

10‑футовый пресс‑гиб, 120 тонн, нижний штамп с зазором ровно таким, чтобы проглотить кончик пальца. Оператор выравнивает заготовку, убирает руки, тянется к двум кнопкам ладонями, установленным на пьедестале. Ползун опускается, пока он уже наклоняется вперёд, чтобы поймать деталь на обратном ходе.
Он “в соответствии с требованиями”.”
Так почему его мастер заполняет отчёт о происшествии, а на полу кровь?
Пройдите по любому цеху, построенному до 2015 года, и вы увидите одну и ту же установку: две кнопки для ладоней, расположенные согласно ANSI B11.3 так, чтобы руки оператора находились вне зоны действия, когда цикл начинается. Двухканальная проводка. Защита от фиксации. Ежеквартальный журнал тестов, подписанный синей ручкой.
На бумаге всё чисто.
На производстве наблюдайте ритм. Позиционировать деталь. Потянуться назад. Нажать. Шагнуть вперёд. Поймать. Перепозиционировать. Снова потянуться назад. Снова нажать. Каждый изгиб требует полного отхода тела от «челюстей» прежде, чем сталь начнёт двигаться.
Этот отход — цена соответствия. И вы платите её секундами и кожей.
Двухручные органы управления не устраняют опасность. Они просто заставляют держать дистанцию в момент запуска. Ползун всё ещё представляет собой закрывающийся набор стальных зубьев; вы лишь научили оператора отступать перед «укусом». Машина не знает, где находятся его руки после начала цикла.
Если вы думаете, что дистанция равна защите, вы уже ставите свой журнал происшествий на надежду — а инспекторы не штрафуют надежду, они штрафуют сбои.
Я разбирал случай, когда оператор нажал обе кнопки, ползун опустился, и в момент, когда пуансон коснулся заготовки, он инстинктивно потянулся вперёд, чтобы удержать узкий фланец, который начал опрокидываться.
Пресс‑гибу было всё равно. Он был в середине хода.
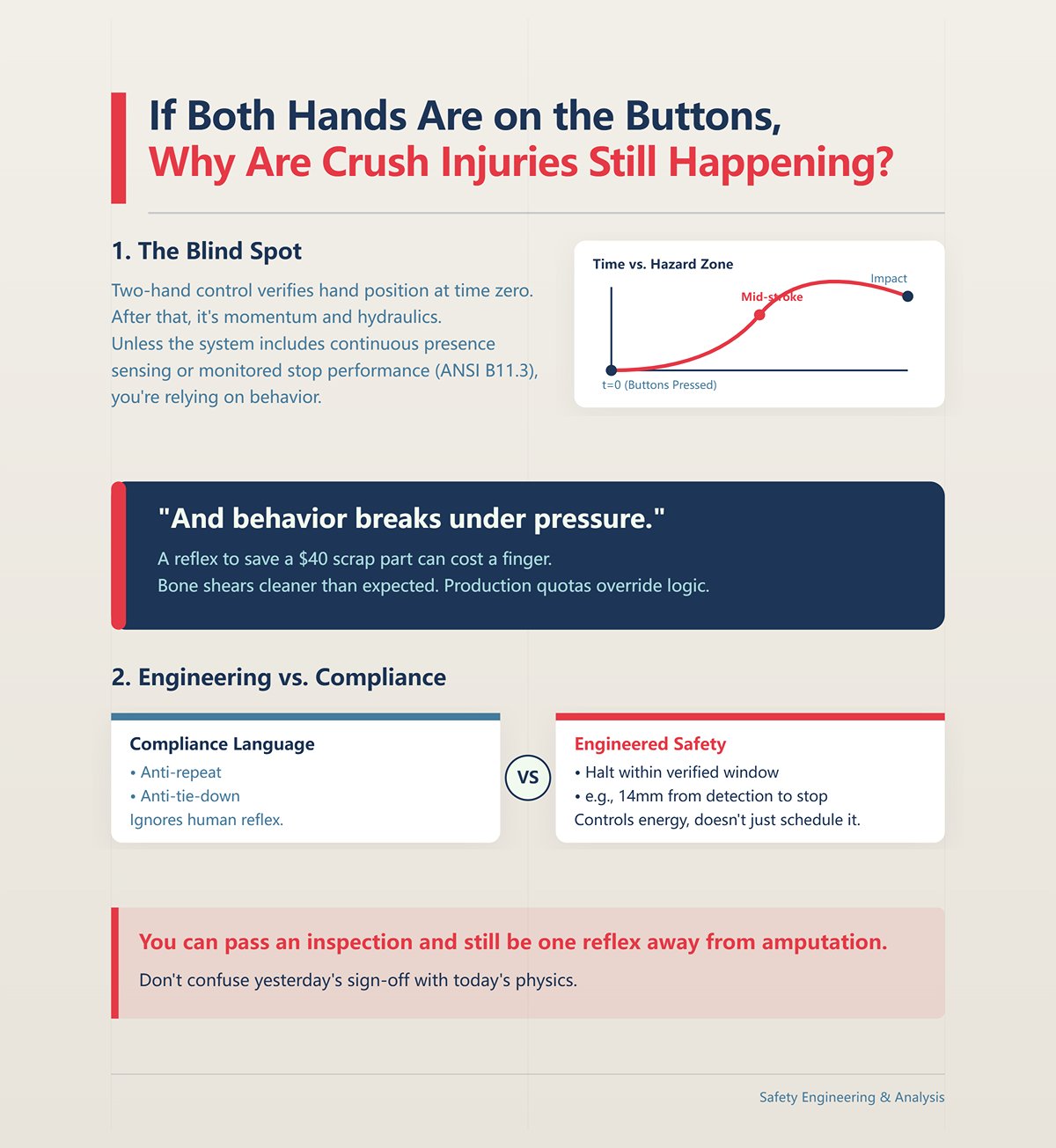
Вот это и есть слепая зона. Двухручное управление проверяет положение рук в момент ноль. После этого — только инерция и гидравлика. Если система не включает непрерывное обнаружение присутствия или контролируемую остановку, соответствующую текущим ANSI B11.3 ожиданиям, вы полагаетесь на поведение.
А поведение ломается под давлением.
Двадцать лет назад я видел, как человек потерял кончик указательного пальца, потому что попытался “чуть подтолкнуть” скользящую деталь во время опускания. Кость режется чище, чем можно ожидать. У него были двухручные органы управления. У него также был план по производству.
Язык нормативов говорит о защите от повторного запуска и фиксации. Он не говорит о человеческом рефлексе спасти кривой изгиб, который стоит сорок долларов в металлоломе. Зона опасности всё ещё открыта, как только ползун начал движение, и если ваша тормозная характеристика не спроектирована так, чтобы остановиться в проверенном окне — подумайте о 14 мм от обнаружения до остановки — вы не контролируете энергию, вы планируете её.
Вы можете пройти инспекцию и всё ещё быть в одном рефлексе от ампутации. Не путайте вчерашнее одобрение с сегодняшней физикой, иначе штраф, который последует, будет иметь больше нулей, чем ваш квартальный бонус.
Теперь замените кнопки на ладонях на механические отводы — кабели на запястьях, которые втягиваются по мере опускания ползуна. Я видел, как операторы затягивали их настолько туго, что оставались красные борозды, потому что система втягивает только настолько, насколько она настроена.

Запустите это на протяжении восьми часов на тяжёлой плите.
Каждый цикл: руки вперёд для позиционирования, натяжение кабелей, плечи сопротивляются рывку при опускании ползуна, затем борьба с силой пружины при возврате. Да, это держит руки вне зоны штампа. Но это также нагружает вращательную манжету плеча тысячи раз за смену.
Вы обменяли острый риск раздавливания на накопленное перенапряжение.
А перенапряжение не отображается в журнале OSHA 300 так же, как отрезанный кончик пальца. Оно проявляется как потерянное время, страховые случаи по рабочим травмам с пометкой ’перенапряжение“ и 52‑летний оператор пресса, который не может поднять руку выше груди. Опасность переместилась от точки защемления к суставу.
Если ваше устройство безопасности защищает машину надёжнее, чем тело оператора, что именно вы оптимизируете?
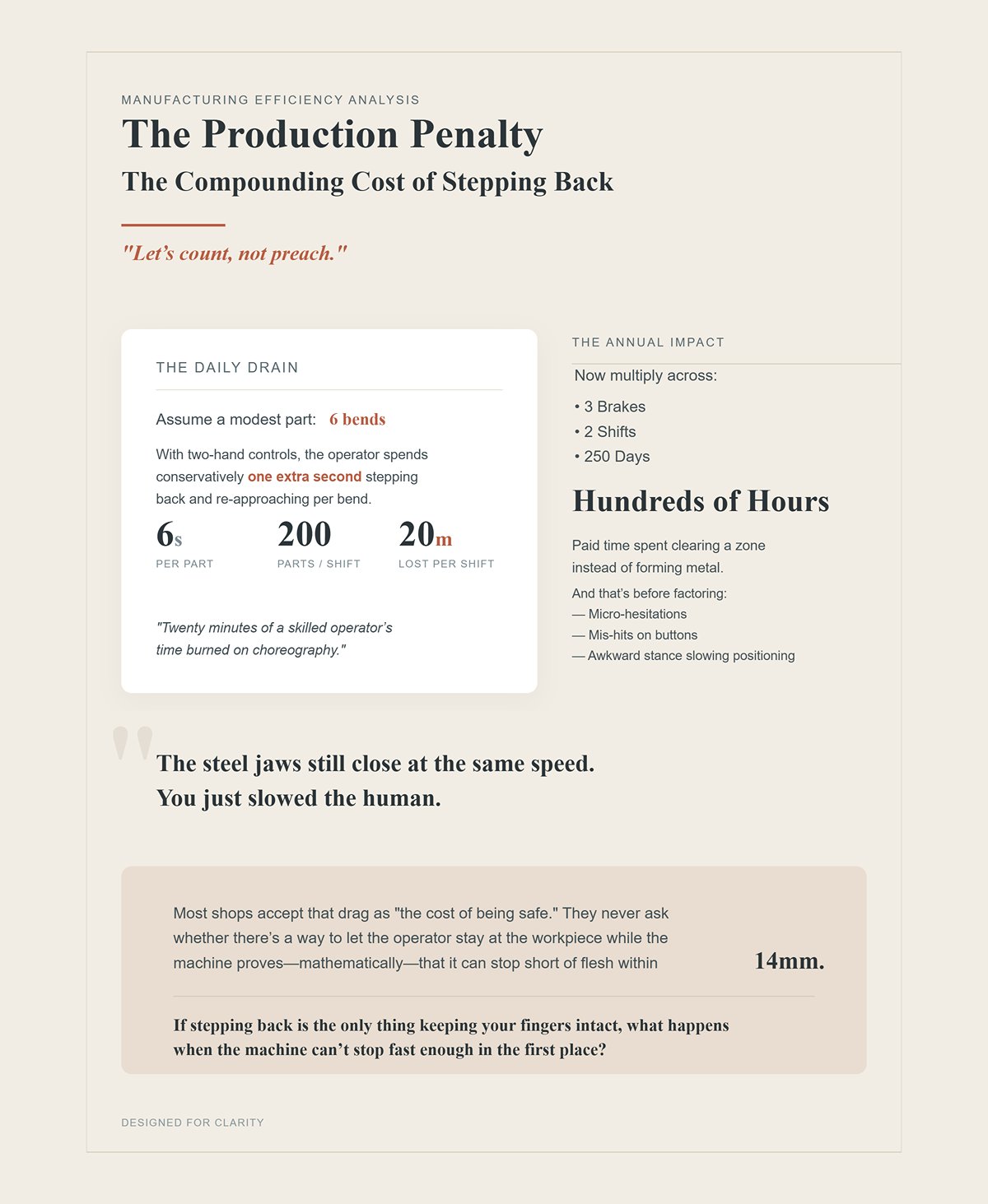
Давайте считать, а не поучать.
Предположим скромную деталь: 6 изгибов. При управлении двумя руками оператор тратит — консервативно — одну лишнюю секунду на отступ и повторный подход к каждому изгибу. Это 6 секунд на деталь. При 200 деталях за смену — 1 200 секунд. Двадцать минут.
Двадцать минут времени квалифицированного оператора, потраченных на хореографию.
Теперь умножьте на три пресса, две смены, 250 дней. Вы получите сотни часов ежегодно — оплаченного времени, проведённого в освобождении зоны вместо формовки металла. И это до того, как вы учтёте микро‑колебания, промахи по кнопкам, неудобную стойку, замедляющую позиционирование.
Стальные челюсти всё ещё закрываются с той же скоростью. Вы просто замедлили человека.
Большинство цехов принимают эту задержку как “цену безопасности”. Они никогда не задаются вопросом, есть ли способ оставить оператора у заготовки, пока машина докажет — математически — что она может остановиться до касания кожи. 14 мм.
Если отступ — единственное, что сохраняет ваши пальцы целыми, что произойдёт, когда машина изначально не сможет остановиться достаточно быстро?
Вы стоите у пресса, руки на 36‑дюймовом фланце, глаза на кончике пуансона. Ползун опускается на производственной скорости — значительно выше 10 мм/с. Ваш инстинкт говорит: если что-то пойдёт не так, система безопасности остановит процесс.
Вот вопрос, который действительно имеет значение: может ли она остановиться в пределах 14 мм того места, где окажется ваш палец?
Не “у неё есть две кнопки”. Не “там есть лазер”. Не “продавец сказал, что она соответствует требованиям”. При ANSI B11.3, этом вся модель риска сводится к одному жесткому измерению — насколько далеко перемещается ползун с момента обнаружения опасности до момента полной остановки движения. Если это расстояние превышает 14 мм при производственной скорости, у вас нет защиты при близком расстоянии. У вас — театр.
А театр не замедляет сталь.
Гибочный пресс — это закрывающаяся пара челюстей. Управление двумя руками отводит вас от зубьев до укуса. AOPD — активное оптоэлектронное защитное устройство — пытается рассчитать момент укуса так, чтобы челюсти остановились раньше. Но ни то, ни другое не имеет значения, если фактическая тормозная производительность машины физически не укладывается в этот 14 мм интервал.
Так что прежде чем спрашивать, какая защита лучше, задайте более сложный вопрос: каково ваше фактическое тормозное расстояние, измеренное под нагрузкой, сегодня?
OSHA не интересует, что вы установили. Их интересует взаимосвязь между временем остановки и безопасным расстоянием в соответствии с 29 CFR 1910 Subpart O. Эта взаимосвязь — арифметика, а не мнение.
Вот как это выглядит на производстве.
Если ваш пресс работает быстрее, чем 10 мм/с, ANSI B11.3 не позволяет вам полагаться только на “безопасную скорость”. При таких скоростях оператор может достичь зоны штампа до того, как ползун успеет замедлиться, если только устройство обнаружения присутствия не зафиксирует вторжение и ползун не остановится в пределах проверенного расстояния — снова подумайте о 14 мм как о критическом пороге для систем AOPD при близком расстоянии.
Теперь представьте световую завесу, установленную на расстоянии 200 мм от точки защемления. Если ваше измеренное тормозное расстояние составляет 120 мм, на бумаге всё в порядке. Но если оператор может стоять между этой завесой и штампом, оставаясь незамеченным, вы создали геометрическую слепую зону. Стандарт прямо требует дополнительной защиты в таком случае. Расстояние без обнаружения — это лазейка, достаточно большая для руки.
Так что реальная переменная — это не устройство. Это:
Время остановки × скорость приближения = минимальное безопасное расстояние.
Если вы никогда не рассчитывали это для своего конкретного пресса, с вашим гидравлическим состоянием, на вашей производственной скорости, вы просто гадаете. А угадывание перед инспектором OSHA быстро превращается в штрафы. Они не штрафуют бренды датчиков. Они штрафуют непроверенную тормозную производительность.
| Тема | Подробности |
|---|---|
| Регуляторная основа | OSHA оценивает соответствие на основе взаимосвязи между временем остановки и безопасным расстоянием согласно 29 CFR 1910 Подраздел O. Эта взаимосвязь является арифметической, а не субъективной. |
| Ограничение безопасной скорости | Если скорость торможения превышает 10 мм/с, ANSI B11.3 не допускает полагаться только на “безопасную скорость”. |
| Риск на более высоких скоростях | При скоростях выше 10 мм/с оператор может достичь зоны штампа до того, как ползун начнёт замедляться, если только устройство обнаружения присутствия не зафиксирует проникновение и не остановит ползун в пределах проверенного расстояния (например, порог 14 мм для систем AOPD близкого расположения). |
| Пример светового занавеса | Световой занавес, установленный 200 мм от точки защемления с измеренным расстоянием остановки 120 мм на бумаге выглядит соответствующим требованиям. |
| Риск геометрической слепой зоны | Если оператор может стоять незамеченным между занавесом и штампом, существует слепая зона. В этом случае стандарты требуют дополнительной защиты. Расстояние без обнаружения создаёт серьёзный риск. |
| Основная формула | Время остановки × скорость подхода = минимальная безопасная дистанция |
| Риск несоблюдения требований | Если расстояние остановки не было рассчитано для конкретного тормоза, гидравлического состояния и скорости производства, соблюдение требований основано на догадках. OSHA указывает на непроверенные показатели остановки — а не на бренды датчиков. |
Давайте перейдём к конкретике.
Тест на перерасход измеряет, насколько далеко ползун перемещается после подачи сигнала остановки. Не то, как быстро он должен остановиться. А то, как быстро он действительно останавливается. Под нагрузкой. При определённой температуре. На этой конкретной машине.
Вы запускаете ползун с нормальной скоростью подхода. Вы инициируете остановку — либо через систему управления, либо через тестовую функцию AOPD. Вы измеряете расстояние от сигнала до полной остановки. Это число — ваша истина.
Я видел тормоза, рекламируемые как “готовые к AOPD”, которые перерасходовали 22 мм холодным утром и 18 мм после обеда, когда масло разогрелось. Оба числа превышают 14 мм. Оба числа дисквалифицируют машину от настоящей защиты при близком расположении в рамках ANSI B11.3 ожиданий.
И вот главное: руководство OSHA требует, чтобы показатели остановки контролировались на предмет отклонений при каждом ходе. Не раз в год. Не “когда дойдёт очередь у техобслуживания”. Если ваше время остановки изменилось, а вы этого не заметили, ваша рассчитанная безопасная дистанция — фикция.
Фикция обходится дорого. Инспекторы не спорят о ваших намерениях; они измеряют ваши показатели.
Поэтому, когда мастерская говорит мне: “Мы установили лазеры, мы защищены”, мой первый вопрос прост: покажите мне ваш последний задокументированный тест расстояния остановки. Если они не могут, вся история о безопасности рушится примерно за тридцать секунд.
Если вы не можете доказать, что ползун останавливается до касания кожи в пределах 14 мм, у вас нет инженерной безопасности. У вас есть оптимизм с проводами.
Теперь мы переходим к части, которую никто не хочет слышать.
AOPD — это беспристрастные устройства. Многие системы, построенные по ANSI B11.3 не позволяют тормозу работать на полной скорости, если лазер выходит из строя. Некоторые вообще не запускаются. Это не дефект конструкции — это стандарт, который заставляет выбирать: исправить защиту или остановить производство.
Но вот где мастерские попадают в ловушку.
Они прикручивают современный AOPD к 20‑летней гидравлической системе с изношенными пропорциональными клапанами, заедающими золотниками и медленной реакцией насоса. Датчик фиксирует проникновение за миллисекунды. Управление мгновенно отправляет команду на остановку. Клапан медлит. Давление сбрасывается медленно. Ползун продолжает движение по инерции.
Обнаружение быстрое. Замедление — нет.
Если ваш гидравлический контур не может сбросить давление и перекрыть поток достаточно быстро, чтобы уложиться в это 14 мм окно остановки, самый совершенный датчик в мире не сможет вас спасти. Он станет свидетелем отказа.
Я проверял машины, которые механически не могли пройти квалификацию для близкого размещения AOPD, потому что их тормозной путь превышал допустимое окно. Стандарт ясен: тормоза, которые не могут надежно остановиться в пределах этой дистанции, не работают достаточно эффективно, чтобы использовать этот метод защиты. Вы не сможете обойти медлительное масло с помощью программного обеспечения.
Итак, вот проверка реальности.
Прежде чем закладывать бюджет на лазеры, прежде чем обещать операторам, что они смогут оставаться у заготовки, не отходя назад, протестируйте машину. Проверьте тормозной путь. Оцените время отклика клапана, скорость падения гидравлического давления и задержку управления как единую систему.
Потому что если ваш ползун не может остановиться в пределах 14 мм, любое другое устройство безопасности в мире — это лишь театр, а последующий штрафу будет всё равно, насколько продвинутым выглядел ваш датчик в рекламной брошюре.
Предположим, ваш гидравлический тормоз 1992 года перерабатывает 18 мм после обеда и 22 мм при холодном запуске. Вы провели тест. У вас есть цифры. Так близко к 14 мм что можно почувствовать — и всё же за пределами окна для настоящей близкой защиты с помощью ANSI B11.3.
Так какие у вас варианты?
Если машина физически не может остановиться в пределах 14 мм, у вас есть три честных пути. Первый: восстановить гидравлический отклик — клапаны, уплотнения, падение давления, задержка управления — до тех пор, пока время остановки не будет соответствовать требованиям. Второй: переместить устройство обнаружения присутствия дальше от штампа, чтобы соответствовать реальному тормозному пути, что увеличит безопасную дистанцию и отодвинет оператора назад. Третий: вернуться к управлению двумя руками или ограждению периметра и принять снижение производительности.
Вот и всё. Четвёртой двери нет.
Но когда машина а соответствует требованию остановки — проверено, задокументировано, контролируется каждый ход — вот тогда Активное Оптоэлектронное Устройство оправдывает своё назначение. В отличие от управления двумя руками, которое заставляет оператора отойти от стальных челюстей, AOPD движется вместе с ползуном вниз, защищая фактическую точку захвата до достижения точки отключения. Защита находится там, где находится опасность.
И вот это — поворотный момент.
Управление двумя руками защищает начало движения. AOPD защищает опасное движение.
Если ваше устройство безопасности защищает машину надёжнее, чем тело оператора, что именно вы оптимизируете?
Представьте тормоз длиной 10 футов, гнущий неглубокий лоток. Стандартная световая завеса установлена на расстоянии 200 мм от зоны штампа, чтобы удовлетворить рассчитанную безопасную дистанцию на основе времени остановки. Оператор загружает заготовку, ползун начинает опускаться, и на середине хода обратный фланец прерывает луч.
Стоп. Сброс. Цикл снова.
Вот это и есть ложное срабатывание, на которое все жалуются.
Проблема не в завесе. Это геометрия.
Традиционные световые завесы создают вертикальную стену обнаружения. Всё, что входит в эту стену, останавливает ход. Это идеально, когда ваша цель — держать всех сотрудников вне всей зоны опасности во время полного хода — особенно при работе с крупными деталями или в общих рабочих пространствах. Но при гибке коробов или фланцев сама деталь становится нарушителем.
Системы AOPD с лазером близкой установки работают иначе. Они проецируют узкое поле обнаружения всего в нескольких миллиметрах над отверстием штампа и движутся вместе с ползуном до запрограммированной точки отключения. Вместо защиты пустого пространства на расстоянии 200 мм они защищают непосредственно точку защемления — и останавливают ползун, если что-либо входит в эту зону до глубины отключения.
Нет слепой зоны между завесой и штампом. Не нужно отходить назад. Нет прерывания луча в середине хода из-за геометрии детали.
Современные системы даже позволяют переключаться между режимами — лазер для плотной гибки коробов, световая завеса для высокого инструмента или полной защиты по высоте — через HMI, при этом мониторинг времени остановки активен в обоих режимах. Такой гибридный подход уничтожает старый спор «либо‑либо».
Ложное срабатывание не было доказательством того, что световые завесы бесполезны. Это было доказательством того, что защита на основе расстояния и работа в точке операции решают разные задачи.
Установите завесу достаточно далеко, чтобы удовлетворить вашу реальную дистанцию остановки — и вы потеряете близость. Установите её близко без подтверждения времени остановки — и вы потеряете соответствие требованиям.
А если ваш расчёт безопасной дистанции не соответствует вашей задокументированной фактической производительности остановки, вы только что вручили инспектору постановление о нарушении с вашим именем.
Теперь мы переходим к той части, которую мастерские портят.
Во время гибки коробки фланец должен войти в поле обнаружения. Если бы система останавливалась каждый раз, когда металл пересекал луч, вы бы никогда не закончили деталь. Поэтому мы используем муфтинг — запрограммированную точку в ходе движения, где AOPD позволяет материалу войти, потому что оставшийся зазор меньше проверенного безопасного расстояния.
При правильном выполнении муфтинг напрямую связан с измеренным тормозным расстоянием. Если ваш проверенный перерасход составляет 13 мм, точка муфтинга устанавливается так, чтобы ползун не мог пройти более этого оставшегося расстояния до полной остановки.
При ленивом подходе операторы “выключают” зоны или подавляют устройство ради удобства.
Полное подавление кажется продуктивным. Пока кто-то не протянет руку в этот незащищённый промежуток.
Согласно ANSI B11.3, муфтинг должен быть контролируемым, документированным и связанным с тормозными характеристиками конкретной машины. Многие современные AOPD контролируют время остановки на каждом ходе и блокируют машину, если отклонение превышает допустимые пределы. Это не система «капризничает». Это она предотвращает превращение вашего расчёта муфтинга в фикцию.
Я видел цеха, отключавшие контроль времени остановки, потому что “лишние” блокировки мешали производству. Они всё ещё «работали с лазерами».”
Он “в соответствии с требованиями”.”
До тех пор, пока отчёт инспекции не сравнил записанные данные о времени остановки с требуемой формулой безопасного расстояния в соответствии с 29 CFR 1910 Subpart O.
Вы не можете отключить физику. И вы не можете спорить с арифметикой, когда у инспектора в руках рулетка и ваши собственные журналы обслуживания.
Давайте поговорим о пропускной способности.
При управлении двумя руками посмотрите, как опытный оператор делает 200 маленьких кронштейнов. Руки убираются от детали. Нажимаются кнопки. Ожидание спуска. Руки возвращаются. Перепозиционирование.
Этот микро‑цикл занимает примерно на полсекунды больше за цикл, чем оставаться у заготовки.
Полсекунды звучит незначительно. За 200 деталей это 100 секунд. За 1 000 деталей — это более восьми минут. И это ещё до учёта микро‑задержек, промахов по кнопкам, неудобной стойки, замедляющей позиционирование.
С близко расположенным AOPD руки оператора никогда не покидают деталь, если он сам этого не захочет. Ползун опускается на нормальной скорости, защита активна до муфтинга. Нет отхода назад. Нет тянущихся к кнопкам рук. Просто загрузка, выравнивание, цикл, повтор.
Цеха ожидают, что безопасность будет стоить времени. Когда они переходят от управления двумя руками к правильно настроенному AOPD на прессе, который соответствует требованиям 14 мм, они часто удивляются, увидев одинаковое или более быстрое время цикла — потому что движения оператора стали короче.
Более короткое движение. Меньше усталости. Меньше микро‑задержек.
Но это верно только в том случае, если тормозная производительность машины реальна и стабильна. Если гидравлическая задержка заставляет вас устанавливать защиту дальше, вы снова выходите из зоны и теряете эффективность.
И вот жесткая граница.
Если ваш тормоз не может надежно остановиться в пределах 14 мм, либо исправьте гидравлику, либо примите увеличенную дистанцию безопасности с уменьшенной близостью, либо оставайтесь с двухручным управлением и более медленным выходом. AOPD — это не магия. Это математика на масле и стали.
И если вы заявляете о защите с близкого расстояния без документированных данных о торможении, чтобы подтвердить это, прирост производства не будет иметь значения, когда штраф окажется на вашем столе.
Прошлой осенью я стоял рядом с 10‑футовым листогибом, пока инспектор OSHA листал папку и задавал три вопроса: последние результаты теста времени торможения, доказательство оценки риска согласно ANSI B11.3, и записи, подтверждающие, что монитор времени торможения не был обойдён. В цеху на ползуне стояли лазеры. Владелец всё повторял: “Мы защищены”.”
Инспектора не интересовало оборудование. Его интересовали цифры.
Ему нужны были документированные превышения в миллиметрах при полной рабочей температуре, подтверждение, что система останавливается в пределах 14 мм при наихудшей нагрузке, и доказательства того, что точки отключения рассчитаны на основе этих данных — а не угаданы. Он сравнил записанную дистанцию торможения с настроенной глубиной отключения. Затем он попросил журналы технического обслуживания, чтобы доказать, что производительность не изменилась.
Вот как выглядит “готовность к инспекции” на практике: измеренная дистанция торможения (холодная и тёплая), рассчитанная дистанция безопасности, привязанная логика отключения, включённый автоматический монитор времени торможения и оценка риска в файле с ссылкой на ANSI B11.3 и методологию B11.0. Не наклейка. Не рекламная брошюра. Арифметика, которую можно защитить.
И если в ваших документах указано 14 мм , но ваша последняя проверенная остановка была 18, этот штраф придёт с процентами.
Теперь давайте поговорим о том, где математика встречается с реальным миром.
Представьте четырёхстороннюю коробку с 3‑дюймовыми отбортовками по всем сторонам. На третьем сгибе эти отбортовки торчат вверх, как рога. Когда ползун опускается, сама деталь входит в зону обнаружения. При традиционной световой завесе, установленной на расстоянии двух футов, вы отключаете зоны слева и справа просто для того, чтобы закончить деталь.
Отключение не является злом. Слепое отключение — да.
Согласно ANSI B11.3, близкая защита AOPD разрешена только после документированной оценки риска. Эта оценка должна учитывать геометрию детали, высоту инструмента, досягаемость оператора и подтверждённую тормозную производительность машины. Если отбортовка заставляет руки оператора находиться в пределах этого 14 мм остановка окна перед приглушением — либо вы корректируете процесс, либо переключаете режимы.
Современные системы позволяют переключаться с лазера на штору через HMI, при этом мониторинг времени остановки активен в обоих режимах. Такой гибридный подход обрабатывает примерно 95% типичных операций формовки. Оставшиеся 5% — узкие коробки, высокие штампы, неудобные повторные удары — требуют дисциплины. Иногда это означает режим безопасной скорости на части хода. Иногда — изменение последовательности гибов, чтобы руки оставались в стороне при полной скорости.
Это никогда не означает отключение устройства из‑за того, что “деталь постоянно его срабатывает”.”
Однажды я видел, как молодой оператор потянулся в частично приглушённую зону, чтобы удержать стенку коробки. Ползун прошёл дальше, чем ожидалось — гидравлическая задержка в холодное утро. Он потерял кончик указательного пальца. Чистый срез. Без драматизма. Просто стальные челюсти закрылись на несколько миллиметров дальше, чем предполагали документы.
С производственными графиками можно спорить. С вязкостью масла и гравитацией — нельзя.
Если ваша оценка рисков не учитывает явно сложную геометрию, инспектор это сделает — и оценит этот недочёт соответствующей ценой.
Теперь возьмите деталь шириной два дюйма. Кончики пальцев оператора естественным образом находятся в пределах дюйма от отверстия матрицы во время выравнивания. При полной скорости подхода ваша единственная защита — способность AOPD обнаружить вторжение и подать команду на остановку до того, как ползун пройдет более чем 14 мм.
Это предполагает, что ваша гидравлика реагирует мгновенно и одинаково каждый раз.
На старых прессах время отклика клапанов создаёт измеримый разрыв между сигналом остановки и механическим торможением. Я фиксировал машины, которые соответствовали спецификации в тёплом состоянии, но превышали её в холодном на несколько миллиметров. Этот дрейф вынуждает выбирать одно из двух: увеличить безопасное расстояние — убивая близость — или ограничить ползун до ≤10 мм/с на весь ход.
Десять миллиметров в секунду.
На такой скорости вы стираете преимущество по производительности перед двухручным управлением. Время цикла растёт. Операторы начинают нервничать. Руководство задаётся вопросом, почему “быстрый” лазерный пресс кажется медленным.
Потому что физика задаёт потолок.
Режимы безопасной скорости существуют не просто так. Используйте полную скорость для подхода с активным AOPD, когда это подтверждено. Переходите на безопасную скорость, когда руки должны оставаться близко, а геометрия не позволяет надёжное разделение приглушения. Запрограммируйте это. Задокументируйте. Обучите этому.
Если ваше устройство безопасности защищает машину надёжнее, чем тело оператора, что именно вы оптимизируете?
Запускайте мелкие детали на полной скорости без проверенных данных остановки — и вы рискуете не только пальцами, но и получением предписания, которое чётко укажет вашу максимальную скорость ползуна чёрным по белому.
Вот где большинство цехов теряют и безопасность, и производительность: они устанавливают AOPD и забывают о нём.
Лазерные линзы собирают масляный туман. Кронштейны крепления сбиваются при смене штампов. Жгуты проводов ослабляются. Система всё ещё включается. Индикатор остаётся зелёным. Но выравнивание смещается на миллиметр за раз.
Современные AOPD с интегрированным мониторингом времени остановки обнаружат отклонение и либо принудят безопасную скорость, либо заблокируют машину. Операторы это ненавидят. Руководители — ещё больше. Поэтому кто‑то “временно” отключает мониторинг.”
Он “в соответствии с требованиями”.”
До того дня, когда загрязнение вызовет периодические сбои обнаружения, и машина будет работать на ≤10 мм/с через каждый ход. Производительность падает. Или хуже — система не обнаружит руку во время быстрого подхода, потому что геометрия луча вышла за пределы калиброванной допустимости.
Ежедневный визуальный осмотр. Еженедельная очистка. Задокументированная ежеквартальная проверка времени остановки под полной нагрузкой. Ежегодный пересмотр оценки рисков. Это не бюрократические обязанности; это то, что обеспечивает 14 мм обещание реальным, а не теоретическим.
Самый быстрый способ потерять и защиту, и производительность — это предположить, что датчик спасёт вас, игнорируя клапан, который не соответствует спецификации, или линзу, которую вы не протирали шесть месяцев.
Пропустите эту дисциплину — и следующий человек, рассчитывающий ваше тормозное расстояние, будет носить значок и записывать числа, начинающиеся со знака доллара.
Вы не останетесь готовыми к инспекции, просто купив лазер. Вы останетесь готовыми к инспекции, построив систему управления, которая сможет доказать по запросу, что ваш ползун остановится в пределах 14 мм в реальных производственных условиях.
Вот тот поворот, который большинство мастерских упускает. Они воспринимают AOPD как улучшение производительности и рассматривают соответствие как папку на полке. При ANSI B11.3, эти два понятия — одно и то же. Если ваша система защиты не является надёжной, проверенной и задокументированной до первого производственного запуска, вы не соответствуете требованиям — вам просто повезло. А удача заканчивается в тот день, когда инспектор попросит вашу последнюю проверку времени остановки под полной нагрузкой.
Так что вопрос не “Есть ли у меня лазер?”
А “Могу ли я защитить каждый миллиметр хода ползуна между обнаружением и остановкой?”
“Надёжное управление” означает, что единичная неисправность не может привести к потере функции безопасности. Два канала. Контролируемая обратная связь. Резервные клапаны. Обнаружение неисправности, которое переводит систему в безопасное состояние. Это язык ANSI B11.3 и более широкого семейства B11.
Автономная световая завеса, подключённая к старой цепи сцепления, — это не то. Лазер, подключённый к одному электромагнитному клапану без контроля положения золотника, — тоже не то. Если клапан застрянет и ползун проскочит мимо 14 мм, — ваш датчик сделал свою работу. Гидравлика — нет. А стандарт не оценивает старания.
Интеграция означает, что сигнал AOPD поступает в систему управления с рейтингом безопасности, которая контролирует время остановки непрерывно или через определённые интервалы. Это значит, что ваши гидравлические клапаны спроектированы или модернизированы для резервирования и самопроверки. Это значит, что неисправность приводит к безопасной скорости или блокировке — а не к “всё равно цикл”.”
Вот где большинство модернизаций рушится. Мастерские добавляют премиальный датчик в архитектуру управления, построенную в 1992 году, и называют это современным. Он “соответствует”.”
Пока инспектор не проследит цепь безопасности, не увидит отсутствие контроля отклика клапана и не спросит, как вы гарантируете тормозное расстояние, которое оправдывает работу в непосредственной близости. Вот тогда разговор превращается в протокол с запятыми.
Если ваше устройство безопасности защищает машину надёжнее, чем тело оператора, что именно вы оптимизируете?
Вы не начинаете с цитаты. Вы начинаете с оценки опасностей.
Прежде чем заказ на покупку покинет ваш стол, вы документируете: модель машины, тоннаж, измеренное время остановки в теплом и холодном состоянии, высоту оснастки, типичную геометрию деталей, зоны досягаемости оператора и какие задания попадают в этот 14 мм допустимый диапазон. Если машина не может стабильно останавливаться в пределах этого диапазона, стандарт прямолинеен: она работает недостаточно хорошо, чтобы оснастить её системой AOPD с близким расстоянием срабатывания.
Это не вопрос предпочтений. Это дисквалификация.
А вот и неочевидная часть: эта оценка защищает производство не меньше, чем безопасность. Когда вы определяете, какие задания требуют гибридных режимов — лазер плюс занавес, или лазер плюс безопасная скорость — вы предотвращаете панику в пятничный полдень, когда кто‑то отключает канал, потому что “деталь всё время его срабатывает”. Вы уже определили, какие 5% заданий нуждаются в альтернативном ограждении, и запрограммировали их соответствующим образом.
Инспекторы не ожидают совершенства. Они ожидают доказательств. Письменная оценка рисков с ссылками на ANSI B11.3 пункты, задокументированные тесты времени остановки под нагрузкой и определённые режимы ограждения по семействам заданий показывают им, что вы управляете риском, а не реагируете на него.
Спокойно проведите их через эти расчёты.
Или позвольте им сделать это за вас с калькулятором и графиком штрафов.
Управление двумя руками приучило целое поколение отступать от губок пресса и держать кнопки до расстояния в четверть дюйма до нижней точки. Это не просто метод; это мышечная память. Когда вы переходите на управление ножной педалью с близкой срабатываемостью AOPD, вы просите операторов держать детали рядом с движущейся сталью и доверять времени остановки.
Доверие не появляется из инструкции. Оно появляется из демонстрации.
Вы показываете им измеренное расстояние остановки. Вы объясняете, что это 14 мм значит в физическом пространстве — меньше толщины их мизинца. Вы демонстрируете аварийные условия: перекройте луч — наблюдайте, как машина переходит на безопасную скорость. Смоделируйте отказ клапана и покажите блокировку. Теперь система — это не магия, а предсказуемый механизм.
И это ещё до того, как вы учтёте микрозадержки, промахи по кнопкам, неловкую стойку, замедляющую позиционирование. Когда операторы понимают, что могут естественно стабилизировать мелкие детали, задействовать пресс ножной педалью и сохранять полную скорость подхода, потому что время остановки подтверждено, производительность перестаёт конкурировать с безопасностью.
Но вы также обучаете границам. Какие задания требуют безопасной скорости. Какие требуют перехода на режим с занавесом. Какие требуют возврата к управлению двумя руками из‑за геометрии, мешающей работе датчиков близости. AOPD превосходит двухручное управление там, где оба варианта возможны; но оно не исключает его из вашего арсенала.
Дайте понять это, иначе оператор начнёт импровизировать.
А импровизацию инспекторы называют “умышленными действиями”.”
Вот взгляд, который я хочу, чтобы вы сохранили: соответствие требованиям — это не выбор устройства. Это цепочка доказуемой физики, встроенная в надёжность управления, задокументированная до начала производства и закреплённая до тех пор, пока не перепишет мышечную память.
Когда вы строите систему таким образом, стальные губки не становятся медленнее. Они становятся предсказуемыми. А предсказуемость — это то, что позволяет работать на полной скорости без риска для пальцев или штрафов.
Теперь взгляните на ваш самый старый тормоз и задайте себе один трудный вопрос: может ли он действительно остановиться вовремя 14 мм— холодный, загруженный и проверенный — или вы разрабатываете стратегию безопасности вокруг машины, которая изначально никогда не соответствовала требованиям?


















