

The new 175-ton CNC press brake was still warm from installation when the owner told me, “Now we can bend anything.”
That week they ran 20-gauge electrical boxes. Fifty here. Thirty there. Four flange variations. By Friday, the operator had spent more time hunting punches and swapping dies than actually bending metal. The machine could form half-inch plate all day. It just never did.
Power isn’t performance. Not if it sits there waiting on tooling.
Manufacturers love to sell tonnage. Shops love to buy headroom. I’ve watched owners oversize press brakes by 20–30 percent “for the future,” convinced that more force equals more opportunity. What they really bought was a $4,000 tooling error when the first oversized die set didn’t match the thin-gauge work they actually run.
Listen, a press brake that can bend half-inch plate across ten feet is a marvel. But if 80 percent of your schedule is 18- to 22-gauge brackets, covers, and boxes, that marvel turns into a very expensive die-changing station. Capability beyond your workload isn’t neutral—it drags workflow behind it like a trailer full of iron.
So if press brakes are so superior, why do the best shops I know still keep a finger brake bolted to the floor?
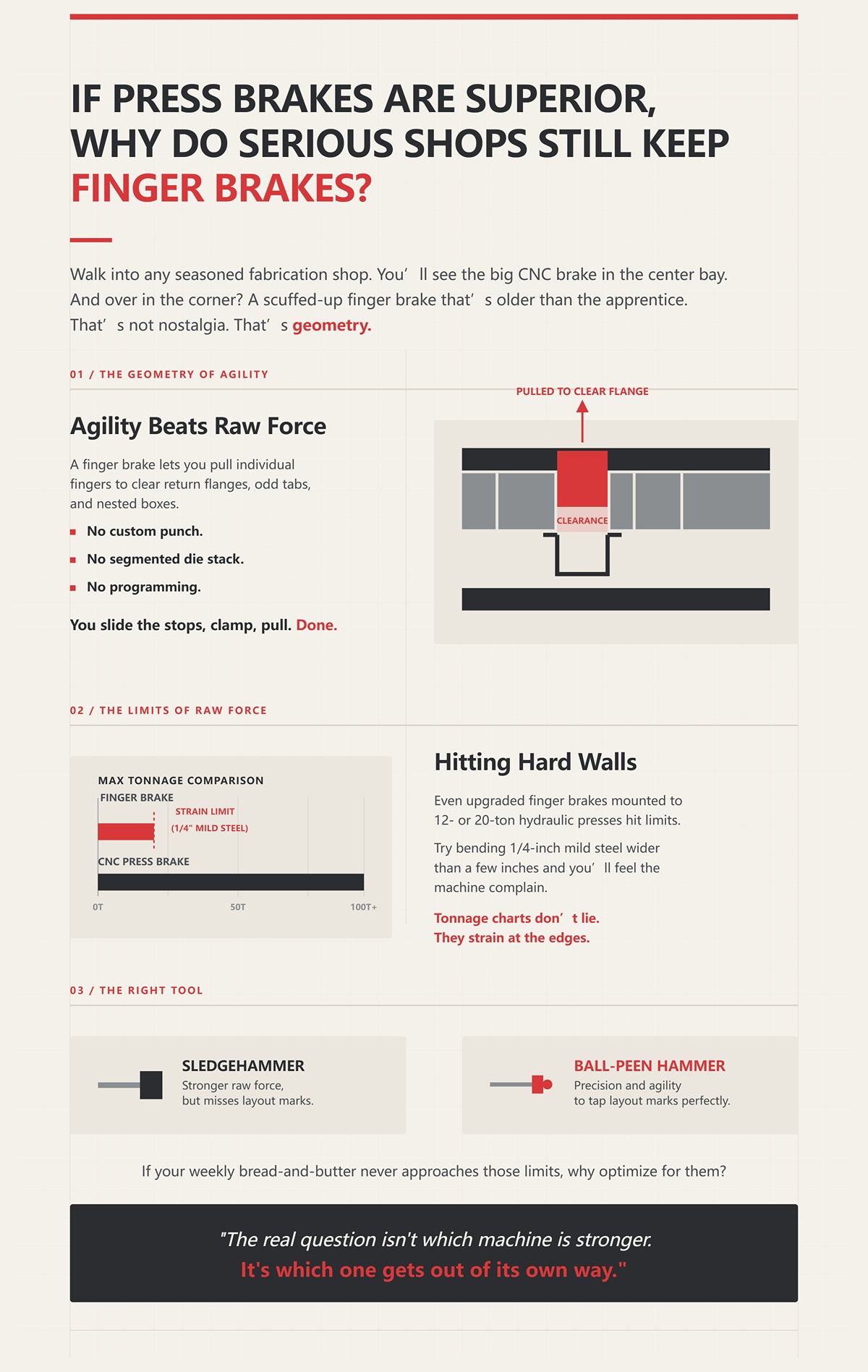
Walk into any seasoned fabrication shop. You’ll see the big CNC brake in the center bay. And over in the corner? A scuffed-up finger brake that’s older than the apprentice.
That’s not nostalgia. That’s geometry.
A finger brake lets you pull individual fingers to clear return flanges, odd tabs, nested boxes—no custom punch, no segmented die stack, no programming. You slide the stops, clamp, pull. Done. On low-volume parts, that geometric agility beats raw force every time.
Now, let’s be honest about limits. Even upgraded finger brakes mounted to 12- or 20-ton hydraulic presses hit hard walls. Try bending 1/4-inch mild steel wider than a few inches and you’ll feel the machine complain. Tonnage charts don’t lie. They strain at the edges.
But that’s the point.
If your weekly bread-and-butter never approaches those limits, why optimize for them? A sledgehammer is stronger than a ball-peen hammer, but you don’t tap layout marks with a sledgehammer. That’s how you miss.
The real question isn’t which machine is stronger. It’s which one gets out of its own way.
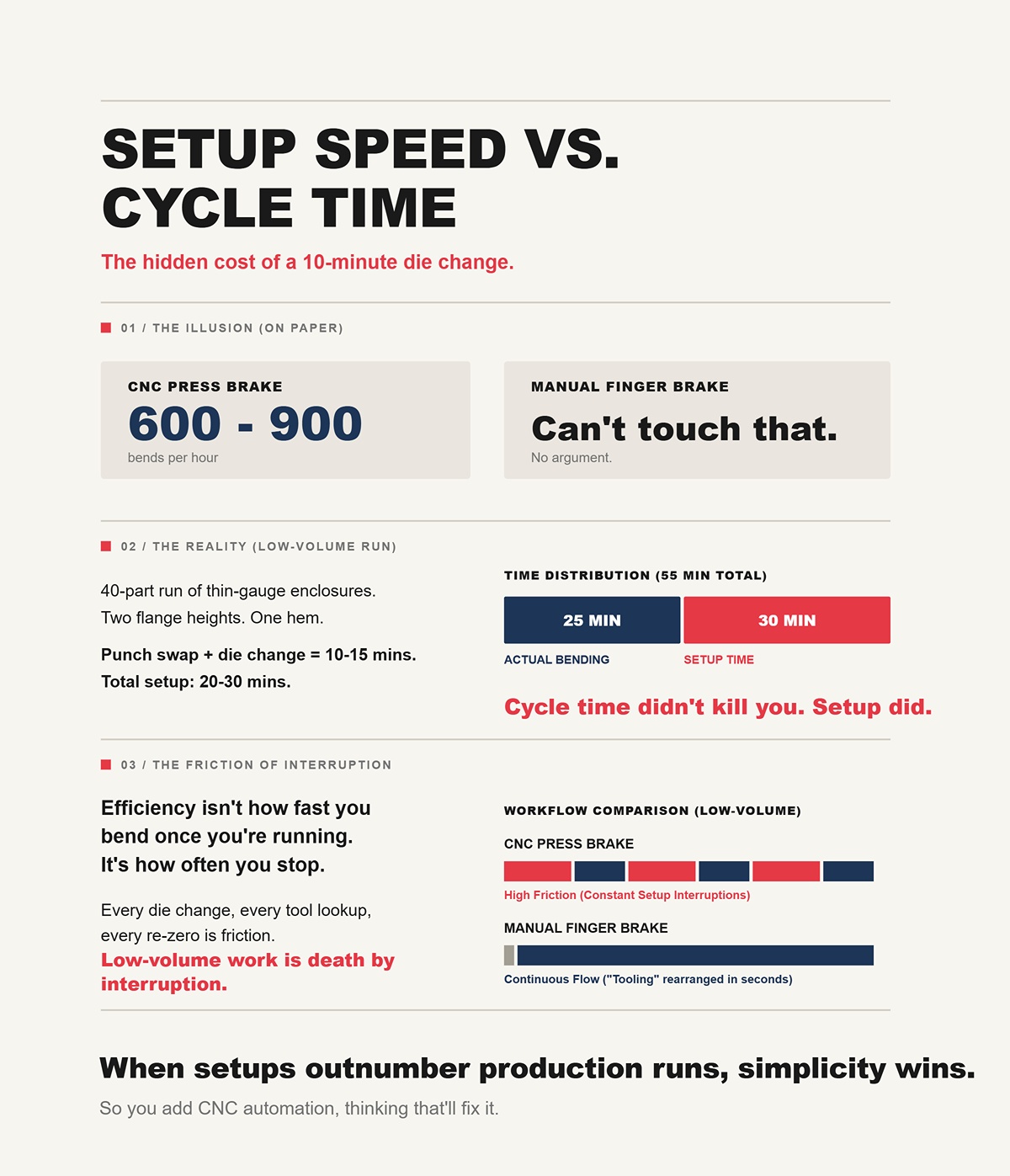
On paper, a CNC press brake can hit 600 to 900 bends per hour. A manual finger brake can’t touch that. No argument.
Now picture this: a 40-part run of thin-gauge enclosures. Two flange heights. One hem. On the press brake, that’s a punch swap and a die change. Call it 10 minutes if your operator’s sharp. Fifteen if he’s human.
That’s 20–30 minutes of setup on a job that might only take 25 minutes of actual bending.
Cycle time didn’t kill you. Setup did.
Listen, efficiency isn’t how fast you bend once you’re running. It’s how often you stop running. Low-volume work is death by interruption. Every die change, every tool lookup, every re-zero is friction. The finger brake avoids most of it because the “tooling” is already there—segmented fingers you rearrange by hand in seconds.
When setups outnumber production runs, simplicity wins.
So you add CNC automation, thinking that’ll fix it.
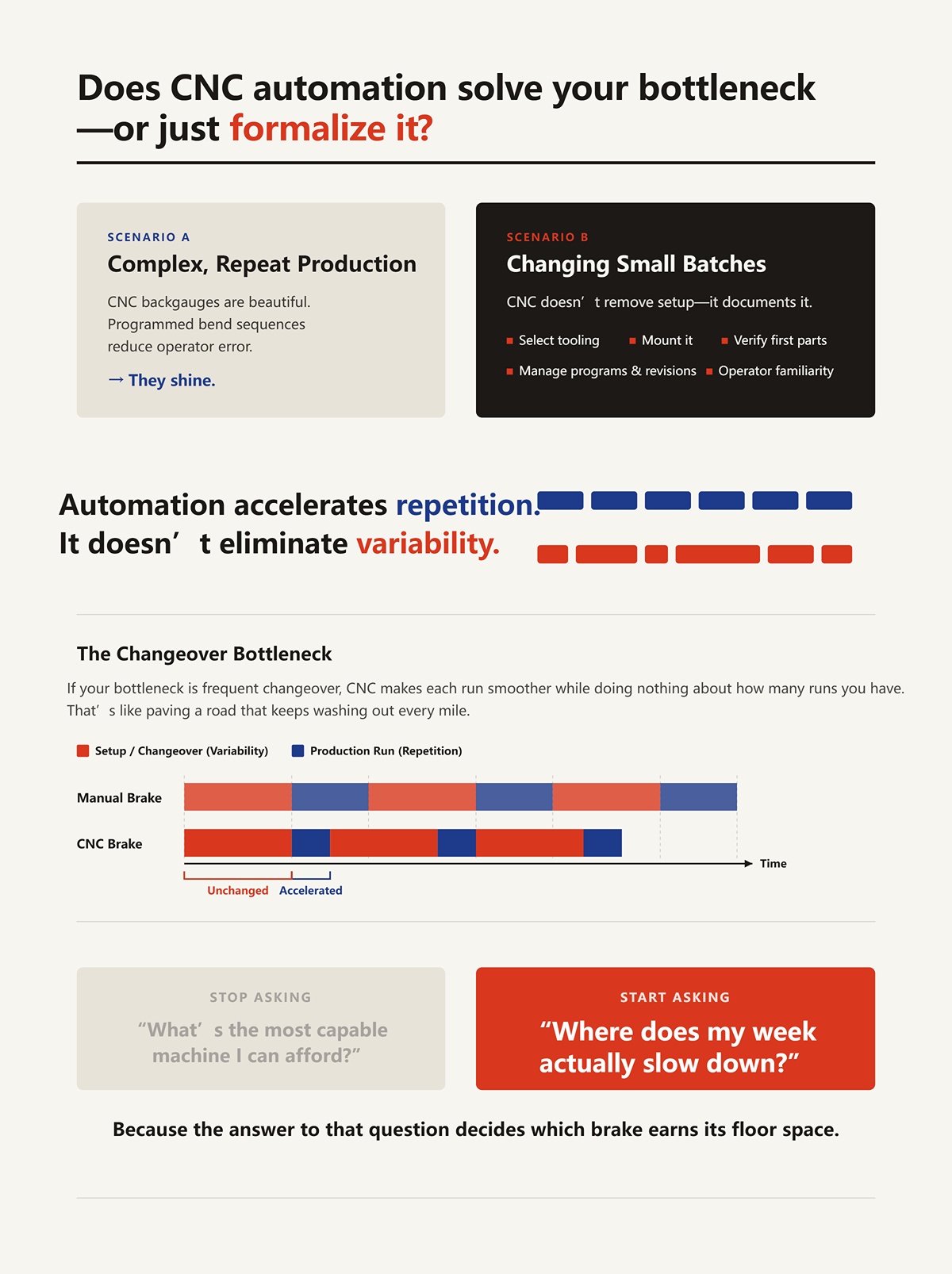
CNC backgauges are beautiful. Programmed bend sequences reduce operator error. On complex, repeat production? They shine.
But on constantly changing small batches, CNC doesn’t remove setup—it documents it. You still select tooling. You still mount it. You still verify first parts. Now you also manage programs, revisions, and operator familiarity.
Automation accelerates repetition. It doesn’t eliminate variability.
If your bottleneck is frequent changeover, CNC can make each run smoother while doing nothing about how many runs you have. That’s like paving a road that keeps washing out every mile.
By the end of this, I want you to feel the shift: stop asking, “What’s the most capable machine I can afford?” and start asking, “Where does my week actually slow down?”
Because the answer to that question decides which brake earns its floor space.
You want a practical way to decide which brake fits your workload?
Start with a single part. A 20-gauge electrical enclosure, 12 inches wide, 8 inches deep, 4-inch sides, four return flanges. Fifty pieces. Then next week, same footprint but one flange is 5 inches and there’s a knockout tab on the side.
On a press brake, that part lives or dies by tooling geometry. On a finger brake, it lives or dies by whether you can pull two fingers and leave a gap.
That difference isn’t about strength. It’s about physical access.
A press brake is a rail system — punch above, die below. Everything you form has to pass between those rails without crashing into steel that doesn’t move. A finger brake is a picket fence — remove the pickets you don’t need and the metal swings through open air. Rail system vs. picket fence. Same job title. Different freedoms.
When your week is packed with low-volume boxes, covers, brackets, and revisions, geometric freedom isn’t a luxury. It’s what keeps you from redesigning the part to suit the machine instead of the other way around.
So where does that freedom actually show up in real metal?
Picture a simple box: four sides bent up, then you want to close the last corner with a small return flange that tucks inside.
On a press brake, by the time you’ve formed three sides, that partially formed box has walls sticking up. Now you try to slide it under a straight punch and into a straight die. Those walls collide with the punch holder or the frame before you even touch the pedal. You can buy gooseneck punches to clear some of it. You can segment dies. You can stage bends in sequence.
But the steel doesn’t lie. If the formed walls are taller than the available throat and punch clearance, you are done. All the tonnage in the world won’t save that part.
Listen, I’ve watched shops chase this with custom tooling. Special offset punches. Custom-machined die stacks. One-offs for a product that sold 200 units a year. That’s how you end up staring at a $4,000 tooling error because the revision changed a flange height by half an inch.
Now walk over to the finger brake. Pull the two fingers where that return flange needs space. Bend three sides. Swing the last flange up into the gap you created. No collision. No custom steel. Just empty space where you need it.
That’s the box-and-pan paradox: the bigger, stronger machine is sometimes the one boxed in.
But geometry isn’t only about whether the part fits. It’s about whether the tooling lets you finish what you started.
Take 16-gauge mild steel — about the upper comfort limit for most manual finger brakes. You want a 3-inch flange along one edge, then a 1-inch return on that flange.
On a press brake, the tonnage is trivial. Air-bending 16-gauge across a foot might take a few tons depending on your V-die opening. No sweat for even a small hydraulic unit. The issue isn’t force. It’s daylight — the open vertical space between the ram and the bed — and the punch profile.
If your punch doesn’t have enough throat depth, that 3-inch flange hits the punch body before the 1-inch return reaches 90 degrees. So you swap to a deeper gooseneck punch. That changes your bend deduction. Now your flat pattern shifts. You tweak the program. First article is long by 0.030 inch because stainless springs back harder than mild — about 1.5 times the force, and more elastic recovery. Now you’re shimming the backgauge.
That’s three adjustments before you’ve made five parts.
On a finger brake, clearance is built into the design. The removable fingers create vertical gaps where tall flanges can pass. You’re not fighting a fixed punch profile. You’re deciding which steel stays and which steel leaves.
But let’s not pretend finger brakes are magic. Most 24-inch box-and-pan brakes top out around 16-gauge mild steel because you’re the hydraulic system. Your arms are the tonnage chart. Try 10-gauge and you’ll stall halfway through the pull.
That’s the boundary line. Geometric freedom wins inside thin-gauge territory. Cross into thicker plate and the press brake doesn’t just become convenient — it becomes necessary.
So if finger brakes can’t handle thicker one-offs, why do they still dominate early-stage custom work?
A customer walks in with a napkin sketch. Aluminum panel, 0.090 inch thick. Three bends. One side might change depending on how it fits in the field.
On the press brake, you choose a punch, choose a die opening to hit the inside radius you want, set your backgauge, program the sequence, run a test bend, measure springback, adjust. Ten to fifteen minutes if you’re sharp. Longer if you’re switching from a previous job with different tooling.
On the finger brake, you set the depth stop with a tape measure, pull the fingers you don’t need, clamp, and bend. If the flange needs to be 1/8 inch longer, you slide the stop and pull again. No tool crib. No program edit. No waiting for the ram to cycle.
Listen, cycle time on a CNC brake will smoke a manual machine once you’re into hundreds of parts. Thirty there. Fifty here. It’s not even close.
But that’s the point.
In prototyping, the slowest operation isn’t bending. It’s deciding. The faster you can change your mind, the faster the part converges to something usable. A press brake rewards certainty. A finger brake tolerates doubt.
So here’s the practical test you asked for: look at last month’s jobs. How many were under 100 pieces? How many were 18- to 22-gauge? How often did flange heights or tab locations change after the first part?
If most of your answers live in thin metal and constant revision, geometric freedom will pay you back every week.
And if they don’t — if your work creeps thicker, longer, and more repeatable — at what point does freedom stop being enough?
A shop I worked with was bending 18-gauge galvanized brackets for a telecom rack—four bends each, nothing fancy. First week: 40 pieces. Second week: 120. By month three, they were shipping 600 a week, same print, same material, no revisions.
At 40 pieces, the finger brake made sense. Clamp, bend, unclamp. Ten seconds a bend if the operator was steady. But at 600 a week, that’s 2,400 bends. Even at a clean 8 seconds per bend, you’re staring at five-plus hours of nothing but arm pulls—and that’s before fatigue drifts your angle a degree shallow on part number 317.
That’s the threshold.
When your parts stop changing and your volume crosses roughly 300–500 identical pieces per week in thin gauge, or 100+ in mid-gauge, the question shifts from “Can I make it?” to “Can I make it the same on Friday at 4:30 as I did Monday at 8?” That’s where the press brake earns its floor space.
But what actually breaks first—the machine, or the human?
I’ve watched a good operator hold ±1 degree on a finger brake all morning in 20-gauge. By lunch, that consistency slips. Not because he forgot how. Because steel pushes back.
Manual brakes depend on muscle force and feel. Even small variation in pull speed changes how the leaf flexes. The clamping bar deflects slightly under load. Springback—the metal’s tendency to open up after bending—varies sheet to sheet. On 18-gauge mild steel, a one-degree miss on a 1-inch flange shifts edge position roughly 0.017 inch. Stack four bends, and that error compounds into assemblies that fight you.
A hydraulic press brake doesn’t get tired. The ram travels the same stroke every time. Even a basic non-CNC machine applies consistent force through cylinders instead of shoulders. Add a backgauge—a powered stop that positions the part—and your flange length isn’t eyeballed against a tape; it’s driven to a programmed position within a few thousandths.
Listen, the repeatability wall isn’t about pride. It’s math and fatigue.
Once you’re running 500+ identical brackets, the cost of one batch drifting out of tolerance can wipe out your week. I’ve seen shops scrap 150 parts because the operator didn’t notice the angle creeping open by 1.5 degrees after switching to a fresh coil. That was a $3,200 scrap run—all because the process depended on feel instead of stroke control.
Finger brake versus press brake here is like a torque wrench versus a breaker bar. One applies force precisely and repeatably; the other depends on how you lean that day.
So volume exposes human limits. Thickness exposes physical ones.
Take 10-gauge mild steel—about 0.135 inch thick. Try bending a 24-inch-wide piece to 90 degrees on a standard 24-inch box-and-pan brake rated for 16-gauge. You’ll get halfway down and feel the whole frame protest. The clamping bar lifts. The leaf flexes. You stop before something snaps.
That rating isn’t marketing fluff. It’s structural design. The pivot pins, the leaf stiffness, the clamping pressure—all sized for a maximum bending moment. Exceed it, and you don’t just get a bad bend. You permanently tweak the machine.
Press brakes calculate tonnage by material thickness, tensile strength, bend length, and die opening. For example, air bending 10-gauge mild steel over a 1-inch V-die might require around 12–15 tons per foot. Bend 4 feet, and you’re in the 50–60 ton range. That’s casual work for even a mid-size hydraulic brake.
Listen, once your regular jobs live at 12-gauge and thicker, the conversation is over. You need controlled tonnage.
And it’s not only about “can it bend.” Thicker material amplifies springback. Stainless at 12-gauge may spring back 2–3 degrees. On a press brake, you overbend by programming a deeper stroke. On a finger brake, you guess, pull harder, check with a square, rebend. Every correction work-hardens the bend line and risks cracking.
Geometry wins in thin sheet. Physics wins in plate.
So now we’ve drawn two hard lines: volume and thickness. What makes the press brake actually profitable once you cross them?
I walked into a shop where the press brake hadn’t changed setup in three months. Same punch, same 4-way V-die, same backgauge positions. They were running a family of brackets—variations in length only. Operator loaded, stepped on the pedal, part dropped, repeat. They were averaging 700–800 bends per hour on a CNC brake. Not because the machine was magical. Because nothing changed.
That’s the rhythm.
A press brake pays off when your work stabilizes around fixed tooling. You choose a die opening that gives you the inside radius you want. You dial in bend deductions—the flat pattern compensation for material stretch. You program the backgauge once. After that, the setup cost gets amortized over thousands of cycles.
Below 100 parts, setup time can eat your lunch. Above 1,000 identical bends, setup disappears into the noise.
Here’s where shops fool themselves: they buy the big brake expecting flexibility to translate into profit. But a press brake is a rail system. It runs best when the tracks are fixed. A finger brake is a pickup truck—you can detour through a field whenever you need.
Once your business model depends on predictable, repeat orders—500 this week, 500 next, same drawing—the rail system wins. Consistent stroke depth. Consistent flange length. Minimal operator variance. Labor becomes loading and unloading, not judgment and correction.
But that’s the point most owners miss.
The press brake threshold isn’t emotional. It’s operational. Cross into repeat production, thicker stock, and tight tolerance stacking across assemblies, and tonnage plus repeatability stop being luxuries. They become the floor you stand on.
And once you decide you need that floor, the next question isn’t “Should I buy a press brake?”
Given that CN-HAWE’s product portfolio is 100% CNC-based and covers high-end scenarios in laser cutting, bending, grooving, shearing, for teams evaluating practical options here, Press Brake is a relevant next step.
It’s whether you’re ready for everything that comes bolted to it.
The new 175-ton CNC press brake was still warm from installation when the owner told me, “Now we can bend anything.” Three weeks later, we were rearranging the entire shop because the forklift couldn’t swing a 10-foot sheet into the throat without blocking the laser. Nobody budgets for that part. And yet the press brake is only half the equation—the upstream cutter has to be sized, formatted, and automated to feed it efficiently. Pairing bending capacity with a high-power, large-format system like the CN-HAWE laser cutting machine—built for fully CNC-controlled sheet metal production—forces you to plan the cell as a system, not two standalone purchases.
You’ve crossed the line where a press brake isn’t optional. Fine. But committing to one changes your floor plan, your tooling budget, your power draw, your workflow timing, and your operator skill stack. The machine price is the down payment; the tooling rack is the mortgage you didn’t budget for.
So what actually comes bolted to that “necessary” upgrade?
A typical 10-foot hydraulic press brake weighs north of 20,000 pounds and eats roughly 18–22 feet of linear wall once you account for service clearance. That’s just the iron. Now add material staging in front—at least the full bend length plus operator walkway—and safe clearance behind for parts swinging up on long flanges. Realistically, you’ve committed a 10-by-25-foot rectangle of prime shop space.
Listen, the spec sheet tells you bed length and tonnage. It doesn’t tell you about swing radius.
Throat depth—the distance from the ram to the frame—might be 8 or 12 inches. That sounds generous until you’re forming a 36-inch panel with a return flange. Suddenly you’re rotating the part mid-sequence, walking it sideways, or rethinking the bend order because the frame blocks you. The press brake gives you force; the finger brake gives you open geometry. One is a pit press; the other is an open vise.
That trade shows up in material handling time. On low-volume thin-gauge work—say 20-gauge electrical covers with hems and returns—the actual bend cycle might take three seconds on the press brake. But flipping, rotating, re-registering? That’s where the minutes go. A box-and-pan brake lets you leave the part flat on the apron and walk the sequence without wrestling 4-by-4 sheets chest-high.
But that’s the point.
When your shop fills with a fixed 10-foot rail system, every odd-shaped, revision-heavy, thin-gauge job now has to conform to that rail. The machine doesn’t move. Your workflow does. Are you prepared to design your production flow around one immovable spine?
A customer once bragged about scoring a used 150-ton brake for cheap. Six months later he’d spent $4,000 tooling error money because he ordered European-style punches rated in metric tons per meter and matched them to an American brake spec’d in short tons per foot. Same numbers on paper. Different physics in steel.
Tooling ratings aren’t universal. One catalog lists 60 tons per meter. Another lists 20 tons per foot. Without converting, you either undersize and risk cracking a punch, or oversize the machine because you think your dies are weak. That confusion quietly drives shops to buy more brake than they need.
Now layer in the tonnage formula: bending force rises with the square of material thickness and drops as V-die opening widens. I’ve seen 1/4-inch A36 over 10 feet call for nearly 200 tons with a 2-inch V-die, then fall to roughly 140 tons with a 3-inch die. Same material. Same length. Different tooling choice.
So what’s the real variable—machine size or die selection?
Listen, every time you chase a tighter inside radius on thin-gauge, you narrow the V-opening. Narrow V means higher tonnage demand per foot. That means swapping dies. That means setup time. On a 40-part custom run, a 20-minute die change can eat the profit alive.
A finger brake doesn’t care about V-openings. It bends around leaf geometry and removable fingers. No die rack. No punch library. No shimming for crown. Press brake versus finger brake here is like a socket set versus an adjustable wrench: one gives you precision across sizes, but only if you own every socket.
And every socket costs money.
Once you commit to a press brake ecosystem—gooseneck punches for returns, hemming dies, narrow V’s for tight radii, wide V’s for tonnage relief—you’re building a tooling inventory that has to stay organized, rated correctly, and staged for fast swaps. That’s payroll time and capital sitting on a rack. On high-volume repeat jobs, that ecosystem hums. On low-volume thin-gauge chaos, it becomes friction.
So when does it stop being friction and start being leverage?
I’ll give you a hypothetical. You’re bending 90-inch 10-gauge parts, tight 90-degree bends, consistent flange lengths. A standard V-die puts you near the top of your tonnage curve. Swap to a 1-inch opening, and per-foot tonnage drops enough that a mid-size brake handles it cleanly with better radius control. A finger brake can’t even enter the chat at that thickness and length.
That’s where a hydraulic press brake kit makes sense.
Not because it’s impressive. Because your material thickness, bend length, and tolerance stack demand controlled tonnage and die-tuned radii. The machine’s force envelope matches your production envelope.
But if 70% of your weekly work is 18–22 gauge, under 48 inches, with odd tabs and last-minute drawing tweaks, that same hydraulic kit becomes SWAG—scientific wild guess—every time you pick a die. Which V this time? Which punch clears the return? Will throat depth choke the sequence?
Listen, SWAG works in prototyping. It bleeds cash in production.
The middle ground is honest math: track how often you change dies, how many setups run under 100 parts, how much floor space sits idle waiting for the next “big” job. If your brake spends more time in setup than in stroke, you bought capacity your mix doesn’t feed.
A press brake becomes structurally necessary at certain volumes and thicknesses. Past that line, it’s the floor you stand on. But below that line—thin gauge, short runs, high geometry variation—the finger brake’s open access and zero-tool-change rhythm can outrun a 175-ton monument.
So before you sign for the iron, ask yourself one ugly question: is your revenue built on force… or on flexibility?
You want a calculation, not a pep talk. Good. Because this isn’t about what a machine can do. It’s about what your work forces you to do every day.
If you want to run the numbers against real-world machine capabilities—CNC press brakes, laser cutting systems, and integrated sheet metal automation—review the technical details and configuration options in CN-HAWE’s downloadable documentation: Download the technical brochures and specifications. Having the actual parameters in front of you makes it easier to match capacity, control, and automation level to the work your shop actually runs.
The mistake I see—Thirty there if I’ve seen it once—is owners pricing iron before they’ve priced friction. They look at tonnage charts, not time sheets. They compare maximum capacity, not dominant constraint. Then they sign for a machine that solves the wrong problem beautifully.
So here’s the filter I’d use if it were my shop and my mortgage.
Start with physics, not pride.
Pull your last 90 days of jobs. For each part, note three numbers: material type, thickness, and longest single bend length. Now run the air-bend tonnage formula for mild steel as a baseline: P = 650 × S² × L / V.
S is thickness in inches. L is bend length in feet. V is die opening in inches. Then adjust for material—multiply by 1.5 for stainless, 0.55 for aluminum. Add a 20% safety margin. That’s your real tonnage demand, not the sticker on the machine.
Now look at the peak number across those jobs.
If even your worst-case part lands under, say, 12–16 tons total and under 48 inches long, your problem probably isn’t force. It’s geometry—returns, hems, boxed corners, odd tabs. A finger brake thrives there.
But if you’re seeing 80, 120, 180 tons required on routine work—not once-a-year unicorn jobs—then shape flexibility won’t save you. You need controlled force and proper dies.
Here’s the part most folks miss: press capacity and tooling capacity are different animals. A 20-ton press with 12-ton tooling is still a 12-ton bending system. Overload that punch and you’re staring at a $4,000 tooling error before lunch. The frame doesn’t fail first. The tooling does.
Press brake versus finger brake at this stage is like a torque wrench versus a breaker bar: one gives you measured force, the other gives you access and feel. If your daily constraint is torque spec, you know which you need.
So which number is actually choking your jobs—tons per foot, or clearance around a flange?
Force tells you what’s possible. Setup tells you what’s profitable.
Take those same 90 days and count how many times you changed punch or die setups. Not strokes. Setups. If you’re swapping tooling five times a day to run batches of 20, 40, 80 parts, that machine is living in setup mode.
Now calculate this: Average identical bends per setup ÷ average setup minutes.
If the next step is to speak with the team directly, Contact us fits naturally here.
If you spend 25 minutes changing dies to run 40 parts with four bends each, that’s 160 strokes paying for 25 minutes of downtime. If each stroke takes three seconds, you’re at eight minutes of bending versus 25 minutes of preparation.
The machine is a monument. The profit is bleeding out around it.
On a finger brake, there’s no die library. You adjust fingers, clamp, bend. The “setup” is often the bend sequence itself. On low-volume, thin-gauge work, that rhythm wins because geometry changes don’t require steel swaps.
Listen, if your brake spends more time with wrenches on the ram than parts under it, you bought a race car for city traffic.
But what if your jobs are 400 identical parts, same material, same bends, week after week? Then setup fades into the noise. Stroke speed and repeatability take over. That’s when the press brake earns its keep.
So are you running production… or controlled chaos?
Now we get honest.
Write down the percentage of revenue by thickness range. Not what you hope to win next year. What paid you this quarter.
If 70% of your invoices are 18–22 gauge under four feet long, you live in thin sheet country. A finger brake will handle that all day with minimal overhead. Buying a 175-ton brake because one RFQ came in for 1/4-inch over 8 feet is building a cathedral for a wedding that hasn’t been scheduled.
But if your bread and butter is 3/16, 1/4, 5/16 plate—even in short runs—the manual route becomes fatigue, inconsistency, and risk. That’s not romance. That’s workers’ comp waiting to happen.
Here’s the framework in one line:
Buy the machine that solves today’s dominant constraint across at least 60% of your revenue.
Not the loudest job. Not the biggest quote. The statistical majority of your paid work.
Listen, most bankruptcies I’ve watched didn’t come from undercapacity. They came from overcapacity that never got fed. Iron payments don’t care about your “potential.” They care about utilization.
Press brake versus finger brake, at the end of the day, is a mill versus a lathe decision. You don’t buy one because it’s more impressive. You buy the one that matches the stock on your rack right now.
So before you call the equipment dealer, pull your invoices and do the math. Your job mix is already telling you what to buy.
Are you willing to listen to it?


















