

El martes pasado observé una escuadra de 600 piezas funcionar “sin problemas”. Ocho dobleces en una matriz en V estándar. Luego, dos operadores pasaron 3,5 horas eliminando rebabas y aplanando distorsiones a $32/hora cada uno. Eso son $224 en mano de obra después de que la prensa plegadora dejó de ciclar.
Nadie escribió “operaciones secundarias” en la hoja de trabajo. Simplemente estaba allí, callada, como una fuga de margen de 3% que nadie se molesta en apretar.
Con 600 piezas, eso es $0.37 por pieza en pura limpieza. Si el trabajo solo contenía $1.10 de margen bruto, acabas de quemar 34% de él con una lima y un mazo. ¿Y todavía llamas a las herramientas personalizadas un “lujo” reservado para 10,000 piezas?
He visto talleres rechazar un punzón personalizado de $4,800 porque la corrida era de “solo” 800 piezas. El mismo taller gasta felizmente $0.40 por pieza en retrabajo, demoras de inspección y lentitud—$320 en este lote, $320 en el próximo, $320 en cada nuevo pedido—como si fuera dinero invisible.
No sientes $0.40. Sientes $4,800.
Pero a las matemáticas no les importan los sentimientos. Si una herramienta personalizada elimina $0.40 por pieza en mano de obra secundaria y manejo de defectos, el punto de equilibrio es 12,000 piezas a esa tasa. Ahora sube la mano de obra del antiguo $18/hora al actual $32/hora, y ese $0.40 se convierte silenciosamente en $0.70. El punto de equilibrio cae por debajo de 7,000. Añade incluso una reducción de defectos de 2% en una pieza de $12 —$0.24 ahorrado— y ya estás por debajo de 5,000 piezas.
Y eso antes de hablar de las configuraciones.
Si el costo oculto por pieza × volumen ≥ costo de la herramienta, entonces lo personalizado no es lujo —es aritmética.
Entonces, ¿por qué seguimos pagando el impuesto del contenedor de chatarra?

Mira una pieza que necesita plegado, aplanado y retoque cosmético después de un doblado estándar al aire. Cada toque son 20 segundos. Tres toques equivalen a un minuto. A $32/hora, eso es $0.53 por pieza en mano de obra.
Haz 500 piezas. Acabas de gastar $265 fingiendo que eras “flexible”.”
Una matriz personalizada bien diseñada que forme y pliegue en un solo golpe podría añadir 15% más de tiempo de preparación—digamos 30 minutos adicionales a $32/hora, o sea $16. Pero si elimina esos $0.53 por pieza, recuperas $265 en las primeras 500. Ganancia neta: $249. Eso es un incremento de margen del 15% en un trabajo de $1,600.
Sí, lo personalizado puede introducir riesgos—sorpresas por recuperación elástica, límites de tonelaje. Pero las herramientas estándar no eliminan eso. Solo trasladan la corrección a manos humanas a $32/hora. Si tu mano de obra secundaria por pieza × 500 excede la preparación adicional + amortización de la herramienta, entonces estás alquilando flexibilidad con pérdidas.
¿Entonces de dónde vino esta superstición de las 10,000 piezas?
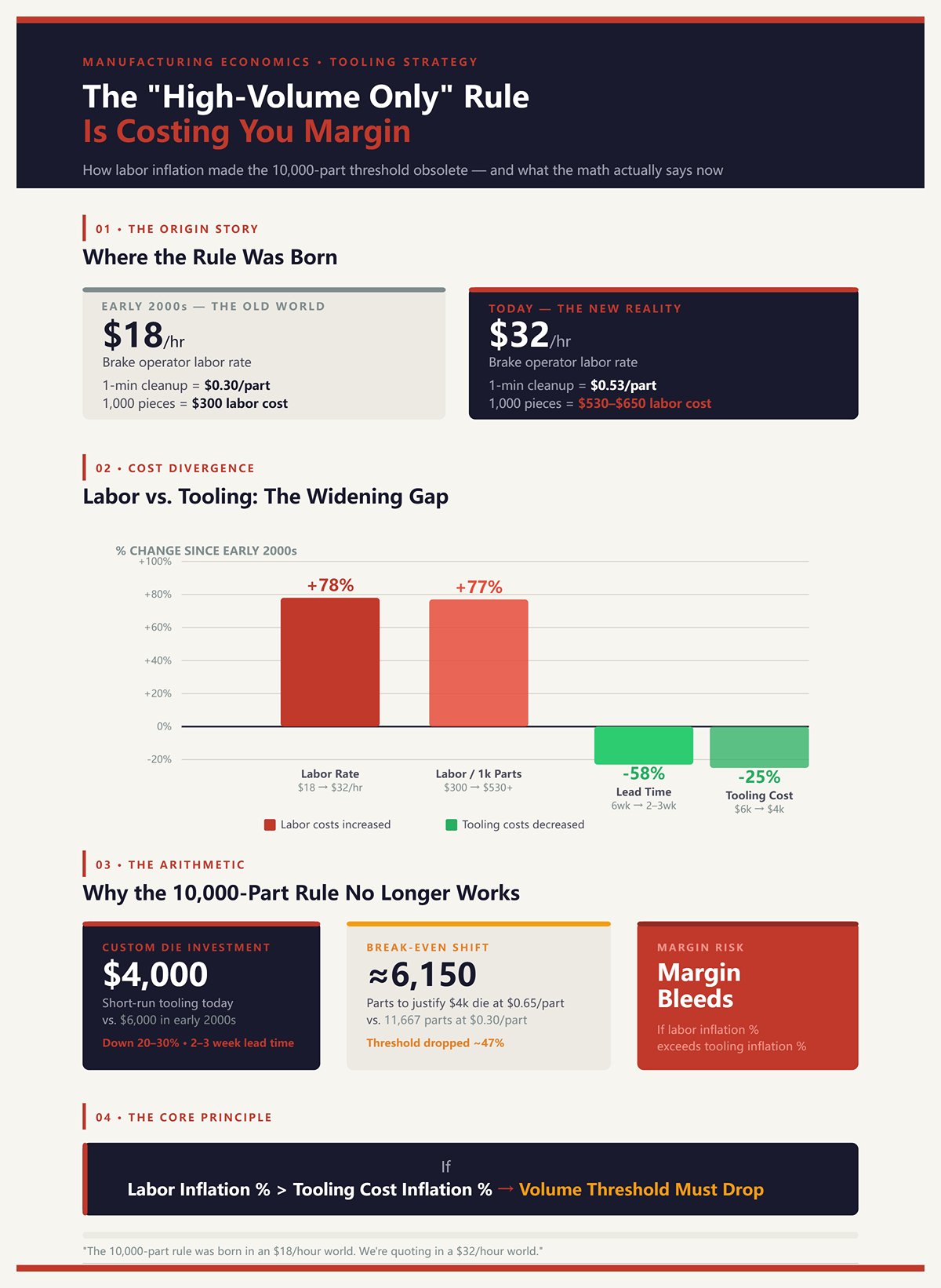
A principios de los 2000, pagaba $18/hora a los operadores de plegadora. Una limpieza de un minuto costaba $0.30 por pieza. En 1,000 piezas, eso es $300. Difícil justificar una matriz personalizada de $3,500 frente a eso.
Avancemos rápido. El mismo minuto cuesta $0.53. Las mismas 1,000 piezas cuestan $530. Añade la carga de nómina y estás cerca de $650. La línea de mano de obra se duplicó; el libro de reglas mental no.
Mientras tanto, el CAD y el electroerosionado por hilo hicieron que las herramientas de corrida corta fueran más baratas y rápidas de fabricar. Lo que antes tomaba 6 semanas y costaba $6,000 ahora puede ser 2–3 semanas y $4,000, dependiendo de la complejidad. La curva de costos bajó un 20–30%. La mano de obra subió un 70–80%.
La regla de las 10,000 piezas nació en un mundo de $18 por hora. Ahora estamos cotizando en un mundo de $32 por hora. Si la inflación laboral % > inflación del costo del utillaje %, entonces tu umbral de volumen debe disminuir o tu margen se erosiona.
Entonces, ¿por qué el número antiguo todavía se siente “seguro”?

Porque el dolor está repartido.
Una herramienta de $5,000 impacta la orden de compra una sola vez. Es ruidosa. Aparece en la revisión de capital. La mano de obra secundaria a $0.50 por pieza se esconde dentro de la producción. Parece “horas normales”. No hay señales de alerta. Solo 2–3% menos de margen en cada ejecución, como una línea hidráulica perdiendo 2% de presión en cada ciclo.
Y el utillaje personalizado exige compromiso. Hay que cerrar los planos. Confirmar el tonelaje. Aceptar que si la pieza cambia 10%, el troquel podría necesitar modificación. Eso parece arriesgado en un pedido de 500 piezas. Pero también lo es perder $300–$400 cada vez que el trabajo se repite porque nadie quiso asumir la decisión.
La comodidad no aparece en el estado de resultados. La mano de obra sí.
Si el volumen repetido × mano de obra oculta por pieza supera el costo de la herramienta dentro de dos ciclos, entonces “siempre lo hemos hecho así” no es una estrategia, es un subsidio a la ineficiencia.
Ahora la verdadera pregunta no es si las herramientas personalizadas son un lujo. Es dónde, exactamente, está ese impuesto oculto en tu flujo de trabajo actual.
El mes pasado ejecutamos un lateral de carcasa de acero inoxidable de 500 piezas. En papel parecía inofensivo: cuatro dobleces, un dobladillo, calibre 14, tipo 304. V-matriz estándar, doblado al aire, volteo, dobladillo en una segunda pasada. Tiempo de plegado: 2.8 horas en total.
Lo que la ruta no mostraba: 1.5 horas en la estación de desbarbado eliminando microgrietas a lo largo del dobladillo, 45 minutos en inspección corrigiendo desviaciones de ángulo y 30 minutos de retoques de soldadura por puntos porque el dobladillo no asentaba plano. A $32 por hora, eso es $144 en limpieza y corrección además del formado. En un trabajo con un margen bruto de $900, eso es 16% perdido —no en chatarra, no en horas extra—, solo en “flujo normal”.”
No lo verás en la cotización. Está enterrado en partidas laborales llamadas “soporte”.”
Pero las matemáticas no se preocupan por los sentimientos.
A $0.29 por pieza en manipulación secundaria ($144 ÷ 500), tu lote de 500 piezas acaba de prepagar 3%–5% de una herramienta de formado personalizada de $4,000. Si se ejecuta dos veces al año, has perdido $288 anualmente por el privilegio de mantenerte “flexible”. Ese es el impuesto del contenedor de chatarra: lo suficientemente pequeño para ignorarlo, lo suficientemente constante para doler.
Si la mano de obra oculta por pieza × el volumen anual ≥ 20% del costo de la herramienta, entonces estás financiando la ineficiencia a plazos.
Entonces, ¿dónde se esconde en tu taller?
Imagina un canal con desplazamientos. El utillaje estándar implica un primer golpe para formar las patas, reconfigurar, y un segundo golpe para crear el desplazamiento. Dos configuraciones, dos eventos de medición, dos oportunidades de fallar por 0.5°.
En un lote de 500 piezas, no son solo 500 golpes extra. Son 500 descargas, 500 caminatas hasta un pallet, 500 re-mediciones. Incluso si cada ciclo de manipulación dura 25 segundos, eso son 3.5 horas de mano de obra —$112 a $32 por hora— antes de contar la segunda configuración de 20 minutos, otros $11. Estás $123 adentro solo porque la geometría no encajaba con tu juego de matrices.
Y aquí está el asesino silencioso: cada cambio de calibre introduce variación. Digamos que tu desperdicio aumenta 2% por error de manipulación en una pieza de $18. Diez piezas desechadas son $180 en material y gastos generales. Ahora tu “segundo golpe” cuesta $303 en 500 piezas — $0.61 por pieza — sin que nadie emita un cheque etiquetado como “error”.”
Así es como una segunda doblez se convierte en una segunda máquina, una segunda fila y una segunda factura que nunca desglosas.
Si (mano de obra adicional por manipulación + desperdicio por re-manipulación) por pieza × 500 ≥ amortización de la herramienta por corrida, entonces la opción personalizada de un solo golpe gana — incluso en bajo volumen.
Entonces, ¿por qué estamos luchando contra el material en lugar de darle forma una sola vez y seguir adelante?
Corre acero de alta resistencia de 980 MPa en una matriz genérica en V y observa lo que sucede. Programas 88° para obtener 90°. Las primeras cinco piezas llegan a 89,5°. El operador ajusta a 87,5°. Ahora estás en 90,8°. Lo reduces. Lo persigues otra vez.
Diez piezas de prueba a $12 cada una son $120 en material antes de estabilizar. Agrega 40 minutos de tiempo de operador afinando — $21. Eso es $141 gastados antes de que la pieza #11 se envíe. En un pedido de 500 piezas, eso es $0.28 por pieza solo en costo de ajuste.
El utillaje estándar trata el retroceso como el clima — algo para ajustarse alrededor. El utillaje personalizado cambia la geometría: radio de punzón más ajustado, fondo controlado, quizás un hombro aliviado para bloquear la doblez. Cambias 15% más de costo inicial de diseño de herramienta por 50% menos de deriva de ángulo y casi cero desperdicio de prueba.
Sí, podrías rediseñar la pieza — aumentar el radio, cambiar a 5052 en lugar de 6061, suavizar la especificación. A veces eso es inteligente. Pero cuando el plano está bloqueado y la aleación está dictada por el caso de carga, terminas pagando $0.25–$0.40 por pieza en mano de obra de ajuste porque la matriz no coincide con la física.
Si el tiempo de ajuste por retroceso + el desperdicio de prueba por corrida excede 5% del costo de herramienta dentro de dos pedidos, entonces la corrección de geometría supera al ajuste de programa.
Lo que nos lleva a la siguiente fuga — la que inspección sigue discutiendo.
Cada vez que giras una pieza, reinicias el cero.
Toma una caja de cuatro dobleces formada en dos configuraciones separadas. Cada configuración tiene ±0,5° de variación angular. Suma eso en cuatro dobleces y puedes ver ±1,5 mm en el ala lejana. Inspección marca 8% de las piezas como “al límite”. Los operadores comienzan a corregir a mano con un mazo.
En una corrida de 500 piezas, 40 piezas reciben corrección manual de 90 segundos cada una. Eso es una hora de mano de obra — $32. No es catastrófico. Pero agrega los 45 minutos del inspector clasificando — $24 — y tienes $56, o $0.11 por pieza, solo para devolver la tolerancia a su lugar.
Ahora añade el costo de oportunidad: esa prensa estuvo inactiva 30 minutos esperando la disposición de inspección. A una tarifa de máquina cargada de, digamos, $85/hora, eso es otros $42 de capacidad que no puedes facturar.
Así que tu “gestión” de tolerancia acaba de costar $98 — 11% de un margen de $900 — porque la variación se introdujo aguas arriba y se resolvió aguas abajo por personas, no por acero.
El utillaje personalizado en etapas que forma las cuatro dobleces en una sola posición calibrada elimina dos giros y dos reinicios de tolerancia. Menos acumulación de tolerancia. Menos discusiones. Menos fugas de $0.11 que parecen demasiado pequeñas para perseguir.
Si mano de obra de corrección aguas abajo + tiempo de inspección por corrida ≥ 10% del tiempo de formado, entonces el proceso está compensando el utillaje, no produciendo piezas.
Y eso nos lleva al costo que todos encogen de hombros.
Lo escucho todo el tiempo: “Las configuraciones estándar solo tardan de 20 a 30 minutos”.”
Bien. Llamémosle 25 minutos a $32 por hora — $13. Añade 10 minutos de búsqueda y preparación de herramientas — otros $5. Ya llevas $18 antes del primer artículo.
Haz eso tres veces porque el trabajo necesita tres configuraciones de herramientas y tendrás $54 por lote. En 500 piezas, eso es $0.11 por pieza. Suena inofensivo.
Hasta que el trabajo se repite cuatro veces al año. Ahora has gastado $216 anuales solo en fricción de configuración repetida — 24% de ese mismo margen de $900 — y nadie ha mejorado el proceso ni una pulgada.
Un juego de herramientas personalizado consolidado podría agregar 40 minutos a la primera configuración — $21 adicionales — pero eliminar dos configuraciones futuras por lote. A lo largo de cuatro ejecuciones, ahorras 200 minutos de tiempo muerto — $107 — y liberas capacidad para ejecutar otro trabajo con un valor de $1,200 en ingresos.
El tiempo de preparación no es una molestia. Es interés. Se acumula silenciosamente al 10%–25% del margen a lo largo de un año si lo dejas repetirse sin tocar.
Si (minutos de configuración ahorrados por ejecución × ejecuciones por año × tarifa laboral) ≥ costo incremental de herramientas durante dos años, entonces las herramientas estándar te están cobrando alquiler.
Y el alquiler es lo que pagas cuando no posees la solución.
En una caja de acero inoxidable de 500 piezas que ejecutamos el trimestre pasado, el plano requería una pestaña de retorno y un doblez en el mismo borde. Con segmentos estándar, eso significaba precurvar, voltear, cerrar el doblez y luego una pasada de aplanado separada. Tres golpes. Dos configuraciones. Un accesorio de soldadura posterior porque el doblez nunca quedaba perfectamente recto. Gastamos $2,400 en un punzón escalonado personalizado que formó el retorno y el doblez en un solo golpe controlado. El mismo freno. El mismo operador. Un golpe.
La diferencia no fue teórica. El tiempo de ciclo bajó de 55 segundos a 28 segundos — 27 segundos ahorrados × 500 piezas son 3.75 horas de trabajo, $120 a $32/hora. Eliminamos una configuración secundaria de 30 minutos — $16. Eliminamos el retoque de soldadura que promediaba 45 segundos por pieza — otras 6.25 horas, $200. Eso es $336 en trabajo directo en las primeras 500 piezas, más eliminamos un accesorio que ocupaba 20 pies cuadrados de piso y $1,100 en costo de construcción. Para la segunda ejecución, la herramienta ya había recuperado el 28% de su precio, y la celda de soldadura dejó de perder el 12% del margen en retrabajo.
Así es como decides. No preguntas “¿Es esto de alto volumen?” Preguntas, “¿Cuántos centros de costo desaparecen si le doy forma una vez en lugar de pelear con él tres veces?” Si operaciones eliminadas por pieza × tarifa laboral × 500 ≥ amortización de la herramienta, entonces lo personalizado deja de ser un lujo y se convierte en una llave para una línea con fugas.
He visto operadores ejecutar “Ocho dobleces en una matriz en V estándar” porque era lo que había en el estante. Doblar, deslizar, volver a medir, doblar de nuevo. Cada reposicionamiento son 6–8 segundos si el operador es hábil. Llámalo 7 segundos × 7 movimientos adicionales = 49 segundos de manipulación pura. A $32/hora, eso es $0.44 por pieza solo en tiempo de movimiento. En 500 piezas, has consumido $220 antes de contar comprobaciones de ángulo o desperdicio.
Una herramienta de etapa de un solo golpe toma esas ocho características y las referencia desde una única posición medida. Un solo golpe de 18 segundos. Acabas de recortar 49 segundos de manipulación y 20 segundos de ciclo adicional — aproximadamente 69 segundos en total. Son 9.6 horas de trabajo ahorradas por cada 500, o $307. Y aquí está lo que la mayoría ignora: también eliminas siete oportunidades para medir mal. Si tu desperdicio baja del 3% al 1% en una pieza de $18, eso son 10 piezas menos en el contenedor de desecho — $180 recuperados.
No solo ahorraste tiempo. Eliminaste la variabilidad. Si (golpes extra − 1) × segundos de manipulación × tarifa laboral × 500 + diferencia de desperdicio ≥ costo de herramienta personalizada, entonces la herramienta de un golpe es el acero más barato.
¿Pero cada herramienta personalizada resuelve el mismo problema?
Ejecutamos soportes de alta resistencia de 980 MPa que se agrietaban con un radio de punzón de 0.125″. Herramienta de catálogo estándar. Barata. Después de 12 piezas, microfracturas en la línea de doblez — 4% de desperdicio en una pieza de $22. Eso son $44 perdidos en las primeras 50 piezas y subiendo hacia $440 en 500 si lo dejas continuar.
La solución no fue “más habilidad”. Fue geometría. Pedimos un punzón con radio de 0.250″ y hombro aliviado para controlar el fondo. Costo de la herramienta: $1,800. El desperdicio bajó de 4% a menos de 1%. En 500 piezas, eso son 15 piezas salvadas — $330 en material — además dejamos de gastar 30 minutos por ciclo ajustando el retroceso elástico, otro $16. La recuperación no fue magia; fue física.
Eso es personalización basada en la geometría: cambias la forma para que coincida con el plano.
Luego está la personalización basada en el material. Los paneles de acero inoxidable pulido 304 salían del freno con marcas por fricción de matrices mecanizadas en frío de 32 Rc. La tasa de rechazo por apariencia alcanzó 6% en un panel de $28 — $168 por cada 100 piezas, $840 en 500. Cambiamos a insertos endurecidos, que no dejan marcas, con más de 50 Rc. El costo del utillaje fue de $2,200. Los rechazos bajaron a 1%. Recuperas $700 en desperdicio en las primeras 500 y dejas de perder 2 horas de pulido por lote — $64 — en cada tanda.
Problemas diferentes. La misma matemática. Si el comportamiento del material o el requisito de superficie está costando >3% de desperdicio o >30 minutos de ajuste por ciclo, entonces la geometría de la herramienta debe cambiar o el margen se pierde.
Pero incluso cuando el doblez es correcto, ¿qué hace tu prensa mientras cambias el acero?
| Categoría | Personalización basada en la geometría | Personalización basada en el material |
|---|---|---|
| Idea principal | Cambiar la forma de la herramienta para que coincida con el plano | Cambiar el material del utillaje para que se adapte al comportamiento del material o al requisito de superficie |
| Ejemplo de problema | Soportes de alta resistencia de 980 MPa que se agrietan con radio de punzón de 0.125″ | Paneles de acero inoxidable pulido 304 con marcas de fricción de matrices de 32 Rc |
| Utillaje inicial | Herramienta de catálogo estándar (económica) | Matrices mecanizadas en frío de 32 Rc |
| Resultado del fallo | 4% de desperdicio tras 12 piezas; microfracturas en la línea de doblez | 6% de tasa de rechazo por apariencia |
| Impacto en costos (500 piezas) | ~$440 pérdida proyectada por chatarra | $840 pérdida por chatarra |
| Solución | Punzonado con radio de 0,250″ con hombro aliviado para controlar el fondo | Insertos endurecidos, sin marcas, a más de 50 Rc |
| Costo de herramental | $1,800 | $2,200 |
| Chatarra después de la corrección | Reducido de 4% a menos de 1% | Reducido de 6% a 1% |
| Ahorro de material (500 piezas) | 15 piezas salvadas = $330 | $700 recuperado en chatarra |
| Ahorro de mano de obra | 30 minutos de ajuste de retroceso del resorte ahorrados por corrida (~$16) | 2 horas de labor de pulido ahorradas por lote (~$64) |
| Lógica de recuperación | Corrección de geometría impulsada por física | Compatibilidad de material y protección de superficie |
| Regla de decisión | Si la chatarra >3% o el ajuste >30 min/corrida, cambiar la geometría | Si el desperdicio >3% o el ajuste >30 min/corrida, cambie el material de la herramienta |
Cronometré un trabajo el mes pasado. Tres cambios de herramienta. Cada cambio: 12 minutos para retirar segmentos, limpiar la base, preparar los nuevos, ajustar para la alineación. Son 36 minutos de tiempo sin corte. A una tasa de máquina cargada de $85/hora, eso equivale a $51 por lote. Con cuatro repeticiones al año, $204 perdidos — 22% de un margen de $900 — solo en tiempo de llave inglesa.
Una herramienta personalizada consolidada transformó esas tres configuraciones en una sola preparación de 20 minutos. Agregas 8 minutos al inicio, claro — $11. Pero eliminas 24 minutos por corrida. En cuatro corridas, eso son 96 minutos recuperados — $136 de capacidad de máquina que puedes vender. Es medio día al año recuperado del impuesto al desperdicio llamado “flexibilidad”.”
Sí, las herramientas personalizadas son más complejas. Sí, si tu programador no puede manejar dobleces por etapas, pagarás en tiempo de depuración. He visto perderse 45 minutos por una mala secuencia — $24 en mano de obra — porque el programa offline no consideró las holguras. Pero una vez bloqueado, el ajuste se vuelve repetible. Las herramientas segmentadas estándar, una vez cortadas y mezcladas, pierden precisión de alineación y comienzan a desviarse 0.030″ en 4 pies. Las herramientas de precisión mantienen 0.0004″ por pie. No es publicidad; es la diferencia entre calzar y enviar.
Si (minutos de preparación eliminados por año × tasa de máquina) − tiempo de programación adicional ≥ costo anualizado de la herramienta, entonces la “flexibilidad” segmentada es solo ineficiencia alquilada.
¿Y qué pasa después de las primeras 20 piezas, cuando inspección empieza a rondar?
En un panel de 4 pies, la herramienta segmentada con superficie fría se desviaba alrededor de 0.0015″ por pie una vez que mezclamos longitudes. Eso son aproximadamente 0.006″ en toda la pieza. No suena mucho hasta que el ensamblaje necesita ±0.010″ en total. Estábamos perdiendo 1 hora por corrida de 500 piezas en clasificación de inspección — $32 — y otra hora en ajuste y re-doblado — $32 más. $64 por lote porque el conjunto de herramientas no mantenía la línea.
Cambiamos a un juego de herramientas de longitud completa rectificado de precisión. La repetibilidad se ajustó a aproximadamente 0.0004″ por pie. El tiempo de clasificación bajó a 15 minutos — $8. El re-doblado casi desapareció. Llámalo $50 ahorrado por cada 500 piezas. No es dinero de titular, pero súmalo a los $300 de formado en un golpe y los $136 de reducción de preparación, y estás por encima de $486 en el mismo lote.
La consistencia también reduce la dependencia del operador. Cuando el proceso se mantiene, tu operario experimentado y tu novato producen piezas de buena calidad por igual. Si la desviación del ángulo obliga a una corrección manual en el 8% de las piezas, a 60 segundos cada una, eso son 6.7 horas de trabajo por 500 piezas — $214. Bloquea la geometría en acero, reduce la corrección al 2% y recuperas $160. Pero las matemáticas no se guían por sentimientos — se guían por minutos × tasa × piezas.
Aquí está la regla de taller que subrayo en cada cotización: Si (minutos de retrabajo + minutos de inspección + costo de desperdicio) por pieza × 500 ≥ 25% del precio de la herramienta personalizada, entonces ya estás financiando la herramienta — solo que a través del desperdicio en lugar del acero.
Entonces, ¿cuándo cruza un trabajo la línea? Cuando las operaciones que puedes eliminar en 500 piezas suman más que el cheque que escribirías por la herramienta. El siguiente paso es poner ambas columnas una al lado de la otra y dejar que los números discutan entre sí.
Tuve una carcasa de 500 piezas en mi escritorio el trimestre pasado. La herramienta segmentada estándar requería dos golpes y un paso rápido de desbarbado. El retoque secundario nos costó $10 por pieza, claro y simple. Un punzón personalizado de un solo golpe se cotizó en $5,000. La pregunta no era “¿500 es alto volumen?”. La pregunta era: ¿cuándo deja de ser aterrador $5,000 y empieza a ser barato?
Elimina una operación de $10 en 500 piezas y borras exactamente $5,000. En 501 piezas, estás $10 adelante. Ese es el punto de inflexión — no 5,000 piezas, no “volumen automotriz”. Quinientas. Pero las matemáticas no se guían por sentimientos.
Así que pongamos ambas columnas una al lado de la otra y veamos dónde comienza realmente la pérdida.
Tomemos un caso hipotético realista. Prensa manual o CNC básica, con una tarifa cargada de $70/hora. Ciclo de cinco minutos usando troqueles segmentados estándar. Eso es ($5 min / 60) × $70 = $5.83 por pieza en máquina y mano de obra. Agrega $0.20 de desbarbado y tienes $6.03 por pieza antes de desperdicio. En 500 piezas, eso son $3,015 en procesamiento directo.
Ahora agrega lo que nadie pone en negritas en la cotización: un golpe extra con 45 segundos de manipulación y reposicionamiento. Eso es 0.75 minutos × $70/hora = $0.88 por pieza. Otros $440 en 500 piezas. Tu total real es $3,455 — y aún no hemos tocado el desperdicio ni la inspección.
La versión personalizada de la herramienta: el ciclo de un solo golpe baja a 4 minutos. ($4 / 60) × $70 = $4.67 por pieza. Sin rebabar. Sin manipulación adicional. En 500 piezas, eso es $2,335 en procesamiento más $5,000 de costo de herramienta = $7,335 total en la primera ejecución.
El estándar parece más barato a primera vista: $3,455 frente a $7,335. Eso es porque aún no has tenido en cuenta repeticiones, diferencia de desperdicio o la operación secundaria que estamos a punto de eliminar. Si tu única comparación es el procesamiento del primer lote, el estándar gana con menos de 1,000 piezas en una prensa manual. Si terminas el cálculo ahí, estás alquilando ineficiencia.
Si (costo por pieza estándar − costo por pieza personalizado) × volumen ≥ costo de la herramienta, entonces el acero personalizado es acero más barato.
¿Pero qué pasa si lo único que eliminas es una operación secundaria?
Aislemos el caso. Supón que tu proceso estándar requiere aplanar una lengüeta de soldadura después del doblado en una prensa o lijadora de banda. Son 6 minutos a $50/hora de mano de obra combinada. Eso es $5 por pieza. En 500 piezas, desaparecen $2,500.
O usa el ejemplo más claro: $10 por pieza en operación secundaria — soldadura, esmerilado, instalación de herrajes. En 500 piezas, $5,000. Eso iguala dólar por dólar una herramienta personalizada de $5,000. Tu punto de equilibrio es exactamente 500 piezas. Si produces 750 piezas durante el año, has generado $2,500 en margen recuperado — un retorno del 50% sobre esa herramienta en el primer año.
El precio de la pieza baja de (base $6.03 + $10 secundaria) = $16.03 a aproximadamente $4.67 en procesamiento una vez que reduces el golpe. Eso es una variación de $11.36 por pieza, o $5,680 en 500 piezas. Incluso después de asumir la herramienta de $5,000, tienes $680 positivo en el primer lote.
Aquí es donde algunos dicen: “Sí, pero ¿qué hay del desperdicio?” Bien. Hablemos del impuesto del contenedor de chatarra.
Si el costo de la operación secundaria × volumen ≥ precio de la herramienta, entonces 500 piezas no es un volumen bajo — es el punto de inflexión.
Usa una pieza base de $25. El utillaje segmentado estándar produce 4% de desperdicio cosmético o angular. Eso son 20 piezas defectuosas en 500. 20 × $25 = $500 solo en material. Añade 4 minutos por rehacer a $70/hora — otros $93. Impacto total del desperdicio: alrededor de $593 por cada 500, o $1.19 por pieza enviada.
Reduce el desperdicio a 1% con geometría controlada. Ahora pierdes 5 piezas, $125 en material más $23 en tiempo de re-doblado. Llámalo $148 en total. Diferencia entre procesos: $445 por 500 piezas.
Ese $445 es el 8.9% de una herramienta de $5,000. Súmalo a una operación secundaria eliminada de $5 por pieza ($2,500) y ya has justificado el 59% del costo de la herramienta antes siquiera de hablar del ajuste.
Aquí está la fórmula limpia del umbral: Diferencia de desperdicio % × costo del material × volumen = porción de justificación de la herramienta.
Si la mejora del desperdicio ≥ (costo de la herramienta ÷ (costo del material × volumen)), entonces el utillaje estándar es una carga. Con una herramienta de $5,000, piezas base de $25 y 500 unidades, la diferencia de desperdicio de equilibrio es 40%. Suena alto, hasta que recuerdas que estamos sumando desperdicio con mano de obra y ajustes, no dependiendo solo del desperdicio.
El desperdicio por sí solo rara vez paga la herramienta. El desperdicio más una operación eliminada a menudo sí lo hace.
Entonces, ¿qué ocurre cuando esta pieza no es un trabajo único?
La mayoría de los talleres ven 500 piezas y piensan “tirada corta”. Yo veo 500 este trimestre, 500 el próximo año y tres piezas hermanas usando el mismo perfil de doblado. Ahora esa herramienta de $5,000 no está asignada a una sola orden de compra — se distribuye en 1,500 piezas durante dos años.
Con 1,500 piezas, la amortización de tu herramienta es de $3.33 por pieza. Si estás ahorrando $5 por pieza en eliminación de trabajo secundario y $0.89 en manipulación, eso es $5.89 recuperados por pieza. Ganancia neta: $2.56 por pieza × 1,500 = $3,840 positivo después de pagar la herramienta. Esto es un retorno del 76% a lo largo de la vida útil de la herramienta, y no hemos considerado la inflación laboral.
Aquí es donde los escépticos de la automatización se equivocan. Un freno CNC de $95,000 solo se paga si el volumen es lo suficientemente alto para alimentarlo. Pero un punzón personalizado de $5,000 que elimina $5 por pieza se paga en 500 piezas, incluso en un freno NC de $35,000. La clase de máquina cambia la pendiente, no las matemáticas.
Si la inflación laboral % > la inflación de coste de herramientas %, entonces tu umbral de volumen debe bajar o tu margen se reduce.
Quinientas piezas no es magia. Es solo el punto en el que un hábito eliminado de $10 equivale a una pieza de acero de $5,000. Ejecuta 501, y estás ganando dinero. Ejecútalo de nuevo el próximo año, y la llave sigue apretada sobre esa línea hidráulica con fugas.
Pero aquí está la pregunta de contención que los escépticos están a punto de hacer: ¿cuándo no funcionan estas matemáticas?
Aquí es donde las matemáticas con 500 piezas fallan: cuando la pieza que estás justificando hoy tiene una probabilidad del 30% de cambiar antes de enviar la última unidad. Si gastas $5,000 en acero personalizado y el departamento de ingeniería consume de 6 a 10 semanas a, digamos, $85/hora durante 40 horas ($3,400) antes del primer corte, estás comprometido con $8,400. Si la longitud de la brida se mueve 0.125″ el próximo trimestre y la herramienta se convierte en un pisapapeles, eso es una pérdida del 100% — no una ganancia de margen del 12%.
Las herramientas personalizadas detienen una pérdida de margen del 10%. Pero también pueden crear una hemorragia de capital del 15% si estás adivinando en lugar de fijar la geometría.
Esto no se trata de miedo. Se trata de exposición.
Si la probabilidad de cambio de diseño × (coste de herramienta + coste de ingeniería) ≥ ahorro por operaciones eliminadas, entonces las herramientas estándar ganan — sin importar lo bonita que parezca el tiempo de ciclo.
Los prototipos mienten.
Te muestran un doblado de 4 minutos de un solo golpe y ocultan la probabilidad del 25% de que el cliente ensanche el dobladillo o añada un nervio después de la prueba en campo. Ahora tu punzón escalonado de $5,000 no encaja, y tu camino de retrabajo es de otras 6 a 10 semanas más de $3,000–$4,000 en tiempo de diseño. En un trabajo de 500 piezas con un ahorro proyectado de $11.36 por pieza ($5,680 total), un restablecimiento de geometría elimina el 148% de tu ganancia esperada.
Las herramientas segmentadas estándar parecen más lentas a $6.03 por pieza más un $10 secundario. Pero cuando el plano cambia, deslizas segmentos, ajustas el tope trasero y continúas enviando. No hay acero perdido. No hay pánico en el calendario. Pagas en tiempo de ciclo, no en capital.
Si la volatilidad de la geometría > 20% antes de que se envíen 500 unidades, entonces las herramientas personalizadas no son estrategia — son especulación.
El flujo de caja odia las semanas muertas.
Las herramientas personalizadas no solo cuestan $5,000 — cuestan tiempo. De seis a diez semanas en las que tu trabajo queda en limbo mientras las herramientas estándar podrían haber empezado mañana. Si ese retraso empuja $150,000 de ensamblajes posteriores y estás soportando un 1.5% de gastos mensuales sobre ese WIP, eso es $2,250 por mes en coste de mantenimiento. Dos meses esperando el acero acaban de consumir $4,500 — casi todo el precio de la herramienta.
¿Y qué pasa si el cliente quiere los primeros artículos en tres semanas? O bien aceleras las herramientas con una prima del 20% ($1,000 extra en una herramienta de $5,000) o vuelves a las herramientas estándar y aceptas la ineficiencia de montaje que intentabas evitar.
Las herramientas personalizadas ahorran $5 por pieza en 500 piezas. Pero si la penalización por programación es de $4,500 antes incluso de que empiece el ciclo, tu punto de equilibrio se duplica a 900–1,000 piezas.
Si el costo de retraso en el tiempo de entrega ≥ ahorro del primer ciclo, entonces la velocidad supera a la elegancia.
Las herramientas estándar también se rompen. La diferencia está en la profundidad del inventario.
Rompes una matriz en V estándar de 1″ y sacas otra del estante. Tal vez pierdas 2 horas a $70/hora — $140. Rompes un punzón seccional personalizado con un plazo de reemplazo de 4 semanas y tu corrida de 500 piezas se detiene. Si tu prensa genera un margen de contribución de $120/hora y queda inactiva por 40 horas durante una semana, eso representa un costo de oportunidad de $4,800 — antes de los costos de envío urgente y rehacer las piezas.
Ahora tu herramienta de $5,000 lleva una prima de seguro implícita.
Puedes cubrirte ordenando un duplicado. Felicitaciones — tu costo de herramental acaba de duplicarse a $10,000, y tus cálculos de 500 piezas se evaporan.
Si el riesgo de falla de herramienta única × costo de tiempo muerto > ahorro por duplicar operaciones secundarias, entonces el herramental estándar es la opción de beneficio más segura.
Esta duele.
He visto talleres gastar $7,000 en una herramienta de forma compleja para “arreglar” una tasa de desperdicio de 6% que en realidad se debía a un mal ajuste de coronado y a una variación inconsistente del espesor del material. El desperdicio costaba $593 por 500 piezas. Gastaron 1,180% del problema tratando de resolverlo con ingeniería en lugar de capacitación.
Las herramientas personalizadas ajustan la línea hidráulica. Pero si tus operadores no pueden mantener el ángulo dentro de ±0.5° en trabajo estándar, esa inestabilidad se manifestará en otro lugar — esquinas agrietadas, golpes por sobre tonelaje, desgaste prematuro de herramienta. No arreglas una brecha de capacitación de $1,000 con acero de $5,000 y llamas a eso inteligente.
El herramental estándar obliga a la disciplina. Expone la desviación del proceso con desperdicio de $1.19 por pieza en lugar de ocultarlo dentro del capital amortizado.
Si el costo de inestabilidad del proceso < prima de herramienta personalizada, entonces repara el proceso — no la herramienta.
El herramental personalizado para 500 piezas es matemáticas, no magia. Funciona cuando la geometría es estable, los programas son previsibles, los proveedores son confiables y tus operadores ya pueden producir piezas limpias. Si fallas en uno de esos aspectos, la “llave inglesa en una línea con fugas” se convierte en una estimación muy costosa.
Así que la verdadera pregunta no es “¿Pueden justificarse 500 piezas para un diseño personalizado?”
Es esta: ¿puede tu negocio tolerar estar equivocado por $8,000 si las suposiciones cambian?
¿Quieres un desencadenante objetivo en 500 piezas? Deja de discutir sobre piezas. Comienza a discutir sobre los dólares que ya estás perdiendo.
En un gabinete de 500 piezas, ahorramos 27 segundos por pieza con una herramienta escalonada. Eso suena como alarde de ingeniería. Pero 27 segundos × 500 piezas = 13,500 segundos, o 3.75 horas de prensa. A una tarifa real de taller de $85/hora con carga, eso equivale a $318.75 en la prensa. Nadie firma una orden de compra de $7,500 para ahorrar $318.75. Eso es 4.2% del costo de la herramienta. Eso es ruido.
Pero las matemáticas no se preocupan por los sentimientos.
Esos mismos “27 segundos” eliminaron 500 transferencias manuales, 500 reajustes de sujeción y 500 oportunidades de un golpe de desperdicio de $42 en acero inoxidable calibre 14. El desperdicio bajó de 4% a 1%. En 500 piezas con un valor de material de $42, eso significa 15 piezas salvadas, o $630. Ahora estamos en $948.75. Aún no son $7,500. Entonces, ¿por qué esto funciona alguna vez?
Porque el tiempo de ciclo es solo la fuga visible. El verdadero dinero está más adelante.
Si tus segundos eliminados solo afectan el tiempo de máquina, entonces las herramientas personalizadas son un lujo. Si esos segundos reducen desperdicio, manipulación e inspección, entonces estás recuperando margen.
La dirección ve una herramienta de $7,500. No ve la fuga hidráulica de 2% en cada ciclo.
Las herramientas estándar parecen “pagadas”. Pero si obligan a un soldado secundario de $10 en 500 piezas, eso son $5,000 al año en un solo trabajo. Suma $144 en mano de obra de limpieza como hemos visto antes, más una diferencia de desperdicio de $630, y ahora estás mirando $5,774 en ineficiencia anual. Eso es el 77% del precio de la herramienta personalizada en el primer año.
El error es tratar las herramientas como capital y la ineficiencia como ruido operativo. Uno se aprueba una vez. El otro se renueva en cada trabajo.
Así que pregúntalo directamente: en 12 meses, ¿estamos comprando $7,500 de acero, o estamos pagando $5,774 por año en impuesto de cubo de desperdicio? Si el trabajo se repite dos veces, eso son $11,548 perdidos. Ahora la herramienta “cara” es 35% más barata que mantenerse flexible.
Si el costo anual de ineficiencia × años previstos ≥ costo de herramienta + ingeniería, entonces gana la personalizada — incluso con 500 piezas.
A los ejecutivos les encantan los porcentajes de disponibilidad. “La utilización de la prensa pasó de 68% a 74%.” Eso suena como una ganancia que vale quizá $2,000 en contribución. Es abstracto.
Diles que eliminaste 500 puntos de soldadura a $6 cada uno con carga completa — eso son $3,000. Suma 6 horas de desbaste de soldadura a $38/hora — $228. Suma 3 horas de re-chequeo de QC a $45/hora — $135. Eso son $3,363 eliminados de la exposición de nómina en una corrida de 500 piezas.
Ahora compáralo con el tiempo de prensa: 3.75 horas ahorradas a $85/hora son $318.75. El tiempo de máquina es el 9% de la historia financiera. El resto es mano de obra que nunca programas.
Aquí es donde los talleres pierden credibilidad: venden “doblado más rápido” en lugar de “eliminación de cabezas de soldadura”. La dirección recorta líneas de mano de obra antes de celebrar la velocidad de máquina.
Si los dólares eliminados de mano de obra aguas abajo > ahorros puros de horas de prensa, entonces lidera con la eliminación de mano de obra — no con disponibilidad.
No entres pidiendo $7,500.
Entra mostrando que un trabajo de 500 piezas actualmente lleva un costo oculto de $11.36 por pieza entre desperdicio, soldadura, manipulación e inspección. Eso son $5,680 por corrida. Si la herramienta elimina $8 por pieza de eso, recuperas $4,000 en las primeras 500 piezas y los restantes $1,680 en la segunda corrida. Después de eso, cada corrida es recuperación de margen de 100%.
Ahora la conversación cambia de “¿Podemos permitirnos esto?” a “¿Por qué estamos eligiendo seguir perdiendo el 8% en este SKU?”
Y esta es la parte no obvia: el disparador de 500 piezas no se trata de volumen. Se trata de concentración de desperdicio. Una pieza descuidada con un costo secundario incrustado de 12% justifica acero personalizado más rápido que una corrida limpia de 2,000 piezas con control de proceso ajustado. El volumen es ruidoso. La densidad de desperdicio es decisiva.
Así que el marco es simple, y funciona bien en una sala de juntas:
Si (Costo eliminado por pieza × volumen anual × factor de estabilidad) ≥ exposición total de herramientas, entonces apruebe la herramienta. Si no, está especulando.
No está promoviendo velocidad. Está ajustando una línea con fugas que está perdiendo 6%–12% de margen en cada ciclo.
Si la inflación laboral % > la inflación de coste de herramientas %, entonces tu umbral de volumen debe bajar o tu margen se reduce.


















