

Una lámina de 5×10 de acero inoxidable calibre 10 no “se siente” pesada hasta que eres tú quien sostiene el extremo trasero mientras 120 toneladas de fuerza del pistón descienden.
He visto a hombres adultos inclinar el peso de su cuerpo sobre una lámina combada a mitad del ciclo, con las botas deslizándose sobre el concreto, tratando de mantener la línea de doblado recta mientras la prensa plegadora sigue moviéndose como si no le importara. La pieza sale con una ligera torsión. Todos culpan al tiempo. O a la falta de experiencia.
Pero, ¿y si la máquina y el soporte estuvieran luchando entre sí desde el principio?
Un panel de acero suave de 3 metros, de 6 mm de grosor, colocado sobre dos brazos de soporte estáticos parece estable en reposo. Inicia el ciclo, y la gravedad toma el control antes de que el pistón siquiera llegue a contactar. El extremo libre cae unos milímetros. El operador compensa levantando. La prensa continúa descendiendo a la velocidad programada.
Ahora tienes tres fuerzas en juego: la gravedad tirando hacia abajo, el operador empujando hacia arriba, y el pistón atravesando el eje neutro del doblado.
Eso no es doblar. Eso es un tira y afloja.
Contenedor de chatarra: Una vez deseché doce paneles de aluminio de 8 pies en un solo turno porque todos tenían una variación de 1,5 grados a lo largo de la ala. Mismo programa. Mismo juego de herramientas. La única variable eran dos operadores tratando de “ayudar” a un soporte estático a seguir el ritmo de un ciclo de 90 toneladas. Pagamos por esas láminas dos veces: una por el material, otra por la mano de obra de retrabajo.
El impuesto no es evidente en la primera pieza. Se muestra en la fatiga, los microajustes y esa deriva de tolerancia creciente que no puedes explicar del todo.
Entonces, ¿la lámina realmente se está deformando, o el operador simplemente está perdiendo la carrera contra la máquina?
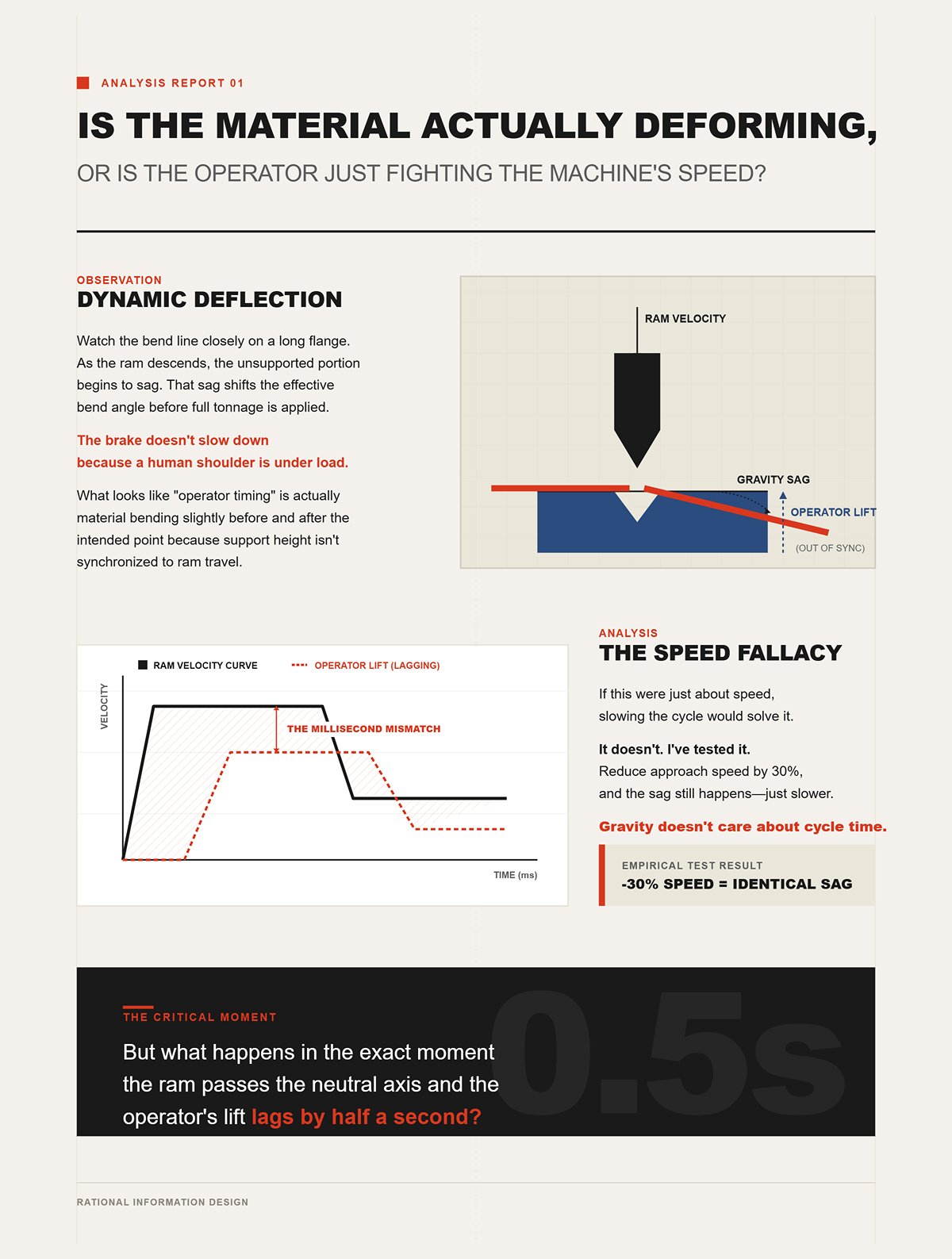
Observa la línea de doblado de cerca en una ala larga. A medida que el pistón desciende, la parte sin soporte comienza a hundirse. Ese hundimiento desplaza el ángulo de doblado efectivo antes de que se aplique la fuerza total. El operador levanta para contrarrestarlo, pero no puede igualar la curva de velocidad del pistón milisegundo por milisegundo.
La prensa no se ralentiza porque un hombro humano esté bajo carga.
Lo que parece “tiempo del operador” es en realidad una deflexión dinámica: el material se dobla ligeramente antes y después del punto previsto porque la altura del soporte no está sincronizada con el recorrido del pistón.
Si esto se tratara solo de velocidad, ralentizar el ciclo lo resolvería. No lo hace. Lo he probado. Reduce la velocidad de aproximación en un 30%, y el hundimiento sigue ocurriendo, solo que más lento. A la gravedad no le importa el tiempo del ciclo.
Aquí es donde la mayoría de los talleres dejan de pensar. Lo llaman un problema de capacitación.
Pero, ¿qué ocurre en el momento exacto en que el pistón pasa el eje neutro y el levantamiento del operador se retrasa medio segundo?
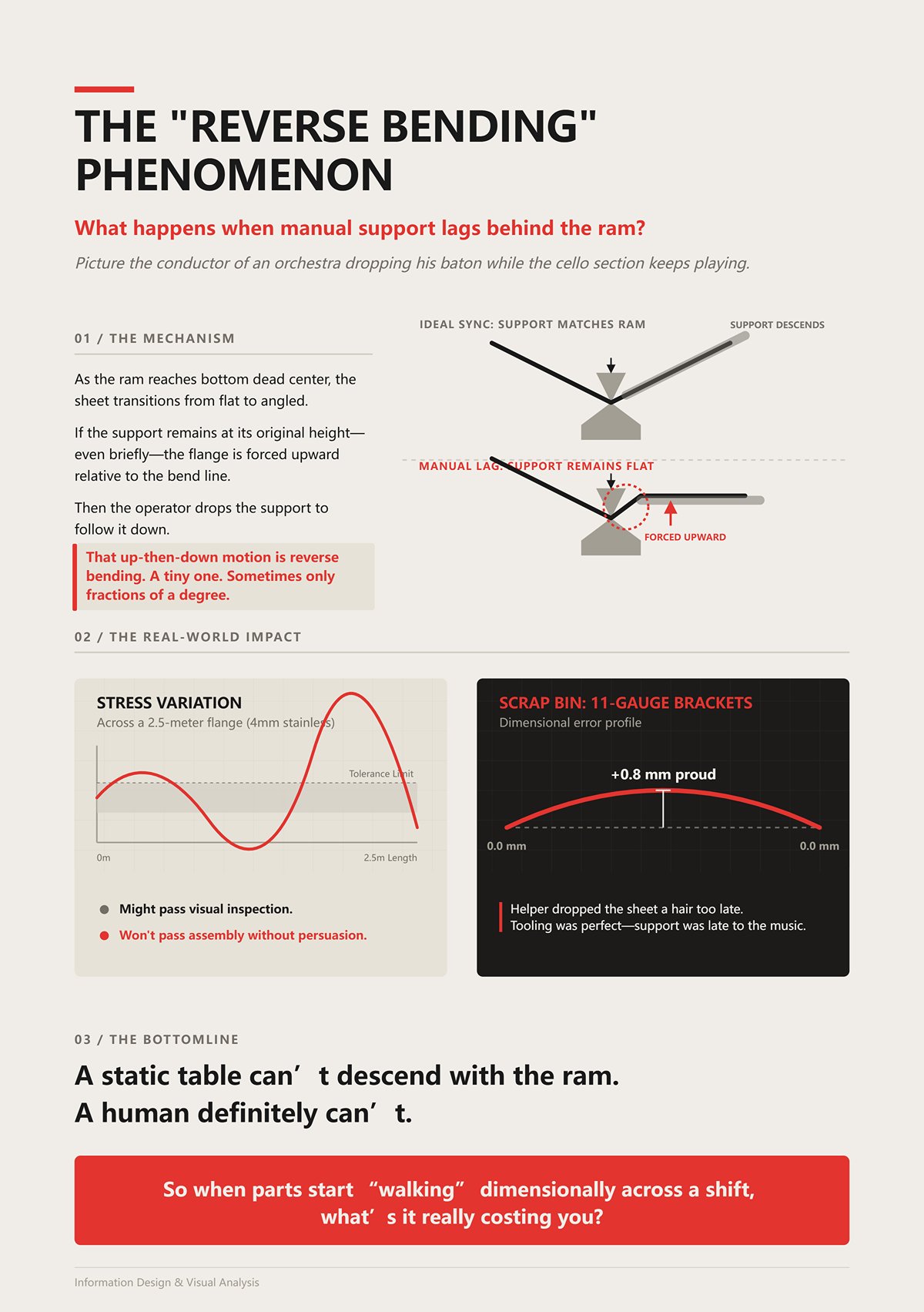
Imagina al director de una orquesta soltando su batuta mientras la sección de violonchelos sigue tocando. Eso es el retraso del soporte manual.
Cuando el ariete alcanza el punto muerto inferior, la lámina pasa de estar plana a estar en ángulo. Si el soporte se mantiene a su altura original —aunque sea brevemente—, el reborde se ve forzado hacia arriba en relación con la línea de pliegue. Entonces el operador baja el soporte para seguir el movimiento descendente.
Ese movimiento de subir y luego bajar es una flexión inversa. Muy pequeña. A veces solo fracciones de grado.
Haz eso a lo largo de un reborde de 2,5 metros en acero inoxidable de 4 mm, y generarás variaciones de tensión a lo largo de la pieza. Tal vez pase la inspección visual. No pasará el montaje sin algo de “persuasión”.
Contenedor de chatarra: He visto soportes de acero al carbono calibre 11 que medían perfectos en los extremos y estaban 0,8 mm altos en el centro porque el ayudante bajó la lámina una fracción de segundo demasiado tarde. Los cortamos con soplete y empezamos de nuevo. No porque la herramienta estuviera mal, sino porque el soporte llegó tarde al compás.
Una mesa estática no puede descender junto con el ariete. Un ser humano definitivamente tampoco.
Entonces, cuando las piezas empiezan a “caminar” dimensionalmente a lo largo de un turno, ¿cuánto te está costando realmente?
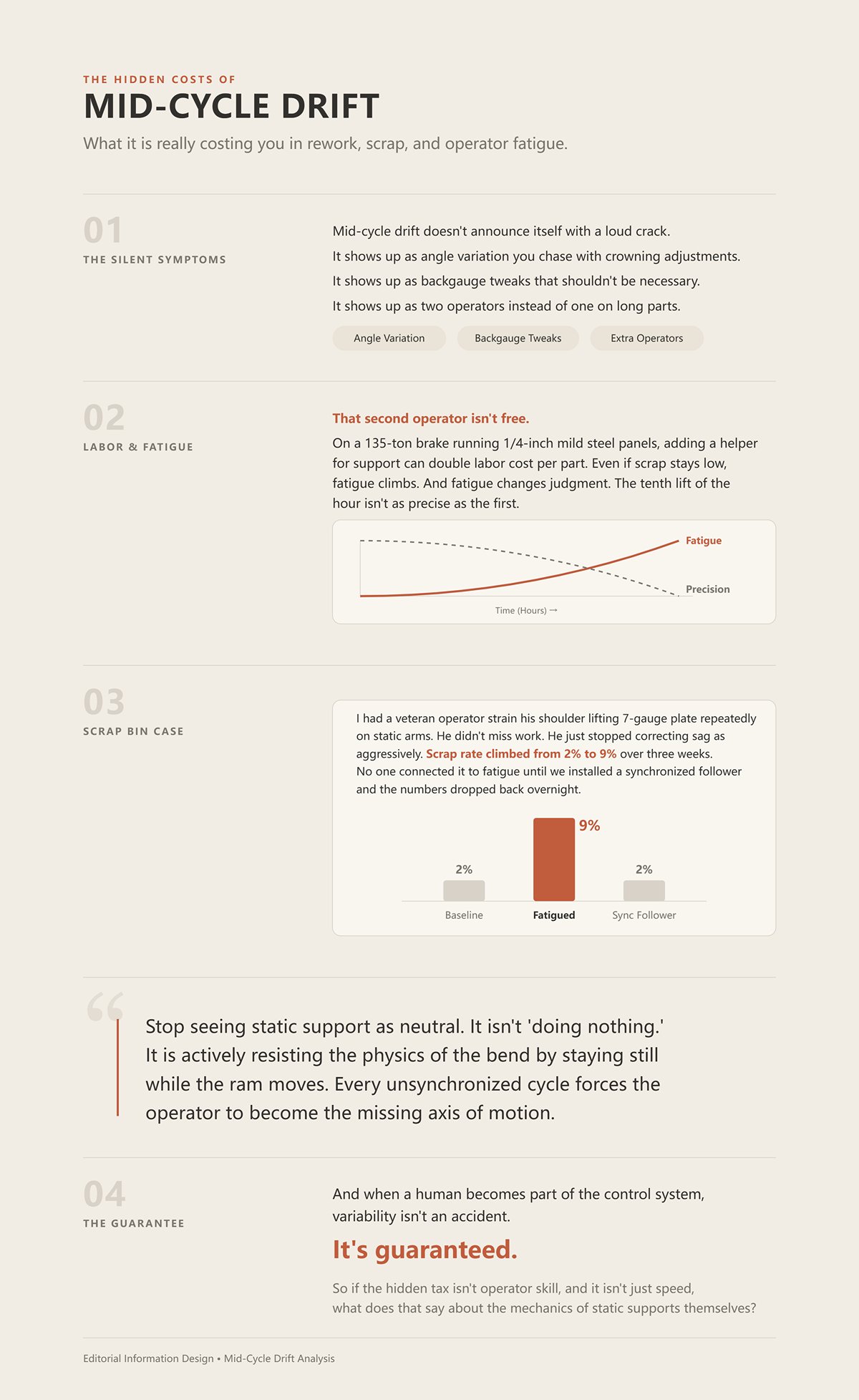
La deriva a mitad de ciclo no se anuncia con un crujido fuerte. Se presenta como variaciones de ángulo que intentas corregir con ajustes de compensación. Se presenta como cambios en el tope trasero que no deberían ser necesarios. Se presenta como dos operadores en lugar de uno en piezas largas.
Ese segundo operador no es gratuito.
En una plegadora de 135 toneladas que trabaja con paneles de acero dulce de 1/4 de pulgada, añadir un ayudante para soporte puede duplicar el costo de mano de obra por pieza. Incluso si la chatarra se mantiene baja, la fatiga aumenta. Y la fatiga cambia el juicio. El décimo levantamiento de la hora no es tan preciso como el primero.
Contenedor de chatarra: Tuve un operador veterano que se lesionó el hombro al levantar repetidamente placas de calibre 7 sobre brazos estáticos. No faltó al trabajo. Simplemente dejó de corregir la caída con la misma fuerza. La tasa de chatarra subió de 2% a 9% en tres semanas. Nadie lo relacionó con la fatiga hasta que instalamos un seguidor sincronizado y las cifras volvieron a la normalidad de la noche a la mañana.
Aquí está el cambio cognitivo que quiero que hagas:
Deja de ver el soporte estático como algo neutral.
No está “sin hacer nada”. Está resistiendo activamente la física del plegado al mantenerse inmóvil mientras el ariete se mueve. Cada ciclo no sincronizado obliga al operador a convertirse en el eje de movimiento que falta.
Y cuando un humano se convierte en parte del sistema de control, la variabilidad no es un accidente.
Está garantizada.
Entonces, si el costo oculto no es la habilidad del operador, y no es solo la velocidad, ¿qué nos dice eso sobre la mecánica de los soportes estáticos en sí?
En una plegadora hidráulica de 135 toneladas que dobla una lámina de 3 metros de acero inoxidable de 4 mm, observa los primeros 50 milímetros de recorrido del ariete. El punzón aún no ha encajado completamente. La lámina sigue casi plana. Los brazos frontales estáticos están fijos a una altura. La gravedad ya está tirando del extremo libre hacia abajo.
Las manos del operador se levantan antes de que lo haga el tonelaje.
Ese es el defecto de diseño a plena vista: un soporte estático tiene un grado de libertad—arriba o abajo cuando lo ajustas manualmente. El pisador tiene una curva de velocidad programada, retroalimentación de posición y repetibilidad medida en centésimas de milímetro. Una vez que el ciclo comienza, solo uno de ellos se mueve con intención.
La pieza sale con una ligera torsión.
Cubo de Descarte: Hace años hice una corrida de acero al carbono calibre 10—alas de 2,4 metros—en brazos fijos. Reducimos la velocidad de aproximación, bajamos la rampa de tonelaje, incluso ajustamos el combado. Las primeras cinco piezas salieron bien. Para la pieza quince, el ángulo se desvió 0,6 grados hacia arriba en un extremo. Nada cambió en el programa. Lo que cambió fue cuán agresivamente el operador levantaba a medida que se fatigaba. El “sistema de soporte” era una columna vertebral humana.
Un brazo estático no solo no ayuda; obliga al operador a cerrar un lazo de control que el CNC cree que ya maneja. Ahora tienes dos controladores actuando sobre una misma chapa: la plegadora llevando la línea de pliegue hacia abajo y el operador empujando el extremo libre hacia arriba. No están sincronizados, y nunca lo estarán.
Pero, ¿y si la máquina y el soporte estuvieran luchando entre sí desde el principio?
Cuando la plegadora acelera a mitad de carrera, el centro de gravedad de la chapa cambia a medida que la ala comienza a formarse. La carga sobre el soporte cambia de manera dinámica. Un brazo estático no puede anticipar ese cambio. Un seguidor activo, incluso una unidad neumática básica con capacidad de 380 kg, está diseñado para subir y bajar con la posición del pisador. No elimina el contraflexión. Reduce la suposición humana que la provoca.
Si un sistema está controlado por posición y el otro por músculo, ¿quién crees que gana ese debate a 20 mm por segundo?
Toma una configuración común: acero dulce de 6 mm, abertura de matriz en V de 48 mm—justo dentro de esa regla de 8 veces el espesor que sigue la mayoría de los talleres. Cuando el punzón desciende en la V, la chapa no gira alrededor de una línea imaginaria en el espacio. Gira alrededor de los puntos de contacto en los hombros de la matriz. Esa ubicación de pivote está fijada por la geometría de la matriz.
Ahora mira un soporte frontal estático típico. El brazo pivota desde un soporte atornillado al bastidor de la máquina, a menudo a 300 a 600 mm delante de la línea de la matriz. Su arco de movimiento—si es que tiene uno—no tiene nada que ver con la geometría de la abertura en V.
Esos dos arcos no son concéntricos. Ni siquiera comparten un centro.
Cubo de Descarte: Doblamos placa de aluminio antideslizante de 1/4 de pulgada sobre una longitud de 2,5 metros usando una matriz en V de 60 mm. Mesa estática ajustada al ras al inicio. A medida que se formaba la ala, la rotación natural de la chapa quería seguir los hombros de la matriz. La mesa, fija en el espacio, forzó a la ala a elevarse levemente antes de bajar. El resultado fue una curvatura de 1,2 mm a lo largo de la longitud del ala. Culpamos a la memoria del material. Era un conflicto de geometría.
Si el punto de pivote efectivo del soporte no sigue la línea de pivote de la matriz, estás doblando la chapa dos veces—una alrededor de la matriz como se pretende, y otra contra el soporte mientras resiste esa rotación. Esa segunda flexión es pequeña. Fracciones de grado. A lo largo de 3 metros, las fracciones se vuelven milímetros.
Los seguidores activos están diseñados para trasladarse verticalmente en coordinación con el recorrido del pisador, manteniendo el contacto cerca de la tangente cambiante de la chapa mientras esta gira alrededor de la matriz. No alinean mágicamente todas las variables geométricas—ancho de matriz, ancho de chapa, longitud de ala—pero eliminan el arco fijo y conflictivo que imponen los brazos estáticos.
Veredicto de Taller: Si la geometría de pivote de tu soporte no se mueve con la geometría de pivote de la matriz, estás construyendo tensión inversa en cada ala larga.
Entonces, incluso si la geometría explica el efecto de doble flexión, ¿qué pasa cuando entra en juego el tiempo?
Considera una plegadora mecánica funcionando más rápido a mitad de carrera que en la aproximación—común en máquinas más antiguas impulsadas por volante de inercia. El pisador podría recorrer los últimos 20 mm antes del punto muerto inferior en una fracción de segundo. Esa curva de velocidad es predecible. Repetible.
Un soporte estático no tiene perfil de velocidad. Está inmóvil hasta que un humano reacciona.
Pero, ¿qué ocurre en el momento exacto en que el pistón pasa el eje neutro y el levantamiento del operador se retrasa medio segundo?
Ese medio segundo es donde muere la precisión CNC.
La lámina pasa de la deformación elástica al flujo plástico alrededor del eje neutro, la capa dentro del espesor que ni se estira ni se comprime. Al atravesar ese punto, el ángulo del ala cambia rápidamente. Si la altura del soporte no desciende en sincronía, el ala se eleva momentáneamente en exceso. Cuando el operador baja las manos, el material recupera forma de manera desigual a lo largo de la pieza.
Contenedor de chatarra: En una plegadora de 90 toneladas doblando chapa de calibre 7, intentamos compensar la desviación prelevantando el extremo libre por encima del nivel. “Funcionó” en alas cortas. En piezas de 2,8 metros, el centro alcanzó el eje neutro milisegundos después de los extremos debido a pequeñas variaciones en el espesor del material. La corrección del soporte ya estaba desfasada. Perseguimos una inconsistencia de 0,9 grados en 40 piezas antes de admitir que el problema no era la tonelada de presión, sino el desfase.
Puedes ralentizar la máquina. La gravedad sigue actuando. Puedes entrenar al operador. El tiempo de reacción sigue variando—típicamente de 200 a 300 milisegundos para la respuesta visual-motora bajo carga. A la plegadora no le importa.
Un seguidor sincronizado—ya sea neumático o servo—vincula su movimiento vertical a la posición del pisón, no a la percepción humana. Sí, aún requiere configuración. Sí, el acoplamiento debe verificarse con ese indicador de contacto LED que usan algunos sistemas. Presencia no es lo mismo que contacto. Pero una vez acoplado, su velocidad coincide con el movimiento ordenado de la máquina.
En una plegadora CNC capaz de repetibilidad del pisón de ±0,01 mm, confiar en un brazo estático con ±tiempo humano no es ahorro. Es sabotaje.
Veredicto del taller: Si tu soporte no puede igualar la posición y velocidad del pisón, la precisión de tu CNC se detiene en la línea de la matriz—y todo lo que está más allá se convierte en suposiciones.
Hace unos meses medí un doblado de aluminio de 3/16 de pulgada en una moderna plegadora CNC. Desde el acercamiento hasta el fondo, los últimos 18 mm de recorrido del pisón tardaron 0,6 segundos. No lento. No violento. Justo lo suficientemente rápido para que, si el seguidor duda, la lámina lo sienta de inmediato.
Ese es el punto de referencia. Si un seguidor no puede seguir ese descenso de 0,6 segundos sin sobrepasarse ni retrasarse, no es soporte—es interferencia tardía.
Los brazos estáticos ya perdieron esta batalla porque no se mueven. Ahora la verdadera pregunta es más sutil: cuando el pisón acelera, desacelera y corrige en tiempo real, ¿qué tipo de accionamiento puede mantener el ritmo sin inventar sus propios problemas de sincronía?
Piensa en el pisón como el director de orquesta. El seguidor tiene un solo trabajo: tocar en perfecto compás. Los sistemas neumáticos y servo afirman que pueden hacerlo. Solo uno lo consigue sin adivinar.
Imagina una plancha de acero inoxidable de calibre 10 de 1,2 metros de ancho, alas cortas de 25 mm, matriz en V estrecha. Centro de gravedad bajo. Rotación mínima. En ese caso reducido, un brazo fijo perfectamente nivelado podría comportarse correctamente.
Pero ahora extiende esa pieza a 2,5 metros y empuja el ala a 120 mm. La masa de la pieza gira hacia afuera a medida que se forma el doblado. La rotación se acelera cerca del eje neutro. El soporte debe descender en un arco controlado de acuerdo con el contacto de la matriz. Un brazo fijo no desciende en absoluto.
Contenedor de chatarra: Fabricamos soportes de acero laminado en frío de calibre 11, de 300 mm de ancho. El brazo estático funcionó bien en las primeras 20 piezas. Luego el trabajo cambió—mismo espesor, pero 1,8 metros de largo. En la pieza ocho, teníamos una torsión de 1,4 mm en la esquina libre. No cambió la tonelada ni la herramienta. Solo la longitud. El brazo no falló por ser débil. Falló porque la geometría y el tiempo se escalaron mientras él permanecía inmóvil.
Un brazo mecánico no es “automatización simple”. Es cero automatización. Asume que la velocidad de doblado, el peso de la lámina y la longitud del ala permanecen dentro de un margen estrecho. El trabajo de producción—especialmente en talleres de alta variedad—rara vez se mantiene dentro de ese margen por mucho tiempo.
Veredicto del taller: Un soporte fijo puede resistir piezas cortas y repetibles; no puede proteger el material una vez que la longitud, velocidad y rotación varían.
Ahora agregamos movimiento. Un seguidor neumático utiliza aire comprimido que empuja un cilindro para subir y bajar la mesa de soporte. En teoría, vincula la señal de la válvula a la posición del pisón y tienes sincronización.
En la práctica, el aire se comprime.
Eso importa. Cuando el ariete acelera a mitad de carrera, la válvula de control se abre para expulsar el aire del cilindro y la mesa desciende. Pero el aire dentro no se evacua al instante. El diámetro de la manguera, el caudal del regulador e incluso las variaciones de presión del aire del taller —de 95 psi por la mañana a 82 psi cuando se encienden tres láseres— cambian el tiempo de respuesta.
No se ve un retraso dramático. Se ve uno suave. Un colchón de 0,1 segundos donde la mesa se resiste antes de ceder.
Cubo de Desperdicio: Instalamos un seguidor neumático con capacidad de 380 kg bajo una lámina de aluminio de 1/4 de pulgada y 3 metros de largo. La corrida de la mañana fue limpia. Después del almuerzo, el ciclo del compresor aumentó y la presión de línea bajó 10 psi. El seguidor descendió un poco más lento. Resultado: un sobreflex de 0,6 grados consistente en el centro en comparación con los extremos. Mismo programa. Mismo operador. Comportamiento diferente del aire.
El aire comprimido es tolerante y mecánicamente simple. Menos electrónica. Menor costo inicial. Y en talleres sin servicio eléctrico actualizado, evita la demanda de corriente máxima que algunos sistemas totalmente eléctricos requieren. Pero el aire comprimido introduce una variable viva —la estabilidad de presión— que tu ariete CNC no comparte.
¿Y si la máquina y el soporte estuvieran peleando entre sí desde el principio? Con neumáticos, pueden estar de acuerdo en el comando pero en desacuerdo en el tiempo de respuesta.
Veredicto del Taller: Los seguidores neumáticos son una mejora enorme respecto a los brazos estáticos, pero su velocidad es tan estable como tu suministro de aire.
Un seguidor accionado por servo reemplaza el aire comprimible con un motor y un husillo de bolas o transmisión por correa. La retroalimentación de posición proviene de un codificador. Cuando el ariete se mueve 0,01 mm, el seguidor puede ser ordenado a mover 0,01 mm. Sin elasticidad. Sin decaimiento de presión.
En una prensa de 90 toneladas doblando acero dulce de 5 mm sobre una matriz V de 40 mm, perfilamos la curva de velocidad del ariete: aproximación lenta, aceleración rápida a mitad de recorrido, desaceleración controlada al fondo. El seguidor servo reflejó esa curva dentro de la tolerancia medible del codificador. La variación de ángulo de la pieza en 30 unidades se mantuvo dentro de 0,2 grados de extremo a extremo.
Ese tipo de repetibilidad importa cuando la planitud del ala afecta la soldadura posterior o cuando se dobla acero inoxidable de calibre 14 preacabado que no puede “persuadirse” después del hecho.
Ahora el lado del costo. Los sistemas servo requieren una alimentación más limpia y solución de problemas más especializada. He visto frenos híbridos servo-hidráulicos fuera de servicio por fallos de unidad propietaria con reparaciones de $8,500. Cuando falla la electrónica, no la golpeas con una llave inglesa y sigues trabajando.
Entonces, ¿cuándo se justifica?
Cuando el costo del desperdicio supera el riesgo de reparación. Cuando las piezas son lo suficientemente largas como para que un error de 0,5 grados se traduzca en una curvatura visible. Cuando el material es caro —por ejemplo, aluminio 5052 de 3/16 de pulgada a los precios actuales— y el retrabajo no es una opción.
Veredicto del Taller: Si tu acumulación de tolerancias o el costo del material castigan incluso pequeños errores de sincronización, la repetibilidad del servo se amortiza sola en desperdicio ahorrado.
Una lámina de acero dulce de 6 mm y 3 metros pesa aproximadamente 140 kg. Agrega carga dinámica mientras rota y momentáneamente superas el peso estático. Muchos seguidores neumáticos anuncian una capacidad de 300 a 400 kg. En papel, parece cómodo.
Pero la capacidad nominal supone presión ideal y carga vertical. Durante una curva, el centro de gravedad de la lámina se desplaza hacia afuera, creando palanca. El cilindro no solo levanta peso, también resiste torque.
A medida que el ariete se aproxima al punto muerto inferior, la carga transiciona rápidamente. Si el cilindro está cerca de su límite de fuerza superior, el aire se comprime ligeramente antes de empujar de vuelta. Esa microcompresión se muestra como una caída del seguidor.
Cubo de Desperdicio: Doblamos placa de 8 mm, 2,4 metros de largo, en un seguidor con capacidad nominal de 400 kg. Los cálculos estáticos decían que estábamos seguros. En movimiento, la mesa bajó 3 mm a mitad de curva. El ángulo del ala en el centro se cerró 0,8 grados más que en los extremos. El cilindro no era insuficiente según el catálogo: era insuficiente para la realidad dinámica.
Los sistemas servo, en cambio, mantienen la posición mediante el torque del motor y la transmisión mecánica, no aire atrapado. No pierden altura porque la presión fluctúe. Pero consumirán una corriente instantánea más alta bajo cargas pesadas, y los talleres antiguos con servicio eléctrico limitado sentirán ese pico.
Entonces, la trampa no es solo la capacidad de elevación. Es el control dinámico bajo una carga cambiante.
Veredicto del taller: Si tus piezas son largas, gruesas o con mucho par, una clasificación neumática sobre el papel puede no equivaler a un soporte estable en movimiento.
La cuestión del accionamiento no trata de lujo. Trata de tempo. Un seguidor que no pueda igualar la curva de velocidad del pisador—especialmente ese descenso de 0,6 segundos en aluminio de 3/16 de pulgada—no resuelve el problema de sincronización. Lo remodela.
Y una vez que empiezas a cambiar materiales—aluminio blando, acero inoxidable elástico, acero de alta resistencia—la propia lámina comienza a exponer cada debilidad en esa elección de accionamiento.
Una lámina de 3 metros de aluminio 5052 calibre 20 pesa menos de 18 kg. Una lámina de 3 metros de placa A36 de 1/4 de pulgada supera los 180 kg. Pon ambas en la misma prensa plegadora con el mismo seguidor y dime que la física es idéntica.
Ni siquiera están en la misma discusión.
El aluminio fluye temprano y recupera ligeramente. El acero inoxidable resiste, almacena energía y retrocede con más fuerza. El acero de alta resistencia aguanta hasta el último milímetro de carrera, luego libera par en la herramienta como un resorte enrollado. El seguidor no solo sostiene peso; reacciona a cómo esa lámina rota, acelera y descarga durante el doblado.
Cuando el accionamiento se retrasa, el material blando lo oculta. Cuando el accionamiento duda ante el retroceso, el acero de alta resistencia lo expone. Y cuando el seguidor está sobredimensionado pero es lento, el calibre delgado lo convierte en un mecanismo de lanzamiento.
Aquí es donde la mayoría de los talleres lo entienden al revés. Dimensionan los seguidores por kilogramos y olvidan el comportamiento.
Pero ¿qué pasa cuando el propio material se convierte en el amplificador?
Imagina acero inoxidable 304 calibre 22, de 2,5 metros de largo, doblado en un ala de 40 mm. La lámina apenas pesa 12 kg, pero su relación rigidez-masa es alta. A medida que el pisador desciende, el eje neutro se desplaza hacia el radio interior, la pata libre comienza a rotar y la inercia se hace cargo.
Pero, ¿qué ocurre en el momento exacto en que el pistón pasa el eje neutro y el levantamiento del operador se retrasa medio segundo?
Con un brazo estático colocado 5 mm más bajo, la pata en rotación cae, contacta con el brazo y rebota. La pieza sale con una ligera torsión. No es dramático. Solo lo suficiente para que el ala se balancee en la mesa de inspección.
Ese no es un problema de peso. Es un problema de sincronización.
Un seguidor neumático con un colchón de respuesta de 0,1 segundos aún puede pasarse en calibre delgado porque hay tan poca masa para amortiguar el movimiento. La lámina acelera más rápido de lo que el aire puede estabilizar. Un seguidor servo, ordenado para seguir la altura de la herramienta inferior dentro de la resolución del codificador, se mueve al mismo tiempo que el pisador. La lámina nunca cae libremente, por lo que nunca rebota.
Cubo de chatarra: Corrimos galvanizado calibre 20, de 3 metros de largo, en brazos deslizantes manuales con una capacidad nominal de 500 kg y superficies de polietileno. Después de 40 piezas, 6 tenían una variación constante de altura de ala de 1,2 mm en la mitad de la pieza. Los brazos no eran débiles. Llegaban tarde. Pasamos a un seguidor sincronizado y la variación cayó por debajo de la tolerancia medible con cinta.
Las láminas ligeras castigan la demora más de lo que recompensan la resistencia.
Veredicto del taller: En calibre delgado, la velocidad y la sincronización evitan el latigazo; la capacidad bruta de elevación no hace nada.
Entonces, si el material delgado exige agilidad, ¿qué pasa cuando la lámina pesa diez veces más?
Toma A36 de 1/4 de pulgada, 3 metros de largo. Aproximadamente 185 kg. Ahora dobla una pestaña de 60 mm en una prensa plegadora de 120 toneladas usando una matriz en V de 40 mm. A mitad de carrera, el centro de gravedad de esa placa se desplaza hacia afuera, creando un brazo de torque de aproximadamente la mitad de la longitud de la pestaña.
Haz los cálculos y ya no estás soportando 185 kg verticalmente. Estás resistiendo un momento de flexión que intenta empujar el seguidor hacia abajo.
Los brazos de soporte deslizantes estándar con capacidad de 500 kg suponen una carga casi vertical. Introduce 60 mm de brazo de palanca rotatorio y la guía lineal recibe una carga lateral para la que nunca fue diseñada. He medido una deflexión de 2–3 mm en la punta del brazo durante la rotación dinámica en placa gruesa. Esa deflexión cierra el ángulo central antes que los extremos.
Contenedor de chatarra: Doblamos acero dulce de 10 mm, 2,4 metros de largo, en brazos manuales extendidos con transferencias de bolas. La clasificación estática decía que era seguro. Bajo carga, un brazo desarrolló una deformación permanente de 1 mm hacia abajo en el bloque de montaje. Las siguientes 25 piezas mostraron un ángulo 0,7 grados más cerrado en el centro. El brazo se dobló antes que el acero.
Los seguidores servo o hidráulicos diseñados para montaje en la mesa transfieren la carga directamente al bastidor de la prensa, no a través de brazos en voladizo extendidos. Aquí la estructura importa más que el motor. Los aceros de alta resistencia—digamos 6 mm S700—magnifican el problema porque su mayor límite elástico retrasa la deformación plástica, lo que significa que más energía elástica empuja de vuelta al soporte durante la rotación.
Puedes rediseñar piezas—pestañas más cortas, radios más grandes—para aliviar esa carga. Los talleres inteligentes lo hacen. Pero cuando la geometría está fija y el tonelaje aumenta, la estructura se convierte en cuestión de supervivencia.
Veredicto del taller: Por encima de un espesor moderado de placa, los brazos de soporte en voladizo se convierten en miembros de flexión; los seguidores integrados unidos al bastidor soportan el torque sin deflectarse.
E incluso si resuelves el peso y el torque, queda una variable más que espera arruinar tu día.
Ahora cambia a acero inoxidable preacabado calibre 14 con superficie cepillada No. 4. El peso es manejable—unos 40 kg a 3 metros. El cliente rechaza las piezas por una sola marca de 30 mm.
Los brazos de soporte manual suelen usar inserciones de polietileno o cepillo. Bueno para deslizamiento estático. Pero durante una flexión sincronizada, la chapa no solo se desliza; describe un arco. Si la superficie del seguidor tiene alta fricción, la chapa se arrastra microscópicamente mientras gira, especialmente cerca del punto muerto inferior donde la presión es máxima.
He visto talleres culpar al operador por rayaduras que eran pura tribología—fricción superficial bajo carga.
Contenedor de chatarra: En inoxidable 14‑gauge #4, 2 metros de largo, usamos un seguidor neumático con rodillos de acero. Después de 60 piezas, aparecieron marcas lineales tenues paralelas a la curva. Los rodillos estaban limpios. El problema era microdeslizamiento mientras la chapa giraba y el seguidor dudaba. Cambiar a rodillos revestidos sin marcas y ajustar la sincronización eliminó las marcas sin tocar el programa.
Aquí está la jerarquía: si la elevación está desincronizada, incluso la placa de cepillo más suave rayará porque la chapa queda momentáneamente sin soporte y cae en contacto. Si la elevación es precisa pero la superficie de contacto es incorrecta, conservarás el ángulo y arruinarás el acabado.
La sensibilidad del material decide qué defecto aparece primero. El aluminio perdona las rayaduras pero revela deriva de ángulo. El inoxidable oculta variaciones menores de ángulo pero castiga la fricción. El acero pintado de alta resistencia hace ambas cosas.
Veredicto del taller: Los componentes de protección de superficie importan—pero solo después de que la arquitectura de elevación esté sincronizada; los errores de sincronización dañan las piezas antes de que la elección del material tenga oportunidad de opinar.
Haz coincidir el seguidor con el comportamiento de la chapa—su masa, rigidez, recuperación elástica y superficie—y el sistema tocará en tempo con el carnero. Ignora eso, y no estás ahorrando dinero con soportes estáticos. Estás obligando a la máquina y al material a discutir frente a cada cliente.
Lo que plantea el siguiente problema: incluso si el seguidor se adapta perfectamente al material, ¿cómo se comunica con la prensa lo suficientemente bien como para mantenerse en ese tempo?
Una lámina de acero dulce de calibre 12 y 3 metros no se preocupa por lo caro que parezca tu seguidor. Le importa si ese seguidor sabe que el ariete está a punto de acelerar de una velocidad de aproximación de 40 mm/seg a una velocidad de conformado de 8 mm/seg en los próximos 0,2 segundos.
He estado detrás de una prensa plegadora donde el ariete cayó 150 mm en 0,6 segundos, y el seguidor se elevó maravillosamente, solo que tarde. La pieza sale con una ligera torsión. No porque el levantamiento fuera débil. Porque estaba adivinando.
Esa es la diferencia: ¿tu seguidor reacciona al movimiento que detecta después de que ocurre, o se mueve porque el controlador le dijo lo que está a punto de suceder?
Pero, ¿y si la máquina y el soporte estuvieran luchando entre sí desde el principio?
Imagina una prensa CNC de 135 toneladas realizando una secuencia de 5 dobleces en acero inoxidable calibre 10, de 2,5 metros de largo. La posición del ariete se rastrea mediante codificadores lineales con precisión de centésimas de milímetro. El controlador ya conoce la tolerancia de doblado, la altura de la herramienta, la compensación por el resorte del material y el momento exacto en que desacelerará antes del punto inferior muerto.
Ahora instala un seguidor independiente que lea la posición del ariete mediante un sensor de proximidad y se mueva con su propio PLC.
Puede ver dónde está el ariete. No puede ver hacia dónde va el ariete.
Esa diferencia lo es todo.
En un sistema totalmente conectado en red, el seguidor recibe el mismo comando de posición que el ariete. Cuando el controlador cambia de velocidad rápida de aproximación a velocidad de conformado, el servo del seguidor cambia dentro del mismo bucle de control—bucle cerrado significa que ambos ejes corrigen constantemente basándose en la retroalimentación de los codificadores. Comparten intención, no solo posición.
En una adaptación independiente, el seguidor espera el movimiento y luego responde. Incluso un retraso de 100–150 milisegundos es suficiente para que una lámina de 3 metros se hunda entre 4 y 6 mm en el punto medio durante la desaceleración. En aluminio calibre 16 delgado, ese hundimiento rebota cuando el ariete se desacelera. En una placa de 8 mm, transfiere torque a la línea de doblado y aprieta el ángulo central.
Contenedor de chatarra: Trabajamos con acero inoxidable 304 de 3 mm, 3 metros de largo, en un seguidor adaptado conectado solo al movimiento del ariete mediante una derivación de escala lineal. Los ángulos en los extremos se mantuvieron en ±0,3 grados. El centro se desvió 0,8 grados más cerrado en 30 piezas. El seguidor no era débil. Llegaba tarde en cada transición de velocidad.
Si tu seguidor no sabe lo que el ariete está a punto de hacer, siempre estará reaccionando—y reaccionar es la forma en que las piezas se desvían.
Veredicto del taller: Si el tiempo importa—y siempre importa—el seguidor debe compartir el bucle de comando del CNC, no perseguirlo desde atrás.
Entonces, ¿qué pasa con las prensas hidráulicas más antiguas que nunca fueron diseñadas para ese tipo de comunicación?
Toma una prensa hidráulica de 1998 con un control NC básico—sin protocolo de comunicación abierta, sin bus de servos, solo una parada de profundidad del ariete y la posición del tope trasero. Puedes montar un seguidor independiente con su propio controlador y almacenar posiciones por paso de doblado.
Para ejecuciones de prototipos—diez piezas, un solo doblez—funciona bien. El seguidor se eleva a una altura preestablecida, mantiene, luego desciende. La precisión puede ser comparable porque el perfil de movimiento es simple.
Ahora realiza una configuración de 4 estaciones con diferentes alturas de matriz y longitudes de reborde variables en acero laminado en caliente calibre 11, de 2,8 metros de largo.
Sin datos de doblado en vivo—velocidad del ariete en tiempo real, compensación de altura de herramienta, corrección dinámica de ángulo—el operador debe reajustar manualmente la altura del seguidor por estación o confiar en valores almacenados que asumen velocidades de aproximación y conformado idénticas. Cualquier cambio en la tonelada o lote de material altera la ventana de tiempo.
¿Qué ocurre en el momento exacto en que el ariete pasa el eje neutro y el levantamiento del operador se retrasa medio segundo?
En hidráulicas más antiguas, la velocidad del cilindro puede variar con la temperatura del aceite y la carga. Un seguidor independiente que espera una velocidad de conformado de 12 mm/seg puede ver 9 mm/seg en una mañana fría. Esa diferencia de 3 mm/seg en un recorrido de 80 mm es suficiente para desincronizar el soporte durante la fase de rotación más crítica.
Contenedor de chatarra: Adaptamos un seguidor a una prensa plegadora hidráulica de 160 toneladas doblando A36 de 6 mm a 2,4 metros. Las piezas del turno de la mañana eran consistentes. Después del almuerzo, con el aceite caliente y la velocidad del cilindro ligeramente mayor, los ángulos centrales se abrieron 0,6 grados. Nada cambió en el programa. Lo que cambió fue la ventana de sincronización del seguidor.
¿Puede una unidad independiente mantener el ritmo? Sí, si el trabajo es simple, de bajo volumen y tolerante.
Pero una vez que las secuencias de doblado se acumulan, las alturas de herramientas cambian y la tonelada varía, las posiciones almacenadas se convierten en suposiciones. Las suposiciones son costosas en acero.
Veredicto del piso de taller: Las adaptaciones independientes sobreviven con trabajos predecibles y simples; los trabajos complejos con múltiples dobleces exponen sus puntos ciegos rápidamente.
Y esos puntos ciegos no son solo de sincronización.
Acércate a una prensa configurada con cuatro estaciones de matriz a lo largo de 3 metros: V de 20 mm, V de 40 mm, matriz para aplanar, y luego un punzón alto de cuello de cisne en el otro extremo. Así es como los talleres reales manejan piezas mixtas sin desmontar constantemente.
Ahora añade un seguidor que se estaciona a 400 mm detrás de la matriz inferior cuando no está en uso.
Si no se comunica con el CNC sobre la posición de la estación, solo tiene una posición segura predeterminada: mantenerse bajo y fuera del camino. Eso significa que entre dobleces debe retraerse completamente y luego subir de nuevo a una altura preestablecida. Cada ciclo añade tiempo de movimiento y riesgo de reingreso desincronizado.
Los sistemas totalmente conectados vinculan la posición del seguidor con el propio programa de doblado. Cuando el operario selecciona la estación tres, el controlador ya conoce la altura de la matriz y ordena al seguidor colocarse en una posición de espera sincronizada—libre de las herramientas pero a solo 10–15 mm de la altura de enganche. Sin conjeturas. Sin reinicios de carrera completa.
Contenedor de chatarra: En una configuración independiente, alternamos dobleces entre una V de 30 mm y una matriz para aplanar en acero pintado calibre 14. El seguidor tuvo que bajar completamente entre estaciones para evitar colisión con la herramienta. El tiempo de ciclo casi se duplicó. Peor aún, una subida mal sincronizada golpeó el hombro de la matriz y melló el brazo del seguidor.
Cuando el seguidor no está integrado en la lógica de estaciones, se convierte en un obstáculo móvil. Los operarios empiezan a evitar configuraciones de múltiples estaciones solo para mantener el seguidor manejable. Eso elimina la eficiencia que se suponía debía aportar la adaptación.
Veredicto del piso de taller: Si el seguidor no conoce el mapa de tus herramientas, o ralentizará tu ciclo o chocará contra él.
Pero la integración no es solo software. Es cómo se conectan la energía y el movimiento.
He visto dos arquitecturas de adaptación comunes.
Primera: un seguidor con servomotor eléctrico fijado al bastidor de la prensa, alimentado de forma independiente, que lee el movimiento del cilindro a través de una señal derivada o una escala externa.
Segunda: un seguidor hidráulico que se alimenta del circuito hidráulico de la prensa con válvulas proporcionales.
El servomotor eléctrico tiene precisión en teoría—resolución del codificador, velocidades programables—pero si no está conectado al bus de control principal de la prensa, funciona en paralelo, no de forma conjunta. Dos controladores, dos bucles de retroalimentación. Cuando la carga aumenta—por ejemplo, al doblar chapa de 8 mm cerca del tonelaje máximo—la prensa puede microajustar la posición del cilindro para controlar el ángulo mientras el seguidor continúa su trayectoria planificada. Esa falta de coincidencia se refleja en una variación de ángulo en la zona media.
Los sistemas hidráulicos acoplados se sienten “naturalmente sincronizados” porque comparten aceite. Pero, a menos que el flujo esté controlado electrónicamente y coordinado a través del CNC, los cambios de presión en los cilindros principales alteran el flujo disponible para el seguidor. Bajo tonelajes altos, la velocidad de elevación del seguidor puede disminuir justo cuando la demanda de soporte alcanza su punto máximo.
Cubo de chatarra: Un seguidor hidráulico de terceros conectado a una prensa plegadora de 200 toneladas funcionó perfectamente con aluminio de 3 mm. Al cambiar a S355 de 10 mm cerca de su capacidad máxima, la elevación del seguidor se ralentizó durante el plegado. El centro de una pieza de 2,5 metros se combó 5 mm antes de recuperarse. Los ángulos variaron 0,7 grados a lo largo de la pieza. La línea de aceite era compartida. El tiempo no lo era.
¿Dónde fallan? En el momento de mayor carga y de toma de decisiones más rápida: cuando el pistón se ajusta, desacelera o compensa.
Un sistema completamente interconectado convierte al seguidor en otro eje controlado dentro de la misma arquitectura. Un solo director de orquesta. Un solo tempo. Cuando el pistón cambia de velocidad, el seguidor cambia porque recibió la misma orden.
Veredicto en el taller: Ser eléctrico o hidráulico no determina el éxito: lo hace la lógica de control compartida; sin ella, se están manejando dos máquinas sobre una sola pieza.
Así que ahora la pregunta no es si un seguidor es algo “bueno de tener”. Es si el comportamiento de tu material y la arquitectura de tu máquina exigen una integración real… o te permiten conformarte con una reacción.
| Sección | Contenido |
|---|---|
| Tema | Integración eléctrica vs. hidráulica: ¿Dónde suelen fallar las adaptaciones de terceros? |
| Arquitectura de adaptación común 1 | Seguidor eléctrico servoaccionado montado en el bastidor de la plegadora, alimentado por separado, que lee el movimiento del pistón mediante una señal tomada o una escala externa. |
| Arquitectura de adaptación común 2 | Seguidor hidráulico conectado al circuito hidráulico de la plegadora mediante válvulas proporcionales. |
| Servo eléctrico – Fortalezas | Alta precisión teórica (resolución del codificador, velocidades programables). |
| Servo eléctrico – Debilidades | Si no está integrado en el bus de control principal, funciona en paralelo con controladores y bucles de retroalimentación separados. Bajo carga alta (por ejemplo, placa de 8 mm cerca del tonelaje máximo), los microajustes de la plegadora pueden provocar desajustes, resultando en variaciones de ángulo en la zona media. |
| Acople hidráulico – Fortalezas | Se siente naturalmente sincronizado debido al sistema de aceite hidráulico compartido. |
| Acople hidráulico – Debilidades | Sin un control de flujo electrónico coordinado mediante CNC, los cambios de presión en los cilindros principales afectan el flujo del seguidor. Bajo alto tonelaje, la velocidad de elevación puede caer cuando la demanda de soporte alcanza su punto máximo. |
| Caso del cubo de chatarra | El seguidor hidráulico de terceros en la prensa de freno de 200 toneladas funcionó bien con aluminio de 3 mm. Al cambiar a S355 de 10 mm cerca de la capacidad, el levantamiento del seguidor se ralentizó durante el conformado. Una pieza de 2,5 metros se hundió 5 mm antes de recuperarse; la variación de ángulo alcanzó 0,7°. Línea de aceite compartida, pero sin sincronización en el tiempo. |
| Punto de falla | Las fallas ocurren durante los momentos de mayor carga y de toma de decisiones más rápidas, cuando el ariete ajusta, desacelera o compensa. |
| Sistema completamente en red | Integra el seguidor como un eje controlado dentro de la misma arquitectura. Un sistema de control, comandos sincronizados. Los cambios de velocidad del ariete y la respuesta del seguidor ocurren simultáneamente. |
| Veredicto en el taller | El éxito depende de la lógica de control compartida, no de si el sistema es eléctrico o hidráulico. Sin integración, en efecto son dos máquinas manejando una sola lámina. |
| Pregunta central | No se trata de si un seguidor es opcional, sino de si el comportamiento del material y la arquitectura de la máquina requieren una integración real, o pueden tolerar un funcionamiento reactivo. |
No se decide por un seguidor completamente integrado porque sea impresionante.
Se decide porque su material, su máquina y su mezcla de producción no dejan otra opción estable.
La parte no obvia es esta: el punto de inflexión no es solo el peso. Es cuando la masa de la lámina, la flexión y la secuencia de doblado superan lo que un humano y un soporte reactivo pueden corregir en tiempo real. Cuando eso sucede, la sincronización deja de ser una mejora y pasa a ser parte del utillaje básico.
Entonces, ¿dónde está esa línea en su taller?
Tome una pieza en blanco de 3,0 metros de acero A36 de calibre 10. Aproximadamente 38 kg por metro cuadrado. A 1,5 metros de ancho, estará sosteniendo más de 170 kg antes del primer doblez. Esa lámina no solo pesa más: almacena energía mientras rota.
A medida que el ariete pasa del eje neutro, el centro tiende a caer. No porque su operario sea débil. Sino porque la gravedad es constante y el acero tiene memoria.
Un soporte frontal estático con capacidad de 380 kg sobre guías lineales puede soportar esa carga. Puede brillar con indicadores LED de contacto. Puede deslizarse suavemente. Pero no puede anticipar la rotación. Espera a que la lámina se mueva antes de reaccionar.
Contenedor de chatarra: usamos S355 de calibre 8 a 2,8 metros en una prensa con soportes estáticos de servicio pesado con capacidad muy superior al peso de la lámina. La capacidad no fue el problema. A mitad del doblez, el centro se hundió 6 mm antes de que el operario y el soporte lo corrigieran. Los ángulos de los extremos salieron ajustados. Los ángulos del centro se abrieron 0,9 grados. No sobrecargamos el soporte. Lo superamos en velocidad.
Ahora cambie a acero inoxidable 304 de 2 mm a 1,2 metros. Menos de 25 kg en total. En una prensa eléctrica con control preciso de ángulo, la flexión es mínima. La rotación es moderada. El operario puede guiarla con la yema de los dedos.
Mismo taller. Dos problemas de física completamente distintos.
Veredicto en el taller: Cuando la masa de la chapa y la flexión generan una rotación a mitad de la curva que un humano no puede contrarrestar al instante, estás dimensionando para sincronización, no para capacidad de elevación.
Pero el material no actúa solo. Se dobla dentro de una máquina con sus propios límites.
Una prensa plegadora mecánica que produce piezas de un solo golpe a alta velocidad con una profundidad de carrera fija es predecible. El tiempo de carrera rara vez cambia. Si pliegas soportes de aluminio de 3 mm todo el día, un seguidor servo independiente vinculado a la posición del carro puede seguir el ritmo lo suficientemente bien.
Pero coloca ese mismo seguidor en una hidráulica moderna con compensación dinámica y corrección de ángulo en tiempo real, y las cosas cambian. El carro ajusta la velocidad a mitad de carrera. Compensa el resorteo. Microcorrige la profundidad.
Si el seguidor no está dentro de ese mismo bucle de control, está adivinando.
Caja de desecho: Adaptamos un seguidor servo a una hidráulica de 220 toneladas que doblaba acero inoxidable 304 de 6 mm con corrección de ángulo activa. Durante dobleces pesados, el CNC reducía la velocidad del carro cerca del punto muerto inferior para alcanzar el ángulo objetivo. El seguidor, leyendo una señal analógica con retraso, continuó su subida programada. La pieza se levantó del hombro del dado, luego volvió a asentarse. Variación final: 0,7 grados en 2,5 metros. El seguidor era preciso. Simplemente no estaba invitado a la conversación.
Ahora considera una plegadora eléctrica de alta precisión doblando galvanizado de 1,5 mm. Los accionamientos eléctricos ofrecen carreras repetibles y control posicional preciso. Pero las cargas son bajas y la flexión mínima. Aquí, la integración puede añadir coste sin resolver un problema real.
Veredicto en el taller: Cuanto más ajuste tu plegadora en tiempo real bajo carga, más tu seguidor deberá compartir su arquitectura de control o arriesgarse a luchar contra ella.
Pero las máquinas y los materiales todavía no responden a la pregunta financiera. La mezcla de producción sí.
¿Estás produciendo lotes largos de piezas idénticas o trabajos de 40 piezas que cambian herramientas cada hora?
Una adaptación independiente sobrevive gracias a la repetición. Una altura de dado. Una secuencia de doblez. Cambios mínimos de estación.
Ahora añade cuatro estaciones en 3 metros: V de 20 mm, V de 40 mm, dado de plegado, punzón alto tipo cuello de ganso. Añade materiales mixtos: acero suave de 4 mm por la mañana, acero inoxidable calibre 10 por la tarde. Añade operadores que rotan turnos.
Cada cambio obliga al seguidor a reiniciar posiciones, despejar herramientas y volver a engancharse.
Caja de desecho: En una combinación de trabajos con paneles de acero pintado calibre 12 alternando entre dos estaciones de dado, nuestro seguidor independiente tuvo que retraerse completamente 300 mm entre dobleces para evitar colisiones. El tiempo de ciclo se alargó de 42 segundos a 71. Un retorno mal cronometrado rayó una superficie terminada. No perdimos porque el seguidor fuera débil. Perdimos porque no era consciente del contexto.
El crecimiento futuro agudiza esto. Si tu flujo de cotizaciones muestra piezas más largas, chapa más gruesa, tolerancias más estrictas o más ensamblajes multi-doblez, estás acumulando variables que castigan el desfase.
Veredicto en el taller: Si tu programación se beneficia de la flexibilidad y la eficiencia multiestación, solo un seguidor integrado en el programa de doblado protege tanto el tiempo de ciclo como la calidad de la pieza.
Entonces, ¿cuándo todo esto cruza la línea?
Aquí está la lente que uso ahora como auditor.
Si un operador no puede contrarrestar física y consistentemente la rotación de la lámina durante el doblez más exigente —sin apresurarse, apoyarse o adivinar— has superado el ancho de banda humano. Ese es el primer umbral.
Si tu prensa plegadora modifica el movimiento del pistón en respuesta a la carga o a la retroalimentación del ángulo, y tu seguidor no recibe los mismos datos de comando en el mismo ciclo, tienes un conflicto arquitectónico. Ese es el segundo umbral.
Si tu mezcla de producción requiere configuraciones de múltiples estaciones donde el movimiento de retracción y reinicio agrega un tiempo de ciclo medible o riesgo de colisión, tienes fricción operativa. Ese es el tercero.
Cruza un umbral y una adaptación podría sobrevivir. Cruza dos, y empezarás a ver desviación de ángulo, daños en la superficie o aumento progresivo del tiempo de ciclo. Cruza los tres, y llamar a un seguidor sincronizado un “lujo” es como decir que los topes traseros son opcionales.
Cubo de chatarra: Una planta que doblaba acero inoxidable de calibre 10 a 3 metros en una hidráulica de 320 toneladas agregó un seguidor integrado y conectado en red después de años de luchar contra una variación de ángulo central de alrededor de 0,8 grados. Mismo material. Misma herramienta. La variación bajó a menos de 0,2 grados, y el manejo pasó de dos personas a una. La mano de obra se trasladó a la siguiente operación. El seguidor no agregó capacidad. Eliminó el conflicto.
La conclusión no obvia es esta: no se justifica un seguidor en red por el peso máximo de la lámina. Se justifica cuando el comportamiento del material, la inteligencia de la máquina y la complejidad de producción convergen más allá de lo que el soporte reactivo puede corregir en tiempo real.
Veredicto del piso de producción: cuando la masa de la lámina, el control dinámico del pistón y los flujos de trabajo de múltiples estaciones se superponen, un seguidor completamente integrado deja de ser opcional y se convierte en estructural para el propio proceso de plegado.
Mira tu trabajo más pesado, más largo y más complejo programado para este trimestre.
Ahora pregunta: ¿tu soporte actual coopera con el pistón o reacciona a él?


















