

He visto a un operador de prensa plegadora enterrar un punzón 0,040 in adicionales, convencido de que el ángulo finalmente se fijaría en 60°. En su lugar, se abrió a 62°.
Miró la pantalla como si le estuviera mintiendo. No lo hacía. Su intuición sí.
Esa es la trampa del plegado al aire: creer que la profundidad equivale al ángulo, y que el ángulo vive en el controlador. Esa lógica funciona hasta que la geometría deja de ser libre.
En el plegado al aire estándar con matriz en V, la lámina solo toca en tres puntos: la punta del punzón y los hombros de la matriz. Todo lo demás es aire. Esa libertad es la razón por la que puedes perseguir ±1° ajustando la profundidad unas milésimas. El material puede deslizarse, estirarse y redistribuir tensiones mientras lo diriges.
Ahora imagina un perfil complejo — una forma modelada de lengüeta con paredes laterales, desplazamientos, radios internos ajustados. La lámina ya no cuelga en el espacio. Está tocando superficies temprano y a menudo. El flujo del material no es libre; está guiado, a veces atrapado.
Verificación de la realidad: cuando el flujo está restringido, la penetración ya no equivale al ángulo. He visto que esto deseche una producción de $50k.
Si tu modelo mental sigue siendo “añadir profundidad, cerrar ángulo”, estás luchando contra el metal en lugar de entender lo que está ocurriendo físicamente.
Entonces, ¿cuánto cuesta realmente forzar a un punzón universal a comportarse como uno personalizado?
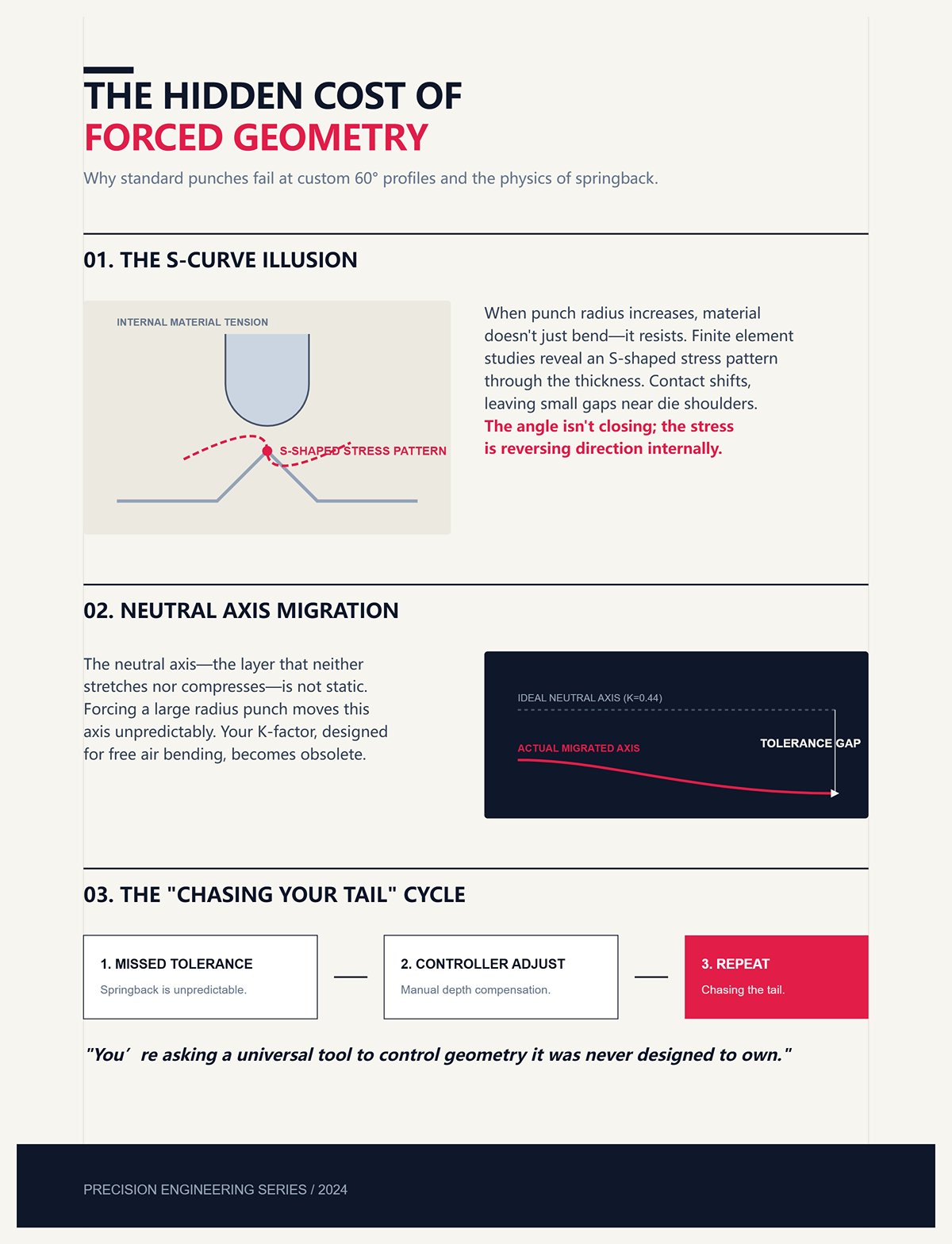
Supongamos que intentas conformar un perfil complejo de 60° en una matriz en V con un gran radio de punzón. Vas más profundo esperando un ángulo más cerrado. Pero estudios de elementos finitos han mostrado algo desagradable: a medida que aumenta el radio del punzón, el material puede formar un patrón de tensión en forma de S a través del espesor. El contacto cambia. Se forman pequeñas separaciones cerca de los hombros de la matriz.
Crees que estás cerrando el ángulo. Internamente, la tensión está invirtiendo su dirección.
La pieza recupera su forma de manera impredecible porque la línea neutra — esa capa imaginaria que no se estira ni comprime — se ha movido. Tu suposición de factor K, creada para el plegado al aire libre, ahora es errónea. No por poco. Lo suficiente como para fallar la tolerancia cada vez.
Así que compensas en el controlador. Luego compensas de nuevo. Estás persiguiendo tu propia cola.
Todo porque le pediste a una herramienta universal controlar una geometría que nunca fue diseñada para manejar.
¿Qué pasa cuando la geometría empuja de vuelta con más fuerza?
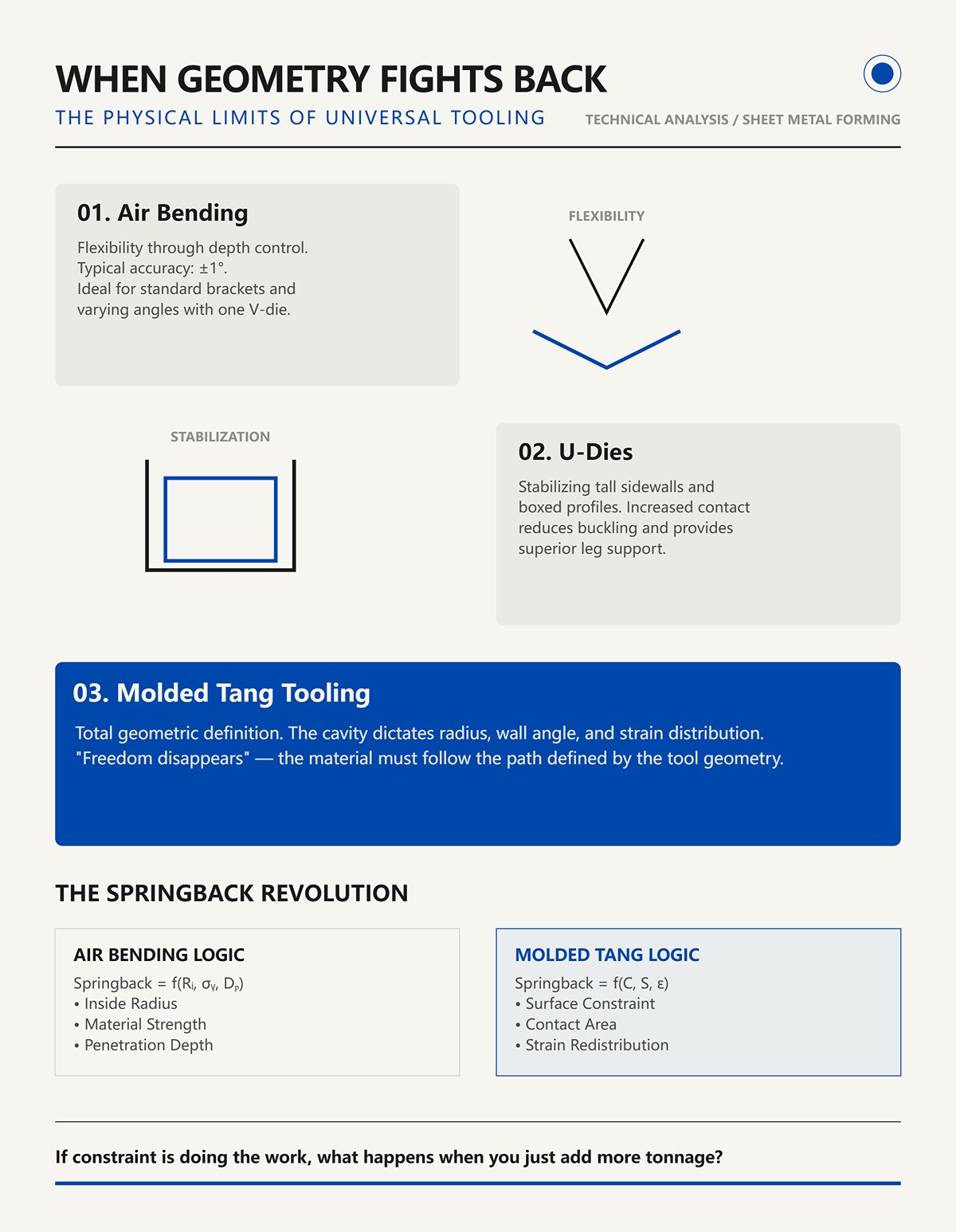
El plegado al aire promete flexibilidad. Una sola matriz en V puede lograr múltiples ángulos mediante control de profundidad. ¿Precisión típica? Alrededor de ±1° si conoces tu material. Esto está bien para soportes.
Pero cuando las paredes laterales se hacen altas o los perfiles se encierran, la lámina necesita apoyo. Las matrices en U lo demuestran — estabilizan los canales soportando las patas, reduciendo el pandeo. Más contacto. Más control.
Las herramientas modeladas de lengüeta van más allá. No solo apoyan el material; definen su trayectoria. La forma de la cavidad dicta el radio, el ángulo de la pared, incluso dónde se acumula la tensión. La libertad desaparece.
Y con ello, tu vieja matemática de recuperación elástica.
En el doblado al aire, la recuperación elástica es en gran parte una función del radio interior, la resistencia del material y la profundidad de penetración. En el formado de lengüetas moldeadas, se rige por la restricción y el contacto superficial. La geometría de la herramienta redistribuye la deformación antes de que llegues al fondo.
Eso no es un ajuste a tu hoja de cálculo. Es una reconstrucción.
Si la restricción está haciendo el trabajo, ¿qué pasa cuando simplemente añades más tonelaje?

He visto operadores verificar dos veces las tablas de tonelaje, y luego añadir un 10 por ciento “solo para estar seguros”. La lógica es sencilla: más fuerza, menos recuperación elástica.
Funciona en el acuñado — donde intencionadamente se somete toda la zona de doblado y se fija el ángulo. Pero el acuñado desgasta las herramientas y no se lleva bien con material más grueso. Es una solución de fuerza bruta.
En formas complejas de lengüetas moldeadas, el tonelaje extra a menudo aumenta el contacto superficial más temprano, bloqueando el material antes de que termine de fluir. Congelas el esfuerzo en lugar de aliviarlo. El ángulo deriva más, no menos.
Esa es la parte que nadie quiere escuchar.
Porque significa que la precisión ya no reside en lo fuerte que empujas o en lo profundo que vas. Reside en la forma del acero que está empujando.
Y si la herramienta posee la geometría, entonces tus antiguas intuiciones de doblado al aire — tablas de factor K, ajustes de profundidad, estimaciones de recuperación elástica — no solo están anticuadas.
Son irrelevantes.
Así que el verdadero cambio no es ajustar mejor el controlador.
Es aceptar que, en el formado de lengüetas moldeadas, la herramienta es la matemática.
Imagina una herramienta de lengüeta moldeada con un punzón envuelto por una placa de desprendimiento, paredes de cavidad que abrazan ambos lados del perfil, y un tope integrado contra el que la pieza choca físicamente en el fondo. Ciclas el ariete y, antes de que estés a mitad del recorrido descendente, la lámina ya está tocando acero en tres, cuatro, cinco superficies.
Ahora pregúntate: si la herramienta posee todos esos puntos de contacto, ¿dónde exactamente se supone que el metal debe “decidir” su ángulo final?
En el doblado al aire, diriges un remolque suelto. En el formado de lengüetas moldeadas, aseguras la carga en una cuna mecanizada. La libertad desaparece. Y cuando la libertad desaparece, también lo hace la vieja idea de que el controlador está a cargo. Lo que ocurre cuando la geometría retrocede más fuerte no es un problema de software — es un problema de mecánica de contacto.
Configura un simple doblado al aire de 90° en acero dulce de 0,125 in. Contacto de tres puntos. La lámina toca la punta del punzón y los dos hombros de la matriz. Todo lo demás es espacio abierto. A medida que penetras más profundo, el material puede desplazarse hacia adentro desde las patas. El eje neutro — esa capa que no se estira ni se comprime — flota dondequiera que el equilibrio de esfuerzos lo coloque. Por eso unas milésimas de profundidad pueden variar un grado. El metal es libre de redistribuir la deformación.
Ahora envuelve esa misma lámina dentro de una cavidad de espiga moldeada. Agrega paredes laterales que hagan contacto temprano. Añade una placa separadora que se arrastre sobre la superficie mientras avanza el punzón. Las investigaciones sobre el doblado restringido con separadores muestran algo crucial: la fricción entre el separador y la lámina induce una fuerza de tracción a lo largo de la longitud del pliegue. En lugar de que las fibras internas solo se compriman y las externas solo se estiren, estás estirando activamente toda la zona del pliegue a medida que se fuerza sobre el punzón.
Esa tensión resiste la absorción de material. La lámina no puede deslizarse desde las patas para alimentar el radio. Debe alargarse localmente.
Revisión de la realidad: una vez que se restringe la absorción, la profundidad de penetración ya no se correlaciona directamente con el ángulo. He visto que esto arruina una corrida de $50k.
En el doblado al aire, el retroceso elástico depende en gran medida del radio interior, la resistencia del material y la profundidad de penetración. En el conformado restringido, el estado de esfuerzo se redefine por la fricción y el contacto en múltiples superficies antes de llegar al fondo. El eje neutro no solo “se desplaza”, sino que queda fijado por la geometría y la tensión. Si el metal se estira sobre una cavidad fija mientras se impide la alimentación, ¿quién controla realmente la trayectoria de deformación?
| Sección | Contenido |
|---|---|
| Tema | Doblado al aire vs. formado restringido: dónde se mueve realmente el material |
| Configuración de flexión al aire | Configura un simple doblez al aire de 90° en acero dulce de 0.125 pulg. con contacto en tres puntos. La lámina toca la punta del punzón y los dos hombros del troquel; todo lo demás es espacio libre. A medida que aumenta la penetración, el material puede desplazarse hacia adentro desde las patas. El eje neutro —la capa que no se estira ni se comprime— flota según el equilibrio de tensiones. Unos pocos milésimos de profundidad pueden cambiar el ángulo un grado porque el metal puede redistribuir libremente la deformación. |
| Configuración de conformado restringido | Envuelve la misma lámina dentro de una cavidad de espiga moldeada. Agrega paredes laterales que hagan contacto temprano y una placa separadora que se arrastre sobre la superficie mientras avanza el punzón. Las investigaciones muestran que la fricción entre el separador y la lámina induce una fuerza de tracción a lo largo del pliegue. En lugar de solo compresión interna y tensión externa, toda la zona del pliegue se estira activamente mientras se fuerza sobre el punzón. |
| Diferencia en el comportamiento del material | La tensión inducida resiste la absorción de material. La lámina no puede deslizarse desde las patas para alimentar el radio y debe alargarse localmente. |
| Revisión de la realidad | Una vez que se restringe la absorción, la profundidad de penetración ya no se correlaciona directamente con el ángulo. Este efecto puede causar un desperdicio significativo en la producción (por ejemplo, una corrida de $50k). |
| Comparación del retroceso elástico | En el doblado al aire, el retroceso elástico depende en gran medida del radio interior, la resistencia del material y la profundidad de penetración. En el conformado restringido, la fricción y el contacto en múltiples superficies reescriben el estado de esfuerzo antes de llegar al fondo. El eje neutro queda restringido por la geometría y la tensión en lugar de desplazarse libremente. |
| Pregunta central | Si el metal se estira sobre una cavidad fija mientras se impide la alimentación, ¿qué es lo que realmente controla la trayectoria de deformación? |
Toma una herramienta de espiga moldeada con un radio interior mecanizado de 0.060 pulg. Ese radio no es una sugerencia. Es un hecho de acero. Cuando el punzón se cierra dentro de la cavidad, la lámina se ve obligada a conformarse a ese radio a lo largo de toda su longitud.
En el doblado al aire, el radio interior es un subproducto, aproximadamente el 16 por ciento de la abertura en V para acero dulce como regla general. Cambia el ancho del troquel en V, cambia el radio. Cambia ligeramente la penetración, el radio se ajusta un poco. Es flexible, por eso tus tablas de factor K son estimaciones estadísticas.
En una cavidad de espiga moldeada, el radio está fijo. Pero aquí está la parte que la mayoría pasa por alto: fijar el radio no significa automáticamente fijar el ángulo a menos que la distribución de presión sea la adecuada.
Si empujas el punzón más allá del punto de parada previsto, comienzas a compactar la estructura interna —comprimiendo la estructura del grano cerca de la superficie interior—. Eso se acerca al ámbito del acuñado o incluso del embutido total, lo cual puede requerir de cinco a treinta veces el tonelaje del doblado al aire. Si lo haces a ciegas, puedes inducir un “retroceso elástico negativo”, donde la pieza realmente se cierra más allá del valor nominal después de descargarla.
Suena genial hasta que adelgazas la pared interior y vuelves a cambiar el factor K.
Así que sí, la geometría fija elimina la aleatoriedad del doblado al aire libre — pero solo si la cavidad sostiene el material de manera uniforme y el tonelaje coincide con la intención de diseño. Una mala distribución de presión en una cavidad estrecha puede crear sobrecarga localizada, adelgazamiento y elongación impredecible. Ahora tus cálculos “fijos” se rompen de nuevo, solo que de una manera diferente.
La lección no es que las mordazas moldeadas sean infalibles. Es que su precisión depende completamente de cómo la cavidad gestiona el área de contacto, la fricción y la distribución de la carga. Si el radio está dictado por el acero, ¿qué bloquea el ángulo para que deje de depender de la profundidad del ariete?
He realizado trabajos de doblado por fondo en frenos de treinta años con codificadores flojos y aún así he mantenido el ángulo. ¿Por qué? Porque el troquel era el límite mecánico duro. El controlador solo me acercaba; la herramienta terminaba el trabajo.
Una herramienta de mordaza moldeada con una parada integrada toma ese principio y lo refuerza. En carrera completa, la pieza se asienta físicamente contra una superficie mecanizada que define el ángulo final de la pared. No “aproximadamente”. No “basado en profundidad”. Se detiene porque golpea acero.
Eso es independencia del tope posterior en forma física.
Si tu pieza en bruto es un poco más larga o más corta, el doblado al aire lo muestra inmediatamente como una variación de ángulo porque el material puede retraerse de manera diferente en cada ciclo. En una cavidad restringida con una parada integrada, la retracción ya está limitada y la posición final está fijada por la cara de la parada. Una variación en la profundidad del ariete de unas milésimas no cambia el ángulo una vez que la parada está comprometida — la carga simplemente aumenta contra la herramienta.
Pero aquí está la matemática híbrida de la que nadie habla: aún necesitas suficiente tonelaje para asentar completamente la pieza contra esa parada sin que el rebote elástico la mantenga fuera de la superficie. Muy poca fuerza y la pieza queda flotando. Demasiada y estás acuñando de manera no intencional.
Eso significa que el diseño de la herramienta, la resistencia del material y la capacidad de la prensa deben calcularse juntos. El controlador se convierte en un sistema de entrega de fuerza y posición; la herramienta define el resultado.
Una vez aceptas que la cavidad fija el radio, la parada fija el ángulo y la fricción fija el camino de deformación, las viejas tablas de factor K para doblado al aire no solo son inexactas — están describiendo un mundo físico diferente.
Entonces, si la herramienta dicta radio, ángulo y estado de deformación, ¿qué hace eso con tu cálculo de desarrollo de doblado y rebote elástico?
Tenía un soporte de acero dulce de 0.125 in. que cuadraba perfectamente en papel. Números de doblado al aire. Factor K en 0.42. Radio interior estimado en el 16 por ciento de una apertura en V de 1 in. La tolerancia de desarrollo salió limpia, corte de pieza listo, el primer golpe se veía bien.
Excepto que el ala quedó corta. No por un pelo. Por 0.060 in.
Mismo material. Mismo espesor. Pero esta vez se formó en una cavidad de mordaza moldeada con un radio mecanizado de 0.060 in. y paredes laterales que sujetaban pronto. La vieja matemática asumía que el eje neutro flotaría alrededor del 42 por ciento del espesor desde el interior. En la cavidad, con la fricción estirando la zona de doblado y la retracción restringida, ese eje neutro se desplazó hacia afuera. El material se alargó más de lo que la tabla predecía. Más elongación significa más desarrollo consumido. Más desarrollo consumido significa piernas más cortas.
Eso no es un error de redondeo. Es un camino de deformación diferente.
Si la herramienta fija radio y ángulo, entonces la única variable que queda en tu cálculo de patrón plano es cómo el material realmente se estira dentro de ese entorno de acero. Y ahí es donde empieza la reconstrucción.
Toma la fórmula clásica de tolerancia de doblado:
BA = ángulo × (R + K × T)
Ángulo en radianes. R es el radio interior. T es el espesor. K es la relación del eje neutro.
En el doblado al aire, K es un compromiso estadístico. El radio se forma como función de la apertura en V y la penetración. La lámina puede retraerse desde las patas mientras envuelve el punzón. El eje neutro “encuentra” su propia posición basándose en una deformación relativamente libre.
Ahora atrape esa misma lámina en una cavidad moldeada para lengüeta.
Las paredes laterales contactan antes del envolvimiento completo. Un extractor aplica presión en la parte superior. La fricción a lo largo de esas superficies induce tensión a lo largo de la línea de doblado. En lugar de solo doblar, el material se estira sobre un radio fijo de 0.060 in. mientras se evita que se alimente hacia adentro.
Mecánicamente, eso hace dos cosas:
Si su manual dice K = 0.42 y la condición real restringida se comporta como 0.48 o 0.50, su tolerancia de doblado aumenta. En un doblado de 90° en material de 0.125 in. con un radio de 0.060 in., ese cambio puede consumir de cincuenta a ochenta milésimas de longitud plana.
Verificación de la realidad: si todavía está usando el factor K del manual de su trabajo con matriz en V, he visto que esto desperdicia una corrida de $50k.
¿Podría doblar de prueba y recalcular un nuevo K como los veteranos hacen con matrices en V? Claro. Tres golpes, medir, ajustar, repetir. Eso funciona cuando el modo de deformación se mantiene consistente.
Pero en una lengüeta moldeada, la consistencia de deformación depende de la asientación completa contra la cavidad, la fricción consistente y el tonelaje estable. Si falla uno de estos, su K “calibrado” vuelve a desviarse. Así que la cuestión no es si puede ajustarlo, sino si está ajustando el modelo físico correcto desde el principio.
He visto operadores sobredoblar doblados al aire a 88° para que se abran a 90°. Movimiento de manual. En cambio se abrió hasta 62°.
Eso no fue magia. Fue fluencia por acuñado. Una vez que se penetra lo suficiente en una cavidad estrecha, ya no está en un doblado al aire dominado por la elasticidad. Está comprimiendo plásticamente las fibras interiores y redistribuyendo la tensión a través del espesor. Lo que sucede cuando la geometría empuja más fuerte no es una recuperación elástica suave — puede invertir el signo de la corrección.
En el doblado al aire, el retroceso es principalmente función del radio interior, la resistencia del material y la profundidad de penetración. Por eso calculamos un ángulo de sobredoblado y ordenamos al émbolo llegar ahí.
En una lengüeta moldeada con tope integrado, el ángulo final se define por contacto acero con acero. No “ajusta” a 92° esperando que se relaje a 90°. Se mecaniza la cavidad al ángulo que produce 90° tras descargar bajo fuerza de asiento completa.
Esa es la paradoja: el sobredoblado no se programa en el controlador. Se mecaniza en la herramienta.
Matemáticamente, eso significa que su término de retroceso pasa de ser una variable en el ajuste de la prensa a un desfase fijo en el ángulo de la cavidad. Si cambia el material y el espesor, el ángulo de la cavidad puede dejar de compensar correctamente. Su factor de retroceso Ks — ángulo final dividido por ángulo cargado — ya no es solo basado en el material. Ahora es material más restricción.
Ignore eso, y estará persiguiendo su propio rastro ajustando la profundidad del émbolo contra un tope rígido que no se preocupa por lo que el controlador piense.
Así que si la corrección de ángulo reside en el propio acero de la herramienta, ¿cuánta fuerza se necesita para hacer que esa corrección sea real en cada ciclo?
En una flexión de aire de 4 pies en acero dulce de 0.125 pulgadas, podrías usar, digamos, 20 toneladas. La carga se concentra a lo largo de una punta de punzón estrecha y dos hombros de dado. Contacto limitado. Fricción limitada.
Cierra esa misma longitud en una cavidad moldeada de lengüeta y tendrás contacto en la nariz del punzón, contacto en la pared lateral, presión de desempacador arriba, y asiento a lo largo de toda la longitud contra un tope integrado. El área de contacto se multiplica. La fricción se multiplica. El material no solo se está doblando; se está presionando en una forma.
La fuerza es igual a presión por área. Aumenta el área, y el tonelaje total sube rápidamente.
Si no alcanzas el tonelaje requerido, la pieza no se asentará completamente contra el tope. Se descargará elásticamente un poco fuera de la cara de la cavidad. Ahora tu bellamente mecanizado ángulo de sobre-flexión nunca se transfiere a la pieza. Mides 91° en lugar de 90°, ajustas la profundidad y nada cambia porque el tope ya está comprometido. Estabas limitado por fuerza, no por posición.
Si vas demasiado lejos en la otra dirección, caes en un acuñado involuntario — de cinco a treinta veces el tonelaje de flexión de aire en casos extremos — adelgazando la pared interior y cambiando nuevamente tu K efectivo.
Por eso recalibrar las matemáticas no se trata solo de introducir un nuevo K en una hoja de cálculo. Se trata de vincular tres cosas en un solo modelo: deformación restringida (K personalizado), sobre-flexión definida por la cavidad (ángulo de herramienta) y suficiente tonelaje para asentar la pieza sin aplastarla.
Una vez que aceptas que el desarrollo de la plancha, la compensación de retroceso elástico y la capacidad de la prensa son un solo sistema en el formado de lengüeta moldeada, el controlador se convierte en la parte menos interesante de la ecuación.
Lo que significa que la próxima pelea no es teórica en absoluto — es si tu configuración y alineación son lo suficientemente precisas para que estas matemáticas reconstruidas sobrevivan el primer contacto con el piso.
Reconstruiste las matemáticas. Cortaste el ángulo de la cavidad para el retroceso elástico. Verificaste que el tonelaje puede asentar la pieza sin caer en el acuñado.
Ahora lo único que queda que puede arruinarte es la configuración.
Aquí está la dura verdad: el utillaje de lengüeta moldeada no perdona el juego como lo hace la flexión de aire. En la flexión de aire, estás dirigiendo un remolque suelto con el volante — un poco de desalineación, un pequeño ajuste del ariete, y puedes corregir el ángulo. En el formado de lengüeta moldeada, has atornillado la carga en una cuna mecanizada. La geometría decide. Si esa cuna se desplaza medio milímetro, cada pieza estará equivocada de la misma manera, a velocidad de producción total.
Ese no es un error pequeño. Es un error del sistema.
Así que la pregunta se vuelve práctica: si las matemáticas son correctas, ¿qué las mantiene correctas en el piso?
Hablemos de 0.5 mm.
En una cavidad de lengüeta moldeada con paredes laterales y un tope integrado, ese desplazamiento no solo desvía un ángulo. Cambia dónde el material contacta primero la pared. Eso cambia la distribución de fricción. Eso cambia la trayectoria de deformación. Y dado que tu sobre-flexión está mecanizada en la cavidad, el material se formará obedientemente a la geometría incorrecta.
No te resistirá. Cumplirá — incorrectamente.
En una pieza simple de una sola característica, podrías ver una pestaña inclinada o un agujero desplazado. En una lengüeta de múltiples características con pasajes de enfriamiento, rebajes o pliegues encajados, ese medio milímetro se acumula. Una pared hace contacto temprano. Otra nunca se asienta completamente. Ahora tienes presión de contacto desigual a lo largo de la longitud, lo que significa corrección de retroceso elástico desigual incorporada en el acero.
Chequeo de realidad: he visto que esto arruina una corrida de $50k. El técnico de preparación juraba que los números estaban correctos. Lo estaban. El troquel no estaba centrado.
El doblado al aire tolera un poco de juego lateral porque el material puede pivotar libremente entre el punzón y los hombros del troquel. El formado de lengüetas moldeadas está restringido en tres lados. No estás doblando entre dos puntos; estás presionando dentro de una forma. La desalineación no se promedia — se fija.
Entonces, ¿cómo mantienes ese comportamiento de contacto constante cuando la fricción es parte del modelo de deformación?
En el doblado al aire, apenas pensamos en la lubricación. La lámina toca la punta del punzón y dos hombros del troquel. El área de contacto es pequeña. La fricción importa, pero no dirige el barco.
En una cavidad de lengüeta moldeada, la fricción forma parte del sistema de dirección.
A medida que la lámina se envuelve y asienta, el arrastre en las paredes laterales resiste la tracción hacia adentro. Esa resistencia es lo que empuja el eje neutro hacia afuera y desplaza tu K efectivo. Cambia el arrastre y cambias la distribución de deformación que te tomó dos secciones reconstruir.
Trabaja en seco el lunes, con mucho aceite el martes, y no te sorprendas cuando tu geometría “corregida” empiece a desviarse.
Aquí es donde los operadores empiezan a perseguirse la cola — ajustando la profundidad del ariete contra un tope rígido porque el ángulo se desvió medio grado. El controlador no cambió. El acero no se movió. El coeficiente de fricción sí.
No te digo que lo inundes con lubricante. Demasiada lubricación puede hacer que el material se deslice más de lo que tu modelo supone, reduciendo el estiramiento tensil a lo largo de las fibras externas. Ahora tu sobre-doblado en la cavidad sobrecorrige.
La consistencia vence a la perfección. Elige una condición de lubricación. Fíjala. Documenta esa condición como si fuera una dimensión.
Porque en este proceso, lo es.
Lo cual nos lleva a la parte disciplinaria que la mayoría de los talleres pasa por alto.
Si el formado de lengüetas moldeadas es un sistema acoplado de deformación, geometría y fuerza, entonces la configuración debe respetar ese acoplamiento.
No “lo metes y lo golpeas”.”
Lo sujetas. Lo calibra. Lo verificas.
En ese orden.
Antes de correr material, asienta completamente la lengüeta en su soporte e indica las caras del troquel en relación con la línea central del ariete. No a ojo. Con indicador.
Buscas paralelismo y centrado a lo largo de toda la longitud de trabajo, no solo en un extremo. Una cavidad puede estar a escuadra en el lado izquierdo y desviarse en el derecho si el soporte o la cama tienen residuos, rebabas o torque desigual en las abrazaderas.
El acero limpio importa aquí más que el software jamás lo hará.
Si la lengüeta no está completamente asentada, tu ángulo de tope integrado — el que lleva tu compensación de recuperación elástica — no está donde crees que está. Ahora tu “sobreflexión mecanizada” es una variable flotante.
Y no lo verás hasta que las piezas se acumulen fuera de especificación.
Con la alineación confirmada, baja el ariete lentamente hasta contactar sin material. Verifica un contacto uniforme a lo largo de la cara de la cavidad usando galgas o papel de presión si lo tienes.
No estás comprobando el ángulo. Estás comprobando la distribución de la fuerza de asiento.
Luego introduce material y realiza un golpe controlado para confirmar el asiento completo contra el tope a la tonelada calculada. Observa la curva de carga si tu prensa la muestra. Un ascenso limpio y una meseta estable indican que estás limitando la fuerza correctamente. Un pico o subida desigual puede señalar contacto localizado o compromiso prematuro con la pared.
Recuerda lo que sucede cuando la geometría empuja más fuerte: la prensa debe tener suficiente autoridad para transferir el ángulo de la cavidad a la pieza. Si te falta fuerza, la pieza se despegará del tope y te engañará en el banco.
Los números de profundidad no significan nada si la fuerza no está presente.
La mayoría de los talleres miden el ángulo y lo dan por bueno.
Eso es pensamiento de doblado al aire.
Para lengüetas moldeadas, valida tres cosas en la primera pieza: ángulo final, ubicación de la característica relativa a la línea de doblado y marcas de contacto en la pared dentro de la cavidad. Esas marcas de testigo te indican si el asiento es uniforme o sesgado.
Si el ángulo es correcto pero la característica se ha desplazado, tu suposición de K bajo restricción puede estar equivocada — o la fricción no es la que modelaste. Si las marcas de contacto son fuertes en un lado, la alineación o la lubricación aún no son estables.
Aquí es donde las matemáticas reconstruidas se encuentran con la realidad del acero.
Hazlo bien, y habrás convertido una configuración frágil en un sistema repetible. Hazlo mal, y cada ciclo solo hará chatarra más rápido.
Y una vez que la alineación, la fricción y la carrera estén controladas, surge otra pregunta — ¿qué pasa cuando el propio material no se comporta igual de bobina en bobina?
| Paso | Contenido |
|---|---|
| Paso 1: Asentar la lengüeta y verificar la alineación del troquel | Antes de ejecutar material, asienta completamente la lengüeta en el soporte e indica las caras de la matriz en relación con la línea central del ariete. No a ojo. Indica. Buscas paralelismo y centrado a lo largo de toda la longitud de trabajo, no solo en un extremo. Una cavidad puede estar cuadrada en el lado izquierdo y desviarse en el lado derecho si el soporte o la cama tienen suciedad, rebabas o torque desigual en las abrazaderas. El acero limpio importa aquí más que el software jamás lo hará. Si la lengüeta no está completamente asentada, tu ángulo de tope integrado — el que lleva tu compensación de recuperación elástica — no está donde crees que está. Ahora tu “sobreflexión mecanizada” es una variable flotante. Y no lo verás hasta que las piezas se acumulen fuera de especificación. |
| Paso 2: Calibrar la carrera del ariete para sobrepaso | Con la alineación confirmada, baja el ariete lentamente hasta contactar sin material. Verifica un contacto uniforme a lo largo de la cara de la cavidad usando galgas o papel de presión si lo tienes. No estás comprobando el ángulo. Estás comprobando la distribución de la fuerza de asiento. Luego introduce material y realiza un golpe controlado para confirmar el asiento completo contra el tope a la tonelada calculada. Observa la curva de carga si tu prensa la muestra. Un ascenso limpio y una meseta estable indican que estás limitando la fuerza correctamente. Un pico o subida desigual puede señalar contacto localizado o compromiso prematuro con la pared. Recuerda lo que sucede cuando la geometría empuja más fuerte: la prensa debe tener suficiente autoridad para transferir el ángulo de la cavidad a la pieza. Si te falta fuerza, la pieza se despegará del tope y te engañará en el banco. Los números de profundidad no significan nada si la fuerza no está presente. |
| Paso 3: Validación de la primera pieza más allá de la verificación del ángulo | La mayoría de los talleres miden el ángulo y lo dan por bueno. Eso es pensamiento de doblado al aire. Para lengüetas moldeadas, valida tres cosas en la primera pieza: ángulo final, ubicación de la característica relativa a la línea de doblado y marcas de contacto en la pared dentro de la cavidad. Esas marcas de testigo te indican si el asiento es uniforme o sesgado. Si el ángulo es correcto pero la característica se ha desplazado, tu suposición de K bajo restricción puede estar equivocada — o la fricción no es la que modelaste. Si las marcas de contacto son fuertes en un lado, la alineación o la lubricación aún no son estables. Aquí es donde las matemáticas reconstruidas se encuentran con la realidad del acero. Hazlo bien, y habrás convertido una configuración frágil en un sistema repetible. Hazlo mal, y cada ciclo solo hará chatarra más rápido. Y una vez que la alineación, la fricción y la carrera estén controladas, surge otra pregunta — ¿qué pasa cuando el propio material no se comporta igual de bobina en bobina? |
Ajustas todo. Indicaste la matriz. Verificaste el asiento. Bloqueaste la lubricación como si fuera una dimensión. La primera bobina corre perfecta.
Llega la segunda bobina. Mismas especificaciones en papel: acero inoxidable calibre 16. Paraste, aplicaste todo el tonelaje, curva de carga limpia. En cambio, se abrió hasta 62°.
Nada se movió en la máquina. La geometría no cambió. Entonces, ¿qué lo hizo?
Cuando doblar al aire, tienes margen para maniobrar. La profundidad cambia el ángulo. El material pivota sobre dos hombros. Si el espesor aumenta unas milésimas, ajustas el ariete y sigues adelante. El controlador carga parte de la responsabilidad.
La herramienta de tang moldeado no te da ese volante de dirección. La cavidad domina el ángulo. El tope domina el sobre-doblado. Cuando la herramienta es la matemática, cualquier cambio en lo que llena esa cavidad se convierte en tu problema.
Ese es el talón de Aquiles.
He visto una prensa de precisión luchar con acero inoxidable que variaba 0.003 pulgadas del borde al centro. Más grueso en el medio, más delgado en los lados. Sin patrón que pudieras perseguir con una corrección simple como “dos milésimas equivalen a dos grados”. A lo largo de la misma línea de doblado, una sección quedó corta de doblado mientras la otra se asentó de más.
En el doblado al aire, esa inconsistencia se compensa parcialmente. La lámina contacta en tres puntos. Las secciones más gruesas resisten más la penetración, así que ajustas la profundidad o dejas que el sistema de corrección de ángulo busque un poco. No es perfecto, pero es ajustable.
Ahora pon esa misma lámina en una cavidad de tang moldeado.
Ya no estás doblando entre puntos. Estás desplazando material dentro de un volumen definido. Si la lámina es 0.003 pulgadas más gruesa en la mitad del tramo, toca las paredes de la cavidad antes. La presión de contacto sube localmente. La fricción aumenta justo ahí. Eso desplaza el eje neutro de forma diferente en ese lugar, lo que cambia el factor K efectivo a lo largo de la pieza.
Y aquí está la parte que la mayoría pasa por alto: el tope no sabe nada de eso. Solo dice, “Este es el ángulo.”
Así que la sección más gruesa puede que nunca se asiente completamente contra la cara de sobre-doblado mientras los bordes más delgados sí lo hacen. Terminas con una pieza que parece correcta en un extremo y te engaña en el otro.
Verificación de la realidad: he visto que esto desecha una producción $50k. El plano pedía una simetría de tang precisa. El certificado del material decía “dentro de tolerancia”. La bobina era legal. Las piezas no.
Con geometría fija, la tolerancia de espesor deja de ser una nota a pie en las compras y se convierte en una variable de conformado. ¿Quieres precisión moldeada? Entonces la variación de espesor de entrada debe ser más estricta que lo que el doblado al aire exigió jamás. De lo contrario estarás luchando contra el metal dentro de una cavidad que no puedes ajustar.
Si el espesor es un eje de variabilidad, ¿qué pasa con la forma en que fluye el metal?
Toma dos piezas en bruto de la misma lámina. Una cortada con la línea de doblado paralela a la dirección de laminado, otra perpendicular. Mismo espesor. Mismo material. Mismo ajuste.
Paralela a la fibra suele doblarse más fácilmente. Perpendicular te da más pelea. Es metalurgia básica: el laminado alarga los granos, y doblar a través de ellos significa que estiras a través de más límites. La resistencia al cedido cambia efectivamente con la orientación.
En el doblado al aire, sientes esa diferencia como recuperación elástica. Ajustas la profundidad o la corrección del ángulo. Listo.
En una cavidad moldeada para el encastre, la historia cambia porque el material no es libre de encontrar su propio radio. El radio interior está dictado en gran medida por la geometría de la cavidad. En el doblado al aire, la recuperación elástica depende principalmente del radio interior, la resistencia del material y la profundidad de penetración. Aquí, la profundidad de penetración está fija por el tope, y el radio está limitado por la matriz.
Entonces, cuando rotas la dirección del grano y la resistencia al cedido cambia, la resistencia del material a ser forzado dentro de ese radio fijo también cambia. ¿Qué pasa cuando la geometría ejerce más resistencia? O no alcanzas la fuerza de asiento completa —lo que significa conformidad incompleta con la cavidad— o la alcanzas con mayor tensión bloqueada en la pieza.
He visto herramientas de encastre idénticas trabajar acero dulce toda la semana y luego cambiar a acero inoxidable sin reconsiderar el factor de cavidad. El inoxidable se endurece por deformación más rápido. Requiere un radio interior mayor —piensa en 10–12 veces el espesor en la selección de matrices convencionales, no 8. Si tu cavidad moldeada fue diseñada para el flujo del acero dulce, el inoxidable o luchará por llenarla o se agrietará en la esquina.
No existe una cavidad universal que ignore la aleación y el grano. Si no compensas previamente la geometría según el comportamiento de flujo del material específico, volverás a perseguirte la cola con ajustes de carrera que no corrigen realmente la trayectoria de deformación.
Así que bloqueas el espesor. Controlas la orientación del grano en el patrón plano. Diseñas cavidades según la aleación, no según el calibre nominal.
Ahora supón que hiciste todo eso.
¿Qué ocurre después de cincuenta mil golpes?
Las primeras piezas de una nueva herramienta de encastre moldeada son una maravilla. Líneas de contacto nítidas. Asiento limpio. Ángulos exactos porque la cara de la cavidad aún conserva su sobrecurvatura mecanizada —quizás 88° cortados para que la pieza recupere elástico hasta 90°.
Si la usas el tiempo suficiente, especialmente con inoxidable de alta resistencia, los bordes de la cavidad se pulen. Luego se redondean. Micras al principio. Luego, medibles.
No lo verás a simple vista. Lo verás en las piezas. Empiezan a salir ligeramente abiertas. No totalmente incorrectas. Solo desviadas.
Recuerda, en este sistema el ángulo vive en el acero de la matriz. Si la cara de sobrecurvatura se desgasta de 88° hacia 89°, acabas de reducir tu compensación de recuperación elástica incorporada. La prensa sigue llegando al mismo tope. La curva de carga sigue pareciendo sana. Pero la geometría ha cambiado.
Ese es el lado oscuro de “la herramienta es la matemática”. La matemática puede erosionarse.
El desgaste también cambia el comportamiento de fricción. Las paredes pulidas pueden reducir el arrastre, permitiendo un poco más de arrastre antes del asiento completo. Eso vuelve a modificar la distribución de deformación, desplazando tu K-factor efectivo sin que nadie toque un número en el controlador.
El doblado al aire tolera algo de desgaste en la herramienta porque el ángulo depende de la profundidad. El conformado de encastre moldeado es menos tolerante. Necesitas intervalos de inspección de desgaste vinculados al número de golpes y al tipo de material. Mide periódicamente el ángulo de la cavidad. Marca las caras con azul y verifica los patrones de contacto. Trata el reafilado como un cambio dimensional que requiere revalidar los patrones planos, no solo como una tarea de mantenimiento.
Si la herramienta posee la precisión, entonces la vida útil de la herramienta, el control del espesor entrante y la disciplina del grano no son cuestiones secundarias. Son el proceso.
Y eso plantea la pregunta más grande que toda planta enfrenta tarde o temprano: ¿vale la pena este nivel de control —sobre el material, la herramienta y la inspección— por lo que promete la precisión del encastre moldeado?
Estás haciendo la pregunta correcta: ¿todo este control previo y posterior vale la pena?
Aquí está la parte que no es obvia. En el trabajo con tang moldeado, no estás comprando ángulos más cerrados — estás comprando el derecho a dejar de ajustarlos.
En el doblado al aire, vives frente a la pantalla. ¿La pieza sale a 91° en lugar de 90°? Ajusta la profundidad. ¿Bobina diferente? Haz una corrección. Estás conduciendo un remolque suelto con el volante, corrigiendo cada vaivén. Eso funciona porque el ángulo es una función de la penetración y del retorno elástico. En el doblado al aire, el retorno elástico es en gran parte función del radio interior, la resistencia del material y la profundidad de penetración. Tú controlas la penetración. Así que controlas el ángulo.
El utillaje de tang moldeado te arranca ese volante de las manos.
La cavidad es el ángulo. El tope es la profundidad. La sobre-flexión está mecanizada. Si la herramienta se cortó a 88° para que la pieza regrese a 90°, esa decisión queda congelada en acero. Cuando funciona, funciona sin necesidad de vigilancia. Cuando no, no haces ajustes — rediseñas. Ese es el cambio mental que la mayoría de los talleres nunca adoptan por completo.
Así que la verdadera pregunta no es “¿Es más preciso?” sino “¿Quiero la precisión incorporada en el acero en lugar de ajustada a las 10:37 a.m. por quien esté en turno?”
Perseguir ángulos es reactivo. Diseñar doblados es proactivo.
Cuando persigues, estás respondiendo a lo que salió de la prensa hace cinco minutos. Cuando diseñas, decides — antes incluso de cortar la herramienta — qué hará el eje neutro, dónde se adelgazarán los materiales, cómo reaccionará la fibra en un radio fijo. Eso significa que tu factor K ya no es un número de manual. Es una constante específica de la geometría ligada a esa cavidad.
Y ahí es donde la mayoría de los talleres tropieza.
Cortan una herramienta de tang moldeado basada en un espesor nominal y un factor K “típico”, y luego esperan que el controlador pueda corregir lo que esté fuera de especificación. No puede. He visto esto arruinar una producción de $50k. Una vez que la cavidad está mal, cada golpe está consistentemente mal. Hermosamente mal.
Verificación de la realidad: si tu fabricante de herramientas omite verificar el diámetro del cortador antes de terminar la cavidad, o si tu tolerancia de rectificado se desliza de verdadera alta precisión a “suficientemente cerca”, has incorporado un error en lo único que define el ángulo. No lo podrás ajustar después. A la herramienta no le importa lo que diga el controlador.
Entonces, diseñar doblados significa reunir control del material, tolerancia de fabricación de herramientas y cálculo de patrón plano en la misma sala antes de cortar el acero. Es más lento al principio. Es implacable. Y obliga a una pregunta diferente — ¿cuándo se justifica ese dolor?
Aquí está la prueba que doy a los clientes.
Primero: volumen. Si produces unos cientos de piezas al año, el utillaje de tang moldeado es como comprar un motor de carreras para una furgoneta de reparto. No amortizarás la disciplina que exige.
Segundo: acumulación de tolerancias. Si el ángulo del tang controla una holgura de soldadura posterior, compresión de sellado o ventana de ensamblaje robótico, y actualmente estás gastando mano de obra ajustando ángulos y clasificando piezas, entonces la geometría fija empieza a tener sentido. No estás pagando por el ángulo. Estás pagando para eliminar el trabajo de ajuste y la deriva de variación.
Tercero: estabilidad del diseño. El utillaje rígido sobresale cuando el plano está definido. Si ingeniería todavía está “buscando el ángulo correcto”, el tang moldeado es el campo de batalla equivocado. Los cambios después no significan un nuevo programa. Significan nuevo acero.
Hay otra capa que la mayoría no nota: madurez de la cadena de suministro. Si no puedes garantizar bandas de espesor más estrechas que las toleradas por el doblado al aire, si no puedes fijar la dirección de la fibra en las piezas en bruto, si tu proveedor de herramientas no puede mantener la clase de rectificado que especificaste, entonces la herramienta en realidad no “posee” la precisión. La variabilidad simplemente se trasladó a un lugar que no puedes ver.
Entonces, ¿está justificada la carga? Solo cuando el proceso alrededor de la herramienta está lo suficientemente maduro como para que la geometría pueda realmente cumplir su función.
Eso lleva a la recompensa — ¿qué pasa cuando sí lo está?
Cuando el moldeado de herramientas con tang está bien hecho, sucede algo interesante.
Tu prensa de plegar deja de ser una estación de ajuste y se convierte en una máquina de replicación.
En lugar de programas con correcciones de ángulo por lote de material, construyes una biblioteca de juegos de herramientas vinculados a aleaciones específicas, rangos de espesores y orientaciones de grano. Herramienta A con Material X a 0,125 pulg. y grano paralelo. Herramienta B para la variante de acero inoxidable. Cada una validada, documentada y bloqueada.
Ahora tu factor K no es teórico. Es empírico y está fijado a esa cavidad. Tu recuperación elástica no es un ajuste; es un sobrepliegue mecanizado. Tu operador no está persiguiéndose — está cargando piezas en una cuna mecanizada que dicta el resultado.
Esa es la nueva perspectiva que quiero que mantengas: la precisión del tang moldeado no se trata de exprimir números más ajustados con la misma mentalidad. Se trata de trasladar la precisión aguas arriba hacia el diseño y las herramientas, de modo que el trabajo de la máquina se vuelva consistentemente aburrido.
El doblado al aire te enseña a pensar en correcciones.
El moldeado con tang te obliga a pensar en compromisos.
Y una vez que aceptas que el compromiso está en el acero, no en la pantalla, la pregunta cambia de “¿Puedo ajustar esto?” a “¿Lo diseñé correctamente?”


















