

Tu nueva prensa plegadora eléctrica funciona sin esfuerzo al doblar una pieza de aluminio de 2 mm con precisión milimétrica... hasta que el trabajo cambia a una robusta placa de acero de 10 mm, y los servomotores se bloquean a mitad del proceso. La producción se detiene, los plazos se retrasan, y la muy promocionada máquina eléctrica “todo en uno” de repente revela sus límites. La realidad es esta: más allá de ciertos valores—capacidad de tonelaje, exigencias de tolerancia o longitud de cama—la física impone restricciones fijas que ningún discurso de marketing puede borrar. Dominar estas restricciones no se trata de preferencias de marca; se trata de seleccionar el único tipo de máquina que realmente pueda manejar tu carga de trabajo a largo plazo.
Las prensas plegadoras eléctricas brillan en escenarios de fuerza media, normalmente alcanzando un máximo entre 150 y 300 toneladas. Una vez que tus requerimientos ascienden al rango de 400–600+ toneladas—piensa en el revestimiento de cascos de barcos o grandes vigas estructurales—ya estás definitivamente en territorio hidráulico. Los sistemas hidráulicos pueden alcanzar sin esfuerzo las 1,000 toneladas gracias a sus diseños basados en cilindros, que multiplican la fuerza sin sufrir los cuellos de botella térmicos que encuentran los servomotores de alto par.
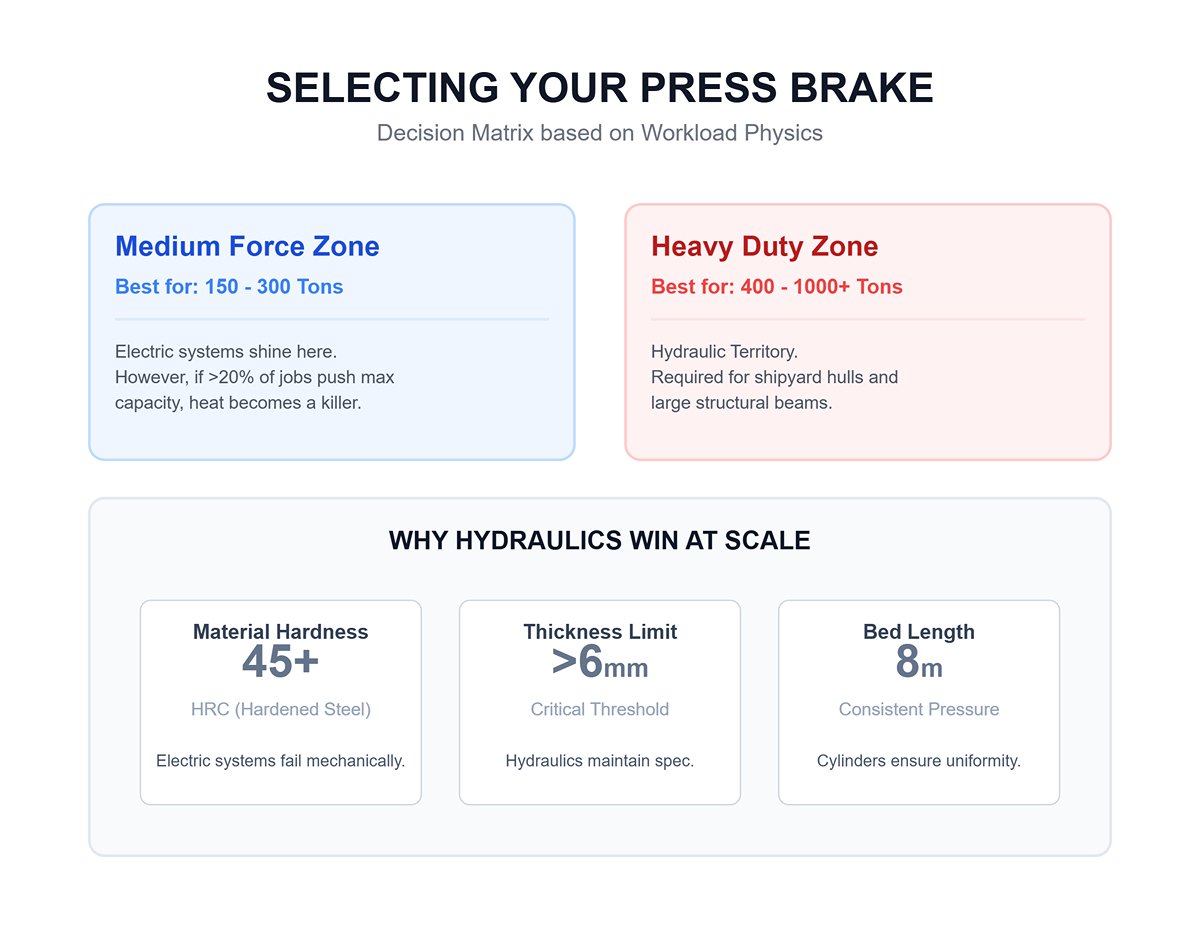
La dureza del material es otro factor decisivo: más allá de los 6 mm de espesor o niveles de dureza en el rango de 45–60 HRC (acero endurecido), los sistemas eléctricos enfrentan una seria tensión mecánica y térmica. En flujos de trabajo donde más de 20 % de los trabajos rozan el límite de tonelaje de la máquina, a menudo se descubre que las ventajas de velocidad de las eléctricas se ven anuladas por paradas debidas al calor. Como resumió un fabricante tras probar ambos tipos: “Las eléctricas se quedaban en alrededor de 300 toneladas—cualquier cosa más gruesa iba directamente a la hidráulica”.”
Las hidráulicas también ofrecen resultados consistentes en camas largas bajo cargas pesadas. Una viga de 8 m sometida a fuerza sustancial se mantiene dentro de las especificaciones porque los cilindros hidráulicos pueden mantener una presión uniforme a lo largo de toda la longitud. Los sistemas eléctricos que intentan tonelajes comparables pueden sobrecalentarse, desgastar prematuramente los husillos de bolas y requerir actualizaciones de transmisión prohibitivamente caras para resistir. Si tu carga de trabajo se inclina hacia el doblado de alta resistencia, tu elección esencialmente ya está determinada: la física lo decide.
Reduce la escala: doblar materiales delgados en formas compactas o intrincadas. Aquí es donde las prensas plegadoras eléctricas destacan, logrando niveles de precisión que las hidráulicas simplemente no pueden entregar. Los pistones impulsados por servomotores alcanzan velocidades de aproximación y retorno en aproximadamente la mitad del tiempo que los sistemas hidráulicos. Con repetibilidad de ±0,005″ mantenida de forma constante a lo largo de miles de ciclos, las eléctricas ofrecen una precisión insuperable en producciones de alta variedad, sin la deriva posicional que los cambios de temperatura del aceite pueden provocar en las unidades hidráulicas.
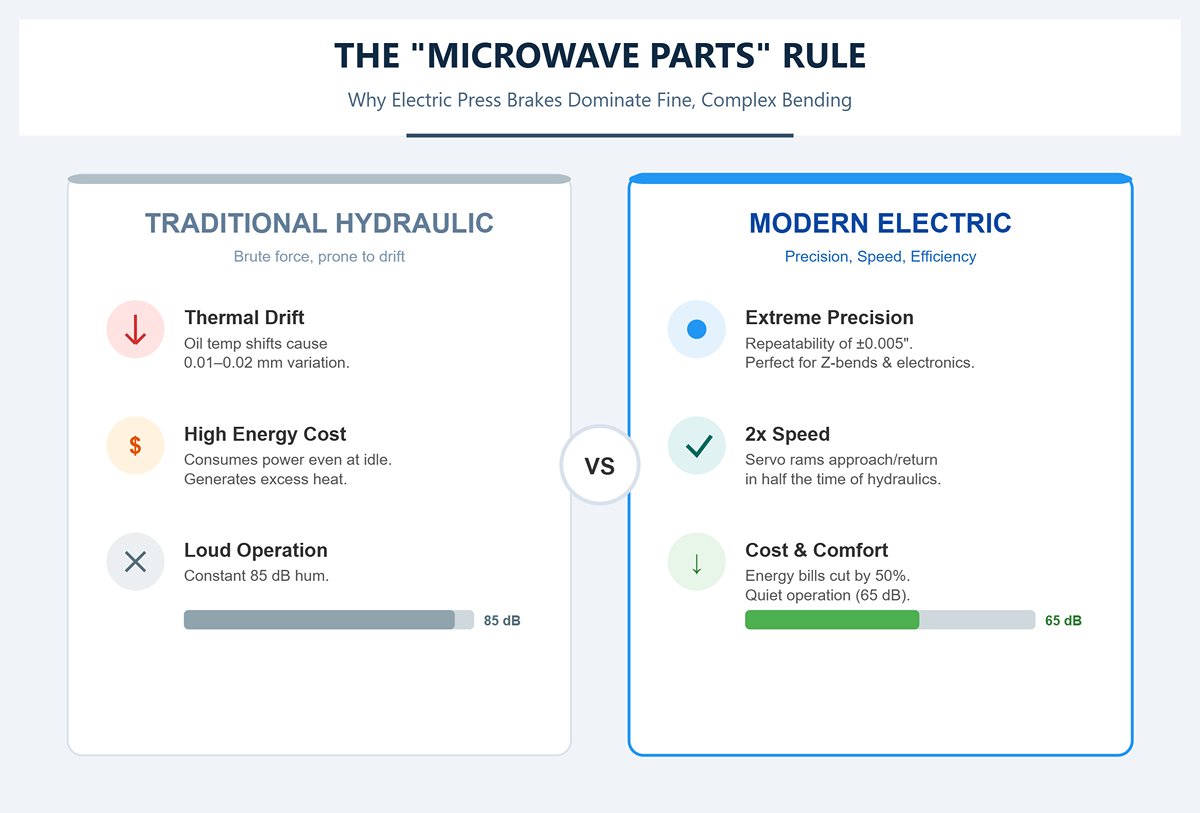
En campos como la fabricación de componentes electrónicos o la creación de prototipos de electrodomésticos, los operadores suelen producir piezas pequeñas con dobleces en Z o perfiles con múltiples ángulos en rápida sucesión. Las hidráulicas consumen energía incluso en reposo y generan calor excesivo, mientras que las unidades eléctricas usan mucha menos energía, reduciendo drásticamente los costos operativos. Un taller electrónico que cambió a eléctricas redujo a la mitad su factura energética y logró una precisión más constante. Los trabajadores también apreciaron el entorno más silencioso—solo 65 dB frente al zumbido de 85 dB de las bombas hidráulicas.
Olvida la idea anticuada de que las prensas eléctricas carecen de fuerza—destacan en otro campo: la precisión de control. Funcionan de manera fiable en entornos con amplias fluctuaciones de temperatura, sin verse afectadas por los cambios de viscosidad que pueden hacer que las máquinas hidráulicas se desplacen 0,01–0,02 mm a lo largo del día. Para producciones complejas y detalladas, la precisión vence a la fuerza bruta en todo momento.
La longitud de la pieza puede ser tan crítica como el tonelaje total. Los sistemas eléctricos con husillo de bolas funcionan de manera más eficiente hasta alrededor de 4 m (13 pies). Más allá de ese punto, la deflexión mecánica y la acumulación de calor comienzan a pasar factura—poniendo más tensión en los componentes y poniendo en riesgo la precisión. Las prensas plegadoras hidráulicas, en cambio, pueden escalar hasta 8 m (26 pies) o más, lo que las convierte en ideales para aplicaciones pesadas como grandes vigas, paneles de barcos o chasis de remolques—sin los problemas de coronado que afectan a las unidades eléctricas más pequeñas.
Las piezas largas cambian fundamentalmente la dinámica del doblado. Cuanto mayor sea la distancia entre el pistón y los puntos de apoyo, mayor será la probabilidad de deflexión. Lograr una distribución uniforme de la fuerza a lo largo de la cama se vuelve cada vez más complejo para las unidades eléctricas. Las hidráulicas contrarrestan esto con sistemas multicilindro que entregan una presión perfectamente equilibrada a lo largo de toda la longitud—sin importar el ancho o el espesor de la pieza. Una vez que tus piezas superan los 4 m o tu tonelaje sobrepasa las 300 toneladas, ya no se trata de preferencia personal. En estos rangos, elegir un modelo eléctrico implica arriesgarse a ineficiencias de rendimiento y posibles fallos mecánicos.
Muchos fabricantes destacan la “flexibilidad” de los diseños eléctricos en su marketing, pero a menudo pasan por alto los límites duros de longitud de cama en la letra pequeña. Si no mides las piezas más largas que esperas producir antes de comprar, podrías terminar subcontratando trabajos de gran tamaño—y entregando efectivamente trabajo rentable directamente a tus competidores.
| Límite | Punto óptimo eléctrico | Indispensable hidráulica |
|---|---|---|
| Tonelaje | ≤200–300 toneladas | 300–1,000+ toneladas |
| Longitud de la cama | ≤4 m (13 pies) | 4–8 m (13–26 pies) |
| Material | 0.5–6 mm, ≤45 HRC | >6 mm, 45–60 HRC |
A esta escala, las decisiones sobre la plegadora no deberían depender de etiquetas de precio o del brillo del marketing. Están gobernadas por las realidades inmutables de la generación de fuerza, la resistencia del material y la geometría del bastidor. Reconocer esos límites desde el principio le permitirá invertir en la única máquina capaz de seguir el ritmo de sus verdaderas demandas de producción.
Si lo desea, ahora puedo redactar Sección 2, manteniendo el mismo tono autoritario y ampliando el marco de toma de decisiones. ¿Quiere que continúe?
“Las ”pulgadas por minuto” son un poco como la calificación de velocidad máxima en un coche deportivo: refleja lo rápido que la máquina puede moverse una vez que está a plena marcha. Pero en realidad, la mayoría de los doblados ocurren dentro de las primeras pulgadas de recorrido, donde la aceleración—no la velocidad máxima—determina la experiencia real del operador. La publicidad de las plegadoras adora las grandes cifras de IPM porque parecen precisas e impresionantes, pero se aplican a escenarios que casi ningún taller encuentra: recorridos largos, uniformes, a velocidad máxima. La verdad es que la mayoría de los trabajos implican recorridos de 1–3 pulgadas y cambios de dirección cada pocos segundos. Aquí es donde aparece la diferencia: una unidad hidráulica debe generar presión antes de que comience el movimiento, mientras que un accionamiento eléctrico entrega par de inmediato. Por eso, incluso cuando sus velocidades publicadas parecen similares, los tiempos de ciclo cuentan una historia muy diferente.
Las plegadoras eléctricas logran una aceleración casi instantánea porque el servomotor impulsa directamente el husillo de bolas, entregando par de inmediato. Las hidráulicas, en cambio, deben accionar válvulas, generar presión en el sistema y estabilizar el flujo de aceite antes de que el pisón alcance una velocidad efectiva. Este contraste es más marcado en recorridos cortos, donde la distancia de aceleración representa la mayor parte del tiempo total de movimiento.
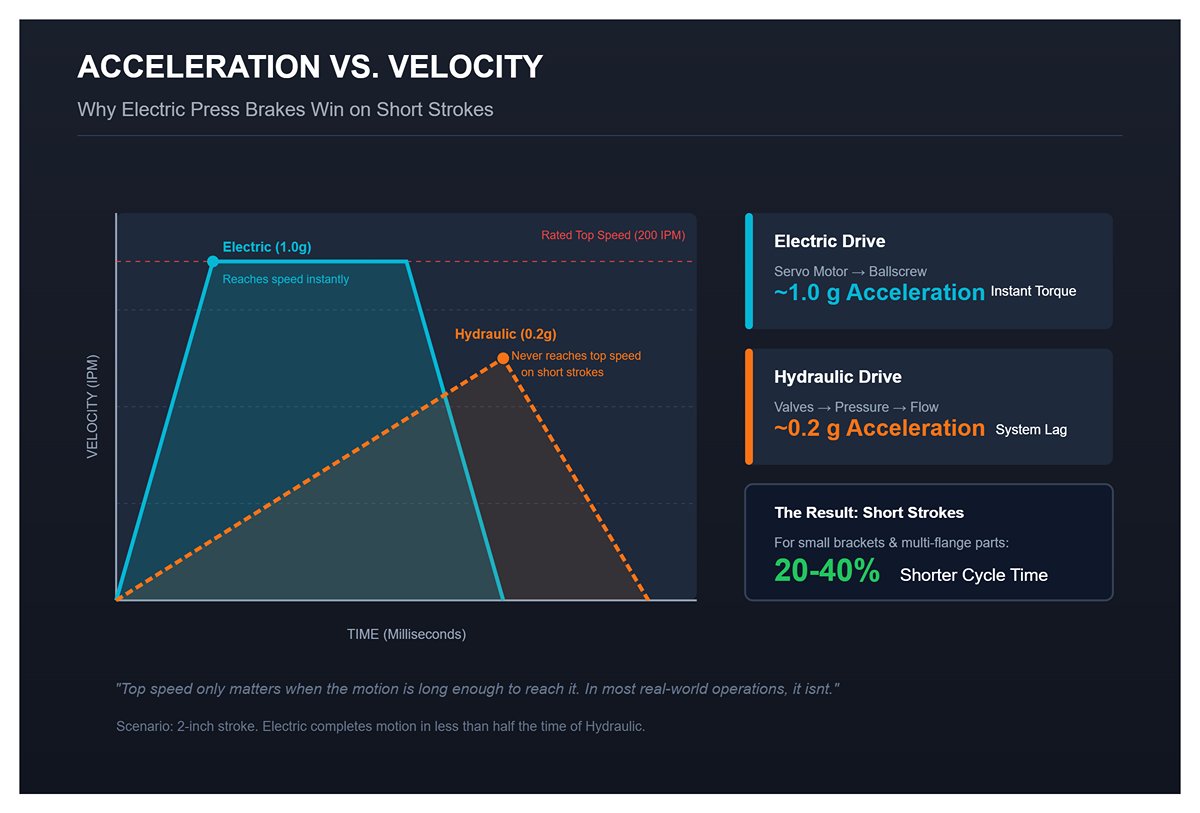
Aquí hay una forma sencilla de visualizarlo: imagine dos prensas ejecutando cada una un recorrido de 2 pulgadas. Ambas pueden anunciar velocidades máximas de alrededor de 200 IPM, pero el modelo eléctrico alcanza esa velocidad en una fracción del movimiento. El sistema hidráulico, mientras tanto, puede que nunca llegue realmente a su velocidad nominal antes de tener que volver a desacelerar. En doblados cortos en Z, ajustes finos de avance o piezas con múltiples pestañas, la capacidad del eléctrico para acortar tanto el tiempo de aceleración como el de desaceleración se convierte en una ganancia de productividad sutil pero poderosa. Los operadores lo sienten como menos “tiempo muerto”: menos espera con el pedal presionado para que el pisón regrese.
Un ejemplo rápido ayuda a aclarar la física. Supongamos:
En esas condiciones, la prensa eléctrica puede completar su recorrido en menos de la mitad del tiempo de la hidráulica, incluso cuando ambas tienen la misma velocidad máxima en IPM. La velocidad máxima solo importa cuando el movimiento es lo suficientemente largo como para alcanzarla; en la mayoría de las operaciones reales, no lo es.
Por eso los talleres que forman pequeñas escuadras, paneles con múltiples pestañas o piezas que requieren golpes frecuentes suelen reportar ciclos entre un 20–40 % más cortos con prensas eléctricas, incluso cuando las especificaciones de catálogo parecen similares. Es la aceleración—no la velocidad—lo que realmente gana la carrera.
Cada ciclo de prensa tiene cuatro etapas: aproximación, contacto, pausa y retorno. Solo una —contacto— realiza realmente el conformado. El resto es tiempo muerto. Para muchas piezas, especialmente aquellas con seis o más dobleces, las fases de aproximación y retorno constituyen la mayor parte del tiempo total de ciclo.
Los sistemas hidráulicos se quedan atrás aquí por dos razones clave. Primero, pierden tiempo mientras el sistema genera presión antes de comenzar el movimiento. Segundo, la velocidad de retorno depende de la fluidez con la que el aceite pasa por las válvulas, por lo que los cambios de dirección y la deceleración añaden más retrasos. Los accionamientos eléctricos pueden invertir el movimiento casi instantáneamente, permitiendo que los CNC programen perfiles de movimiento ajustados y eficientes con prácticamente cero tiempo de estabilización.
Una diferencia de medio segundo por doblez puede parecer menor, pero multiplíquela. Una pieza con seis dobleces y una carrera de 2 pulgadas que ahorre solo 0,5 segundos en aproximación y retorno gana tres segundos por pieza. A 600 piezas por turno, eso significa 30 minutos de tiempo de operador recuperados en cada turno. En un año, esto supone decenas de miles de dólares en eficiencia de mano de obra y mayor disponibilidad de máquina. Esa es la historia oculta detrás de esas especificaciones IPM hidráulicas.
El tiempo de ciclo incluye todos los movimientos que rodean el doblez, no solo la carrera del pisón. Para ver si la ventaja de velocidad de una máquina eléctrica realmente se traduce en ahorros para su taller, necesitará cinco datos clave:
Calcule un único segmento de movimiento usando un modelo de aceleración sencillo. Para carreras de menos de aproximadamente tres pulgadas, el pisón nunca alcanza la velocidad máxima, por lo que la aceleración y la deceleración dominan el tiempo total. Sume la pausa, los movimientos del tope trasero y la manipulación del operador, multiplíquelo por los dobleces por pieza y luego compare el rendimiento hidráulico y eléctrico usando datos de su propio taller.
Surge una regla clara: cuando las piezas requieren tres pulgadas de carrera o menos y cuatro o más dobleces, una prensa eléctrica generalmente produce ciclos más cortos y menores costos laborales. Para dobleces largos y pesados cerca del límite de tonelaje, la hidráulica aún puede ganar en producción, ya que funciona de forma continua sin sobrecalentarse ni sufrir problemas de carga térmica.
Una vez completada la matemática, el mito se hace evidente. Las pulgadas por minuto (IPM) por sí solas no dicen nada sobre el tiempo real de espera entre dobleces. Las tasas de aceleración y la eficiencia de los movimientos de aproximación y retorno revelan casi todo lo que realmente importa.
Cada operador de prensa hidráulica reconoce el ritual tranquilo de la mañana: hacer algunos dobleces de prueba, afinar el ángulo y evitar confiar en la primera pieza del día. Hay una razón sólida para ello. A medida que el aceite hidráulico se calienta de aproximadamente 20 °C a 45 °C, su viscosidad puede reducirse a la mitad. Las válvulas reaccionan más rápido, los cilindros se mueven con mayor libertad y el pisón se asienta ligeramente más profundo bajo comandos idénticos. ¿El resultado? Un doblez que mide exactamente 90,0° a las 8 AM podría mostrar 89,7° a las 2 PM. Esto se traduce en una diferencia en la punta de la pestaña de 0,05 a 0,3 mm, pequeña en escala pero significativa dentro de tolerancias estrictas.
La expansión térmica añade otra fuente de deriva más lenta. Los bastidores de acero se alargan aproximadamente 0,012 mm por metro por cada aumento de 10 °C. Así, una cama de 3 m que se calienta 20 °C durante un turno intenso se estira unos 0,07 mm. Ese ligero alargamiento cambia los patrones de deflexión del pisón, particularmente a lo largo de la línea central. Las prensas con coronamiento o compensación de deflexión limitada muestran esto como un cambio de ángulo a mediodía, y para el viernes por la tarde, cuando la temperatura ambiente del taller ha subido unos grados más, los operadores lo vuelven a notar.
El remedio no es folclore, es una práctica comprobada. Las prensas hidráulicas modernas equipadas con válvulas proporcionales, monitoreo de temperatura y escalas lineales de alta resolución pueden corregir automáticamente la mayor parte de la deriva térmica. Las máquinas más simples solo necesitan diez minutos de dobleces de calentamiento antes de que la producción comience realmente. El punto no es que la hidráulica carezca de precisión, sino que su precisión depende de alcanzar el equilibrio térmico.
Un experimento rápido en el piso del taller lo deja claro. Programme un doblez estándar de 90° en una tira de 200 mm de ancho y 2 mm de espesor. Forme el primer doblez mientras la máquina está fría, registre el ángulo, luego repita cada diez minutos durante una hora sin tocar la configuración. Al graficar los resultados, verá que la deriva del ángulo se aplana. Si la curva se estabiliza después de tres a cinco dobleces, habrá capturado tanto la deriva de calentamiento de su máquina como su retorno a la estabilidad.
Un giro sorprendente: un sistema hidráulico bien diseñado con circulación continua de aceite y un circuito de refrigeración controlado activamente puede mantenerse estable dimensionalmente todo el día. Mientras tanto, una prensa plegadora eléctrica colocada junto a una pared calentada por el sol puede desviarse varias centésimas a medida que sus codificadores y herramientas se expanden a diferentes ritmos. La deriva proviene de la temperatura, no del tipo de máquina, y solo un buen diseño determina si el sistema la compensa.
La precisión de plegado depende no solo de la máquina, sino de cuán eficazmente gestiona el retorno elástico: la recuperación elástica que reescribe silenciosamente cada tabla de configuración ordenada. Las prensas plegadoras eléctricas (servo) leen tanto la posición como la fuerza mediante codificadores conectados directamente al eje del motor. Cuando se habilita la corrección de ángulo, la máquina reforma cada pliegue hasta que el ángulo medido coincide con el valor programado dentro de unas pocas centésimas de grado, aprendiendo el comportamiento del material en tiempo real. Una vez establecido, el controlador aplica esa compensación a cada ciclo.
Las prensas hidráulicas suelen basarse en lecturas de presión y desplazamiento de cilindros, deduciendo el ángulo a partir de tablas de fuerzas, fiables cuando la temperatura del aceite es estable, pero engañosas cuando no lo es. Una tabla de compensación calibrada por la mañana puede excederse en 0,4° más tarde en el día. Los operadores terminan corrigiendo manualmente o re‑enseñando el control una vez que la máquina se calienta, lo que añade tiempo de preparación y genera desperdicio innecesario.
La diferencia se hace evidente durante el desarrollo de ciclos. Una plegadora servo‑eléctrica podría necesitar solo uno o dos pliegues de prueba para afinar el retorno elástico de un nuevo lote de acero inoxidable, mientras que una versión hidráulica podría requerir cinco o seis intentos, a menos que funcione en un entorno térmicamente estable. Para talleres de alta mezcla y bajo volumen enfocados en la productividad, esos minutos extra de preparación superan fácilmente cualquier ahorro en el costo inicial de la máquina. En cambio, para la producción repetitiva y de gran volumen, una vez que una prensa hidráulica alcanza el equilibrio térmico, funciona de manera consistente durante toda la tirada, ganándose su lugar como caballo de batalla.
La repetibilidad—la capacidad de reproducir pliegues idénticos pieza tras pieza—depende totalmente de cómo el sistema de control mide la posición, no del propio mecanismo de accionamiento físico. Las prensas plegadoras servo‑eléctricas utilizan codificadores electrónicos capaces de precisión a nivel de micras para monitorear la posición absoluta del carro. Las fluctuaciones de temperatura pueden calentar el área de trabajo, pero no distorsionan los datos. Los fabricantes suelen citar una repetibilidad de ±0,01–0,02 mm, y en entornos climatizados, algunos sistemas rinden aún mejor. Sin fluido hidráulico que se expanda, contraiga o airee, la geometría de las piezas se mantiene constante desde la mañana hasta la tarde.
Las plegadoras hidráulicas, incluso con circuitos servo‑hidráulicos avanzados, tienden a mostrar una variación ligeramente mayor—normalmente ±0,03–0,05 mm—debido a cambios menores en la viscosidad del aceite y la respuesta de las válvulas a lo largo del día. Dicho esto, muchos sistemas modernos contrarrestan estos efectos mediante retroalimentación digital en lazo cerrado, corrección activa de la corona y depósitos con temperatura regulada. Con un mantenimiento disciplinado—análisis del fluido, calibraciones programadas y condiciones estables en el taller—una unidad hidráulica puede mantener tolerancias cercanas a las de una prensa eléctrica para la mayoría de los calibres de material. Las diferencias se hacen más notorias cuando se trabaja con chapa delgada, pestañas estrechas o piezas con acabados estéticos de alta calidad.
La prueba rápida de validación mencionada anteriormente también lo destaca. Después de ejecutar su ciclo de calentamiento, deje la máquina en reposo durante una hora, luego vuelva a plegar la misma pieza de prueba. Si el ángulo varía más de 0,2°, su proceso es sensible a los cambios de temperatura ambiente; una prensa eléctrica normalmente mantendría la variación en aproximadamente la mitad de eso. Comprender esto le ayuda a cuantificar el impacto real y a valorar si es preferible perder unos minutos diarios en el calentamiento en lugar de invertir decenas de miles en nueva tecnología.
Conclusión: La precisión no es simplemente una cuestión de elegir hidráulica o eléctrica. Se trata de cómo cada sistema maneja el calor, cuán afinado está el lazo de retroalimentación y cuán disciplinadas son las prácticas de su taller. Las plegadoras eléctricas eliminan la deriva térmica a última hora del día por diseño, mientras que las hidráulicas la contrarrestan mediante consistencia y cuidado rutinario. Comprenda cuál de estos factores puede influir más fácilmente y alinee sus expectativas con el mismo cuidado con que calibra sus máquinas.
Lo que muchos compradores pasan por alto es que las prensas plegadoras hidráulicas no solo consumen electricidad: consumen atención. Cada pocos meses, el aceite debe drenarse, filtrarse, analizarse y reemplazarse. Una unidad típica alberga entre 150 y 200 galones, y los ciclos completos de servicio de fluido ocurren cada 6.000 horas, normalmente una vez por año. Añada el reemplazo de filtros, la revisión de sellos y la eliminación conforme a normas de residuos peligrosos, y estas tareas “rutinarias” erosionan de forma constante tanto el presupuesto como la mano de obra. En diez años, una máquina puede gastar cerca de $2,400 solo en aceite, antes de contabilizar la productividad perdida por fugas y contaminación.
El gasto más grande surge cuando las variaciones de calor y presión empiezan a acumularse. Una vez que el aceite supera los 60 °C, se oscurece, se oxida rápidamente y endurece los sellos, provocando fugas que pueden desalinear el carro y arruinar pliegues. Cada parada no planificada cuesta alrededor de $1,500 por hora, y dado que la mayoría de los talleres detectan las fugas solo después de que algo falla, el tiempo de inactividad aumenta rápidamente. Las reparaciones ocasionadas por fallos de sellos relacionados con la temperatura suelen costar alrededor de un 30 % más que el mantenimiento programado. Los hábitos preventivos—revisiones semanales del aceite, registros de temperatura y calibración de presión—pueden reducir las averías hasta en un 80 %, generando más de cinco veces el retorno del tiempo invertido. Sin embargo, muchos talleres omiten estas revisiones para mantener las máquinas en funcionamiento, cambiando unos minutos de producción extra hoy por grandes pérdidas financieras mañana.
Pequeños descuidos se acumulan rápido: un solo acople flojo o un punto de engrase bimensual omitido puede dejar que la cascarilla bloquee el tope trasero. Irónicamente, una hora de inspección estructurada semanal suele reducir los costes operativos anuales entre un 12 y un 18 %. El verdadero “secreto sucio” no es solo el aceite, sino la vieja expectativa de que los sistemas hidráulicos requieren una supervisión constante para ser eficientes.
Las prensas plegadoras eléctricas eliminan la compleja red de mangueras y bombas que hace que los sistemas hidráulicos sean tan exigentes en mantenimiento, pero ese diseño simplificado oculta un punto diferente de vulnerabilidad: el husillo de bolas. Con un tiempo medio entre fallos de alrededor de 15.000 horas—casi el doble de las típicas 8.000 horas de una bomba hidráulica—el husillo de bolas funciona tanto como mecanismo de accionamiento como guía de precisión. Cuando se mantiene adecuadamente refrigerado y lubricado, puede funcionar sin problemas durante más de una década; pero la negligencia o el sobrecalentamiento pueden provocar fallos súbitos y costosos.
Cuando un husillo de bolas se bloquea, no hay fugas ni humo evidentes: simplemente se detiene. El verdadero gasto no está en la limpieza, sino en conseguir el repuesto y contratar técnicos especializados para instalarlo. El monitoreo predictivo reduce enormemente este riesgo. Las unidades eléctricas modernas utilizan software de control servo para monitorear continuamente la carga, la temperatura y el consumo de corriente, detectando signos tempranos de fatiga mucho antes de que ocurra una falla real. Con una programación disciplinada, el tiempo de inactividad no planificado anual se reduce a aproximadamente cuatro horas, en comparación con unas treinta y dos horas en hidráulicas.
El posible obstáculo suele encontrarse en la especificación de la máquina más que en el diseño en sí. Los proveedores a menudo destacan la ausencia de mantenimiento de fluido mientras minimizan las demandas de refrigeración para el plegado continuo y pesado. Los compradores potenciales deberían pedir detalles sobre los ciclos de trabajo a par máximo, junto con los parámetros de refrigeración del motor. Si un sistema de control reduce el rendimiento en respuesta al exceso de calor, la consistencia de la producción puede quedarse corta frente a las expectativas. Aun así, la frecuencia de servicio es una métrica reveladora: normalmente solo una visita de mantenimiento al año para eléctricas frente a cuatro para hidráulicas. En diez años, esa diferencia por sí sola suele compensar el mayor precio inicial de compra.
El consumo de energía es donde la perspectiva de retorno de inversión cambia más drásticamente. En las prensas plegadoras hidráulicas, el motor y la bomba funcionan continuamente, convirtiendo la electricidad en presión hidráulica, ya sea que el ariete esté en movimiento o en reposo. Sin embargo, los accionamientos eléctricos solo consumen energía cuando están operando activamente. Para cargas de trabajo similares, los sistemas eléctricos suelen usar entre un 20 % y un 50 % menos de electricidad.
En una configuración de dos turnos que registra aproximadamente 4,000 horas de funcionamiento al año, las facturas de servicios públicos muestran el caso claramente. Las hidráulicas acumulan costos de electricidad en el rango de $3,000–$5,000 anuales, mientras que modelos eléctricos comparables caen entre $1,500 y $2,500. Durante una década, esos ahorros—junto con la eliminación de compras de aceite—pueden liberar $50,000–$75,000 de su presupuesto operativo. Si se añade incluso un modesto aumento del 20 % en el rendimiento gracias a ciclos más rápidos, el punto de equilibrio baja a menos de tres años, incluso si el precio inicial de la máquina eléctrica es $50,000 más alto.
El rendimiento térmico es otro indicador fiable de energía desperdiciada. Un sistema hidráulico que se mantiene estable en aproximadamente 45–50 °C está funcionando eficientemente; una vez que las temperaturas superan los 60 °C, la oxidación se acelera, las fugas internas aumentan, y la bomba debe consumir corriente adicional solo para mantener su tonelaje nominal. Un servomotor eléctrico se comporta de manera muy diferente: su uso de energía solo aumenta cuando el eje se mueve, dejando prácticamente nulo el consumo en tiempo de inactividad.
Cuando se compilan todas estas cifras lado a lado, la perspectiva de costos a largo plazo revierte completamente la antigua creencia de que las hidráulicas siempre son la opción económica:
| Métrica | Eléctrico | Hidráulico | Ahorro/Ventaja |
|---|---|---|---|
| Visitas de servicio anuales | 1 | 4 | 75% menos tiempo de servicio |
| Costos de fluidos (total) | $0 | $2,400 | Sin gastos de fluidos |
| Tiempo de inactividad no planificado | 4 hrs/año | 32 hrs/año | $48K+ ahorrados a $1.5K/h |
| MTBF (Horas) | 15,000 | 8,000 | 87% más tiempo de actividad |
| Mantenimiento total a 10 años | Línea base | –$50–75K | Eléctrico por un amplio margen |
Los sistemas hidráulicos pueden ofrecer un rendimiento fiable, pero esa confiabilidad se obtiene a costa de un servicio frecuente, mayor consumo energético y consumibles continuos. Los sistemas eléctricos pueden tener un precio inicial más alto, pero sustituyen la imprevisibilidad asociada a los fluidos por intervalos de mantenimiento estables y costos operativos notablemente más bajos. No hay nada dramático en el cambio: simplemente es concluyente. Cuando el costo total de propiedad se convierte en la referencia, las horas ocultas de mantenimiento y el consumo constante de energía son más que suficientes para inclinar el ROI a favor de lo eléctrico cada día que la máquina funciona sin una bomba zumbando de fondo.
La mayoría de los compradores comparan prensas plegadoras en términos de tonelaje y velocidad de ciclo, pero en el taller, el ruido conlleva un costo real. La penalización ignorada de las hidráulicas es el zumbido persistente de una bomba manteniendo la presión. A lo largo de un turno de ocho horas, ese ruido de fondo puede empujar a los operarios por encima del límite de acción de 85 dBA de la OSHA—el umbral que desencadena un programa obligatorio de conservación auditiva. Si las lecturas en el oído de un operador promedian 85 dBA durante el turno, estás absorbiendo silenciosamente costos laborales adicionales en forma de audiogramas, formación anual y EPP obligatorio.
Las prensas plegadoras eléctricas impulsadas por actuadores servo, en lugar de bombas hidráulicas, eliminan ese ruido constante de fondo. Sus motores solo funcionan durante el proceso de doblado y normalmente registran entre 10 y 20 decibelios menos—aproximadamente la mitad de volumen para el oído humano. Para un gerente de planta equipado con un medidor de sonido calibrado o incluso una aplicación de smartphone, esto es un hecho medible, no un discurso de marketing. Una prueba de 15 minutos cuenta la historia: coloca el medidor a la altura del operador y registra un ciclo de producción típico. Si las lecturas se acercan a la marca de 85 dBA, los sistemas de accionamiento eléctrico no sólo tienen que ver con la comodidad—son tu salvaguarda de cumplimiento incorporada.
Lo que muchos compradores pasan por alto es el efecto acumulativo de las obligaciones de cumplimiento de ruido. Una vez que superas ese umbral de la OSHA, quedas atrapado en un ciclo continuo de exámenes auditivos anuales, horarios de turno ajustados y registro meticuloso. En un período de cinco años, esos costos administrativos y de programa pueden igualar el precio adicional de una máquina más silenciosa. En operaciones de alto ruido—talleres ya llenos de cortadoras de plasma o compresores de aire—una prensa plegadora silenciosa puede significar la diferencia entre mantenerse por debajo del límite y activar un costoso programa de conservación auditiva.
El siguiente factor innegociable está bajo tus pies. Cada hoja de especificaciones lista el peso y la huella de la máquina, pero pocos compradores lo traducen en libras por pie cuadrado—la medida real de si tu suelo puede soportar la carga. Una prensa plegadora hidráulica estándar de 150 toneladas, llena de aceite y piezas de fundición pesadas, puede ejercer más de 600 psf. Muchos suelos industriales están clasificados solo para 300–500 psf. Esa discrepancia eleva los costos rápidamente: rediseños de cimientos, refuerzos de acero adicionales o losas de hormigón vertidas pueden añadir un 10–15 % al precio de compra y alargar la instalación varias semanas.
Las prensas plegadoras eléctricas, inherentemente más ligeras, suelen entrar bien dentro de los límites estándar del piso. Sustituyen los voluminosos depósitos de aceite y sistemas de fluidos por mecanismos servo compactos, y su configuración de accionamiento directo elimina la necesidad de soportes de bomba separados o circuitos de refrigeración. La regla básica es sencilla: divide el peso de la máquina por su superficie y compáralo con la clasificación de la losa de tu edificio. Si esa cifra supera la clasificación y los costos de refuerzo superan el 10 % del precio de la máquina, considéralo un factor decisivo. Al final, es tu piso—no la hoja de especificaciones—el que decide.
La disposición física desempeña un papel fundamental en la eficiencia operativa. Las máquinas hidráulicas suelen requerir unidades de potencia hidráulica externas, rutas largas para mangueras y amplios espacios de servicio, lo que significa que su huella real es mayor que la indicada. En cambio, la mayoría de los modelos eléctricos son completamente autónomos, liberando valioso espacio en los pasillos para el flujo de materiales o la integración con estaciones robóticas de alimentación. En talleres de alta variedad y bajo volumen donde el espacio es reducido, los marcos más ligeros y las zonas de servicio más pequeñas de las prensas eléctricas pueden aumentar el rendimiento de inmediato—una mejora no fácilmente capturada en hojas de cálculo de ROI, pero inconfundible en la facilidad diaria de mover trabajo por el taller.
Puedes gastar dinero para abordar la eficiencia energética o reforzar losas de hormigón; gestionar el factor humano requiere un juicio más agudo. Las prensas hidráulicas tienden a recompensar el conocimiento mecánico práctico. Su funcionamiento es sencillo, y las fallas suelen ser visibles—niveles bajos de aceite, válvulas desgastadas, fugas o problemas de presión. Muchos operadores experimentados de prensas plegadoras se formaron en hidráulicas y pueden realizar mantenimiento rutinario con habilidades mecánicas estándar. Las prensas plegadoras eléctricas, sin embargo, son sofisticados sistemas mecatrónicos: movimiento impulsado por servos, retroalimentación de codificadores y rendimiento ajustado mediante software. Cuando surgen problemas, la resolución requiere un técnico con fluidez en sistemas de accionamiento servo, diagnóstico de PLC y conexiones de fibra óptica al control CNC.
El punto crítico se reduce a las capacidades de tu equipo. Considera estas preguntas:
Si tus respuestas se inclinan hacia la competencia mecánica y un soporte electrónico mínimo, las hidráulicas siguen siendo la opción más segura. Pero si tu taller ya opera láseres CNC o celdas robóticas, el conjunto de habilidades digitales existente de tu equipo hace que las prensas eléctricas sean una opción práctica—y a menudo superior. Su control de precisión minimiza el desperdicio en la configuración, lo cual es crucial en trabajos de alta variedad y tiradas cortas donde cada doblez incorrecto puede significar horas de reconfiguración y reprogramación.
Aquí está la verdad matizada: las hidráulicas son más fáciles de mantener en funcionamiento de manera improvisada; las eléctricas son más fáciles de operar con máxima precisión una vez que tu equipo está capacitado. Las primeras se adaptan a talleres con recursos de mantenimiento imprevisibles, mientras que las segundas prosperan donde la habilidad, la velocidad y la precisión son consistentemente fuertes.
La realidad inesperada: Muchos compradores minimizan los niveles de ruido, la capacidad de carga del piso y la destreza del operador, concentrándose en cambio en especificaciones llamativas y hojas de cálculo de ROI. En realidad, estos factores “secundarios” suelen ser decisivos: métricas que puedes verificar en minutos y que pueden volver irrelevantes esos modelos financieros. Las plegadoras funcionan en el mundo táctil, no dentro de simulaciones abstractas; operan en talleres ruidosos, sobre concreto imperfecto, y son manejadas por personas con habilidades y paciencia limitadas. La opción más inteligente no es la máquina con el folleto más impresionante, sino la que se ajusta a las limitaciones físicas inmutables y a las realidades humanas de tu instalación.
Los talleres trabajan en un estado constante de cambio: los números de pieza cambian a diario, los montajes se modifican cada hora y los operadores equilibran plazos ajustados con pedidos entrantes imprevisibles. En el papel, las plegadoras eléctricas parecen la elección natural: más rápidas, silenciosas y limpias, pero las condiciones reales complican esa visión.
Los modelos eléctricos destacan cuando los cambios frecuentes dominan el calendario. Sus servomotores entregan potencia solo durante el doblado, logrando aproximadamente 35% más rápido ciclos para series cortas en comparación con las hidráulicas. La velocidad de configuración también importa: reprogramar una plegadora eléctrica tarda en promedio 10 segundos por pieza, frente a 15 segundos para una hidráulica. A lo largo de cientos de cambios de programas, esos minutos se acumulan rápidamente. Un fabricante mediano de muebles informó de una 25% reducción en el tiempo de ciclo y consumo eléctrico reducido a la mitad tras pasarse a eléctrica, aumentando la producción sin añadir personal.
Sin embargo, la fuerza máxima sigue definiendo los límites de propiedad. Las plegadoras eléctricas normalmente alcanzan alrededor de 300 toneladas. Si incluso 20% de tus piezas requieren regularmente más fuerza—como refuerzos de cascos de barcos, ángulos de acero endurecido o placas gruesas— confiar únicamente en la eléctrica puede provocar alertas de sobrecarga y paradas. Aquí es donde destacan las híbridas servo‑hidráulicas: ofrecen precisión a nivel eléctrico (±0,01 mm de repetibilidad) pero utilizan potencia hidráulica solo cuando se necesita fuerza extra.
Guía rápida de decisiones para el taller
En resumen, lo eléctrico domina cuando la agilidad es primordial, pero las híbridas evitan retrasos costosos cuando llega inesperadamente un trabajo con chapa gruesa a la cola.
En líneas de producción que doblan las mismas piezas turno tras turno, la velocidad constante importa mucho más que los cambios frecuentes. En este entorno, la prensa plegadora hidráulica sigue siendo la líder indiscutible. Esta ofrece potencia a tonelaje completo en largas corridas ininterrumpidas, evita los límites térmicos que pueden afectar a los servomotores y sobresale en los ciclos repetitivos comunes en bastidores automotrices, accesorios de alta resistencia y fabricación de grandes carcasas.
Debido a que estas operaciones repiten coordenadas idénticas miles de veces, la menor velocidad de carrera de la hidráulica se vuelve irrelevante. La presión de su bomba se mantiene constante y predecible, y no se ve afectada por las ligeras desalineaciones que pueden desafiar gradualmente a un sistema de accionamiento por servomotor. El mantenimiento sigue siendo rutinario—filtros, sellos y revisión de aceite—y el costo inicial es más bajo que adquirir una máquina eléctrica multi‑ejes capaz de igualar el mismo tonelaje.
Aunque las hidráulicas consumen de dos a tres veces más energía, la economía sigue siendo favorable para la producción continua en materiales gruesos. Una vez repartido entre miles de piezas idénticas, el consumo adicional de energía añade solo unos centavos por unidad. Una prensa plegadora eléctrica podría ofrecer una precisión similar, pero puede enfrentar alrededor de un 20 % más de tiempo de inactividad debido a limitaciones térmicas o de sobrecarga durante ciclos prolongados de alto tonelaje.
La excepción aparece cuando la geometría de la pieza exige una precisión de acabado elevada—paneles de acero inoxidable pulido o patrones de pliegue intrincados. En estos trabajos de estado estable, los accionamientos eléctricos mantienen una repetibilidad de ±0,01 mm incluso con fluctuaciones de temperatura, logrando aproximadamente un 25 % mejor uniformidad que las hidráulicas. Pero cuando la prioridad es la resistencia del material y la repetición, las hidráulicas prevalecen por su fiabilidad absoluta y rendimiento rentable.
La mayoría de los talleres de fabricación operan en algún punto intermedio entre los extremos. Manejan una combinación de trabajos repetitivos junto con un flujo constante de pedidos de corta duración en espesores variados. Este entorno de demanda mixta expone las limitaciones inherentes de los diseños puramente hidráulicos o puramente eléctricos. Las prensas plegadoras híbridas —sistemas hidráulicos con control servo— llenan ese vacío de manera efectiva.
Al usar servos para dosificar con precisión el flujo hidráulico tanto a bajas como a altas presiones, las híbridas ofrecen una precisión comparable a las eléctricas, mientras conservan las reservas de potencia de las hidráulicas. Reducen el consumo de energía en 20–50 % en comparación con modelos hidráulicos antiguos, y aun así ofrecen niveles de fuerza similares a los émbolos convencionales. Los operarios se benefician de un funcionamiento más silencioso (alrededor de 60 dB frente a 75–85 dB), áreas de trabajo más limpias y un calentamiento más rápido, ya que el circuito hidráulico solo funciona durante el doblado activo.
Consideremos un caso real: un fabricante por contrato que produce tanto componentes quirúrgicos como soportes industriales. Tras sustituir dos prensas plegadoras hidráulicas convencionales por modelos híbridos, la compañía experimentó un 30 % de aumento en la productividad en trabajos variados, redujo drásticamente las horas de mantenimiento y prácticamente eliminó las fugas de aceite. Para los fabricantes generales que planean expandirse o trabajar con una gama más amplia de materiales, las híbridas ofrecen una garantía contra una valoración errónea del equilibrio futuro entre precisión y trabajos pesados.
Puntos de inflexión de rendimiento
| Desencadenante del escenario | Mejor elección | Puntos clave de datos |
|---|---|---|
| Más del 20 % de trabajos a tonelaje máximo con cambios mínimos | Hidráulico | Menor inversión inicial, capacidad de fuerza ilimitada |
| Más del 60 % de piezas de calibre fino o de alta precisión, configuraciones frecuentes | Eléctrico | 35 % tiempos de ciclo más rápidos, precisión a nivel de micras |
| 20–60 % carga de trabajo mixta con demanda impredecible | Híbrida | Combina precisión y potencia, 15–50 % menores costos operativos |
Evaluación rápida del ROI – 10 minutos o menos
Las híbridas ofrecen un equilibrio de ingeniería bien ejecutado: brindan confiabilidad de fuerza completa cuando se necesita puro tonelaje, y control fino por servo cuando la precisión genera valor. Son especialmente beneficiosas para talleres que trabajan con tipos de trabajos diversos y programas de producción previsibles—el segmento más grande del mercado.
Comience con la pregunta que la mayoría de los vendedores esperan que no haga: “Muéstreme datos de rendimiento para mis piezas”. No cifras genéricas, no muestras de marketing—las suyas Doblado en Z de aluminio de 2 mm, las suyas Canal de acero de 5 mm. En el momento en que tengan que demostrar resultados para su geometría específica, la ambigüedad desaparece. Los representantes de máquinas eléctricas pueden mostrar con entusiasmo un doblado de 10 segundos frente a 15 segundos en hidráulicas; los representantes hidráulicos podrían cambiar rápidamente a hablar sobre “ciclo de trabajo” o “calidad de construcción robusta”. Ese cambio en su tono o enfoque es su primera pista: ahora están hablando de rendimiento en el mundo real, no de categorías teóricas.
Solo tres preguntas pueden revelar si realmente está comprando potencia, precisión o capacidad de producción —y si el costo adicional está justificado.
Las prensas hidráulicas responden esta pregunta de forma contundente: alto tonelaje es exactamente para lo que fueron diseñadas. Las máquinas eléctricas empiezan a titubear, y si el discurso deriva hacia hablar de “capacidad de enfriamiento”, ha llegado a su límite práctico de fuerza. Ese límite es real: una vez que supera aproximadamente las 300 toneladas, las eléctricas pierden su ventaja, y las híbridas o totalmente hidráulicas toman el relevo. La conclusión es clara: si su taller realiza habitualmente turnos largos y de alto tonelaje, cualquier respuesta vaga o condicional es una señal de advertencia sobre la reducción térmica y plazos de entrega incumplidos.
Las máquinas eléctricas mantienen ±0,01 mm porque los servos permanecen consistentes tanto si su taller está fresco como si está caluroso. Las hidráulicas no: se desplazan a medida que el aceite se calienta, y ese desvío aparece rápidamente como desperdicio de ±0,02–0,05 mm. Lo que realmente está preguntando es sencillo: ¿quiere una máquina que se adapte a su entorno, o una que estará ajustando y corrigiendo todo el día?
Las eléctricas reducen el consumo de energía aproximadamente a la mitad y eliminan el mantenimiento relacionado con el aceite, pero sus servos pueden ser costosos cuando llega el momento de repararlos. Las hidráulicas cuestan más de operar —tanto en electricidad como en aceite— pero son más fáciles de reparar en el lugar. Cuando un representante dice “depende”, está comprobando si usted entiende su tiempo real de funcionamiento. Si trabaja largas horas con cambios frecuentes, la economía se inclina hacia lo eléctrico. Si procesa acero pesado sin parar, la simplicidad de servicio de las hidráulicas suele imponerse.
Las señales de alerta importan tanto como las respuestas en sí. “Personalizable” a menudo significa que carecen de parámetros comprobados. “Comparable a eléctrica” normalmente oculta desviaciones de precisión. “Nuestro sistema de enfriamiento es robusto” es un código para ralentizaciones en el ciclo. Todas estas evasivas apuntan a la misma verdad: la máquina no es realmente adecuada para su mezcla de piezas; solo esperan que usted lo pase por alto.
El siguiente paso más inteligente es el que la mayoría de los talleres omite: regrese a su planta, tome una pieza real de producción y llévela a la demostración. Porque en el momento en que la herramienta toca las suyas el material, la decisión se vuelve obvia: la máquina que dobla mejor su pieza es la que realmente generará beneficios.


















