

El panel parecía perfecto bajo las luces del taller. Luego el cliente lo colocó bajo una claraboya y las tenues líneas en forma de V aparecieron como huellas dactilares. Todo el pallet rechazado.
Es normalmente cuando alguien agita un folleto de matriz en V de uretano y dice: “Problema resuelto”. Suena limpio. Suena simple. No lo es.
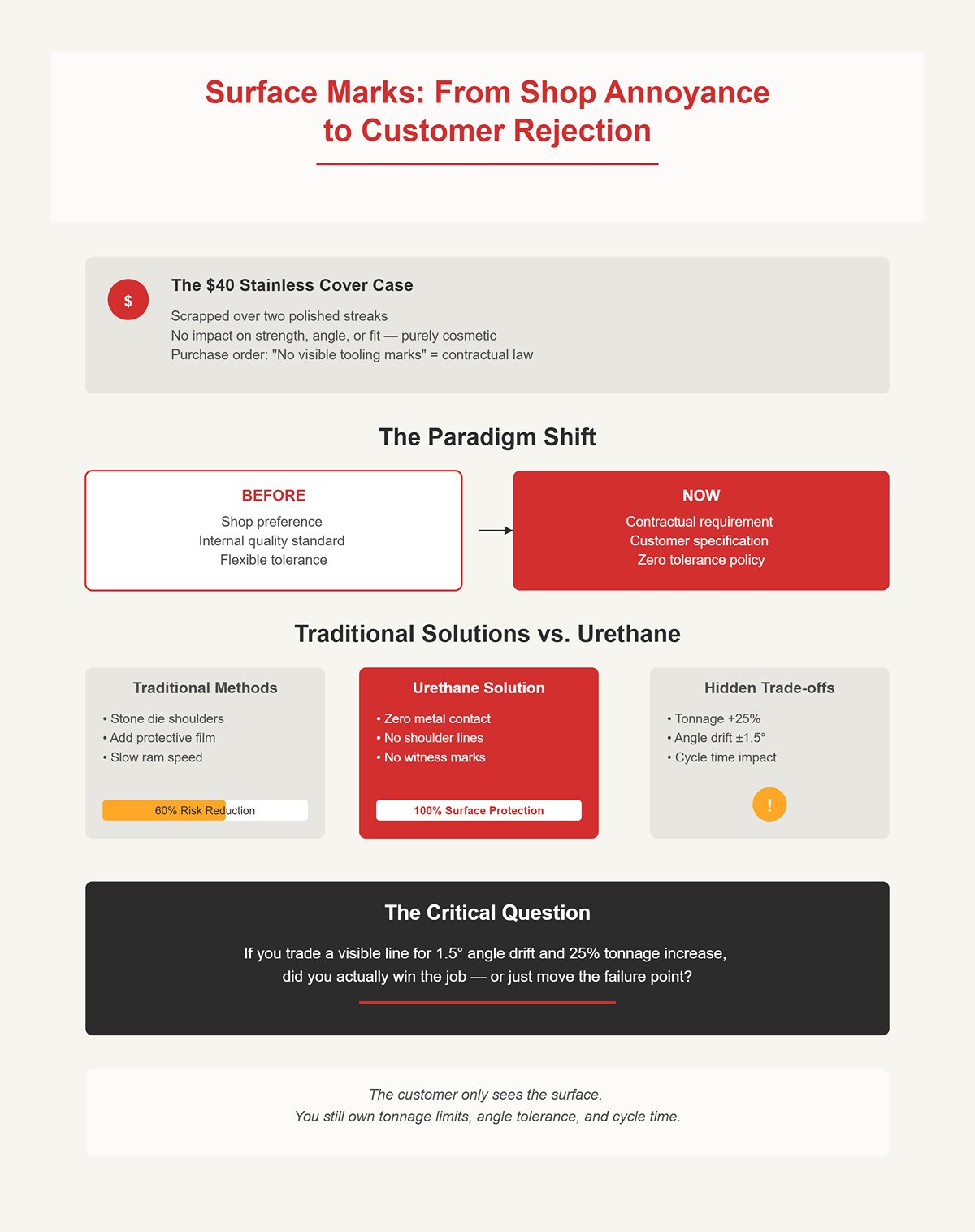
He visto cómo se descartaba una cubierta de acero inoxidable $40 por dos vetas pulidas que no afectaban la resistencia, el ángulo ni el ajuste. Cosmético. Pero la orden de compra decía “sin marcas visibles de herramientas”, y eso es la ley.
Así que ahora el acabado superficial no es una preferencia del taller; es un requisito contractual. Puedes pulir los hombros de la matriz, añadir película, ralentizar el ariete. Sigue siendo arriesgado. El uretano promete cero contacto metal con metal. Sin líneas de hombro. Sin marcas de testigo. Esa parte es real.
Pero aquí está lo que cambia la conversación: el cliente solo ve la superficie. Tú sigues teniendo que cumplir con límites de tonelaje, tolerancia de ángulo y tiempo de ciclo. Si cambias una línea visible por una desviación de ángulo de 1,5° y un aumento de tonelaje de 25%, ¿realmente ganaste el trabajo o simplemente moviste el punto de fallo?

Un ingeniero junior dirá: “Sigue siendo una matriz en V. Misma abertura. Mismo descuento de doblado. Simplemente la colocamos.”
En el papel, quizá. En el taller, no.
Matriz en V de acero: hombros rígidos, geometría fija. Calculas el tonelaje a partir de una tabla estándar de doblado al aire y estás dentro de unos pocos puntos porcentuales si tu certificado de material es honesto. Matriz en V de uretano: la lámina se hunde en una almohadilla compresible antes de formar un ángulo verdadero. Parte de la fuerza del ariete va a doblar el metal. Parte a comprimir el caucho. Ese es el impuesto de tonelaje.
He visto trabajos que corrían a 60 toneladas en acero acercarse a 75 cuando se cambiaron a uretano en el mismo acero dulce de 3 mm. Ese es un salto de 25%. En una prensa de 100 toneladas, es la diferencia entre estar cómodo y sudar sobre las válvulas de alivio. ¿Estás presupuestando ese margen, sí o no?
Normalmente ocurre en la tercera pieza.
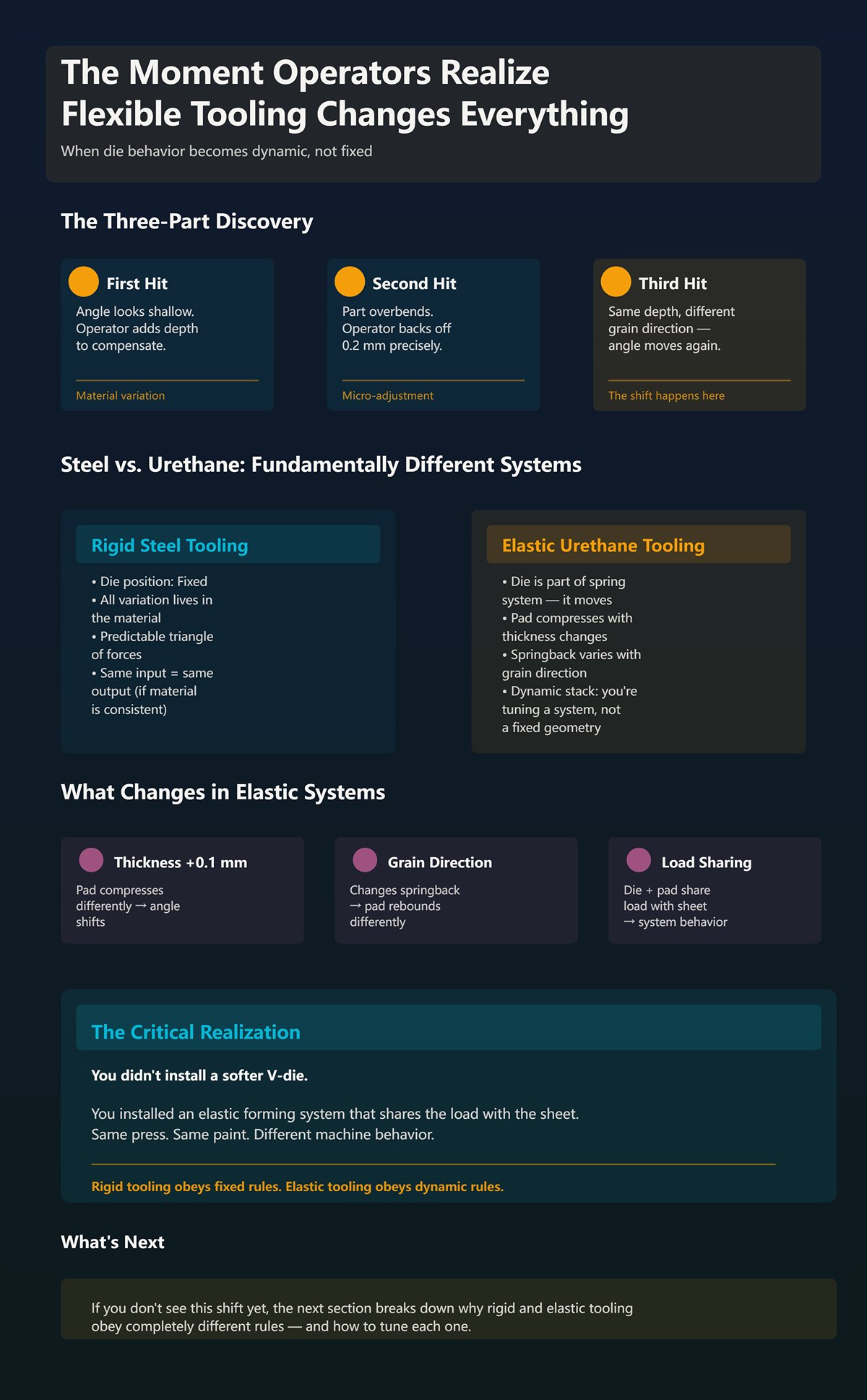
Primer golpe: el ángulo parece poco profundo. El operador añade profundidad. Segundo golpe: sobre doblado. Retrocede 0,2 mm. Tercera pieza, misma profundidad, diferente dirección de grano: el ángulo cambia de nuevo.
Con acero, la matriz no se mueve. Toda variación vive en el material. Con uretano, la matriz es parte del sistema de resorte. El grosor aumenta 0,1 mm? La almohadilla se comprime de forma diferente. La dirección del grano cambia la recuperación elástica? La almohadilla rebota de forma diferente. Ahora estás ajustando un conjunto dinámico, no un triángulo fijo.
Ese es el cambio que necesitas hacer: no instalaste una matriz en V más blanda. Instalaste un sistema de conformado elástico que comparte la carga con la lámina. Misma prensa. Misma pintura. Diferente comportamiento de máquina.
Si aún no lo ves, la siguiente sección es donde analizamos por qué las herramientas rígidas y las elásticas obedecen reglas completamente diferentes.
Toma un trabajo simple: acero dulce de 3 mm, apertura en V de 8× el espesor del material, doblado en aire a 90°. En una matriz de acero, el punzón baja, la chapa contacta dos hombros rígidos, y la matriz no se mueve. Cero deflexión medible en la herramienta. Toda la geometría está fija en acero, y toda la deformación está en la chapa.
Ahora sustituye por una almohadilla en V de poliuretano con la misma apertura nominal. El primer contacto no es chapa contra hombro. Es chapa contra bloque elástico. Antes de que el metal fluya a aproximadamente 250 MPa, el poliuretano comienza a comprimirse. Así que parte de tu recorrido de prensa se dedica a doblar el acero, y parte a aplastar el polímero. Dos curvas tensión–deformación diferentes superpuestas en el mismo sistema.
Ese único hecho reescribe tu hoja de configuración.
En el doblado en aire con acero, el radio interior sigue la apertura en V. Al estrechar la V, el tonelaje aumenta exponencialmente; al ampliarla, el tonelaje disminuye. La geometría de la matriz gobierna el doblado. Con poliuretano, la “apertura en V” ya no está fija bajo carga. Se deforma. Los hombros se separan microscópicamente, la zona de contacto crece, y la chapa se hunde más antes de que se desarrolle el verdadero momento de doblado. La relación entre la apertura y el radio interior se vuelve dependiente de la carga en lugar de puramente geométrica.
Ya no estás simplemente seleccionando un ancho de matriz. Estás seleccionando cuánto se permite que la matriz se mueva bajo la fuerza. ¿Estás teniendo en cuenta ese desplazamiento en tu deducción de doblado, sí o no?
He visto un trabajo que necesitaba 60 toneladas en una matriz en V de acero subir a 75 toneladas con poliuretano en la misma prensa. Mismo material. Mismo espesor. Mismo ángulo. Eso es un aumento del 25%. No porque el acero se haya vuelto más fuerte, sino porque los primeros 10–20% de tu recorrido se dedican a comprimir la almohadilla antes de que se desarrolle la tensión completa de doblado en la chapa.
Ese es el impuesto de tonelaje.
En herramientas de acero, la matriz resiste inmediatamente. La fuerza del carro se convierte casi directamente en momento de doblado. En poliuretano, la fuerza primero se convierte en energía elástica almacenada en la almohadilla. Solo después de la compresión suficiente, la chapa recibe la misma palanca efectiva. Estás pagando fuerza para mover la matriz fuera del camino antes de poder mover el metal.
Y esa energía almacenada no desaparece. Empuja de vuelta. Cuando el punzón se retrae, la almohadilla rebota, añadiendo su propia recuperación elástica al retorno del metal. Ahora la matriz es un resorte activo en el sistema, no un soporte pasivo.
Los operadores sienten esto como inconsistencia. ¿Espesor aumentado en 0,1 mm? La almohadilla se comprime más, cambiando la distribución de presión de contacto. ¿La dirección de la fibra cambia la resistencia a la fluencia? La almohadilla se deforma para adaptarse, alterando dónde se ubica el eje neutro. Con acero, la variación vive principalmente en la chapa. Con poliuretano, la variación vive tanto en la chapa como en la matriz.
Ya no estás luchando contra un solo resorte. Estás luchando contra dos resortes acoplados con diferentes módulos y diferentes curvas de histéresis. ¿De verdad creías que tu antigua tabla de tonelaje aún aplicaba?
Aquí es donde se pone feo. En el doblado en aire con acero, sobre doblas una cantidad predecible—digamos 2° para ese acero dulce—y terminas. La matriz no cambia de forma entre golpes. Si tu certificado de material es honesto, la variación de tu ángulo podría mantenerse dentro de ±0,5° una vez ajustado.
Con poliuretano, el sobre doblado necesario está ligado a cuánto se comprimió la almohadilla en ese golpe. Más compresión significa más energía elástica almacenada. Más energía almacenada significa más rebote cuando el carro se levanta. Así que el sobre doblado no solo compensa el retorno elástico del metal; también compensa el retorno elástico de la herramienta.
Y la compresión depende de la carga.
La carga depende del espesor, de la resistencia a la fluencia, e incluso de ligeras variaciones en el ancho de apertura en V a lo largo de la almohadilla. Debido a que el poliuretano se conforma, “tolera” la variación de espesor deformándose alrededor de ella. Eso suena indulgente en un folleto. En el taller, significa que tu ángulo de doblado varía con cada cambio de bobina porque la matriz está absorbiendo la variación en lugar de resistirla.
Intenta realizar un doblado agudo de 30°. En acero, eliges la V correcta, confirmas el tonelaje y controlas la profundidad. En poliuretano, la alta tensión local puede superar el límite de resistencia de la almohadilla, acelerando el desgaste o forzándote a abrir la V para reducir la tensión. Abrir la V hace que tu radio interior crezca. Ahora tu pieza está fuera de especificación antes de que siquiera discutas sobre el ángulo.
Así que cuando alguien te diga que el poliuretano es solo una solución para una superficie más limpia, pregúntate: ¿estás preparado para calibrar el sobre doblado contra una matriz que cambia de rigidez con cada ciclo de carga, o contabas con la geometría rígida para hacer ese trabajo por ti?
Preguntaste cómo calcular el tonelaje y el sobrecurvado cuando el dado mismo se mueve bajo carga.
Comienza con un trabajo real. Acero dulce de 1 mm, abertura en V de 6 mm, doblado al aire de 90°. En un dado de acero en V, podrías necesitar aproximadamente 8–10 toneladas por metro. Tu prensa de 100 toneladas lo maneja sin esfuerzo. Ahora reemplaza con una almohadilla en V de poliuretano comercializada como “reemplazo directo”. Misma chapa. Mismo ángulo. La máquina sube a 35–45 toneladas antes de que el ángulo siquiera comience a cerrarse.
Nada cambió en el metal. Las 25–35 toneladas adicionales se fueron a la almohadilla.
Ese es el impuesto de tonelaje. No lo pagas una vez. Lo pagas en cada golpe, y sale directamente de tu capacidad disponible de la prensa. Si tu configuración de acero requería 40 toneladas, espera 55 a 80 toneladas con poliuretano antes de que veas comenzar el mismo doblado. Si tu prensa estaba funcionando a capacidad 70% antes, ahora la empujaste al límite. ¿Sigues llamando a eso una mejora estética?
Hablemos de mecanismo, no de marketing.
El poliuretano se comporta como un resorte no lineal. Al inicio del golpe, su módulo es bajo. A medida que aumenta la deformación, la rigidez efectiva sube bruscamente. Eso significa que los primeros milímetros de recorrido del ariete se dedican principalmente a comprimir el polímero, no a doblar el acero. La chapa no recibe el momento de doblado completo hasta que la almohadilla se ha compactado lo suficiente como para comportarse de forma semi-rígida.
Los fabricantes admiten discretamente el multiplicador: 3× es común. En condiciones de V más estrechas, 4× a 6× no es raro. He visto un trabajo de acero de 60 toneladas superar las 75 toneladas con poliuretano en la misma máquina. Ese es un multiplicador de 1,25× en un caso moderado. En geometrías más cerradas, lo he visto acercarse a 2× y más.
¿Por qué?
Porque la almohadilla resiste la compresión uniforme. Bajo la punta del punzón, se alarga lateralmente mientras se aplasta verticalmente. Estás superando el esfuerzo cortante interno en el polímero antes de estar formando la chapa. La fuerza que calculas con las fórmulas estándar de doblado al aire solo considera la fluencia del metal. El poliuretano añade una segunda curva de esfuerzo–deformación en serie.
Así que tu cálculo práctico se convierte en:
Tonalaje en acero × multiplicador de poliuretano (1,3–2,0 conservador, 3,0+ en escenarios con V estrecha o dureza mayor) = tonalaje requerido de la máquina.
Y eso es antes de contar la carga descentrada. Una prensa de 100 toneladas sobre 120 pulgadas podría estar limitada a aproximadamente 1,3–1,4 toneladas por pulgada a lo largo de la línea central. El poliuretano no carga limpiamente en dos hombros; distribuye la presión de manera impredecible. Los puntos calientes locales pueden superar los límites de la línea central incluso cuando el tonelaje total parece “seguro”.”
Crees que tu prensa está clasificada para 100 toneladas. ¿Está clasificada para 100 toneladas distribuidas a través de un bloque de goma en compresión, sí o no?
Observa el indicador de posición del ariete durante el primer artículo.
Con herramientas de acero, el cambio de ángulo sigue la profundidad del ariete casi de inmediato. Con poliuretano, puedes recorrer de 1 a 3 mm antes de que el ángulo se mueva de forma significativa. Ese recorrido se almacena como energía de deformación en la almohadilla. La máquina está trabajando. La chapa aún no se dobla.
Ese recorrido perdido es la penalización por desplazamiento.
En una prensa plegadora hidráulica, la fuerza aumenta con la penetración. Si 20% de tu recorrido se gasta solo compactando el poliuretano, entonces una parte de tu curva de fuerza disponible se consume antes de que comience el doblado efectivo. Tu prensa podría alcanzar su límite de presión antes en el recorrido, limitando lo que queda para el doblado real.
Peor aún, esa energía almacenada regresa. Al retraer el ariete, la almohadilla rebota. Ahora estás restando el retroceso de la almohadilla de tu corrección de ángulo. Cuanto más la comprimiste—es decir, cuanto más tonelaje pagaste—más empuja de vuelta.
Así que parte de la capacidad nominal de tu máquina nunca llega al metal de forma útil. Está ocupada comprimiendo y liberando el polímero como un amortiguador.
Si tu prensa estaba al límite en un trabajo de acero de 3 mm y 10 pies, ¿qué pasa cuando 15–30% de su recorrido y curva de fuerza se consumen por la compresión de la almohadilla?
Ahora toma acero dulce de 4 mm. Misma almohadilla de poliuretano clasificada para “calibre ligero a medio”. Comienzas la curva. La tonelada sube rápidamente, mucho más rápido de lo que tu tabla de acero predijo. La almohadilla se está acercando a su límite de compresión. Sus celdas están colapsando. Deja de comportarse como una matriz flexible y comienza a actuar como un bloque denso.
En ese punto, ocurren dos cosas.
Primero, el multiplicador se dispara. Lo que era 1,5× a 1 mm de espesor se convierte en 2× o 3× a medida que te aproximas al límite de tensión de la almohadilla. Segundo, la presión de contacto se localiza. En lugar de distribuir la carga suavemente, el poliuretano semi-compactado transmite la fuerza más directamente, y tu solución “sin marcas” empieza a dejar huella si hay residuos o inclusiones duras.
Ese es tu techo de calibre. No el “hasta 6 mm” del folleto. El techo real es donde la compresión necesaria para lograr el ángulo se aproxima al límite elástico de la almohadilla. Más allá de eso, básicamente estás llevando al fondo un bloque de caucho con una prensa hidráulica.
Las barras de deflexión y las almohadillas personalizadas pueden empujar ese techo hacia arriba. Puedes ajustar el durómetro y el espesor para reducir el multiplicador en un trabajo específico. Pero eso es diseñar un sistema alrededor del impuesto, no eliminarlo.
Así que, antes de especificar poliuretano para ese panel de acero inoxidable de 5 mm porque la orden de compra decía “sin marcas visibles de herramientas” y esa es la norma, responde esto: ¿tu prensa tiene el margen adicional de 30–80% de tonelaje para pagar el impuesto sin ahogarse en el siguiente trabajo del programa?
Quieres saber antes del montaje si el trabajo y la prensa tienen suficiente margen real para poliuretano.
Así es como lo verifico en el taller. Tomo el tonelaje de doblado al aire del acero desde la tabla, lo multiplico por 1,5 como factor conservador de poliuretano y luego miro dos números: el tonelaje disponible de la máquina a la longitud de trabajo y la tolerancia de la pieza. Si el tonelaje multiplicado lleva la prensa más allá del 80% de su capacidad nominal en el centro, y el plano exige ±0,5° o más estrecho, ya sé que estamos operando sin margen de seguridad. Eso antes de hablar del desgaste.
Porque el verdadero problema no es solo la fuerza máxima. Es que la matriz elástica convierte un problema de geometría rígida en un objetivo móvil con el tiempo.
Las matrices de acero te dan un cambio abrupto: si se astillan, lo verás inmediatamente. El poliuretano te da una pendiente. Pierdes una décima aquí, dos décimas allá, hasta que tu hoja de inspección en silencio se pone en rojo. Paleta entera rechazada. No cambiaste el programa. La almohadilla cambió bajo tus pies.
Esa es la curva de degradación a la que te estás comprometiendo.
Imagina un soporte de acero inoxidable 304 de 3 mm, geometría equivalente a 8×V, doblez de 90°, tolerancia de ±0,5°. Con una matriz de acero, podrías sobrecurvar 1,5–2° para contrarrestar el retorno elástico del material y ajustarlo después de dos golpes. Una vez establecido, el cambio de ángulo sigue la profundidad del ariete de forma precisa porque la matriz no se mueve.
Ahora pon una almohadilla de poliuretano 90A debajo.
Primero, la almohadilla se comprime 1–3 mm antes de que la lámina reciba el momento de doblado completo. Luego la lámina fluye. Después, al retraer, la lámina regresa. Y la almohadilla también. Dos sistemas elásticos en serie.
Si el inoxidable quiere recuperar 1,8°, y el rebote de la almohadilla descarga efectivamente otra fracción de grado dependiendo de cuánto la comprimiste, tu número de compensación ya no está ligado solo al metal. Está ligado a la deformación de la almohadilla. Cambia el espesor del lote en 0,1 mm y cambias la compresión de la almohadilla. Cambia la temperatura de la almohadilla en una corrida larga y cambias el módulo. La suma de regresos elásticos se desplaza.
Algunos proveedores te dirán que el poliuretano “reduce el error de retorno elástico”. En material delgado y blando con poca penetración, eso puede ser cierto porque la almohadilla mantiene un contacto más amplio y puede estabilizar el radio. Lo he visto ayudar en aluminio pintado de 1 mm donde la V de acero era demasiado ancha y el radio fluctuaba.
Pero al aplicar más presión sobre material más duro, mayor penetración o ángulos más cerrados, la rigidez variable de la almohadilla se convierte en la variable dominante. Cuanta más tonelada aplicas, más energía almacenas, y más participa ese rebote en el ángulo final. Ya no solo estás compensando el metal; estás compensando la fatiga del polímero que evoluciona con cada ciclo.
¿Estás preparado para tratar tu matriz como un resorte consumible con una constante de rigidez cambiante, sí o no?
Astilla un hombro en V de acero y verás una línea en la pieza en el siguiente golpe. Es binario. Bien. Luego mal.
La urethana no falla así.
Imagina una corrida hipotética: 5,000 marcos de puertas de gabinete en acero inoxidable precepillado, tolerancia de ±0,7°, funcionando a 60 golpes por hora. El día uno, ajustas a 91,6° programados para obtener 90,0° terminados. Para la pieza 2,000, ajustas a 91,8°. Para la pieza 4,000, a 92,1°. Nadie entra en pánico porque cada ajuste es pequeño. Pero la almohadilla ha sufrido una deformación por compresión: deformación permanente por tensión repetida. Su altura y rigidez efectivas han cambiado.
No encontrarás una curva publicada y ordenada que diga “la urethana pierde X% de rigidez a los 10,000 ciclos”. Ese es exactamente el problema. La fatiga depende de la carga, la dureza y la temperatura. Las almohadillas más duras resisten las marcas pero sufren mayor tensión interna. Las más blandas protegen el acabado pero se comprimen más y se calientan más rápido.
He visto una cubierta de acero inoxidable $40 ser desechada por dos rayas pulidas que no afectaron resistencia, ángulo ni ajuste. La superficie era la ley. Pero también he visto la deriva del ángulo comerse la producción de una mañana porque la almohadilla que era “constante” en la pieza 1 no era la misma herramienta en la pieza 3,000.
Con el acero, tu gráfico de control salta cuando algo se rompe. Con la urethana, se inclina. ¿Tienes un SPC lo suficientemente ajustado como para detectar una deriva de 0,2° antes que tu cliente?
| Tema | Detalles |
|---|---|
| Título | Astillado catastrófico vs. fatiga invisible: seguimiento de la caída de precisión a lo largo de 10,000 ciclos |
| Modo de falla del acero | Astilla un hombro en V de acero y verás una línea en la pieza en el siguiente golpe. Es binario. Bien. Luego mal. |
| Modo de falla de la urethana | La urethana no falla así. |
| Corrida de producción hipotética | Imagina una corrida hipotética: 5,000 marcos de puertas de gabinete en acero inoxidable precepillado, tolerancia de ±0,7°, funcionando a 60 golpes por hora. El día uno, ajustas a 91,6° programados para obtener 90,0° terminados. Para la pieza 2,000, ajustas a 91,8°. Para la pieza 4,000, a 92,1°. Nadie entra en pánico porque cada ajuste es pequeño. Pero la almohadilla ha sufrido una deformación por compresión: deformación permanente por tensión repetida. Su altura y rigidez efectivas han cambiado. |
| Falta de datos de fatiga predecibles | No encontrarás una curva publicada y ordenada que diga “la urethana pierde X% de rigidez a los 10,000 ciclos”. Ese es exactamente el problema. La fatiga depende de la carga, la dureza y la temperatura. Las almohadillas más duras resisten las marcas pero sufren mayor tensión interna. Las más blandas protegen el acabado pero se comprimen más y se calientan más rápido. |
| Consecuencias en el mundo real | He visto una cubierta de acero inoxidable $40 ser desechada por dos rayas pulidas que no afectaron resistencia, ángulo ni ajuste. La superficie era la ley. Pero también he visto la deriva del ángulo comerse la producción de una mañana porque la almohadilla que era “constante” en la pieza 1 no era la misma herramienta en la pieza 3,000. |
| SPC y deriva | Con el acero, tu gráfico de control salta cuando algo se rompe. Con la urethana, se inclina. ¿Tienes un SPC lo suficientemente ajustado como para detectar una deriva de 0,2° antes que tu cliente? |
Una almohadilla de urethana podría costar menos al inicio que un juego segmentado en V rectificado con precisión. Ese es el titular del folleto.
Ahora haz las cuentas como lo hace un taller. Supón que un juego de matrices de acero aguanta 100,000 golpes antes de rectificar, y el ángulo se mantiene dentro de ±0,3° con una corrección mínima. Tu almohadilla de urethana, en un trabajo de carga media sobre acero inoxidable, empieza a necesitar cambios de compensación de ángulo cada pocos miles de golpes y es dimensionalmente poco confiable, digamos, entre los 15,000–20,000 golpes. No te estoy dando un número universal—porque no lo hay—pero ese rango no es fantasía en talleres reales.
Cada almohadilla de reemplazo es otra orden de compra. Cada recalificación a mitad de corrida es tiempo del operador. Cada deriva de ángulo es trabajo de inspección y posible desperdicio. Y recuerda el impuesto de tonelaje: si ya estás operando al 85–90% de la capacidad de la máquina, estás acelerando el desgaste del propio freno—hidráulica, sistema de coronado, guías del ariete.
Ese es un gasto recurrente, no una decisión de herramienta de una sola vez.
Si el trabajo es crítico en cuanto a estética, de bajo volumen y se encuentra bien dentro del margen real de capacidad de tu máquina, el poliuretano puede ser la opción correcta. Perfección superficial a cambio de un costo predecible de consumibles. Bien.
Pero si estás cerca de tu límite de tonelaje, manteniendo ángulos ajustados y planeando largas tiradas de producción, no estás comprando una solución contra rayaduras. Estás comprometiéndote a un sobrecosto de fuerza, deriva de ángulo y un ciclo de reemplazo que necesitas presupuestar como el aceite de corte.
Entonces, cuando calculas el precio del trabajo, ¿estás considerando la almohadilla como un elemento de desgaste con una curva de rigidez decreciente, o aún finges que es solo una matriz en V blanda?
Aquí está la pregunta que realmente estás haciendo: si el poliuretano es un resorte consumible con un impuesto de tonelaje incluido, ¿hay una forma más barata de eliminar las rayaduras sin reescribir tu tabla de capacidad?
Empieza con la limitación. Las matrices de acero marcan porque el acero es más duro que tu pieza, y cada pequeña incrustación, rebaba o desgaste del hombro se transmite a la superficie bajo carga. Esa presión de contacto es real. En una apertura en V estrecha, concentras la fuerza a lo largo de dos líneas. Pero la matriz misma no se mueve. No hay asentamiento por compresión. No hay deriva del módulo. La geometría permanece.
Ahora coloca una película sacrificable sobre ese acero: cinta de poliuretano, Mylar, lo que sea que tu proveedor te venda en rollos.
Has insertado un amortiguador delgado y reemplazable sin convertir toda la herramienta inferior en una esponja.
La película se deforma unas décimas. Distribuye ligeramente el contacto. Absorbe la impresión de pequeños residuos. Pero tu trayectoria de carga sigue siendo acero–carnero–estructura. Tu tabla de tonelaje no cambia. Tu cálculo de coronado no cambia. Tu compensación de ángulo sigue registrando la recuperación del metal, no el rebote del polímero.
Eso importa.
Si una tira de película $20 elimina el 80 por ciento de tus marcas y no te cuesta tonelaje adicional, no solo resolviste la estética—evitaste el impuesto recurrente de compresión de la almohadilla, deriva y reemplazo. ¿La película se desgasta? La retiras. La matriz debajo no ha cambiado su altura, rigidez ni memoria.
Así que no, la película no vuelve obsoleto al poliuretano.
Pero te obliga a justificar por qué estás pagando por una inmunidad contra rayaduras del 100 por ciento en lugar del 80.
Hablemos de lo que realmente consume tiempo en el taller.
Encintar una matriz es molesto. Limpias los hombros, colocas la tira recta, la recortas, haces un golpe de prueba y observas si se arruga. En una tirada corta—digamos 200 paneles estéticos—eso son diez minutos extra. Quizás quince si el operador es novato. Cuando la cinta se desgasta, la vuelves a colocar. Es un trabajo delicado.
Pero el primer ángulo de doblado que alcanzas es el mismo que siempre has alcanzado.
Ajustar un bloque de poliuretano es un asunto diferente. No solo estás protegiendo una superficie; estás estableciendo una nueva relación carga–deformación. Los primeros golpes son más suaves de lo que piensas. Aumentas la penetración. La almohadilla se comprime más de lo previsto. Ahora estás persiguiendo el ángulo porque tanto el metal como la almohadilla están recuperándose. En material más grueso, puede que descubras que necesitas entre un 20 y un 30 por ciento más de fuerza en comparación con la configuración equivalente en acero en V, dependiendo de lo profundo que conduzcas la almohadilla.
Eso no es charla de folleto. Eso es presión en el cilindro.
Y si estás en una prensa de 100 toneladas ya trabajando a 75–80 toneladas con acero, no tienes un 30 por ciento en tu bolsillo de reserva. Lo estás tomando del margen de seguridad. De los sellos. De las guías.
Entonces, ¿qué fricción de montaje prefieres: diez minutos con un rollo de cinta, o media hora de cambios iterativos de profundidad más una reducción permanente en el tonelaje disponible?
Responda eso teniendo en cuenta la placa de características de su máquina.
Aquí es donde el folleto se queda en silencio.
Porque a veces el ochenta por ciento no es suficiente. He visto rechazar todo un pallet por líneas de troquel apenas visibles que había que inclinar bajo la luz para ver. Pero la orden de compra decía “sin marcas de herramientas visibles”, y esa es la ley. En ese mundo—acero inoxidable arquitectónico, carcasas de electrodomésticos, paneles preacabados—la diferencia entre “mayormente limpio” y “quirúrgicamente limpio” es la diferencia entre pagado y no pagado.
Ahí es cuando el poliuretano se gana su lugar.
Bajo volumen. Amplio margen de capacidad. Ángulos moderados. Material que de otro modo marcaría cada imperfección del hombro. Trabajos donde la superficie es contractualmente la prioridad y se puede permitir tratar la almohadilla como consumible, presupuestada por corrida.
Pero si está doblando acero inoxidable de 3 mm a ±0,5° en más de 5 000 piezas y ya está controlando la deriva en acero, añadir una capa elástica bajo la pieza no es un ajuste estético. Es un cambio estructural en su proceso. Pagará en sobrecarga de fuerza, en control de ángulo y en frecuencia de reemplazo.
Así que aquí está la forma limpia de plantearlo.
Película sobre acero: pequeña molestia recurrente, cambio físico mínimo, alivio estético parcial.
Almohadilla de poliuretano macizo: protección estética casi total, más un impuesto de tonelaje constante y un resorte que se degrada con cada golpe.
Si el trabajo realmente exige cero marcas visibles y su máquina tiene un 30 % de capacidad libre, el poliuretano es la opción correcta. Si está cerca de su límite de tonelaje o manteniendo tolerancias angulares estrictas en producciones largas, acero más película puede ser el compromiso más inteligente.
¿Está comprando seguro de superficie, o está reescribiendo la física de su proceso por un problema que una cinta podría haber resuelto?
La limitación es simple: su prensa tiene una placa de características, y no le importan los folletos.
Antes de comprometerse con poliuretano, haga este cálculo a lápiz. Tome el tonelaje conocido de su configuración en acero para el trabajo —no el valor de la tabla, sino el número que realmente ve en la pantalla a profundidad—. Multiplíquelo por 1,25 como punto de partida conservador. Si está doblando cerca del límite de trabajo de la almohadilla o persiguiendo ángulos cerrados, use 1,30. Esa es su estimación de impuesto de tonelaje.
Ahora mire su máquina. Si ese nuevo número lo empuja por encima del 80 % de la capacidad nominal, no está comprando protección de superficie: está gastando margen de seguridad, vida de sellos y deflexión del bastidor. Si lo mantiene por debajo del 70 % con espacio para golpes de corrección, al menos tiene el margen mecánico.
Esa es la primera compuerta. Capacidad.
La segunda es la estabilidad del ángulo. Pregúntese: ¿cuál es la tolerancia angular en el plano, y cuántas piezas hay en la corrida? Si está manteniendo ±1,5° en 300 cubiertas estéticas, puede supervisarlo. Si está manteniendo ±0,5° en 5 000 piezas, acaba de comprometerse a luchar contra un resorte cambiante durante tres turnos.
Así que la prueba de fuego no es “¿evita el poliuretano los rayones?” Es esta: después de añadir un 25–30 % a su tonelaje real y aceptar la deriva elástica, ¿todavía le queda margen de capacidad y tolerancia sobrante —sí o no?
No puedes servir a dos amos cuando uno de ellos se mueve bajo carga.
El acero te da geometría. El radio interior sigue la apertura en V — aproximadamente un 16–17 por ciento de la apertura en acero dulce — y una vez que ajustas la profundidad, se repite. La urethana te da tolerancia en el contacto, pero el radio se forma en parte por el desplazamiento de la almohadilla, no solo por la geometría en V. Cambia la penetración unas décimas, y cambias tanto el ángulo como el radio efectivo.
Eso significa que cuando la cosmética y la tolerancia chocan, debes jerarquizarlas.
He visto rechazar un pallet entero por unas líneas tenues de matriz que había que inclinar bajo la luz para verlas. Pero la orden de compra decía “sin marcas visibles de herramienta”, y esa es la ley. En ese caso, ±1° era aceptable, y la superficie pagó la factura. Ganó la cosmética.
Voltea el escenario. Recinto ajustado, ±0,5°, acoplándose a un marco cortado con láser. A nadie le importa una ligera línea de testigo dentro del doblez. El ajuste es el rey. En esa jerarquía, gana la tolerancia, y la urethana se convierte en una desventaja porque su elasticidad trabaja en contra de la previsibilidad angular.
Así que cuando entren en conflicto — y lo harán — ¿cuál es el que te paga?
La limitación aquí es la vida útil de la almohadilla.
La urethana es un resorte consumible. Cada golpe la comprime, la calienta y la acerca un poco más a la deformación permanente. En aluminio delgado pre-pintado o acero inoxidable #4 de menos de 2 mm, el impuesto de tonelaje es manejable porque la fuerza base ya es baja de por sí. Suma un 25 por ciento a un número pequeño, y tu prensa casi ni lo siente.
En tiradas cortas de tipo cosmético — 100, 300, tal vez 800 piezas — puedes tratar la almohadilla como un elemento de línea en el presupuesto. Presupuestarla. Cambiarla cuando se ablande. Verificar el ángulo en cada primera pieza de cada lote. La superficie sale limpia, sin hombros marcados, sin sombras de cascarilla. He visto desechar una cubierta de acero inoxidable $40 por dos vetas pulidas que no cambiaban la resistencia, el ángulo ni el ajuste. En ese entorno, la almohadilla se gana su puesto porque la perfección es contractual.
Pero incluso aquí, haz las cuentas primero. Si tu configuración con acero requiere 20 toneladas y la urethana proyecta 26, estás bien en una prensa de 100 toneladas. Si tu configuración con acero requiere 60 y la urethana proyecta 75, y tu máquina está calificada para 80, estás apostando en cada golpe.
¿Tu margen de capacidad absorbe el impuesto sin vivir en la válvula de alivio?
La limitación ahora es la deriva acumulativa.
La placa gruesa multiplica el impuesto de tonelaje porque ya estás muy alto en la curva de carga. Agrega un 30 por ciento a un trabajo de 90 toneladas y no estás ajustando — estás reescribiendo el panorama de esfuerzos de la máquina. Aumenta la deflexión del bastidor. Aumenta la demanda de coronado. Aumenta la compresión en la almohadilla. Todo se acumula.
Luego está la longitud de la tirada. Las matrices de acero, bien mantenidas, son herramientas para toda la vida. Las almohadillas de urethana se degradan. No de forma catastrófica. Gradualmente. El día uno y el día tres no se comportan igual bajo el mismo recorrido. Eso significa que el ajuste de profundidad del doblez se convierte en un objetivo móvil a lo largo de miles de golpes.
En una tirada de 5.000 piezas con ±0,5° de tolerancia, eso no es un seguro de superficie — es una corrección de proceso recurrente. Más comprobaciones. Más ajustes. Más oportunidad para una acumulación de errores que termine en “Pallet entero rechazado”.”
El mantenimiento puede ralentizar la degradación. Guarda las almohadillas planas. Mantenlas limpias. Evita la sobre-penetración. Eso alarga la vida. No elimina la pérdida de módulo. Sigues pagando el impuesto; solo lo distribuyes en más facturas.
Así que aquí tienes el enfoque que quiero que lleves adelante.
Usar urethana no es una elección de herramienta. Es un modelo financiero. Estás aceptando un impuesto de tonelaje recurrente, un impuesto de estabilidad y un impuesto de reemplazo a cambio de superficies impecables. Si la perfección superficial es lo que audita el cliente y la tolerancia angular tiene margen, págalo. Si la tolerancia impulsa el ensamblaje y el margen de capacidad es ajustado, aléjate.
Antes de aprobar la almohadilla, multiplica tu tonelaje real con acero por 1,25, compáralo con el 70–80 por ciento de la capacidad de tu prensa y lee el bloque de tolerancia en el plano. Después de eso, la respuesta no es filosófica.
Está operativo.


















