

Son las 11:47 p.m., y el trabajo que debería haber terminado hace una hora acaba de producir su cuarta pieza con doblez insuficiente. Mismo programa. Mismo utillaje. Nueva lámina. La pantalla insiste en que el eje Y está perfectamente en su objetivo, pero tu doblez de 90° sigue midiendo 88°, a veces 87,8°. Has recalibrado el tope trasero dos veces, ajustado la compensación de material e incluso aumentado el tiempo de retención, pero esos últimos 2° todavía se niegan a cerrarse. En algún lugar profundo de la máquina, un componente mecánico está entregando una información falsa al controlador, y cada ajuste que haces solo refuerza ese engaño.
Aquí está el verdadero problema: lo que parece un fallo de programación casi nunca lo es. Cuando una plegadora se desvía unos pocos grados, nueve de cada diez veces el problema está en la física, no en el código. Esto es lo que los operadores llaman el momento del “crujido de medianoche”: la producción presionándote para entregar, el control de calidad señalando rechazos y el controlador tentando a ajustar un desplazamiento más. La verdadera solución no proviene de aumentar el número de sobredoble, sino de una rápida y metódica revisión diagnóstica de 7–10 minutos que identifica la causa real antes de tocar el teclado.
Cuando los ángulos de doblez fallan sistemáticamente por la misma cantidad, la mayoría de los operadores culpa al software de control. En realidad, el controlador solo muestra lo que sus sensores le comunican, y esos datos de entrada pueden desviarse. La retroalimentación de posición de los codificadores, las suposiciones sobre el espesor del material y la hidráulica afectada por la temperatura contribuyen todas a la desviación, incluso mientras la pantalla mantiene una precisión engañosa. Este es el “fantasma en la máquina”, que se revela como un fallo constante de uno a tres grados en cada ciclo.
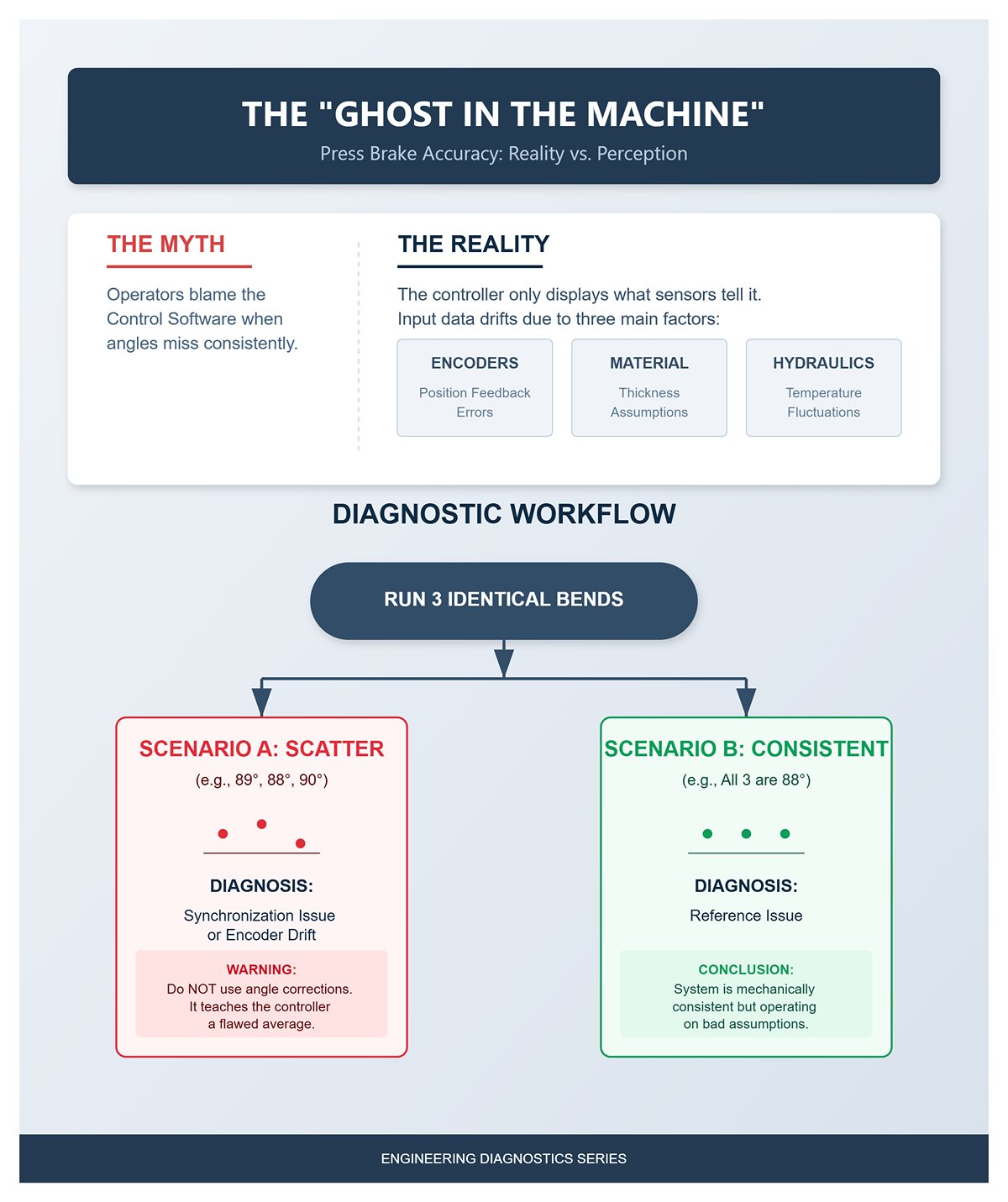
Empieza por determinar si el problema radica en la repetibilidad o en la referencia. Realiza tres dobleces idénticos con el mismo programa. Si los tres terminan igualmente con doblez insuficiente, el sistema es mecánicamente consistente pero trabaja con supuestos erróneos. Sin embargo, si los resultados varían (por ejemplo, una pieza mide 89°, la siguiente 88°, y otra 90°), probablemente estás lidiando con una desincronización o deriva del codificador. Perseguir esa inconsistencia con correcciones angulares solo le enseña al controlador un promedio defectuoso, garantizando que el siguiente lote falle de otra manera.
Cuando los ángulos de doblez comienzan a salir mal, el tope trasero suele llevarse la culpa, principalmente porque es el componente más visible y parece fácil de recalibrar. Pero ajustarlo en respuesta a un ángulo incorrecto es como modificar tu regla para arreglar un corte torcido: no resuelve el problema real. El tope trasero determina la longitud de la pestaña, no el ángulo de doblez. A menos que el tope esté físicamente flojo o se sobrepase, recalibrarlo no afectará la profundidad de cierre del ariete, que es lo que realmente controla el ángulo.

En el caso clásico de obtener 88° cuando buscabas 90°, recalibrar el tope trasero solo es esfuerzo perdido mientras los verdaderos culpables —el desgaste del utillaje, la hidráulica fría o sutiles variaciones del material— siguen causando daños. Un desgaste tan leve como 0,05 mm en la punta del punzón o el hombro de la matriz altera la geometría de contacto y el retorno elástico lo suficiente como para desviar tu ángulo aproximadamente 2°. Del mismo modo, el aceite hidráulico frío al inicio de un turno se espesa y añade fricción, reduciendo la velocidad de aproximación y limitando el tiempo de retención con tonelaje completo. El resultado: piezas con doblez insuficiente hasta que el aceite se calienta. Ningún ajuste en el teclado puede compensar la viscosidad del fluido.
Los operadores experimentados conocen la regla: cuando la plegadora se comporta mal, revisa la máquina antes de culpar su programación. Un triaje rápido y sistemático te ayuda a localizar los cuatro sospechosos habituales —desgaste del utillaje, sincronización hidráulica, inconsistencia del material y deriva del tope trasero o del codificador— que causan la mayoría de los errores de menos de un grado.

1. Comprobación de realidad (2 min) – Realiza tres dobleces idénticos y mide cada uno con un calibrador o un transportador digital. Si el error es constante, el sistema es repetible pero su referencia está incorrecta. Si el error varía, sospecha de un problema de sincronización hidráulica o de retroalimentación.
2. Triaje físico (3–4 min)
3. Pruebas funcionales rápidas (3–4 min)
Una vez completadas estas verificaciones, el siguiente paso es sorprendentemente simple:
Los operadores que siguen este proceso eliminan de manera confiable alrededor de 90% de esas sesiones nocturnas persiguiendo ángulos. La razón es sencilla: diagnostican en lugar de adivinar. Los ajustes del controlador y las recalibraciones del tope trasero solo disfrazan el desplazamiento mecánico subyacente. Cuando trata la prensa plegadora como la máquina hidráulica de precisión que realmente es—un sistema definido por movimiento, retroalimentación y geometría acero sobre acero—reemplaza las conjeturas con control. Esa obstinada curvatura de 88° se convierte en lo que debe ser: una solución rápida de dos minutos, no una tarea que dure toda la noche.
Cuando una curva se siente suave, el instinto es empezar a introducir correcciones en el controlador—no lo haga. Cada ajuste digital aumenta el problema si el estado físico de la prensa plegadora ya ha cambiado. La consistencia en el formado comienza con la precisión mecánica: todo plano, alineado, asentado y limpio. Una breve revisión física—usando sus manos, sus ojos y una simple galga—a menudo revela más que cualquier pantalla de diagnóstico.
Comience con una revisión rápida del estado—una inversión de noventa segundos que puede ahorrarle horas de resolución de problemas. Inspeccione si hay fugas de aceite bajo el pistón o alrededor de los colectores; el goteo hidráulico conduce a una respuesta de presión desigual. Escuche el tono de la bomba—si suena aguda o cavita, hay aire atrapado o el fluido está bajo. Haga que el pistón complete un ciclo seco; cualquier vacilación apunta a contaminación de válvulas o rayado. Mueva el tope trasero—si no se desliza sin esfuerzo, probablemente haya residuos en los rieles o lubricante seco, ambas fuentes de referencia imprecisa. Si algo parece incorrecto, aléjese del teclado. Los fallos mecánicos solo amplifican los errores digitales.
El primer engañador en cualquier taller no es el operador, sino el propio lote de material. Los controladores suponen que cada cálculo de retorno elástico se basa en un único espesor “nominal”, pero los lotes reales varían. Una fluctuación de ±0.1 mm entre láminas puede alterar el retorno elástico lo suficiente como para convertir una curvatura perfecta de 90° en 88° o 92°. El programa no ha cambiado—el metal sí.
Comprobación rápida: tome un calibrador digital y pruebe cinco láminas—tres puntos por lámina: en el borde, en el centro y cerca de la referencia de la herramienta. Si la variación supera los 0.1 mm, considere el lote mezclado. ¿No tiene calibrador? Pruebe en cambio una prueba de densidad: pese una pieza de área conocida y compare sus gramos por centímetro cuadrado con la especificación. Cualquier discrepancia revela una desviación en la aleación o el temple.
Remedio inmediato: separa el lote en grupos de “delgadas” y “gruesas”. Ejecuta primero las más delgadas; el recorrido más largo del émbolo hará que el retorno elástico sea más uniforme. Cuando haya poco tiempo, aplica una sobreflexión controlada—de aproximadamente +5 % para aluminio blando o +2–3° para acero dulce—y confirma con tres lecturas rápidas del calibre de papel. Etiqueta siempre el lote con claridad; los cálculos del controlador solo son tan precisos como los datos del material que le proporciones.
Saltar esta verificación es la razón por la que las piezas del turno nocturno terminan subdobladas: incluso una lámina 0.1 mm más gruesa en una matriz en V estrecha aumenta la tonelada y deforma el radio de curvatura. Una vez que alineas tu programa con el material real, cada ajuste recupera su sentido.
Una sola hoja de papel estándar—aproximadamente 0.1 mm de grosor—puede revelar si el problema se encuentra en la geometría o en la hidráulica. Deslízala entre el punzón y la pieza a lo largo de la línea de doblado, realiza una flexión de prueba y luego abre. Si el ángulo se ajusta o estabiliza dentro de medio grado, el problema real es la alineación o el asiento, no el programa.
Realiza la prueba en tres puntos: centro, tercio izquierdo y tercio derecho. Las diferencias entre estas áreas indican una inclinación o una sincronización desigual del émbolo. Una mejora uniforme en todos los puntos apunta a una punta de punzón desgastada o contaminación en el asiento de la matriz. En minutos, sabrás si la falla es general del sistema o localizada.
Luego, con el punzón retraído, comprueba la punta al tacto. Un área aplanada de más de 0.05 mm modifica el radio de curvatura efectivo. Asegúrate de que los tornillos de sujeción o cuñas no se hayan aflojado; incluso una sola partícula de residuos puede levantar la herramienta lo suficiente para distorsionar los ángulos. Limpia a fondo, aprieta firmemente, vuelve a asentar y elimina cualquier película de aceite o suciedad.
Si volver a sujetar no soluciona el problema, gira el punzón o cambia a un juego de matrices de reserva para terminar el trabajo. Repite la prueba del calce de papel: si el ángulo ya no cambia con el contacto directo, habrás confirmado que el problema geométrico está resuelto. Diez minutos de prueba ahora pueden ahorrarte horas persiguiendo errores fantasma de software más tarde.
Cada matriz desarrolla su propia “zona de confort”, una pequeña sección que el operador favorece instintivamente. Con cada doblado, esa área se pule hasta volverse un surco brillante como un espejo. Puede parecer inofensivo, pero una vez que los ángulos de doblado comienzan a variar, el problema se revela. El surco desplaza la línea de contacto, altera el eje neutro y provoca cambios impredecibles en el retorno elástico.
Un diagnóstico rápido lleva solo segundos: pasa una uña por el borde del punzón; si se engancha, el radio de la punta se ha aplanado. Luego inspecciona la matriz inferior en V bajo una luz fuerte; una franja brillante de más de unos pocos milímetros indica presión concentrada y desgaste desigual. Cualquier depresión de más de 0.2 mm interrumpe el flujo del material y hace que los dobleces se abran antes de lo previsto.
Para mantener la producción en marcha, actúa rápido: si hay herramientas de repuesto disponibles, sustituye el punzón o la matriz. Practica los cambios hasta que sean rutinas de cinco minutos. Si no hay piezas de repuesto, desplaza la pieza ligeramente hacia un lado para que la línea de doblado use una sección sin desgaste, y marca esa nueva referencia para asegurar la consistencia entre turnos de operador.
Para una solución duradera, vuelve a rectificar o retira la herramienta tan pronto como detectes un aplanamiento superior a 0.05 mm o cuando el área pulida alcance la mitad del ancho de la matriz. Registra la vida útil de la herramienta al cierre de cada trabajo; esto crea una curva de desgaste predictiva y evita sorpresas a mitad de pedido.
La mayoría de los manuales de prensas plegadoras pasan directamente a las correcciones de software y a las tablas de compensación, omitiendo la verificación básica de la física. Pero ningún “milagro” del controlador puede compensar una superficie de asiento sucia, un grosor de material inconsistente o una matriz con surcos. Esta “evaluación física” inicial establece la única base confiable que el software puede interpretar con precisión: geometría estable y comportamiento predecible del material. Una vez confirmado esto, entonces—y solo entonces—el teclado merece tu atención. Si lo omites, cada ajuste de programa se convierte en una persecución de errores fantasma en el acero.
Muchos operadores recurren a la solución más obvia: ajustar individualmente los ejes Y1 y Y2 hasta que ambos lados del doblado parezcan correctos. Puede funcionar temporalmente, pero la coherencia pronto desaparece. El problema es simple: ajustar Y1 y Y2 de manera independiente no corrige la causa subyacente, solo la disfraza. Una prensa plegadora depende de que ambos cilindros se muevan en sincronía perfecta. Al comenzar a desfasar un lado respecto al otro, el sistema de control pierde su referencia base. La pieza puede parecer aceptable hoy, pero el desequilibrio de torsión, la distorsión del abombamiento y la deriva térmica agravarán ese desfase mañana.
El método correcto es confiar en las compensaciones de programa gestionadas por el controlador. Tanto los sistemas Cybelec como Delem disponen de rutinas de corrección adaptativa que ajustan el recorrido o la profundidad basándose en desviaciones medidas del ángulo de doblado en lugar de desplazamientos de posición arbitrarios. Dado que estos ajustes son calculados por el controlador para mover ambos cilindros en armonía hacia el ángulo indicado, preservan la simetría y aseguran una sincronización completa.
Imagina la “corrección global” como intentar afinar una guitarra doblando una cuerda hasta que suene más o menos bien: puede funcionar momentáneamente, pero todo se desafina cuando cambias de tono. Una verdadera calibración significa que toda la máquina—equilibrio hidráulico, flexión del émbolo, compensación del abombamiento y sensores de retroalimentación—debe referirse a un único punto cero unificado. Las compensaciones de programación deben ser sistémicas y no locales. Una vez verificadas las bases mecánicas e hidráulicas, utiliza las herramientas de corrección integradas del controlador: ofrecen compensación predecible, mantienen la estabilidad de sincronización y registran automáticamente cada cambio en la memoria del trabajo para su trazabilidad.
Los controladores Cybelec —incluidos los modelos ModEva, VisiTouch, CybTouch y la última serie Cybelec 7— ofrecen dos métodos para perfeccionar la precisión del doblado: Corrección de ángulo y Modo de profundidad. Comprender la diferencia es fundamental para evitar el error clásico de programación de aplicar ambos simultáneamente sin una referencia de medición precisa.
Corrección de ángulo se basa en la retroalimentación. Se realiza un doblado de prueba, se mide el ángulo resultante y se ingresa ese valor en el controlador. Luego, el CNC recalcula la profundidad de carrera necesaria para producir el ángulo objetivo programado en el siguiente ciclo. Dado que este ajuste se mantiene dentro de la lógica del programa, la sincronización y la compensación de coronamiento permanecen intactas. Use la Corrección de ángulo cuando ocurran variaciones menores, como cambios en el lote de material, espesor o temperatura del aceite que afecten el retroceso elástico, mientras la alineación mecánica se mantenga constante.
Modo de profundidad funciona puramente mediante control posicional: ambos cilindros se desplazan hasta una coordenada definida (por ejemplo, –75.35 mm desde el cero de la máquina). Este método garantiza una sincronización izquierda‑derecha perfecta y una penetración de matriz repetible, siempre que las propiedades elásticas del material ya estén caracterizadas. El Modo de profundidad es ideal para aplicaciones de acunado o presión total de precisión, donde mantener el movimiento perfectamente paralelo del ariete tiene prioridad sobre lograr un ángulo de doblado específico al aire.
Un procedimiento rápido y fiable combina ambos métodos: primero, confirme que la sincronización esté dentro de ±0.01 mm (la mayoría de las máquinas muestra los valores de desviación en tiempo real). Luego, doble una pieza de prueba en modo de Corrección de ángulo, registre el ángulo logrado y vuelva a ejecutar la misma pieza en Modo de profundidad usando la carrera ajustada. Esto establece la relación entre la carrera del ariete y el ángulo resultante —en esencia, su “mapa del módulo del material” para esa configuración. Evite agregar continuamente nuevos puntos de corrección de ángulo si las lecturas izquierda y derecha comienzan a divergir; eso indica una falla hidráulica o mecánica, no una discrepancia de control.
Los controladores Delem —desde el DA‑52 hasta el DA‑69T— determinan el punto muerto inferior (BDC) combinando la geometría conocida de las herramientas con los parámetros de doblado programados. A veces, los operadores anulan este BDC para afinar el ángulo, pero una anulación sin control puede hacer que el ariete sobrepase su recorrido seguro, con el riesgo de dañar los sensores o las herramientas.
El procedimiento correcto es usar los campos de parámetro Desplazamiento o Ajuste fino . Cada uno permite pequeños ajustes controlados en relación con el BDC calculado —normalmente en incrementos de 0.05 a 0.10 mm—. Ingrese un desplazamiento positivo para reducir el doblado (para un ángulo más abierto) o uno negativo para aumentarlo (para un ángulo más cerrado). Realice siempre una prueba en seco sin material para confirmar que haya suficiente distancia entre las herramientas. Nunca desactive la sincronización ni evite los bloqueos de límite de carrera para las correcciones de ángulo; estas protecciones evitan que el ariete y la matriz sobrepasen su recorrido.
Si las correcciones acumuladas superan aproximadamente 0.3 mm, deténgase y reevalúe los datos base: probablemente las dimensiones de la herramienta o el espesor del material sean incorrectos. Cuando esté disponible, la función de doblado adaptativo de Delem puede aprender automáticamente el BDC real después de un doblado de calibración, reduciendo la necesidad de desplazamientos manuales. Registre cada desplazamiento dentro de la receta del trabajo para garantizar la consistencia en pedidos repetidos.
Los operadores experimentados de prensas plegadoras tratan las anulaciones del BDC como instrumentos de precisión: pequeñas, intencionadas y verificadas cada vez. Los ajustes grandes ocultan errores de configuración y comprometen la coherencia futura del programa. Utilizados correctamente, los desplazamientos cuidadosos protegen las herramientas, preservan la precisión de la máquina y mantienen la repetibilidad que el sistema Delem está diseñado para ofrecer.
Cada ajuste no sincronizado añade estrés mecánico al sistema. Cuando Y1 desciende más que Y2 para enderezar una pieza desalineada, tuerce el bastidor e invalida los ajustes de coronado, lo que provoca que los dobleces largos se afi len en ejecuciones posteriores. Con el tiempo, incluso la línea de referencia del ariete se desplaza, obligando a realizar compensaciones de software cada vez mayores y comprometiendo la consistencia de las piezas producidas.
El enfoque adecuado es una secuencia de corrección estructurada: comenzar con la realineación mecánica, continuar con los ajustes de compensación global y finalizar con el ajuste fino adaptativo. Comprueba la temperatura del aceite y el equilibrio de presión, reinicia ambos ejes Y, confirma la línea base del coronado y luego permite que el algoritmo del controlador corrija estadísticamente los pequeños errores angulares residuales durante varios ciclos. Una pauta práctica: si una corrección supera los 1,5° o 0,2 mm, indica un problema mecánico que requiere inspección.
Una programación eficaz de la prensa plegadora reconoce que la precisión surge de vínculos estables y repetibles entre puntos de datos—geometría de herramienta, perfil de coronado, elasticidad del material—y la retroalimentación en tiempo real de los sensores. Sistemas como Cybelec y Delem incorporan funciones avanzadas para mantener estas relaciones. La disciplina del operador experto consiste en utilizarlas correctamente: aplicando correcciones sistémicas dentro de la lógica de control en lugar de realizar ajustes espontáneos y no registrados que interrumpen la sincronización. Domina este principio y el “desvío angular” se convierte en un problema resuelto de una vez, no en una persecución constante.
Todo operador experimentado de prensa plegadora enfrenta tarde o temprano el “efecto canoa”, una distorsión sutil pero dañina que aparece al doblar piezas largas. Bajo una carga elevada, el ariete y la cama se deforman elásticamente: los extremos permanecen relativamente rígidos mientras que el centro se hunde. Para dobleces de más de un metro, esta distribución desigual de esfuerzos incrementa la fuerza en los extremos aproximadamente entre un 20 y un 30 %, haciendo que el centro se “abra” entre dos y tres grados. Un doblez nominal de 90° puede medir 92° en el punto medio y 88° cerca de los bordes—una inconsistencia invisible durante el ajuste pero inconfundible una vez ensamblado.
La forma más confiable de confirmar la deflexión de la cama es mediante una sencilla prueba de tres puntos. Forma un doblez de muestra y mide el ángulo en ambos extremos y en el centro. Si el centro difiere en más de un grado respecto a cualquiera de los extremos, has confirmado la presencia de distorsión tipo canoa. Revisar la pieza inmediatamente después del doblado con una regla recta revela la mecánica detrás del problema: una flecha superior a 0,1 mm a lo largo de la cama indica una compensación insuficiente. Esa pequeña deflexión se multiplica bajo carga, incrementándose con cada tonelada aplicada y generando un desplazamiento angular que ningún controlador digital puede corregir completamente. Leer la curvatura no es cuestión de intuición—es una forma de diagnóstico temprano. Conocer la profundidad y ubicación de la deflexión te indica si el sistema automático de coronado puede manejarla o si se requiere intervención manual.
Los sistemas modernos de coronado hidráulico están diseñados específicamente para neutralizar la curvatura de la prensa plegadora pre‑arqueando la cama en dirección opuesta a la deflexión esperada. Cuando están correctamente calibrados, pueden mejorar la precisión angular en un 80–90 %, reduciendo la variación de ±3° a un estrecho ±0,25°. El controlador interpreta los datos de presión y las propiedades del material, dirigiendo cilindros de cuña de precisión que levantan el centro de la cama justo antes de que el ariete alcance la presión de formado. El resultado es un contacto uniforme a lo largo de toda la longitud—y ángulos de doblado consistentes en toda la pieza.
En Cybelec controles, navega hasta Machine > Compensation > Angle Correction para ajustar. Introduce la diferencia medida entre el centro y los extremos, y el sistema recalibra automáticamente la proporción de coronado. En máquinas con desgaste estructural, el modo manual permite un refuerzo central fino de +0,5° mediante ajustes deslizantes—una forma rápida y eficaz de recuperar precisión sin reparaciones físicas. Los sistemas Delem gestionan esto en, Setup > Crowning.
, integrando retroalimentación en vivo del medidor de ángulo para optimizar continuamente la presión hidráulica. Su algoritmo adaptativo mantiene una precisión constante de ±0,25° incluso después de diez ciclos consecutivos, mientras que el coronado configurado manualmente tiende a desviarse alrededor de ±1°.
Los sistemas de coronas suponen una superficie de cama uniforme y en buen estado. Una vez que el desgaste o la deformación superan los 0,2 mm, tanto la compensación electrónica como la mecánica pierden precisión, dejando a los operadores luchar contra errores de ángulo mediante prueba y corrección. Cuando el tiempo de mantenimiento simplemente no es posible —durante turnos nocturnos o producción urgente—, una técnica controlada de calzas puede restaurar temporalmente la consistencia del doblado.
La solución práctica cuesta aproximadamente lo mismo que un almuerzo modesto. Usa calzas de acero delgadas de 0,010 pulgadas, colocándolas debajo del troquel en los puntos que estén a una cuarta parte de cada extremo, dejando el centro libre. Este desplazamiento geométrico contrarresta la depresión medida de la cama, reconstruyendo efectivamente una curvatura correcta bajo la herramienta. Ejecuta una pieza de prueba para confirmar los resultados: si el centro se ajusta aproximadamente 1–2°, se logra la alineación. Se puede esperar un rendimiento confiable durante cincuenta a cien ciclos, suficiente para completar la mayoría de los pedidos urgentes antes del mantenimiento programado.
Dos pequeños hábitos distinguen a los profesionales experimentados de los improvisadores. Primero, instala las calzas antes de activar cualquier secuencia de coronado automático: los sensores de control asumen una cama perfectamente plana, y al introducir una base falsa se provocará una corrección excesiva. Segundo, registra los espesores y posiciones de las calzas para el siguiente turno. Los ajustes de aplanado no registrados causan casi el setenta por ciento de las discrepancias de “compensación fantasma” investigadas en auditorías de producción.
Las calzas no sustituyen el rectificado de superficies de precisión, pero refuerzan un concepto clave: el control adaptativo efectivo comienza con una base mecánica sólida. La calibración electrónica sólo puede afinar la precisión cuando la geometría física se comporta de manera predecible. En entornos de fabricación de alta mezcla, dominar la sinergia entre hardware y software mantiene las aprobaciones de primeras piezas por encima de 95% y reduce la retrabajación causada por ángulos de doblado inconsistentes hasta en un 25%.
El efecto de canoa convierte la programación predictiva en dominio práctico del doblado. Los operadores que aprenden a interpretar la deflexión, calibrar correctamente la coronación y aplicar soluciones interinas prácticas pasan de reaccionar ante errores de ángulo a prevenirlos por completo. A partir de ahí, la verificación de calibración y las rutinas adaptativas pasan de la teoría al hábito, sentando las bases para una precisión continua y repetible.
Cada doblado perfecto comienza con un movimiento perfectamente paralelo. Cuando los cilindros Y1 y Y2 se desvían incluso una décima de milímetro, el ariete deja de comportarse como una viga uniforme y se convierte en una palanca. La pieza cuenta la historia: los ángulos centrales se abren 1–2°, mientras los extremos se sobre-doblan. Los operarios suelen intentar corregir el rebote o la coronación, pero en aproximadamente el 70 % de los casos, el verdadero culpable es el retraso de sincronización hidráulica, no la programación.
Los controles modernos revelan el problema antes de que la pieza lo muestre. Durante una ejecución en vacío, abre la pantalla de retroalimentación del eje Y y observa la desviación Y1/Y2 mientras el ariete pasa por la zona de cambio de velocidad. Si la desviación supera 0,1 mm, la sincronización ha salido de la corrección automática: las válvulas servo están compitiendo en lugar de compartir la carga. Si ambos lados se mantienen dentro de 0,05 mm en el punto muerto inferior, la causa raíz se encuentra en la alineación mecánica, no en la hidráulica.
Para que la certeza del diagnóstico se vuelva natural, publica esta rápida prueba de dos minutos directamente en el panel de control:
Purgue el sistema a través de los tornillos de válvula durante unos dos minutos en el punto medio del recorrido, asegurándose de que la temperatura del aceite esté por debajo de 45 °C, luego repita la comprobación. Cuando la lectura del eje Y se mueva con un equilibrio constante y rítmico—tan uniforme como un latido—habrá restaurado la simetría de la cual depende cada flexión.
Una regla práctica confiable: la máquina susurra antes de gritar. Si el ariete titubea, se inclina o gime, le está pidiendo que corrija la sincronización antes de que los cilindros graben esa torsión en cada pieza producida durante el turno.
Cuando la deriva del eje Y deforma los extremos, la deriva de tonelaje destruye las herramientas. La pantalla brinda la primera señal honesta: carga calculada a 100 toneladas, lectura máxima en 150. Eso no es más potencia, es metal que ha superado su límite elástico y matrices recibiendo el castigo. Un pico de tonelaje que excede 85 % del punto de alivio establecido significa que el circuito hidráulico está compensando una obstrucción mecánica que no debería existir.
Un crujido agudo, una doble vibración al final del recorrido o un repunte repentino de 20–30 % por encima de la carga nominal—todas son formas en que la máquina traduce su angustia en datos. El daño se acumula rápidamente: un sobrefondo tuerce el ariete, desincroniza los cilindros y flexiona la cama hasta que los ángulos se desvían dos grados de lado a lado. El siguiente turno terminará persiguiendo un retroceso elástico fantasma que nunca fue tal desde un principio.
Considere la gráfica de tonelaje como un semáforo que puede leer en tiempo real mientras la prensa funciona:
Nada grita más fuerte que un pico de tonelaje—es la forma en que el sistema hidráulico suplica por equilibrio.
Todo operador se ha enfrentado a esa decisión de medianoche: ¿este problema justifica una llamada de servicio? La respuesta cabe en una mano enguantada: si tres o más de las cinco verificaciones permanecen en verde dentro de diez minutos, termina la corrida. Si no, llama al técnico antes de que los costos se incrementen.
| Verificación | Prueba de 1 minuto | Ir / Continuar producción | No ir / Llamar al técnico |
|---|---|---|---|
| 1. Sincronización Y | Ejecutar tres ciclos en seco; comparar ángulo final vs. central | Desviación < 0.1 mm; movimiento suave | Inclinación > 0.2 mm; retraso audible |
| 2. Tonelaje | Realizar una prueba de doblado en chatarra | ≤ 85 % de alivio; sin crujido | Pico > 90 %; disparo de seguridad |
| 3. Aceite / Presión | Comprobar estabilidad del medidor y ruido de la bomba | PSI normal; bomba silenciosa | Lectura baja; cavitación presente |
| 4. Válvulas | Observe el movimiento en ambas direcciones | Velocidad uniforme, sin vacilación | Atascamiento o fugas; limpiar y volver a probar |
| 5. Velocidad de retorno | Cronometre el recorrido completo hacia arriba | < 3 s | > 5 s bajo carga |
Siga este sistema binario como un texto sagrado y evitará el 80 % de esas llamadas de servicio “urgentes” que agotan los presupuestos de mantenimiento. La ventaja oculta: su prensa aprende su ritmo. Las revisiones constantes y rutinarias mantienen las válvulas servo sensibles; el funcionamiento intermitente solo las confunde.
Si un desequilibrio del cilindro no se corrige o la válvula de alivio se niega a volver a su asiento, ese es su punto de inflexión; más allá de esto, corre el riesgo de deformar la bancada o dañar las herramientas, convirtiendo un diagnóstico de cinco minutos en una falla de $5,000 disfrazada de ahorro por horas extra.
La realización fundamental es esta: la verdadera comprensión hidráulica reside en los datos, no en la intuición. La prensa plegadora se comunica en números: pequeñas variaciones de Y1/Y2, relaciones de tonelaje, segundos de tiempo de retorno—y quienes son fluidos en ese lenguaje numérico gestionan la consistencia mediante la maestría, no la suerte.
¿Su primer movimiento mañana por la mañana? Fije la lista de verificación “Go/No‑Go” directamente al lado del botón de inicio. Trátela como guía definitiva para cada configuración, sin importar cuán rutinaria parezca la tarea.
Ahora imagine esto: el ariete descendiendo en perfecta alineación, la línea de tonelaje firme y verde—sin crujidos, sin inclinaciones—solo presión equilibrada y fluida traduciendo código en creación. Ese es el momento en que la máquina y el operador actúan como uno solo.
Todo lo que ha hecho hasta ahora—coronado, calzado, calibrado—lo ha llevado a este preciso momento de verdad: ¿serán fieles los sistemas hidráulicos, o está a punto de perseguir errores fantasmas a través del acero?
Cuando pueda responder esa pregunta con certeza, habrá trascendido el simple hecho de operar la prensa plegadora: realmente la estará comandando.


















