

A primeira vez que se aproxima de uma quinadeira CNC, o painel de controlo pode parecer o cockpit de um jato. Ícones coloridos, leituras digitais, separadores com etiquetas como “programa”, “ferramentas”, “sequência de dobra”—é fácil pensar que se inscreveu por engano para ser engenheiro de software em vez de serralheiro metalúrgico. Mas a realidade é quase o oposto. As quinadeiras CNC modernas são concebidas para que o operador não faça as contas, não calcule as tolerâncias de dobra e não adivinhe o retorno elástico. O computador faz isso. O seu trabalho é dizer-lhe o que quer, não descobrir como chegar lá.
Quem aprendeu em prensas manuais passou anos a desenvolver uma perceção intuitiva para correções de ângulo, ordem de dobras e comportamento de retorno elástico. Hoje, a máquina absorveu essa complexidade. Os sistemas de controlo CNC pegam nessas mesmas variáveis—espessura do material, ângulo, raio da ferramenta—e calculam os ajustes necessários antes da primeira dobra. A única barreira que resta é psicológica: a crença de que o ecrã exige programação informática em vez de uma introdução simples e guiada. Quando essa ilusão desaparece, o trabalho torna-se quase instintivo.
Se alguma vez viu um anúncio de emprego que dizia “operador de quinadeira CNC—programação necessária”, é compreensível imaginar linhas de código e comandos obscuros. Na realidade, “programação” neste contexto parece mais introdução de dados do que codificação. O operador seleciona um tipo de material—por exemplo, alumínio de 1/8 de polegada ou aço macio de calibre 16—introduz o ângulo de dobra e escolhe uma matriz e um punção de uma biblioteca pré-carregada. O controlador já sabe como essas ferramentas interagem.
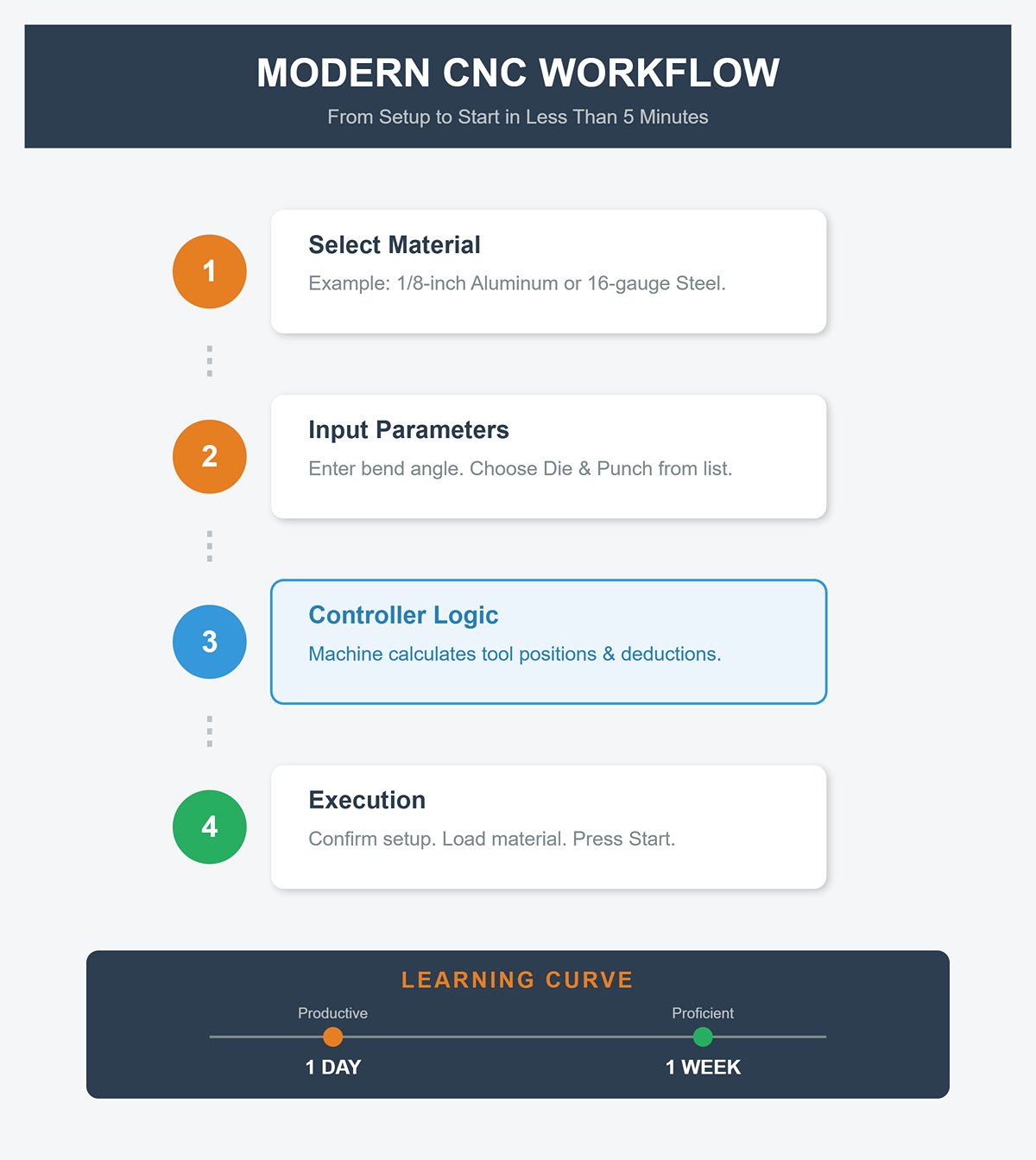
Algumas máquinas até importam diretamente o ficheiro da peça de um escritório de programação ou estação CAD, calculando automaticamente as deduções de dobra e posições das ferramentas. O ecrã do operador torna-se então uma série de instruções claras: confirmar configuração das ferramentas, carregar material, premir ciclo de arranque. Numa máquina moderna Amada ou Trumpf, todo este processo pode demorar menos de cinco minutos para uma peça simples.
É por isso que os operadores podem tornar-se produtivos num único dia e atingir proficiência numa semana. A expressão “programação necessária” muitas vezes significa “consegue introduzir três números sem medo?” A barreira técnica não é matemática—é apenas conforto com a interface. Quando os técnicos percebem que estão a dar instruções a uma máquina que já conhece a geometria, a ansiedade desaparece.
Cada dobra exigia antigamente cálculos cuidadosos. Era necessário conhecer tolerâncias de dobra, fatores K e ajustes trigonométricos para prever onde o material ficaria após o retorno elástico. Numa quinadeira CNC, essa matemática invisível é agora gerida totalmente pelo controlador. Quando introduz o material e a espessura, o software consulta uma base de dados interna que guarda os fatores K e raios de dobra adequados para esse material. Depois, compensa automaticamente a posição do batente traseiro e ajusta a tonelagem para atingir o ângulo pretendido.
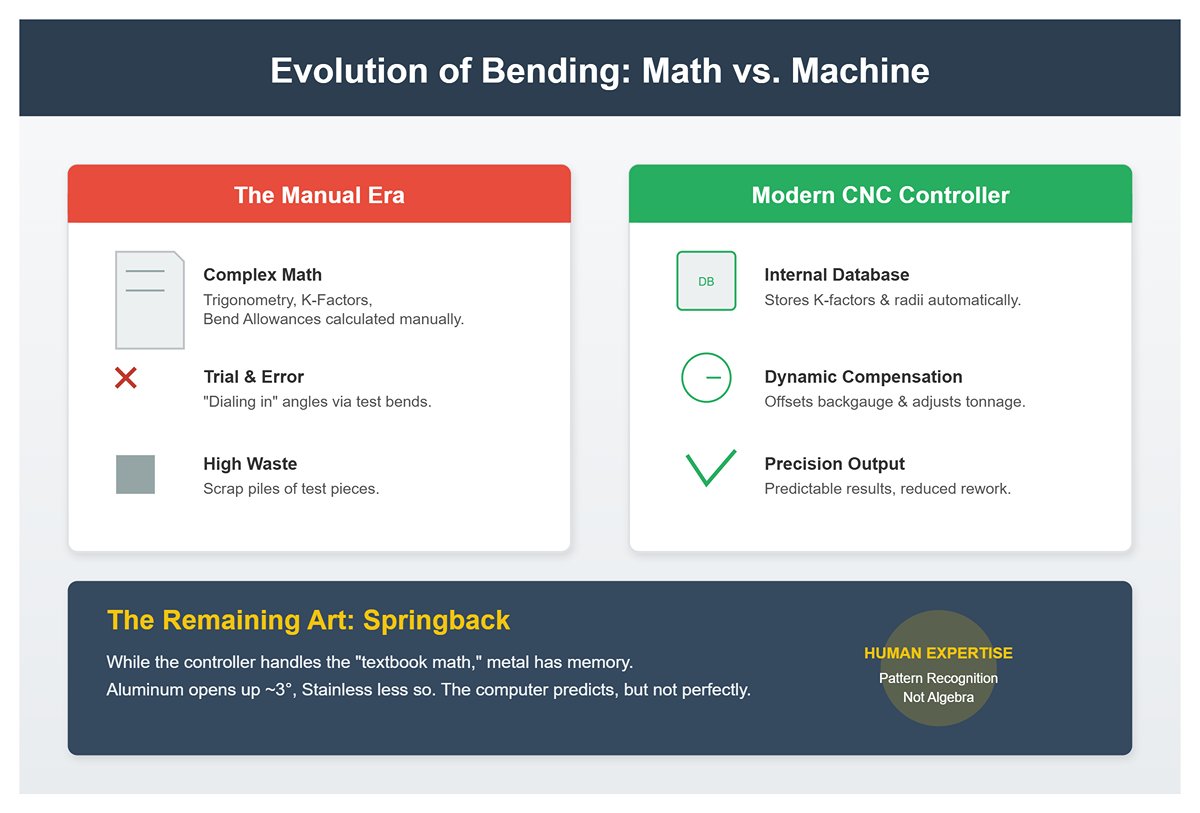
Isto significa que não há tabelas escritas à mão, nem dobras de teste para “acertar” o ângulo, nem pilha de peças de sucata, a menos que queira uma confirmação visual. O sistema compensa dinamicamente a espessura e o desgaste das ferramentas, reduzindo retrabalho e desperdício de material.
O único ponto onde o conhecimento ainda importa—a arte por trás da automação—é o retorno elástico. Cada metal “recorda” a sua forma de maneira diferente. O alumínio pode abrir três graus após a dobra, o inox menos. O computador pode prever isso, mas nem sempre com perfeição. Um operador experiente reconhece quando o comportamento da peça não corresponde à base de dados e ajusta ligeiramente o ângulo pretendido. Isso não é álgebra—é reconhecimento de padrões baseado na experiência. Os melhores operadores desenvolvem esta sensibilidade através da observação, não do cálculo.
Então, enquanto o controlador absorve a matemática dos manuais, a experiência humana continua a definir a qualidade. A pessoa na máquina sabe quando é o metal que está errado, e não o código.
O equipamento moderno tornou possível que quase qualquer pessoa opere uma quinadeira CNC de forma básica. Um carregador de botões coloca a chapa, executa um programa validado e verifica a primeira peça. Enquanto nada correr mal, a produção continua sem problemas. Mas quando uma dobra sai dois graus mais rasa ou uma peça não encaixa corretamente, a diferença entre um carregador de botões e um verdadeiro operador torna-se óbvia.
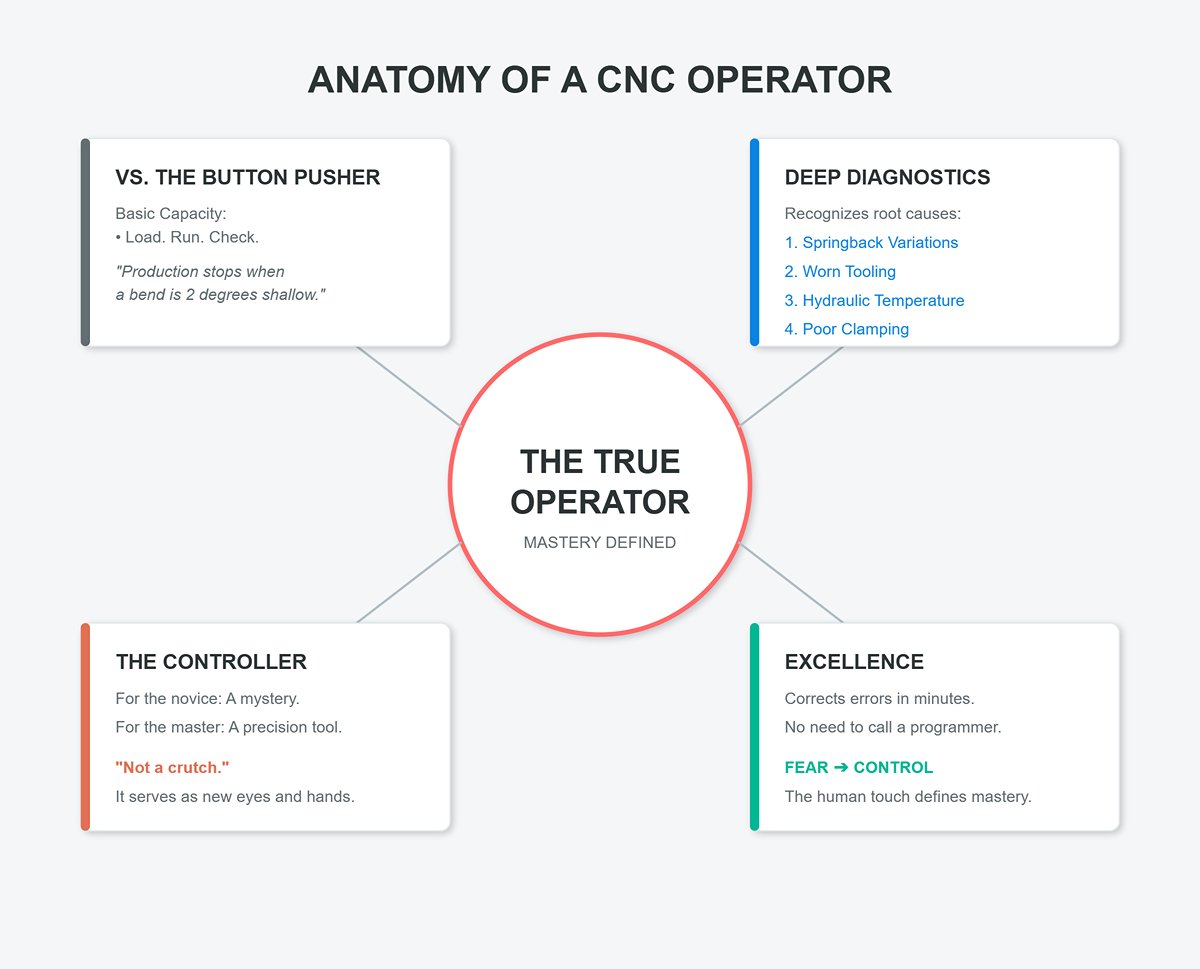
Um verdadeiro operador não se limita a notar o erro — ele diagnostica-o. Reconhece se o problema vem de variações de retorno elástico, ferramentas gastas, alterações de temperatura no sistema hidráulico ou até de uma braçadeira mal posicionada. Consegue corrigir em minutos sem chamar um programador.
Este nível mais profundo de competência leva anos a desenvolver, mas constrói-se sobre a mesma base que a máquina CNC já simplifica. Os melhores operadores usam o controlador como uma ferramenta de precisão, não como uma muleta. Eles sabem que só porque um programa corre não significa que corre bem.
A tecnologia CNC reduziu a curva de aprendizagem mas elevou o teto da excelência. O computador facilita a entrada, mas o toque humano continua a definir a mestria. Para novos operadores, esse é o verdadeiro segredo: o ecrã não é teu inimigo — é o teu novo par de olhos e mãos. Quando compreendes o que ele realmente está a fazer por ti, o medo transforma-se em controlo.
Cada dobra numa chapa plana esconde uma forma futura. Os melhores operadores de quinadeira veem essa forma antes da primeira braçadeira fechar. Quando olhas para um desenho plano, o teu trabalho não é memorizar dimensões, mas sim ver movimento— como cada linha passa de um vinco para uma aresta, uma aba ou uma caixa fechada. Essa conversão espacial separa operadores que produzem boas peças daqueles que geram bom desperdício.
Uma simples caixa de três dobras é o verdadeiro teste. Desenha-a plana, depois imagina quais dobras se levantam, quais linhas de dobra ficam viradas para ti e quais ficam viradas para longe. Agora inverte essa imagem — as quinadeiras invertem um eixo porque o punção dobra na direção do operador. Se a tua dobra mental deixar uma aba virada ao contrário ou uma perna de retorno virada para baixo quando devia estar virada para cima, juntaste-te aos 73% que falham na primeira semana não por falta de habilidade manual, mas por orientação invertida.
Os profissionais combatem isso com rastreamento mental. Marcam sequências de dobras com setas, visualizam cada dobra para dentro ou para fora, e depois ensaiam o movimento de inversão como se estivessem a dobrar um modelo de papel. Também preveem o estiramento devido à margem de dobra — o material extra necessário no raio exterior para que as peças cumpram a tolerância. Este hábito de visualização torna os passos seguintes automáticos: onde posicionar o batente traseiro, onde montar as ferramentas e como evitar colisões. Transforma o pensamento bidimensional num hábito de rotação e inversão que nenhum atalho de software consegue substituir.
A maioria das oficinas divide os operadores em dois tipos: carregadores de botões e construtores. O primeiro grupo executa o que outros programam. O segundo compreende o que cada linha de código está a resolver. Ambos usam o mesmo ecrã de controlo, mas a mentalidade é completamente diferente.
Executar programas significa carregar um trabalho pré-definido, verificar o número da peça e iniciar o ciclo. Escrever programas significa compreender a geometria que sustenta cada comando — ângulos de dobra, espessura do material, fator K (a relação do eixo neutro) e correção de retorno elástico. Uma dobra de 90° no ecrã raramente forma 90° no metal devido à elasticidade do material; operadores que apenas executam programas ajustam empiricamente, enquanto os que escrevem sabem porque isso acontece e corrigem a fórmula.
Essa consciência fecha a lacuna de produtividade — o tempo médio de funcionamento da quinadeira fica abaixo de 13%, enquanto os melhores desempenhos mantêm acima de 30% ao reduzir peças de teste. A competência ao nível da escrita permite modificações rápidas quando os desenhos mudam a meio do turno, uma realidade na fabricação personalizada. Também significa independência: sem esperar pela programação offline, menos pausas na produção e menos erros causados por sequências de dobra mal digitadas. No momento em que um operador começa a pensar em geometria, a máquina torna-se um tradutor, não uma muleta.
O ato físico de dobrar — carregar o material, alinhar sob o punção, iniciar o ciclo — é enganadoramente simples. O verdadeiro desafio está na memória espacial. Erros de orientação, como colocar o batente traseiro no flange errado ou rodar a peça em bruto 180°, causam a maioria das retrabalhos e sucata. Estes não são falhas da “máquina”; são erros humanos de leitura de mapas.
Estudos que acompanharam mais de mil contratações na fabricação mostram o padrão: quase três quartos desistem não porque não conseguem operar uma quinadeira, mas porque não conseguem rodar mentalmente as peças através de dobras sequenciais. Perdem a noção de qual superfície está “por dentro”, lêem um desenho de cabeça para baixo ou assumem que todas as dobras são vistas na mesma direção. Em montagens de tolerância apertada, um flange invertido numa caixa pode resultar em horas de refabricação.
As oficinas que tratam isto como uma competência ensinável superam aquelas que dependem de ciclos de teste. Os programas de aprendizagem alemães concentram-se cedo na literacia de desenhos técnicos — símbolos de dimensionamento e tolerância geométrica (GD&T), referências e superfícies de apoio. Através de repetidos “primeiros dobramentos”, os aprendizes mapeiam como um sistema de coordenadas 2D se torna forma física. O retorno é mensurável: uma redução de 75% em erros espaciais e um percurso profissional para programação e cargos de liderança com ganhos significativamente maiores dentro de uma década.
O domínio da orientação é agora uma estratégia de retenção tanto quanto uma alavanca de produção. Oficinas americanas com exercícios espaciais estruturados — dobrar padrões simulados, traçar ordens de dobra, simular direção de execução — relatam até 80% de recuperação de utilização sem adicionar máquinas. A conclusão é clara: a automação não consegue resolver a confusão sobre o que significa “cima” num desenho. Só a rotação mental consegue.
A Viragem Inesperada: o que a maioria dos comentários não percebe é que o sucesso na operação de quinadeiras CNC depende menos da destreza e mais da geometria cognitiva. Operadores que treinam o cérebro para dobrar caixas em papel produzem consistentemente mais do que aqueles que procuram atalhos de software. Em todas as instalações de alto desempenho, o chão de fábrica ensina visualização antes de código. Porque, na dobra, a máquina repete apenas o que já se consegue ver — e nada mais.
Cada dobra precisa começa com a matriz inferior. Operadores experientes confiam na regra dos 8x— selecionar uma abertura da matriz oito vezes a espessura do material. Funciona porque o metal sob tensão segue uma geometria previsível. Oito vezes equilibra o alongamento na face externa com a compressão na face interna, minimizando o retorno elástico e fissuras nas bordas. Para o baixo limite de escoamento do alumínio, reduzir para 6x; para o inox rígido, aumentar para 10x. Um operador novo pode escolher a olho, pensando que mais largo é mais seguro — não é. Matrizes mais largas achatam ângulos e aumentam a tonelagem. Um painel de aço macio de um quarto de polegada numa matriz de 10x consome mais 60% de força no êmbolo, desgastando punções prematuramente e atrasando o ciclo. A regra dos 8x mantém desgaste, tonelagem e precisão de ângulo na zona de lucro.
As bases de dados CNC incluem frequentemente bibliotecas de matrizes predefinidas, mas estas são baseadas em condições ideais e ignoram realidades diárias — fadiga da matriz, ligeiro desalinhamento ou bordas arredondadas. A substituição manual com a regra dos 8x devolve o fator humano à precisão: um operador experiente sabe quando o desgaste da borda da matriz acrescenta dois graus de retorno elástico. Oficinas que monitorizam a eficiência de configuração relatam reduções de mudança de uma hora para menos de vinte minutos quando os operadores padronizam a seleção 8x. Isso não é superstição — é controlo de processo.
Ações Imediatas:
Um paquímetro $20 e quinze segundos de cálculo evitam milhares em sucata e tempo de paragem acumulados. Para um operador de quinadeira, é isso que o profissionalismo parece na repetição diária.
Aquele desvio de dois graus que estraga toda a tua soldadura não é o teu controlador — é retorno elástico, o retorno elástico do metal após a libertação da carga. Diferentes materiais “saltam” de maneiras diferentes: o aço macio recupera cerca de dois graus; o alumínio, até quatro. A solução não é adivinhação. Mede o raio interno da curvatura, verifica o teu fator K (a relação entre o eixo neutro e a espessura — normalmente 0,33 para aço, 0,50 para alumínio) e programa uma sobrecurvatura igual ao retorno esperado. Se o objetivo for 90° e esperares dois graus de retorno elástico, programa o CNC para uma curvatura de 88°. Confirma novamente com um esquadro digital, não com os teus olhos.
Os operadores que dependem do método de tentativa e erro perseguem a precisão o dia inteiro; os operadores que calculam as sobrecurvaturas são precisos logo à primeira tentativa. Um inquérito numa oficina revelou que apenas adicionar uma compensação de retorno elástico no programa reduziu as rejeições em quase 90 % no primeiro mês. A matemática por trás dessa precisão é simples:
Tolerância de curvatura
TC = (π / 180) × Ângulo × (Raio + Fator K × Espessura)
Insere isso no teu padrão plano ou software offline para manter as peças exatas. A correção em tempo real em menos de um minuto é melhor do que retificar um ângulo incorreto mais tarde.
| Material | Rácio da matriz | Retorno elástico (médio) | Alvo de sobrecurvatura | Ganho de precisão |
|---|---|---|---|---|
| Aço macio 1/8″ | 8x | 2° | Programar 88° | ±0,5° |
| Alumínio 1/4″ | 6x | 3° | Programar 87° | ±1° |
| Aço inoxidável 3/16″ | 10x | 2,5° | Programa 87,5° | ±0,7° |
A compensação programável transforma a “sensação” em controlo verificado — e, uma vez que aprenda a prever a desviação, passa de operador a técnico.
Os perigos da quinadeira não perdoam. Uma distração — uma mão mal colocada — e a precisão transforma-se em lesão. A Regra do Punho Fechado dá uma referência física direta: se o seu punho fechado couber entre o punção e a matriz durante a configuração, a zona de aperto está perigosamente aberta. Pare. Ajuste a folga da ferramenta ou faça o bloqueio antes de continuar. Essa indicação visual e tátil funciona mais rápido do que qualquer alarme. Cortinas de luz e proteções a laser são vitais mas imperfeitas; o aço inoxidável refletor ou material oleoso pode enganar os sensores até 15% das vezes. Erros invisíveis, como um batente traseiro desalinhado, também podem anular os feixes. Uma verificação manual com o punho não depende de voltagem, ótica ou atualizações de firmware — depende de consciência.
Dados da OSHA mostram que um quarto das amputações em oficinas de fabrico acontecem na quinadeira, principalmente devido a configurações “rápidas” sem bloqueio/etiquetagem. Cada multa duplica a perda de mão de obra e reputação. Um fabricante que aplicou o protocolo Punho Fechado + Proteção a Laser registou zero incidentes registáveis ao longo de três anos de produção contínua. Esse resultado não veio da burocracia, mas da cultura: a precisão na configuração é idêntica à precisão na segurança.
Normas de Segurança para Cumprir:
O profissionalismo na quinadeira vê-se nos espaços entre as dobras. Cada operador bem-sucedido trata a máquina não como um risco, mas como um parceiro regido pela física e disciplina. Os hábitos aprendidos sob o martelo — configuração medida, controlo preditivo, cautela deliberada — tornam-se a base para a progressão rumo à programação e engenharia de processos.
Para muitos operadores de quinadeira, o percurso começa não numa sala de aula, mas ao lado de uma máquina a trabalhar, varrendo peças, contando dobras e fazendo perguntas inteligentes. As empresas de fabrico preferem promover internamente, o que torna o papel de “assistente de máquina” a porta legítima mais rápida. Uma vez dentro, a curva de aprendizagem acelera por osmose — os operadores explicam a configuração das ferramentas, ajustes do batente traseiro, limites de tonelagem e a sensação subtil de uma peça corretamente formada. O assistente que demonstra curiosidade e precisão ganha confiança rapidamente.
As oficinas raramente anunciam um prazo fixo para passar de assistente a operador, mas na prática a maioria dos gestores descreve um período de 6 a 12 meses antes de os candidatos realizarem configurações independentes. A promoção interna oferece uma vantagem dupla: primeiro, a empresa investe tempo real de supervisão; segundo, a vaga de operador já existe quando as competências do assistente amadurecem. Num mercado de trabalho onde a metalomecânica emprega mais de um milhão de trabalhadores e enfrenta reformas mais rápidas do que substituições, os canais internos são mais importantes do que currículos. Para quem aprende melhor observando e fazendo, esta via prática reduz tanto o custo como a concorrência.
A responsabilidade expande-se antes do reconhecimento do título. Assistentes que progridem para a função de operador começam a verificar ângulos de dobra com transferidores, a registar sequências de dobras, a interpretar as mensagens de diagnóstico do controlador e a sinalizar ferramentas incompatíveis. Cada tarefa reforça a precisão e a consistência — as mesmas qualidades que, em última análise, distinguem um bom operador de prensa dobradeira de um simples dobrador de chapas.
A formação formal através de um fabricante de equipamento altera a profundidade da compreensão. A Amada e a Trumpf oferecem cursos sobre os seus controladores proprietários, interfaces de programação e simulação avançada de software de conformação. Embora os dados públicos sobre os resultados dos cursos sejam escassos, o que distingue estes programas é a imersão na lógica e interface exatas encontradas no chão de produção. Um programa de faculdade comunitária pode introduzir sintaxe genérica de G‑code; um instrutor OEM demonstra como esse código interage com cortinas de luz de segurança, compensação hidráulica e as bibliotecas de geometria específicas armazenadas dentro da máquina.
Os dados do ecossistema mais amplo de formação em fabrico apoiam esta premissa: candidatos que combinam 144 horas de aprendizagem em sala de aula com 2.000 horas de prática supervisionada qualificam-se para credenciais reconhecidas pelo Departamento do Trabalho. A diferença é que a formação OEM comprime a teoria na aplicação — os alunos terminam o programa sabendo não apenas o que o controlador espera, mas também porque cada entrada numérica evita uma colisão ou uma peça de refugo.
Para oficinas que se padronizam numa única marca, concluir um curso da Amada ou da Trumpf pode encurtar a formação durante o período de experiência e justificar um salário inicial mais elevado. O mesmo certificado sinaliza aos gestores de contratação que o operador está pronto para programar diretamente a partir de um modelo 3D, otimizar sequências e resolver problemas através da Interface Homem‑Máquina em vez de seguir cegamente folhas impressas. Não é prestígio por si só; é compatibilidade.
Soldadores, fabricantes ou maquinistas experientes já possuem o mapa mental do comportamento do metal sob calor e pressão. Esse conhecimento torna-se uma moeda valiosa quando traduzido para o vocabulário do controlo CNC. A compreensão de desenhos técnicos, o traçado trigonométrico e a familiaridade com tipos de aço transferem-se sem esforço; o que é novo é a interpretação digital — transformar um desenho de padrão plano em ângulos variáveis programados no controlador.
Um soldador confortável com tolerâncias entende as consequências de uma variação de um grau; o operador de prensa dobradeira mede esse mesmo grau com um medidor de ângulo digital e corrige-o através de compensação de curvatura ou dedução de dobra. Esta transferência de mentalidade encurta significativamente a formação. As peças que faltam são a literacia do controlador — como navegar nas bibliotecas de ferramentas, editar sequências de dobras e executar testes a seco — e a configuração segura em batentes traseiros programáveis. Muitos centros vocacionais agora desenvolvem “módulos de conversão” especificamente para profissões manuais que estão a transitar para operação CNC, focando-se na leitura ortográfica, acumulação de tolerâncias e simulações em máquinas reais.
Para os empregadores, recrutar a partir do banco de soldadura preenche lacunas de competências com trabalhadores que já respeitam protocolos de segurança e custos de material. Para os trabalhadores, significa substituir a repetição bruta por artesanato analítico. Transformar a experiência prática prévia em precisão programável converte uma profissão manual num processo gerido digitalmente — e é aí que os salários sobem mais rapidamente.
A maioria dos guias de carreira exagera nos certificados ou minimiza o desgaste da repetição, mas as operações de prensa dobradeira recompensam a precisão acima do papel. O verdadeiro atalho não é saltar etapas — é dominar hábitos que tornam cada dobra repetível e cada trabalho rastreável. Assistentes que documentam, estagiários que verificam e soldadores que pensam como programadores falam todos a mesma linguagem de controlo.
Cada um destes três caminhos requer um investimento diferente — tempo, propinas ou tradução — mas todos dependem de um princípio: provar que consegue fazer o metal mover-se exatamente como o desenho exige. Num panorama de fabrico que está a perder os seus mecânicos mais experientes, o lugar de operador não está trancado atrás de credenciais. Abre-se para aqueles que combinam sentido mecânico com disciplina orientada por dados.
O primeiro salário que um operador de prensa CNC recebe é menos sobre dinheiro e mais sobre impulso. A maioria dos principiantes começa entre $18 e $23 por hora, aproximadamente $37.000 a $48.000 anuais, trabalhando sob um operador principal ou supervisor de oficina. A taxa precisa varia consoante a geografia: um operador novato em Sunnyvale, Califórnia, pode chegar a $24 por hora, enquanto o seu homólogo numa pequena cidade do Midwest pode receber $16. Os dados mostram a variação — o percentil 25 nacional do ZipRecruiter está em $18,03, mas o percentil 75 sobe para $23,32. Essa diferença de cinco dólares é o valor da proximidade a trabalho de produção de alta procura e prova de que “sem experiência” não significa “sem margem de negociação”.”
Para um principiante, a primeira alavanca a puxar é localização ou certificação. Escolha um mercado de alta procura ou uma fábrica que patrocine formação ao nível OEM. Essa decisão muitas vezes acrescenta três a cinco dólares por hora desde o início. A amostra de 7.200 anúncios do Indeed deixa claro: onde uma descrição de trabalho menciona “formação fornecida”, o salário de entrada é mais alto porque a rotatividade é mais baixa. Numa profissão ligada à precisão, os empregadores recompensam a capacidade de aprendizagem tanto quanto o tempo no chão de fábrica.
A imagem a reter: um operador novato ao lado de uma Accurpress de 14 pés a trabalhar, ainda a verificar ângulos de dobra sob o olhar de um supervisor, já a ganhar mais do que um amigo a fazer horas no retalho. A precisão compensa mais cedo aqui do que na maioria das funções operárias—mas apenas se o operador encarar esses turnos iniciais como um estágio, não como um desgaste.
Por volta do terceiro ano, algo estrutural muda. O operador deixa de esperar pela verificação e começa a fazer configurações sozinho. Essa confiança vale um aumento documentado de 25–40 % nos dados nacionais . O salário típico sobe para 25–30 € por hora, ou 52 000–62 000 € por ano. A linha temporal da Zippia mostra claramente: aumentos anuais incrementais por volta dos 3–4 anos, mas uma inflexão significativa assim que a supervisão termina. O mercado confia na experiência quando esta vem acompanhada de responsabilidade pelo processo—mudança de ferramentas, inspeções de primeira peça e programação de pequenos lotes.
A mobilidade na carreira é tão importante quanto a antiguidade. A PayScale observa que operadores que gerem estagiários ou mudam de empregador entre os dois e três anos avançam mais rápido. Pense nessa primeira promoção como uma mestria técnica e organizacional: a pessoa que consegue ler um padrão plano, ajustar ferramentas e manter a conformidade de segurança sem supervisão torna‑se a ligação essencial entre o design e a produção.
Nesta fase, o operador de prensa dobradeira CNC já não está apenas a formar peças—está a alinhar o ritmo humano com a precisão da máquina. Cada hora de funcionamento protegida, cada chapa desperdiçada evitada, traduz‑se diretamente em valor. O terceiro ano é quando a oficina o vê como margem, não como mão‑de‑obra, e o salário aumenta para acompanhar.
Acima dos 40 € por hora, o trabalho soa igual para quem está de fora—mas dentro da oficina é uma liga completamente diferente. Estes são operadores que programam e otimizam prensas de marcas como Amada ou Trumpf, trabalham ligas aeroespaciais com tolerâncias de meio milímetro, ou coordenam várias máquinas em células automatizadas. A sua profundidade transforma‑os de operadores de máquinas em engenheiros de processos, exceto no título. Ganhos acima de 80 000 € por ano são raros mas reais em setores que não podem permitir retrabalho.
A região amplifica o efeito. Um especialista em Mankato, Minnesota, regista um salário base de 28–30 € por hora, enquanto funções aeroespaciais na Califórnia ou Nova Iorque ultrapassam os 35 € antes de bónus. Empresas como a Standard Iron ou a Webco listam “programação CNC” como acelerador salarial—prova de que escrever sequências de dobra eficientes agora paga como programar software há uma década.
A certificação também pode mudar o jogo. Quando um empregador reembolsa cursos de programação OEM, essa credencial atua como multiplicador: mesmas horas, novo patamar. O que começou como uma função de configuração torna‑se engenharia de produção com luvas calçadas. A imagem mental: um operador, concentrado sob a luz azul do painel de controlo, observando o martelo descer sobre uma chapa de titânio que vale mais do que alguns carros—porque só ele a consegue dobrar sem erro.
Cada patamar salarial nesta profissão reflete competência comprovada sob pressão—o momento em que o metal encontra a ferramenta e ou dobra corretamente ou arranha. Os salários de entrada recompensam a disciplina; os aumentos a meio da carreira recompensam a independência; o pagamento de especialização honra o controlo sob complexidade. A perceção que muda tudo é simples mas impossível de ignorar quando se vê: o dinheiro segue a precisão medida.
Para quem olha para aquela primeira taxa horária modesta, perguntando-se se o ofício terá alcance suficiente — o caminho já está traçado em aço. A mesma atenção que mantém uma linha de dobra perfeita é a atenção que constrói uma carreira acima dos quarenta dólares por hora. A precisão não apenas cria a peça; torna inevitável o salário.


















