagem.
Um protótipo vive sozinho. Responde a um paquímetro e a um desenho técnico.
A produção vive em multidão. Responde ao takt time — o ritmo cadenciado que uma linha de montagem deve manter a cada minuto para ser rentável. Quando o teu ângulo de dobra se desvia, o problema não fica na prensa. Multiplica-se a jusante: encaixes forçados, furos desalinhados, picos de binário nos fixadores, folgas estéticas onde o cliente pode enfiar uma unha.
A dobragem por ar prospera no isolamento. Negocia com o aço: ajusta a profundidade, mede o retorno elástico, afina, executa. Flexível. Tolerante. Rápida de configurar.
Mas o aço tem uma memória mais longa do que um ex-desapontado. Muda o lote de bobina, a humidade, a direção do grão, ou simplesmente deixa a máquina trabalhar seis horas enquanto as hidráulicas aquecem, e essa profundidade “afinada” produz um ângulo ligeiramente diferente. Num protótipo, fazes um ajuste e segues em frente.
Em 10.000 peças, não fazes ajustes. Sofres.
Aviso de Sucata: Se o teu processo depende de um operador “a manter debaixo de olho”, não tens um processo — tens um trabalho de babysitting com horas extras.
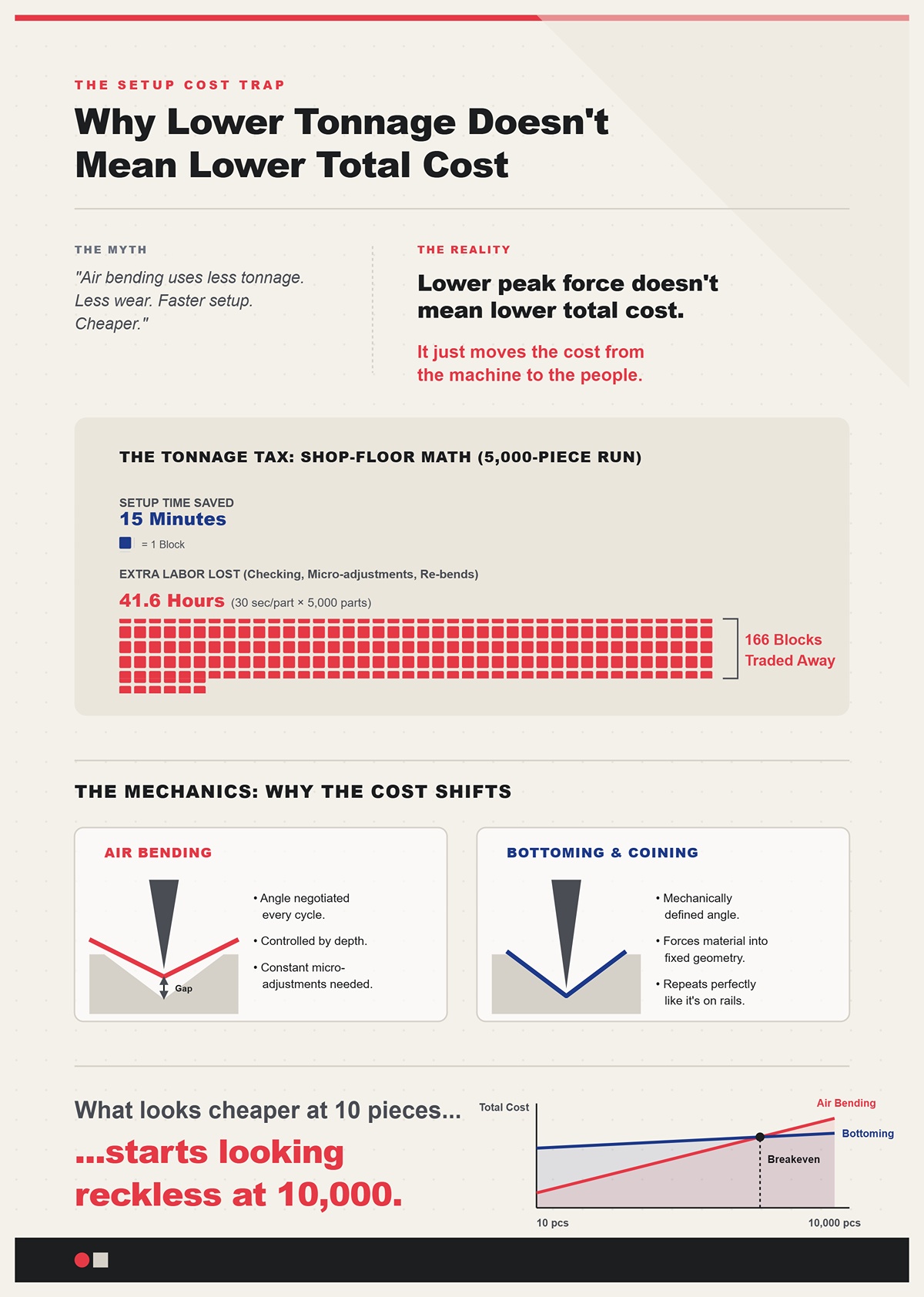
Já ouvi isto centenas de vezes: “A dobragem por ar usa menos tonelagem. Menos desgaste. Configuração mais rápida. Mais barato.”
No papel, sim. Usas uma matriz em V mais larga, menos força, e dobras controlando a profundidade de penetração em vez de forçar o material a uma forma fixa. As ferramentas duram mais. A prensa dobradeira respira mais facilmente.
Agora vamos fazer contas de chão de fábrica.
O Imposto da Tonelagem: Se a dobragem por ar te poupa 15 minutos na configuração mas te custa 30 segundos por peça em verificações adicionais, microajustes e re-dobragens ocasionais num lote de 5.000 peças, acabaste de trocar um quarto de hora por mais de 40 horas de trabalho.
Menor força de pico não significa menor custo total. Apenas desloca o custo da máquina para as pessoas.
O encostamento total ou cunhagem — sim, força mais alta, ferramentas mais rígidas — força o material na geometria punção-matriz. O ângulo é definido mecanicamente, não negociado a cada ciclo. A configuração pode demorar mais. Mas, uma vez bloqueado, a máquina repete como se estivesse sobre carris.
O que parece mais barato em 10 peças começa a parecer imprudente em 10.000.
Onde é que essa imprudência aparece primeiro?
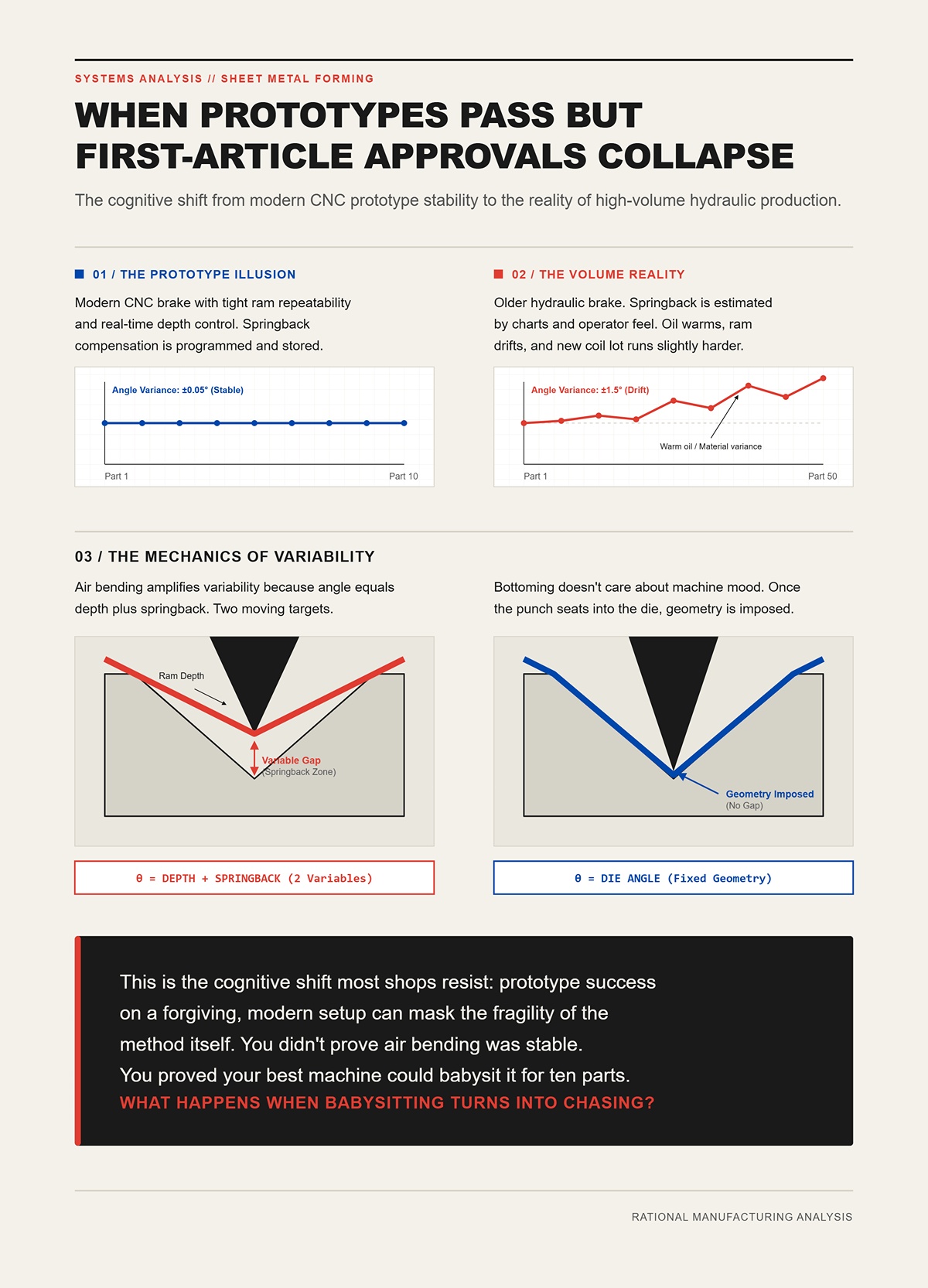
Imagine isto: o seu protótipo foi dobrado num travão CNC moderno, com repetibilidade de curso apertada e controlo de profundidade em tempo real. A compensação do retorno elástico foi programada, armazenada e recuperada.
A produção é agendada num travão hidráulico mais antigo — comum em oficinas de alto volume porque já estão pagos e são fiáveis. Agora, o retorno elástico não é compensado por circuitos de realimentação; é estimado através de tabelas e da sensibilidade do operador.
As primeiras cinco peças passam. À peça cinquenta, o óleo aqueceu. A posição do êmbolo deriva ligeiramente. O material de um novo lote de bobina corre um pouco mais duro.
A dobra no ar amplifica essa variabilidade porque o ângulo é igual à profundidade mais o retorno elástico. Dois alvos em movimento.
O encosto total (bottoming) não se importa tanto com o “humor” da máquina. Assim que o punção assenta na matriz, a geometria impõe-se. Mesmo numa prensa mecânica com menos eletrónica, peças de uma única dobra e alta quantidade saem assustadoramente consistentes.
Esta é a mudança cognitiva que a maioria das oficinas resiste: o sucesso do protótipo num equipamento moderno e tolerante pode mascarar a fragilidade do próprio método. Não provou que a dobra no ar era estável. Provou que a sua melhor máquina e o seu melhor operador conseguiam supervisioná-la durante dez peças.
O que acontece quando a supervisão se transforma em perseguição?

O retrabalho raramente aparece na folha de cálculo do orçamento.
Aparece como um palete estacionado junto ao travão com uma nota: “Verificar ângulo.” Aparece como um operador a bater nas peças com um martelo de borracha para fechar uma folga antes de as enviar adiante. Aparece quando a engenharia emite uma “clarificação” de tolerância discreta.”
Cada vez que ajusta a profundidade para perseguir o ângulo na dobra no ar, está a reagir à variabilidade em vez de a eliminar. Ao longo de milhares de ciclos, essa reação torna-se trabalho, inspeção e risco de calendário.
E a pior parte? Está normalizado.
“Sempre temos de ajustar depois do almoço.” “Este material corre macio.” “Acrescenta só um grau.”
Isso não é controlo. Isso é negociação.
Aviso de Sucata: no dia em que aceitar ajustes de ângulo de rotina como “normais”, aceitou custos variáveis num negócio de margem fixa.
Então o que está realmente a otimizar quando escolhe a dobra no ar?
Feche os olhos e imagine dois supervisores.
Um gaba-se de ter o travão preparado em oito minutos. O outro diz que a sua linha não parou nos últimos seis meses.
Só um deles dorme bem.
A curvagem a ar recompensa a velocidade e a flexibilidade. É o pai permissivo—adaptável, descontraído, disposto a ajustar-se a cada nova peça que entra pela porta. É por isso que é o melhor amigo de um protótipo.
Mas a produção em escala OEM não quer flexibilidade. Quer disciplina. Quer um método que diga: “Este é o ângulo. Todas as vezes.” O encosto e a cunhagem, combinados com o feedback CNC em tempo real, funcionam como memória institucional. Não dependem do tato. Impõem a geometria.
A mudança que quero que sintas é simples e desconfortável: para de perguntar qual método é o mais rápido a configurar e começa a perguntar qual mantém a linha de montagem aborrecida.
Porque o aborrecido é lucrativo.
E se a curvagem a ar já está a ter dificuldades nesta fase inicial—na configuração, no primeiro artigo, nas primeiras centenas de peças—o que é que isso te diz sobre o verdadeiro culpado escondido por trás de toda esta variabilidade?
Na bancada, esse suporte marcava 89 graus.
O desenho especificava 90. A primeira peça de uma bobina nova, mesmo programa, mesma ferramenta, o mesmo operador que tinha feito o último lote na perfeição. Ajustámos a profundidade em dois milésimos. Próxima peça: 90,2. Dez peças depois, 90,8. Nada mudou no ecrã. Tudo mudou no aço.
Essa é a tua causa raiz.
A curvagem a ar não impõe geometria; equilibra a profundidade de penetração com a recuperação elástica. E a recuperação elástica—retorno elástico—não é um número fixo. É o material a descarregar após estenderes as fibras externas além do limite elástico e depois reduzires a pressão. O punção sai. O aço relaxa. O ângulo abre.
Mas o aço tem uma memória mais longa do que um ex rejeitado. Lembra-se até onde o empurraste para além da resistência ao escoamento. Lembra-se da direção do grão. Lembra-se do perfil de tração exato dessa bobina. Na curvagem a ar, o teu ângulo final é igual à profundidade da máquina mais o que esse pedaço específico de aço decidir devolver.
Dois alvos móveis. Cada ciclo.
O encosto e a cunhagem não negociam com essa memória. Sobrepõem-se a ela. A força elevada empurra o material para o ângulo da matriz, reduzindo a proporção de recuperação elástica no resultado final. A curvagem a ar deixa o retorno elástico como variável dominante.
Se a variabilidade está integrada na física, porque é que os certificados das siderurgias e as tabelas de curvatura fazem parecer que é gerível?
Um certificado de siderurgia pode dizer: aço laminado a frio de calibre 11, resistência à tração de 60 ksi, limite elástico de 50 ksi.
Parece arrumado. Os engenheiros adoram o arrumado.
Agora imagina duas bobinas, ambas dentro dessa especificação. Uma com uma resistência à tração média de 58 ksi. A outra no limite superior, com 62. Ambas legais. Ambas despacháveis. Ambas marcadas com o mesmo grau.
No dobramento ao ar, o retorno elástico está diretamente ligado à relação entre o limite de elasticidade e o módulo de elasticidade. Quanto maior o limite de elasticidade, mais tensão é necessária para deformar plasticamente as fibras exteriores — e mais energia elástica armazenada se liberta quando se retira a pressão.
Maior limite de elasticidade, mais retorno elástico. Mesma profundidade, ângulo mais aberto.
Essa variação de quatro ksi dentro da especificação pode facilmente traduzir-se num grau ou mais de diferença no ângulo de dobra, dependendo da espessura e da largura da matriz. Em quantidades de protótipo, compensa-se uma vez e segue-se em frente. Em 20.000 peças abrangendo várias bobinas, essa deriva manifesta-se como uma perseguição constante à profundidade certa.
O certificado da aciaria fornece as médias do lote. Não te diz nada sobre variação em espessura, tensões residuais de laminação, nem sobre diferenças de enrijecimento entre bobinas causadas pela velocidade de processamento na fábrica. O dobramento ao ar é sensível a tudo isso porque depende de uma recuperação elástica controlada para atingir o ângulo desejado.
Estás a pedir a um resumo estatístico que preveja o comportamento de um indivíduo.
Aviso de Sucata: Tratar os valores de resistência à tração do certificado da aciaria como garantias de ângulo de dobra vai custar-te paletes de peças quando a próxima bobina chegar “dentro da especificação”, mas dobrar como se estivesse ofendida.
Se a variação do limite de elasticidade explica as diferenças entre bobinas, o que explica a inconsistência de peça para peça dentro da mesma chapa?
Pega numa tira cortada no sentido do comprimento de uma chapa. Dobra-a no sentido do grão. Agora roda a tira 90 graus e dobra-a no sentido transversal ao grão.
Mesmo material. Mesma espessura. Mesmo programa.
Resultado diferente.
A laminação na aciaria alonga os grãos numa direção. Esse alinhamento altera a forma como as discordâncias se movem quando o metal é sujeito a tensão. Dobrar transversalmente ao grão aumenta tipicamente o risco de fissuração, mas também altera a forma como as fibras exteriores cedem e recuperam. A resistência à deformação do material é anisotrópica — depende da direção.
O dobramento ao ar revela essa anisotropia porque apenas uma parte da secção transversal é deformada plasticamente. O eixo neutro desloca-se de forma diferente consoante a orientação do grão. A parte elástica da dobra — a que volta atrás — varia de acordo.
No encosto total ou cunhagem, a geometria do punção e da matriz domina o ângulo final. A direção do grão continua a ser relevante para a fissuração e para a força necessária, mas menos para a repetibilidade angular final. No dobramento ao ar, a direção do grão altera silenciosamente a equação do retorno elástico.
Já vi operadores jurarem que a prensa estava a desviar, apenas para descobrirem que metade das tiras numa pilha estavam orientadas de forma diferente para poupar material. Metade com o grão. Metade contra. Mesma profundidade programada. Dois ângulos alternando ao longo da linha.
A máquina não estava mal-humorada. O material é que estava.
E se a direção dentro de uma chapa pode alterar o teu ângulo, o que acontece quando a resistência flutua não só pela direção — mas também pelo lote?
Imagina que estás a produzir suportes de aço macio de 3 mm, com uma abertura de matriz em V oito vezes maior que a espessura. A profundidade está ajustada para atingir 90 graus com 1 grau de sobre-dobra programada.
Os primeiros 5.000 componentes são produzidos a partir da Bobina A. A vida é boa.
A Bobina B chega. Mesma qualidade. Diferente fusão. A resistência à tração aumenta dentro da faixa permitida. Começas a ver 91,2 graus à mesma profundidade.
Por isso ajustas. Uns milésimos mais fundo.
A meio da produção, a temperatura da oficina sobe, o óleo hidráulico aquece, a repetibilidade do êmbolo varia ligeiramente numa prensa mais antiga sem sistema de feedback de posição em circuito fechado. Agora estás nos 89,5.
A flexão por ar multiplica sensibilidades: a variação da resistência à tração altera o retorno elástico; pequenos erros de profundidade alteram o ângulo; a deriva térmica da máquina altera a profundidade. Cada fator pode ser pequeno isoladamente. Juntos, acumulam-se.
O Imposto de Tonelagem: Se uma variação de 0,003 polegadas na profundidade alterar o teu ângulo em 0,7 graus na flexão por ar, e se a variação na resistência à tração exigir esse ajuste a cada poucos milhares de peças, não estás a fazer produção — estás a aparar sebes, folha a folha, num campo inteiro.
O encosto reduz essa sensibilidade porque o punção se assenta fisicamente no ângulo da matriz. O ângulo final depende menos da profundidade precisa e mais da geometria das ferramentas. A variação de tração ainda afeta a tonelagem necessária, mas com um braço de alavanca menor sobre o ângulo.
A flexão por ar mantém o ângulo proporcional à profundidade e ao retorno elástico. A produção detesta sistemas proporcionais com variáveis flutuantes.
Então, porque não calcular melhor? Porque não inserir a tração, a espessura e a largura da matriz numa fórmula e encerrar o assunto?
As fórmulas de retorno elástico dos manuais assumem propriedades uniformes do material, ferramentas ideais e profundidade de penetração consistente. Modelam a dobra como uma transição elástico-plástica limpa, com descarregamento previsível.
A realidade é mais feia.
A espessura varia ao longo da chapa. Mesmo uma diferença de alguns por cento desloca o eixo neutro e a profundidade de penetração necessária. As ferramentas desgastam-se — as matrizes em V alargam ligeiramente ao longo de produções longas, alterando as condições de contacto efetivas. Os sistemas hidráulicos das prensas antigas não mantêm profundidades ao nível do micrão sem feedback; a expansão térmica altera as características do curso à medida que o óleo aquece.
Cada um desses fatores perturba o cálculo do retorno elástico. E como a flexão por ar depende de deformação plástica parcial, pequenos erros de entrada produzem erros angulares perceptíveis na saída.
Podes programar sistemas CNC adaptativos com medição de ângulo e correção em tempo real. Isso ajuda. As prensas modernas com sensores de ângulo a laser fecham o circuito, ajustando dinamicamente a profundidade em cada golpe. Mas repara no que fizeste: construíste um sistema de memória institucional para combater a memória do material.
Admitiste que a física não se mantém estável por si só.
E mesmo assim, estás a corrigir cada dobra com base em feedback. Não estás a eliminar a variabilidade; estás a reagir a ela em alta velocidade. Em trabalhos OEM de ultra-alto volume com tolerâncias apertadas, o controlo baseado em reação é um custo sobreposto à instabilidade.
A flexão por ar é o pai permissivo que negocia o toque de recolher todas as noites. O encosto e a cunhagem são a autoridade rigorosa: este é o ângulo da matriz, e vais conformar-te a ele sob consequência de tonelagem.
Se a física da recuperação elástica, da anisotropia dos grãos e da flutuação da tração garante deriva na flexão por ar, a verdadeira questão não é como compensar mais depressa.
É se deverias estar a negociar de todo.
No inverno passado, fiquei em frente a uma prensa dobradeira de 160 toneladas enquanto o gestor de produção fazia as contas em voz alta. Oitenta mil suportes por mês. Tolerância ±0,5 graus. Duas bobinas já inutilizadas porque os ângulos dobrados ao ar se desviaram à medida que a resistência à tração variava dentro da faixa de certificação.
Ele não perguntou sobre fórmulas de recuperação elástica. Fez apenas uma pergunta: “A que volume é que deixamos de negociar com o aço e passamos a dizer-lhe o que fazer?”
Esse é o ponto de viragem.
A dobra ao ar deixa parte da secção transversal elástica. Está-se a calcular quanto vai relaxar e a esperar que o lote seguinte relaxe da mesma forma. O "bottoming" e o "coining" mudam o jogo: conduzem o punção para dentro do ângulo da matriz até que o material se conforme plasticamente àquela geometria. Deixa-se de prever recuperação. Está-se a sobrepô-la.
Mas a força não é gratuita. Custa tonelagem, ferramentas, capacidade da máquina e, por vezes, redesenho. A verdadeira questão não é se o "bottoming" e o "coining" são mais repetíveis — são. A questão é quando essa troca faz sentido económico e técnico para um fabricante OEM de alto volume.
Vamos ser concretos.
Na bancada, aquele suporte marcou 89,7 graus numa dobra ao ar. Mesma profundidade, mesmo programa, outro lote de material: 90,9. O operador passou o turno inteiro a tentar compensar.
Mudámos para "bottoming" com um ângulo de matriz de 90 graus e uma abertura em V mais estreita. A tonelagem por pé aumentou aproximadamente três vezes em comparação com a configuração inicial de dobra ao ar. O curso do martelo tornou-se menos sensível — porque, uma vez que o punção se assenta no ângulo da matriz, é a geometria que domina.
Aqui está a matemática do chão de fábrica. A fórmula clássica de tonelagem para aço macio em dobra é a seguinte:
P = 650 × S² × L / V
S é a espessura, L é o comprimento da dobra, V é a abertura da matriz.
Se reduzir a abertura da matriz para apertar o controlo, duplica a tonelagem. Se duplicar a espessura, não duplica a força — quadruplica-a. Isso não é opinião. É física elevada ao quadrado.
Portanto, a “regra dos 3x tonelagem” do "bottoming" não é superstição. É o preço de forçar o material a encaixar totalmente nas paredes da matriz para que a recuperação elástica tenha menos influência sobre o ângulo final.
Mas o aço tem uma memória mais longa do que um ex desprezado. A direção do grão e a resistência à tração ainda afetam a força necessária e o risco de fissuração. O que muda é a sua influência sobre o ângulo final. Na dobra ao ar, a variação da resistência à tração altera diretamente a recuperação elástica. No "bottoming", a variação da resistência à tração afeta principalmente a demanda de tonelagem. Se a sua máquina a puder fornecer, o ângulo mantém-se fiel à matriz.
Esse é o meio-termo: troca-se demanda hidráulica por estabilidade angular.
Agora vem o problema.
As matrizes em V mais estreitas também reduzem o raio interno e aumentam o comprimento da aba necessário. Já vi fabricantes OEM fazerem protótipos em dobra ao ar com uma V larga — raio interno grande, folga generosa da aba — e depois passarem para "bottoming" sem redesenho. De repente, as abas interferem na montagem ou as extremidades mostram microfissuras porque o raio apertou além do que o material tolera.
Queria-se certeza mecânica. Esqueceu-se que a geometria se moveu juntamente com ela.
O ponto de transição económica surge quando o desvio de ângulo obriga a ajustamentos constantes, mão de obra de inspeção e retrabalho de sucata que superam o custo dos golpes de maior tonelagem e possivelmente da atualização das ferramentas. Se estiver a produzir milhares de peças idênticas por turno, o "bottoming" começa a compensar simplesmente por eliminar o babysitting.
Mas e se ±0,5 graus não forem suficientes? E se o desenho indicar ±0,25, e a especificação de binário na linha de montagem depender disso?
Imagine isto: o seu protótipo foi dobrado numa moderna prensa dobradeira CNC com repetibilidade rigorosa do curso do êmbolo e controlo de profundidade em tempo real. Obtém 90 graus ±0,3 o dia todo em dobra a ar — porque o lote de material era favorável e o sensor de ângulo laser corrigia cada curso.
Agora a produção muda para outra fábrica. Sem feedback do laser. A resistência do material varia dentro das especificações. De repente, ±0,3 torna-se fantasia.
A cunhagem é o que se faz quando a fantasia custa mais do que a força.
Na cunhagem, a ponta do punção penetra suficientemente fundo para comprimir plasticamente o material na linha de dobra. Não se trata apenas de formar à volta de um raio; está a “passar a ferro” a estrutura do grão nessa zona. A memória elástica é praticamente apagada porque o material é deformado plasticamente através da espessura no ápice.
A tonelagem salta para cinco a oito vezes os níveis da dobra a ar. Às vezes mais, para ligas de alta resistência. Sente-se isso no chão.
A recompensa? A variação angular diminui drasticamente porque o ângulo final é determinado pela geometria da ferramenta e pela deformação plástica total, não pela recuperação elástica. As flutuações de tração que antes alteravam um grau podem agora mudar a tonelagem necessária, mas mal afetam o ângulo — desde que a máquina consiga fornecer força consistente.
Isto é autoridade rigorosa sustentada pela consequência. O aço não “decide” o seu ângulo. Ele conforma-se.
Mas é aí que já vi oficinas queimarem dinheiro: assumem que força bruta por si só garante precisão. Fazem cunhagem numa prensa dobradeira mal classificada para a carga, a deflexão da estrutura varia ao longo da mesa, e depois perguntam-se por que razão o lado esquerdo marca 89,6 enquanto o direito marca 90,2.
Não se pode impor obediência com uma voz trémula.
O que nos leva à própria máquina.
Uma oficina liga-me e diz que a sua prensa de 120 toneladas “deve aguentar” aço macio de 1/4 de polegada em encosto total. Calcularam de forma superficial. Começa a produção. O êmbolo bloqueia próximo do centro em peças mais compridas.
Faça as contas corretamente e verá porquê. Para certas aberturas de matriz, o aço macio de 1/4 de polegada ao longo de um pé de dobra pode exigir mais de 150 toneladas. Abra a largura da matriz e talvez consiga ficar abaixo das 120 toneladas — mas então volta a raios internos maiores e menor controlo.
O encosto total e a cunhagem expõem rapidamente máquinas subdimensionadas. A dobra a ar pode tolerar tonelagem marginal porque não está totalmente assente na matriz. Métodos de precisão não perdoam.
E a classificação de tonelagem por si só não conta toda a história. A deflexão da estrutura — a compensação — importa. Sob carga elevada, a cama e o êmbolo arqueiam. Se não tiver compensação mecânica ou controlada por CNC, o ângulo no centro difere das extremidades. Com forças de nível de cunhagem, essa deflexão não é teórica. É mensurável.
É aqui que os circuitos de feedback CNC em tempo real deixam de ser luxo e passam a ser seguro. Controlo de posição em circuito fechado, monitorização de pressão, ajuste dinâmico de compensação — transformam força bruta em força controlada.
Para equipas que estão a avaliar opções práticas aqui, Prensa Dobradeira é um próximo passo relevante.
Sem essa memória institucional, está apenas a golpear mais forte.
Portanto, tem a tonelagem. Tem a máquina. O que está ela a fazer às suas ferramentas a cada 10.000 golpes?
Eu descartei um lote inteiro de matrizes de precisão porque alguém decidiu cunhar aço de alta resistência em ferramentas classificadas para flexão a ar. A ponta do punção deformou-se apenas o suficiente para desviar os ângulos em meio grau ao longo de uma produção de 30.000 peças antes que alguém o percebesse.
Métodos de alta força aceleram o desgaste. As pressões de contacto na ponta do punção durante a cunhagem são ordens de magnitude mais elevadas do que na flexão a ar. A dureza superficial, a qualidade do revestimento e o alinhamento passam a importar de formas que antes não importavam.
Mas aqui está o cálculo silencioso: numa produção de 100.000 peças, mesmo uma taxa de refugo de 1% causada por deriva de ângulo pode ultrapassar o custo de ferramentas de qualidade superior endurecidas, concebidas para encosto ou cunhagem. As ferramentas tornam-se um item de consumo, não uma compra única.
O Imposto de Tonelagem: Se ao passar da flexão a ar para o encosto a força triplica mas o refugo relacionado com ângulo cai de 2% para 0.2% num lote de 50.000 peças, faça as contas antes de reclamar da pressão hidráulica. O refugo é a máquina mais cara do seu edifício.
Ainda assim, a maior força aperta as janelas de manutenção. Inspeciona punções para desgaste na ponta, matrizes para forma alargada, verifica o alinhamento mais frequentemente. Métodos de precisão exigem disciplina.
A flexão a ar pede que se gere variabilidade. O encosto e a cunhagem pedem que se gere força.
Os fabricantes OEM de grande volume não temem a força. Temem a deriva.
Aviso de Sucata: Não mude para encosto ou cunhagem com ferramentas antigas de flexão a ar e uma prensa subdimensionada, depois culpe o método quando os ângulos variarem. A certeza mecânica só funciona quando a máquina, as ferramentas e o sistema de controlo são construídos para suportar a tonelagem que está prestes a libertar.
Na bancada, esse suporte deu 89,8 graus na primeira batida, 90,1 na segunda, 89,9 na terceira. Bom o suficiente para flexão a ar — até multiplicar por 80.000 peças e uma especificação de binário que se desvia aos 90,3.
É assim que um fabricante OEM de grande volume calcula realmente o ponto de equilíbrio. Não começa pela tonelagem. Começa pelo refugo e tempo de ajuste por 1.000 peças. Suponha que a flexão a ar produz 1.5% de retrabalho relacionado com ângulos em volume — peças fora de ±0.25 graus depois de os lotes de material começarem a rodar. O encosto reduz isso para 0.2%, mas o desgaste das ferramentas e o custo energético superior adicionam uma sobrecarga fixa. Se cada peça rejeitada custa $18 totalmente onerada e estiver a produzir 100.000 peças, essa diferença de 1.3% são 1.300 peças — $23.400 perdidos. Se as ferramentas premium e a manutenção adicional para encosto custarem $12.000 durante a produção, acabou de encontrar a sua margem.
Mas esse cálculo só se mantém se os ângulos permanecerem onde os colocou.
A tonelagem dá-lhe autoridade. O feedback CNC dá-lhe memória. E as linhas de produção sobrevivem com memória, não com força.
A certeza mecânica é alcançável — já estabelecemos isso. Agora a questão é como a manter bloqueada, turno após turno, lote após lote, sem um operador grisalho a controlar o pedal como se estivesse a afinar um carburador.
Se está a avaliar como tornar essa certeza repetível em escala de produção, é aqui que uma revisão de equipamento ao nível OEM faz sentido. O portefólio baseado em CNC 100% da CN-HAWE — que abrange sistemas de flexão de gama alta integrados em automatização mais ampla de chapa metálica — e os seus processos rigorosos de controlo de qualidade e verificação de estrutura são construídos especificamente para aplicações onde a consistência de ângulo e a rigidez estrutural não podem derivar ao longo do tempo. Para falar sobre a sua mistura de peças, tolerâncias e metas de produtividade, pode contactar a equipa da CN-HAWE para rever especificações, requisitos de tonelagem e opções de implementação.
Já observei um sistema de ângulo por laser perseguir uma oscilação de retorno elástico de 2 graus em aço de alta resistência de 3 mm. Primeira batida: sobrecurvar para 92,4 para atingir 90. Segunda batida, nova chapa do mesmo palete: precisa de 93,1. A máquina corrige em tempo real. Impressionante.
Mas o aço tem uma memória mais longa do que um ex rejeitado.
A curvatura por ar livre depende da recuperação elástica. O sensor mede o ângulo durante o curso e ajusta ligeiramente a profundidade do batente para compensar. Isso funciona — até que a variabilidade de retorno elástico subjacente ultrapassa a janela de controlo. Se a resistência à tração variar dentro das especificações do fabricante, digamos alguns ksi para cima ou para baixo, o retorno elástico pode alterar-se em um grau ou mais. O CNC pode reagir, mas continua a negociar com a elasticidade. Estás a corrigir sintomas, não a eliminar a causa.
Agora coloca esse mesmo sensor num processo de encosto total.
Porque o encosto total assenta o material na matriz e leva a deformação plástica mais fundo através da espessura, a amplitude do retorno elástico encolhe. A função do sensor deixa de ser perseguir variações grandes; passa a ajustar décimas. Em vez de compensar 2 graus, corrige 0,2. O ciclo de controlo aperta. A variação colapsa de graus para frações.
A curvatura por ar livre com sensores é um pai permissivo com prancheta. O encosto total com sensores é autoridade rigorosa apoiada por um sistema de câmaras e registos escritos.
Aviso de Sucata: Não assumas que adicionar um laser a uma célula de curvatura por ar livre a torna à prova de produção. Se a tua janela de retorno elástico for mais larga que a tua faixa de tolerância, estás a automatizar retrabalho, não a eliminá-lo.
Corre um painel de 6 pés com tonelagem de cunhagem numa mesa sem compensação e verás. O centro acusa 89,6. As extremidades acusam 90,2. A peça parece uma canoa virada ao contrário.
Isso é deflexão da estrutura. Sob carga, o punção e a mesa arqueiam. Com forças de curvatura por ar livre, o efeito é modesto. Multiplica a força cinco a oito vezes para cunhagem, e a deflexão torna-se mensurável ao longo do comprimento. A compensação mecânica — cunhas ou calços — era a correção antiga. Ajustava-se uma vez e esperava-se que o caso de carga não mudasse.
A compensação controlada por CNC ajusta-se dinamicamente ao longo da mesa. O controlo calcula a deflexão esperada com base na tonelagem e no comprimento, depois pré-carrega o centro para que, sob força total, o sistema se alinhe direito. Sistemas em circuito fechado até interligam o feedback da pressão hidráulica aos ajustes de compensação durante o ciclo.
Imagina isto: o teu protótipo foi curvado numa prensa CNC moderna com elevada repetibilidade do punção e controlo de profundidade em tempo real. Agora escala isso para um travessão automóvel de 3 metros. Sem compensação dinâmica, o encosto total apenas concentra a tua precisão no sítio errado — o centro engana-te.
O CNC não move apenas o punção. Ele remodela a máquina sob carga.
Medi bobinas que variavam 0,08 mm ao longo de um lote e ainda estavam dentro da tolerância do fornecedor. Numa curvatura por ar livre com matriz larga, talvez nem notes. Em encosto total, essa variação de espessura altera o quão profundamente o punção assenta antes de haver contacto total.
As prensas CNC modernas monitorizam a posição do punção e a pressão hidráulica em tempo real. Se a curva de força subir mais cedo do que o esperado, o controlo interpreta material mais espesso e ajusta a profundidade de penetração para atingir o ângulo programado. Alguns sistemas combinam isto com medição de ângulo em processo para refinar a correção já no traço seguinte.
Eis o mecanismo: o aumento de espessura eleva a resistência efetiva à curvatura; a força necessária aumenta de forma não linear. Os sensores de pressão detetam essa subida antes de o ângulo sair da especificação. A máquina adapta a profundidade do curso em conformidade. Não estás a parar a linha para ajustar o batente traseiro ou calibrar nova profundidade. O ciclo fecha-se dentro do tempo de operação.
A curvatura por ar livre trata a variação de espessura como variação de ângulo depois do facto. O encosto total com compensação dinâmica trata-a como um sinal de força antes de o ângulo fugir.
O que levanta uma questão maior: como é que a máquina sabe o que é uma força “normal” para este material, logo à partida?
Num programa automóvel, trabalhámos com três fornecedores certificados para o mesmo aço estrutural de 2,5 mm. Todos “idênticos” no papel. Na realidade, cada um tinha a sua própria personalidade de curvatura. Um exigia 0,3 mm de curso mais profundo em encosto total para chegar aos 90,0. Outro pedia ligeiramente mais pré-carga de compensação em peças longas.
As oficinas que sobreviveram não dependeram de memória coletiva. Criaram perfis de material dentro do controlo CNC — bases de dados que ligam grau, espessura, fornecedor e até código de lote a parâmetros de curvatura: profundidade alvo, curva de força esperada, desvio de compensação, fatores de correção de ângulo.
Primeira execução com um novo lote? A máquina regista a força real em função da profundidade e o ângulo final. Se a desvio ultrapassar o limite, ela assinala e atualiza o perfil após verificação. Ao longo dos meses, a base de dados deixa de adivinhar. Ela recorda-se.
Isto é memória institucional tornada mecânica. O operador muda as bobinas; o sistema ajusta o comportamento. Não perfeitamente — nada é — mas de forma suficientemente previsível para que 100 000 peças pareçam ter sido produzidas num único e longo curso ininterrupto.
O Imposto sobre Tonelagem: O músculo leva-te até à matriz. A memória mantém-te lá. Se o teu processo de encosto reduz o desperdício de 1,5% para 0,2% mas o teu departamento de programação se torna o estrangulamento, deslocaste a restrição para montante. Reserva horas de engenharia no teu cálculo de ponto de equilíbrio, ou trocarás o caos da oficina por um bloqueio no escritório.
Aviso de Sucata: Não trates a base de dados da CNC como uma biblioteca de “configurar e esquecer”. Se não estiveres a alimentá-la com dados de produção verificados e a auditar desvios, estarás a operar precisão de alta força com suposições do dia anterior — e é assim que 0,2 graus se transformam em 20 000 peças defeituosas antes que alguém repare.
Na bancada, esse suporte mediu 89,0 na perna esquerda e 90,1 na direita. Mesmo programa. Mesmo lote de material. Mesma profundidade de encosto ao centésimo. Tínhamos o sensor de ângulo em circuito fechado a zumbir e o perfil de material carregado como se fosse evangelho.
A única coisa que mudou foi a matriz em V. O turno da noite apanhou uma abertura de 20 mm em vez da especificada de 16 mm porque já estava montada na prensa dobradeira.
É essa a parte que ninguém gosta de ouvir: podes ter a CNC mais inteligente do mercado, mas se a seleção de matrizes for feita de forma casual, o controlo está apenas a orientar uma interface mecânica imprecisa. O encosto com feedback reduz a variabilidade, sim — mas a geometria ainda define o campo de batalha. Muda a abertura em V, o raio do punção ou a dureza da ferramenta, e mudas a forma como a força flui através da chapa. A CNC compensa dentro dessa geometria. Não a reescreve.
O aço não discute com o teu software. Responde às condições de contacto.
E essas condições de contacto são definidas pela ferramenta, não pelo código.
A maioria das oficinas começa com a regra 8:1 — abertura em V aproximadamente oito vezes a espessura do material. Dobra aço macio de 2 mm? Pega numa matriz de 16 mm. É uma boa regra para dobragem ao ar. Oferece uma tonelagem gerível e um raio interno previsível.
Mas produz 100 000 peças em encosto a tolerância OEM — ±0,3° — e essa mesma abertura de 16 mm pode começar a comportar-se como um aperto de mão frouxo.
Eis porquê. Uma matriz mais larga amplifica a variação de espessura. Já medi bobinas que estavam dentro da tolerância do fornecedor mas que variavam ainda assim 0,05 mm na largura. Numa matriz larga, essa pequena variação de espessura altera a profundidade que o punção tem de percorrer antes de atingir contacto total com a matriz. O ponto de assentamento flutua. A curva de força move-se. O controlo ajusta a profundidade do curso — mas agora está a perseguir uma variação que a própria geometria da matriz ampliou.
Reduz a matriz para 6:1 ou mesmo 5:1 numa produção dedicada de encosto em grande volume, e o material é contido mais cedo no curso. O ponto de assentamento aperta. A janela de recuperação elástica encolhe novamente — não por causa de mais força, mas porque a geometria limita a liberdade.
A contrapartida? A tonelagem sobe rapidamente.
O Imposto da Tonelagem: Reduzir uma matriz em V de 8:1 para 6:1 pode aumentar a força necessária em 20–30% dependendo do grau. Num trilho de 3 metros, isso pode levar-te de uma capacidade confortável à zona amarela da tabela de classificação da tua prensa dobradeira. Isso não é teoria. Já vi uma máquina de 120 toneladas parar a meio do curso porque alguém “otimizou” a repetibilidade sem verificar a tabela de carga.
Então, quando quebrar a regra 8:1? Quando o volume justificar a dedicação de ferramentas e capacidade da máquina a uma única geometria, e quando a tua prensa e o teu sistema de compensação conseguirem suportar a carga sem se empenarem como uma canoa.
Aviso de Sucata: Se reduzires a abertura em V sem recalcular a tonelagem ao longo de todo o comprimento da peça, não conseguirás melhor precisão — terás deflexão de estrutura que se esconde no centro e aparece na montagem.
Certa vez vi um painel de aço inoxidável de alto brilho sair de uma célula de conformação com fissuras capilares ao longo da dobra. O operador culpou o material. O certificado do material estava limpo.
O verdadeiro culpado era um raio de punção escolhido porque era “suficientemente parecido” e já estava na prateleira.
Diferentes tipos de aço distribuem a deformação de maneira distinta através da espessura. O aço de alta resistência e baixa liga resiste ao fluxo plástico por mais tempo e depois cede de forma mais brusca. O aço inoxidável austenítico endurece agressivamente com o trabalho. O alumínio deforma-se facilmente, mas rasga se a tensão se concentrar numa interface aguda.
A geometria da ferramenta determina onde essa tensão se concentra.
Hoje, as ferramentas de precisão são retificadas com tolerâncias de décimos de milésimo. Isso é importante porque a interferência entre a ponta do punção e os ombros da matriz não se avalia a olho; simula-se. No bottoming e no cunhagem, se o raio da ponta do punção e o ângulo da matriz não corresponderem ao comportamento esperado do raio interno do material, criam-se picos de pressão localizados. Picos de pressão significam marcas superficiais em peças de acabamento — ou microfissuras em peças estruturais.
E aqui está a verdade desconfortável: o dobramento por ar tolera geometria imprecisa porque o contacto é limitado. O bottoming não. É um pai rigoroso. Impõe conformidade em toda a interface.
Mas o aço tem uma memória mais longa do que um ex ressentido. Se o sobrecarregares à superfície porque o raio do punção é demasiado apertado para essa classe de material, a fissura pode não aparecer até à pintura em pó — ou pior, até às vibrações em serviço.
A CNC pode registar curvas de força durante todo o dia. Não pode corrigir uma incompatibilidade entre geometria e material que foi incorporada na escolha da ferramenta.
Pega em dois punções: um com um raio de ponta de 1,0 mm, outro com 2,0 mm. Usa o mesmo aço estrutural de 2 mm em bottoming com uma matriz que suporte ambos.
Com o raio menor, a deformação localiza-se acentuadamente na ponta do punção. O raio interno da dobra tende a seguir de mais perto a geometria do punção — até que a resistência do material aumente. Então o retorno elástico aumenta, e o raio interno abre-se de forma imprevisível porque o material resiste à conformidade total.
Com o raio maior, a deformação distribui-se por mais espessura. A profundidade de penetração necessária muda. A amplitude do retorno elástico pode diminuir ligeiramente porque a tensão máxima é menor, mas o raio interno obtido aumenta.
Qual é o “certo”?
Em protótipos, podes aceitar variações no raio interno desde que o ângulo esteja próximo. Em produção OEM — pense em suportes que se encaixam em carcaças fundidas — esse raio interno controla a posição do flange no espaço. Uma alteração de 0,5 mm no raio desloca a localização do furo mais à frente na linha.
O bottoming com memória CNC pode manter o ângulo com precisão de décimos. Mas se o raio do punção for inconsistente entre conjuntos de ferramentas, o teu ângulo é perfeito e a tua geometria está errada.
Imagina isto: o teu protótipo foi dobrado num travão CNC moderno com repetibilidade de martelo apertada e controlo de profundidade em tempo real. Agora, na produção, é usado um punção gasto com um raio efetivo 0,2 mm maior. O ângulo ainda lê 90,0. O gabarito de montagem diz o contrário.
Precisão não são apenas graus. É a forma dentro da dobra.
Já rejeitei peças seis meses após o início de um programa porque os ângulos começaram a desviar-se 0,4° para cima e ninguém conseguia explicar porquê. O material estava estável. O programa intocado.
Acabámos por remover a matriz e medir os ombros. Desgaste. Microscópico, mas mensurável. O aço de ferramenta padrão tinha sido martelado após repetidos bottomings de alta tonelagem. A abertura em V efetivamente alargou-se ao longo do tempo.
Um V mais largo significa mais retorno elástico. Mais retorno elástico significa curso mais profundo. Curso mais profundo significa força mais elevada. O controlo continuou a compensar — até atingir o seu limite.
Ferramentas endurecidas resistem a esse martelamento. Mantêm a geometria estável ao longo de centenas de milhares de golpes. Em operações de encosto de alto volume, essa estabilidade não é um luxo — é a base da capacidade do seu processo.
Mas não te deixes embriagar pela dureza. Se a dureza da ferramenta exceder drasticamente a dureza da chapa, a pressão de contacto concentra-se em áreas reais de contacto mais pequenas. Em aço inoxidável cosmético, isso pode significar gripagem ou riscos superficiais. Em alumínio mais macio, pode marcar diretamente a peça com as impressões da matriz.
A solução não é “a mais dura possível.” É uma dureza adequada à aplicação, aos requisitos de acabamento superficial e ao nível de tonelagem.
É aqui que o custo oculto aparece. Conjuntos de ferramentas endurecidas dedicados, mantidos e rastreados por programa, ligados a perfis de material específicos — isso é capital e disciplina. Ignora isso, e a tua bela célula de encosto em malha fechada deriva lentamente, silenciosamente e de forma dispendiosa fora de especificação.
A dobragem ao ar perdoa o desgaste porque já vive na variabilidade. O encosto expõe essa variabilidade.
E esse é o verdadeiro limite da precisão habilitada por CNC: a máquina pode recordar-se perfeitamente, mas só recorda a geometria que lhe forneces. A próxima questão não é técnica.
É estratégica.
Quantas peças justificam bloquear essa geometria — e a disciplina para a proteger?
Queres um número. Uma linha clara na areia.
“Aos 12 000 unidades por mês, mudamos.”
Nunca vi isso funcionar assim.
Na bancada, aquele suporte registou 89,0° na primeira peça e 90,1° na oitava. O protótipo passou. O cliente sorriu. Depois chegou a encomenda abrangente de 18 000 unidades por trimestre, e de repente estávamos a discutir com um aço que tinha um humor diferente todas as terças-feiras. É então que aprendes que o verdadeiro limite não é apenas o volume. É a exposição. Exposição à deriva, ao desgaste, à troca de operadores, às variações de resistência de bobina para bobina.
A transição da dobragem ao ar para o encosto não tem a ver com quantas peças produces. Tem a ver com quantas oportunidades estás a dar à variabilidade para te envergonhar.
Por isso, o roteiro começa onde a maioria dos OEMs não quer olhar: não para a produção, mas para os inputs.
O teu desenho diz 3,0 mm ±0,1, limite elástico nominal de 350 MPa.
O teu armazém diz “chega”.”
A dobragem ao ar vive nessa diferença. O curso é igual ao ângulo, assumindo que o retorno elástico se comporta. Mas o retorno elástico é função do limite elástico, da espessura e da orientação do grão. Quando esses variam — mesmo dentro da especificação — o teu ângulo varia com eles.
Vi dois enrolamentos do mesmo forno numa laminadora dobrar um grau de diferença. Ambos legais. Ambos certificados. Nenhum errado.
O fundo e a cunhagem reduzem essa margem porque a geometria de punção e matriz impõe a forma final através da deformação plástica, não apenas da profundidade do curso. Está a sobrepor-se à variação em vez de negociar com ela. Mas se não conhecer realmente a dispersão da resistência à tração, o seu modelo de tonelagem é uma estimativa — e se estimar alto demais, parte matrizes ou, pior, o êmbolo.
O Imposto da Tonelagem: O fundo pode exigir três a cinco vezes a força da dobragem por ar. Se a sua prensa dobradeira tiver uma capacidade nominal de 120 toneladas e o seu material real por vezes se comportar como se precisasse de 140, a máquina avisá-lo-á — uma vez.
Audite três meses de certificados recebidos. Trace a dispersão de limite elástico e espessura. Se a variação de recuperação elástica na dobragem por ar exceder metade da sua banda de tolerância angular sob variação normal de material, já está a viver de sorte emprestada.
Aviso de Sucata: Presumir que o “nominal” do certificado da laminadora corresponde à realidade da sua dobragem é como projetar um processo de fundo que sobrecarrega silenciosamente uma prensa dobradeira perfeitamente boa.
Mas nem dados de material perfeitos o salvarão do seu próprio otimismo.
A primeira peça de uma configuração é uma atuação. Toda a gente observa. Os medidores estão calibrados. O operador está concentrado.
A décima peça é a verdade.
Na dobragem por ar, a variável de controlo é a profundidade do curso. Desgaste das ferramentas, leve aquecimento do êmbolo, mudanças na lubrificação da chapa — nada dramático isoladamente — acumulam-se. A recuperação elástica é uma reação; não se importa com o aspeto bonito do ecrã CNC. Se os ombros da matriz se polirem após 5.000 golpes, a sua abertura efetiva em V altera-se. O ângulo muda. O controlo compensa — até não conseguir mais.
O fundo muda a conversa. A geometria da ferramenta torna-se a autoridade. Não está a perguntar ao material onde quer ficar; está a forçá-lo a uma interface fixa. Com retorno CNC em tempo real sobre força e profundidade, constrói memória institucional: este material, este lote de bobina, esta profundidade de penetração.
Imagine isto: o seu protótipo foi dobrado numa prensa CNC moderna com repetibilidade rigorosa do êmbolo e controlo de profundidade em tempo real. Manteve 90,0° toda a tarde em dobragem por ar. Depois, a produção executa 30.000 peças ao longo de seis semanas, em dois turnos, com três operadores. Se o seu método depender de todos reproduzirem a mesma negociação com o aço, não tem um processo. Tem uma série de conversas afortunadas.
A décima peça diz-lhe se escolheu um método — ou apenas sobreviveu a um ensaio.
Aviso de Sucata: Aprovar a produção baseada apenas na capacidade do primeiro artigo sem uma execução de estabilidade de 50 ou 100 peças é como descobrir uma deriva estatística depois de o cliente montar 5.000 conjuntos.
Então, exatamente, em que ponto essa deriva se torna suficientemente dispendiosa para justificar disciplina?
Aqui está a estrutura que apresento aos clientes OEM.
Passo um: quantifique o custo do erro angular. Não apenas sucata — tempo de retrabalho, calços de fixação, lentidão na montagem, falhas em campo. Atribua um valor monetário a um desvio de 1° e a um de 0,5°.
Passo dois: meça a sua real dispersão na dobragem por ar ao longo de uma produção estatisticamente honesta — mínimo 50 peças em diferentes secções de bobina. Se a sua dispersão total consumir mais de 60% da sua banda de tolerância, está em posição reativa. Está a ajustar o curso para perseguir variação.
Passo três: projete essa dispersão ao longo do volume anual. Um exemplo hipotético: se 3% de 120.000 peças anuais requerem novo golpe ou sucata a um custo unitário de $18, isso representa $64.800 a escoar-se silenciosamente.
Agora compare isso com o capital necessário para um conjunto de ferramentas de encosto endurecido dedicado e qualquer atualização necessária da prensa.
Esta é a parte não óbvia: o ponto estratégico frequentemente surge não em volumes automotivos massivos, mas em programas de volume médio onde as tolerâncias apertam para ±0,5° ou onde a geometria dobrada posiciona características a jusante. À volta de 5.000 a 10.000 peças anuais, se a tolerância angular for mais apertada que ±1° e as acumulações de montagem forem relevantes, o encosto começa a compensar — não por causa do volume em si, mas pela concentração de risco.
A dobra por ar é um pai permissivo. Funciona bem quando as apostas são baixas. O encosto é uma autoridade rigorosa apoiada por consequências. Necessário quando a “criança” está prestes a assinar contratos.
E se o teu equipamento não puder fornecer com segurança a tonelagem necessária para o encosto, isso não é uma decisão de dobragem. É uma decisão estratégica de capital.
Então o que é que a matemática realmente demonstra quando a executas de forma limpa?
A maioria das oficinas olha para o preço das ferramentas e estremece. Matrizes endurecidas. Punções dedicados. Possivelmente uma prensa hidráulica de maior tonelagem em vez de uma unidade elétrica mais leve.
Eles veem custo.
Eles não veem a variância como custo.
Executa assim:
Isto dá $35.200 por ano.
Se um conjunto de ferramentas de encosto dedicado custar $28.000 e reduzir o refugo relacionado com ângulo para 0,3%, recuperas o investimento em menos de um ano. Depois disso, cada produção estável é margem.
E isso ignora as poupanças invisíveis: menos ajustes do operador, menos triagem de inspeção, nenhuma retificação de matriz de emergência porque alguém perseguiu o ângulo com profundidade de curso excessiva.
Eis a mudança que quero que retenhas: o CNC é memória. A ferramenta é lei. A dobra por ar pede ao material para cooperar; o encosto e a cunhagem obrigam-no. Quando o risco comercial por grau de erro excede o custo da disciplina mecânica, ultrapassaste o limite — quer faças 6.000 peças ou 600.000.
A questão do volume nunca foi apenas sobre quantidade. Foi sobre quanta variabilidade o teu modelo de negócio pode suportar antes de deixar de ser flexibilidade e passar a ser negligência.
E quando começas a ver o método de dobra como uma estratégia de alocação de risco em vez de uma escolha de programação, deixas de perguntar: “Conseguimos manter 90°?”
Começas a perguntar: “Quanto desvio podemos suportar?”


















