

Il est à l’arrière de la presse plieuse, les bras tremblants, guidant une tôle de 4×8 en calibre 10 en position pendant que le vétéran actionne la pédale. Après huit heures, il n’a toujours pas touché aux commandes. Il rentre chez lui endolori, se disant : “ J’apprends. ”
Apprends quoi, exactement ?
J’ai vu ce scénario se répéter pendant vingt ans. Un nouvel employé observe l’opérateur le plus rapide de l’atelier. Le vétéran est sous pression pour produire 120 pièces par heure. Alors le jeune charge, retourne, empile, balaie. S’il reste du temps, il entend peut-être : “ Règle ton butoir arrière sur 3,742. ” Aucune explication sur pourquoi 3,742 plutôt que 3,750. Aucune discussion sur la déduction de pliage, le retour élastique ou les tableaux de tonnage.
Après douze mois, ce même jeune peut “ faire fonctionner la plieuse ”. Jusqu’à ce que le plan change.
La certification condense cette année parce qu’elle commence avec les notions de mathématiques que l’atelier suppose que vous allez assimiler par osmose : comment calculer la surlongueur de pli, comment l’épaisseur du matériau modifie le rayon intérieur, comment lire un tableau de tonnage avant même d’appuyer sur la pédale. C’est la différence entre plier une boîte à pizza au feeling et savoir exactement où doit tomber la ligne de pli pour que le couvercle se ferme.
Un chemin repose sur la répétition. L’autre sur la compréhension. Lequel, selon vous, résiste quand le travail sort de la routine ?

Imaginez une presse plieuse $250 000 comme une arme chargée. Le vétéran la manie depuis des années. Il est rapide. Confiant. Un peu blasé.
Maintenant, imaginez qu’il est responsable de la production et de votre “ formation ”.
Quand les commandes s’accumulent, la formation passe après. Vous devenez manutentionnaire. Ce n’est pas de la cruauté ; c’est de l’économie. L’entreprise facture votre travail à $18 de l’heure alors que la machine doit continuer à produire des pièces valant $140 de l’heure. Personne ne ralentit pour un cours de géométrie.
Alors vous apprenez des fragments. Une astuce pour ourler de l’inox mince. Un raccourci pour le réglage de la jauge. Mais vous ne vous asseyez jamais avec un plan pour en déduire la longueur à plat à partir des premiers principes. Personne ne vous explique pourquoi le pliage à air d’un acier doux de 0,125 pouce avec une matrice en V de 1 pouce produit un rayon intérieur prévisible. On vous dit simplement : “ Utilise la matrice d’un pouce. C’est celle qu’on prend toujours. ”
Vérification de la benne à rebut : si votre journée de “ formation ” se termine et que vous ne pouvez pas expliquer pourquoi une dimension a changé après le pliage, vous n’avez pas appris — vous avez juste aidé à déplacer de l’acier.

Voici un chiffre qui devrait vous faire réfléchir : des centaines d’amputations dues à des presses plieuses se produisent encore chaque année aux États‑Unis, même avec les protections modernes. Pas en théorie. Dans de vrais ateliers.
Ajoutez ceci : les recherches montrent que la plupart des blessures graves se produisent dans des zones où les dispositifs de sécurité standard ne protègent pas complètement — souvent parce que les opérateurs les contournent ou les neutralisent sous la pression de la production.
Le shadowing signifie que vous héritez de la culture dans laquelle vous entrez. Si le vétéran scotche un rideau lumineux pour accélérer une petite série, vous le voyez. S’il garde le pied sur la pédale en tendant la main dans la zone de la matrice parce qu’il dit “ Je fais ça depuis 15 ans ”, vous le voyez aussi. Aucun protocole écrit. Aucune analyse formelle des dangers. Juste une habitude.
Les bons programmes de certification inculquent des règles de tolérance zéro avant même que vous n’approchiez la machine : positionnement des mains, vérification des protections, procédures de consignation, conscience des points de pincement. Ils ne supposent pas que vous allez “ comprendre sur le tas ”.”
Et voici la partie inconfortable : l’exposition à de mauvaises habitudes ne vous rend pas plus solide. Elle ne fait que normaliser le risque jusqu’au jour où cela vous coûte trois doigts et $186 000 de pertes de salaire à vie.
Vérification de la benne à rebut : si un raccourci vous vaudrait une sanction en classe mais un signe de tête à l’atelier, on ne vous forme pas à la compétence, mais à la responsabilité civile.
Parlons d’argent comme le font les propriétaires d’ateliers.
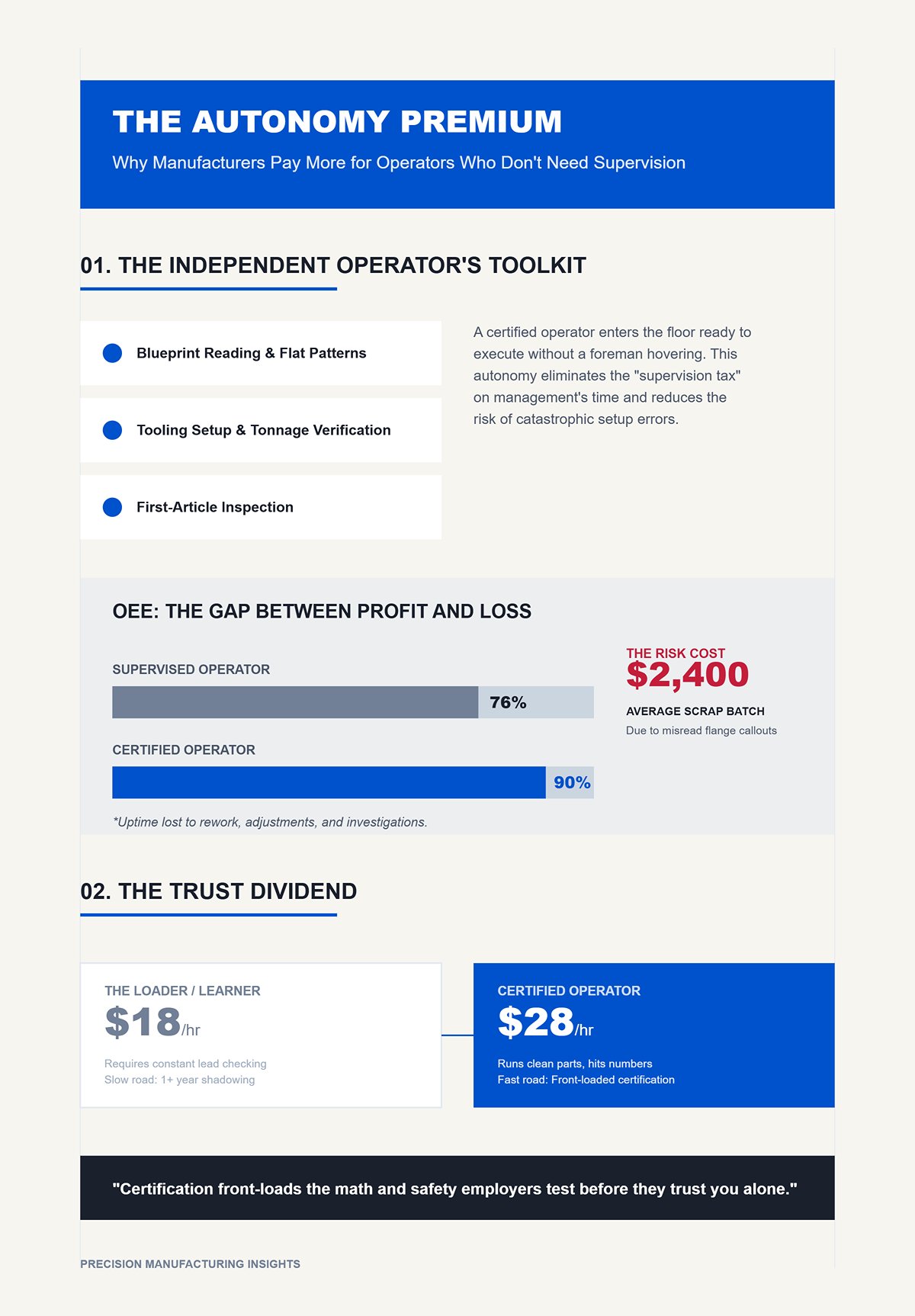
Un opérateur certifié arrive en sachant lire un plan, calculer des patrons plats, installer les outillages, vérifier le tonnage et effectuer l’inspection du premier article sans qu’un contremaître ne plane au-dessus de lui. Cela signifie moins d’erreurs de réglage. Moins de poinçons cassés. Moins de lots de rebuts $2,400 parce que quelqu’un a mal lu une indication de bride.
Les fabricants les plus performants qui intègrent correctement la sécurité et la formation obtiennent des taux de blessures considérablement plus bas et une efficacité globale de l’équipement plus élevée. Ce n’est pas de la charité. C’est du temps de fonctionnement. Une machine qui produit des pièces pendant 90% du poste bat largement celle qui reste à l’arrêt à 76% à cause des retouches, des réglages ou des enquêtes.
Alors, qui obtient l’augmentation ?
L’opérateur qui a besoin d’un responsable pour vérifier chaque montage – ou celui qui sort des pièces nettes, atteint ses objectifs et ne joue pas avec les primes d’assurance de l’entreprise ?
L’observation pourrait finir par vous y mener. Un an. Peut-être plus. La certification intègre dès le départ les calculs de plans et les protocoles de sécurité que les employeurs évaluent avant de vous faire confiance seul.
Et si la confiance est ce qui transforme un chargeur à $18 $ de l’heure en un opérateur à $28 $ de l’heure, pourquoi choisir la voie lente ?
J’ai vu un jeune de 22 ans se figer pendant une épreuve de certification avec une calculatrice dans la main et un plan sur la table. L’examinateur n’avait même pas encore mis la presse plieuse en marche. Première tâche : calculer la longueur à plat pour un pli à 90 degrés dans de l’acier doux de 0,125 pouce, plié à l’air dans une matrice en V de 1 pouce. Pas de supposition. Montrer la valeur de la tolérance de pli. Indiquer le facteur K. Puis expliquer d’où viennent les chiffres.
C’est la partie que les débutants ne voient jamais sur le plancher de production.
Vous pensez que le test consiste à savoir si vous pouvez garder la bride d’équerre pendant que quelqu’un d’autre actionne la pédale. Ce n’est pas le cas. Les employeurs vérifient trois compétences invisibles avant de vous confier une machine à $250,000 $: pouvez-vous résoudre les calculs de pli sans connaissances tribales, pouvez-vous prouver que vous n’endommagerez pas l’outillage, et pouvez-vous lire un plan sans demander ce que signifie cette ligne ?
Si vous ne pouvez pas les démontrer sur papier et lors du montage, suivre quelqu’un pendant douze mois n’y changera rien. Cela ne fait que retarder le moment où quelqu’un s’en aperçoit.
Prenez cette même pièce de 0,125 pouce. Le rayon intérieur est à peu près égal à l’épaisseur du matériau lors d’un pliage à l’air dans une matrice de 1 pouce. Donc environ un rayon de 0,125 pouce. Formule de la tolérance de pli : BA = (Angle en radians) × (Rayon intérieur + K × Épaisseur).
Si vous ne savez pas ce qu’est K, c’est votre premier drapeau rouge. Le facteur K est le ratio qui indique où se situe l’axe neutre à l’intérieur du métal pendant le pliage – en gros, quels fibres s’étirent et lesquels se compressent. Pour de l’acier doux plié à l’air, un facteur K de départ courant se situe autour de 0,33 à 0,42, selon l’outillage et le matériau. Les programmes de certification vous font calculer les deux et comprendre pourquoi.
Sur le plancher ? On entend : “ Utilise juste 3.742. Ça a marché la dernière fois. ”
Mais on ne s’assoit jamais devant un plan pour dériver la longueur à plat à partir des principes de base. On hérite de chiffres comme de vieux gants et on espère qu’ils conviennent.
Lors d’une épreuve formelle de compétence, vous ne réussissez pas parce que vous avez plié quelque chose d’à peu près juste. Vous réussissez parce que vous calculez, découpez, pliez, mesurez, ajustez et documentez – souvent plusieurs fois sous supervision. Trois séries réussies. Deux inspections par série. Le formateur cosigne. Cette répétition n’est pas une observation aléatoire ; c’est la validation ciblée d’une seule compétence : pouvez-vous prédire le résultat avant d’appuyer sur la pédale ?
C’est la différence entre plier une boîte à pizza à l’instinct et savoir exactement où la pliure doit se trouver pour que le couvercle se ferme parfaitement.
Vérification de la benne à ferraille : Si votre développé change et que votre seule explication est “ la machine doit être déréglée ”, vous devinez — et deviner transforme des feuilles $320 en ferraille.
Passons au concret.
Une plieuse de 3 mètres (10 pieds) donnée pour 100 tonnes. Vous chargez une matrice en V étroite et décidez de plier de l’acier de 0,250 pouce sur toute la longueur parce que “ ça devrait le faire ”. Vous n’avez pas vérifié le tableau de tonnage. Vous n’avez pas calculé les tonnes par pied.
Voici le mécanisme : le tonnage requis augmente à mesure que l’ouverture de la matrice diminue et que l’épaisseur du matériau augmente. Doublez l’épaisseur et le tonnage ne double pas gentiment — il grimpe rapidement. Surchargez l’outillage et la première chose qui cède est souvent le poinçon. Un poinçon de précision fissuré peut coûter $1 800. Endommagez le coulisseau ? On parle alors d’un arrêt de production compté en jours et de factures de réparation dépassant $12 000.
La certification vous oblige à lire les tableaux de tonnage et à calculer les tonnes par pied avant le montage. Elle vous apprend que la capacité nominale de la machine correspond à la pleine longueur dans des conditions spécifiques, pas à un chèque en blanc. Elle inculque l’habitude : type de matériau, épaisseur, largeur de matrice, longueur de pli, puis calcul du tonnage. Dans cet ordre.
Le compagnonnage saute des étapes parce que le vétéran “ connaît déjà ” les combinaisons sûres. Mais le savoir dans sa tête ne se transfère pas dans la vôtre simplement parce que vous l’avez regardé changer une matrice.
Et voici ce que les employeurs testent discrètement : pensez-vous de façon réactive — résoudre les problèmes après un grand « bang » — ou de façon proactive, comme un maillon du contrôle qualité reliant la conception à la fabrication ? Le second obtient l’augmentation.
Vérification de la benne à ferraille : Si vous choisissez l’outillage avant de calculer le tonnage, vous jouez avec un équipement qui coûte plus cher que votre maison.
Un plan atterrit sur votre table. Quatre plis. Angles variés. Un flanc coté depuis l’extérieur, un autre depuis l’intérieur. Tolérance ±0,015.
Le vétéran dit : “ Plie les deux côtés d’abord, puis les ourlets. ”
Ceci, c’est exécuter une instruction. Pas traduire un plan.
Dans les environnements de certification, on vous demande d’interpréter vous-même le dessin — identifier la séquence de pliage, les bords de référence, les dimensions intérieures et extérieures, et comment chaque pli affecte la mesure suivante. Vous inspectez votre propre première pièce. Vous documentez les écarts. Vous les corrigez sans qu’on vous surveille.
Pourquoi autant de rigueur ?
Parce que sur une vraie production, personne ne reste derrière vous pour expliquer que le flanc de 2,000 pouces est une dimension extérieure qui inclut déjà la déduction de pli. Mal interprétez cela une fois sur un lot de 200 pièces en inox 14 gauge à $42 par flan et vous venez de mettre $8 400 dans la benne à ferraille avant le déjeuner.
Et voici la vérité qui dérange : beaucoup de défaillances en machine ne viennent pas de lacunes en mathématiques. Elles viennent du stress. De priorités multiples. D’une pièce de 18 kilos dans vos mains. D’une échéance qui vous colle au dos. Les programmes de certification simulent cette pression avec des tests chronométrés et une documentation obligatoire afin que les employeurs voient si vous pouvez réfléchir clairement sous la contrainte du temps.
Imaginez maintenant qu’il soit responsable à la fois de la production et de votre “ formation ”. Pensez-vous qu’il ralentisse pour vérifier si vous pouvez interpréter en autonomie un empilement de tolérances ? Ou vous donne-t-il simplement la séquence et continue-t-il à faire avancer les pièces ?
Les employeurs connaissent la réponse. C’est pourquoi ils cherchent la preuve que vous avez déjà été testé.
Si ces trois compétences sont mesurables — calcul de pliage, jugement de tonnage vérifié, traduction autonome de plan — alors la vraie question n’est pas de savoir si elles comptent. C’est comment un programme structuré les enseigne et les évalue en quelques semaines au lieu d’espérer que vous les absorbiez en un an.
| Aspect | Traduction de plan | Suivre simplement des instructions verbales |
|---|---|---|
| Définition | Interpréter de manière autonome les plans techniques, les séquences de pliage, les tolérances et les références dimensionnelles | Exécuter les étapes exactement comme indiqué par quelqu’un d’autre |
| Prise de décision | Détermine l’ordre des pliages, les bords de référence, les dimensions intérieures par rapport aux extérieures, et l’impact des mesures | Dépend d’une autre personne pour fournir la séquence correcte |
| Responsabilité | Inspecte la première pièce, documente les écarts, corrige les erreurs de manière autonome | Attend les conseils ou corrections des autres |
| Attente dans l’environnement de travail | Requis dans les contextes de certification et de production réelle | Courant dans la formation informelle ou sur le tas par observation |
| Risque d’erreur | Une mauvaise lecture des dimensions (par ex., dimension extérieure incluant la déduction de pliage) peut entraîner des rebuts coûteux | Risque immédiat plus faible si les instructions sont correctes, mais développement de compétences limité |
| Impact financier | Exemple : Mauvaise lecture d’un rebord de 2,000 pouces sur 200 pièces à $42 chacune = perte de rebut de $8 400 | Dépend de l’exactitude de l’instructeur ; l’opérateur peut ne pas comprendre les conséquences financières |
| Gestion du stress | Nécessite une pensée claire sous pression, avec des délais et une charge de travail physique | Moins de charge cognitive si les décisions sont fournies de manière externe |
| Évaluation des compétences | Mesurée par des tests chronométrés, de la documentation, des calculs de pliage et la vérification du tonnage | Rarement évaluée formellement |
| Perspective de l’employeur | Démontre une compétence éprouvée et une capacité d’autonomie | Montre la capacité à suivre des instructions mais pas nécessairement à interpréter des plans |
| Résultat de la formation | Les programmes structurés enseignent et évaluent les compétences efficacement en quelques semaines | L’acquisition des compétences peut prendre un an ou plus sans évaluation structurée |
Le premier matin d’une certification formelle sur presse plieuse, vous ne touchez pas à la machine.
Vous êtes assis à une table avec un plan, une calculatrice et un tableau de tonnage. L’instructeur dit : “ Déterminez la longueur à plat. Montrez votre hypothèse de facteur K. Maintenant, calculez les tonnes par pied. ” Si votre calcul est incorrect, vous n’avez pas le droit de “simplement essayer”. Vous corrigez d’abord le calcul.
Cet ordre n’est pas académique. Il reflète exactement la façon dont un opérateur compétent pense : plan → calcul → outillage → tonnage → réglage → exécution → inspection. Un programme structuré répète cette séquence jusqu’à ce qu’elle devienne automatique. Sur le terrain, le compagnonnage inverse la séquence : machine d’abord, explication ensuite—s’il y a du temps.
Voici le mécanisme de compression. Au lieu d’attendre six mois pour rencontrer par hasard un pliage à l’air de fine épaisseur, un travail de fond sur tôle épaisse et un rebord inox à tolérance serrée, le programme les planifie intentionnellement par ordre de difficulté croissante. Chaque scénario est choisi pour forcer un calcul ou une décision de sécurité spécifique. Vous ne comptez pas sur l’expérience au hasard. Le programme la fabrique.
C’est ainsi que les semaines commencent à remplacer une année.
Mais qu’est-ce qui différencie exactement la salle de classe et l’apprentissage pour que cela soit possible ?
Un apprentissage typique peut durer de trois à cinq ans. Vous êtes rémunéré, vous changez de poste, vous absorbez lentement les schémas. Cela fonctionne. J’ai formé des hommes qui ont appris de cette manière et pouvaient entendre un poinçon désaligné avant même que je ne puisse le voir.
Mais regardez attentivement comment leurs connaissances se sont formées.
Ils ont vu les mêmes matériaux à plusieurs reprises. Les mêmes jeux de matrices. Les mêmes familles de produits. Leur “ expérience ” est approfondie mais étroite. Lorsqu’un nouvel alliage ou un frein servo-électrique apparaît, ils recommencent à deviner — simplement avec plus de confiance.
La certification structurée s’attaque directement aux angles morts. Avant même de faire descendre un coulisseau, vous couvrez :
Et il ne s’agit pas seulement de cours magistral. Vous calculez la tolérance de pliage pour de l’acier doux de 0,125 pouce dans une matrice en V de 1 pouce. Puis vous passez à l’inox. Puis à l’aluminium. Vous voyez comment les hypothèses sur le rayon intérieur évoluent. Vous défendez vos chiffres à voix haute.
“ Apprendre quoi, exactement. ”
C’est ça la différence. Les apprentissages vous donnent des heures. La certification définit des compétences. Vous ne progressez pas parce que le temps a passé ; vous progressez parce que vous avez démontré que vous pouvez prédire le résultat avant que la pédale ne s’abaisse.
Contrôle de la benne à rebuts : si votre registre de formation mesure le temps passé près d’une machine plutôt que les problèmes que vous pouvez désormais résoudre de manière autonome, vous comptez les ombres, pas les compétences.
Mais les calculs sur papier sont sûrs. La production ne l’est pas. Alors comment un court programme vous prépare-t-il à la pression sans envoyer $8 400 $ d’inox à la benne ?
| Aspect | Apprentissage (heures pratiques) | Certification structurée (théorie en classe + pratique définie) |
|---|---|---|
| Durée typique | Trois à cinq ans | Programmes plus courts basés sur les compétences |
| Modèle d’apprentissage | Travail rémunéré, rotation des postes, assimilation progressive des modèles | Programme structuré avant l’utilisation de la machine |
| Profondeur des connaissances | Profondes mais étroites (mêmes matériaux, jeux de matrices, familles de produits) | Larges et systématiques à travers les matériaux, les outillages et les types de machines |
| Adaptabilité aux nouvelles technologies | Peut s’appuyer sur des suppositions lorsque de nouveaux alliages ou freins servo-électriques apparaissent | Formé à analyser de nouvelles variables en utilisant la théorie et les calculs |
| Orientation technique principale | Répétition basée sur l’expérience | Théorie de l’axe neutre, variations du facteur K, calcul du tonnage, limites de la machine |
| Formation à la sécurité | Apprise par l’exposition en atelier | Formation formelle sur les rideaux lumineux, la protection laser, les commandes bimanuelles, les étapes de consignation |
| Mathématiques et calculs | Souvent basés sur la mémoire ou appris de manière informelle | Calculs d’allonges de pliage sur acier doux, inox, aluminium ; défense des résultats à l’oral |
| Critères de progression | Avancement basé sur le temps et les heures accumulées | Avancement basé sur les compétences démontrées |
| Mesure de la croissance | Temps passé près des machines | Problèmes résolus de manière indépendante et résultats prédits avec précision |
| Préparation aux risques | Exposition à la production réelle, erreurs coûteuses potentielles | Résolution de problèmes simulée avant la pression de la production réelle |
Une presse plieuse en production est une arme chargée de $250 000. Les délais s’accumulent. Les superviseurs surveillent. Quelqu’un attend vos pièces en aval. C’est précisément à ce moment-là que les raccourcis s’infiltrent : protections contournées, tonnage non vérifié, “ça ira probablement.”
Malgré les technologies de sécurité modernes, des centaines de blessures graves liées aux presses plieuses se produisent encore chaque année dans des ateliers où l’entretien fait défaut ou où la production outrepasse le protocole. Cela ne se produit pas parce que les gens ne savent pas plier le métal. Cela se produit parce qu’ils n’ont jamais répété la séquence de sécurité jusqu’à ce qu’elle devienne un réflexe.
Dans les laboratoires de certification, l’environnement est volontairement contrôlé. Vous produisez des quantités limitées. Vous êtes tenu de :
Si vous oubliez une étape, l’instructeur vous arrête net. Pas parce qu’il aime la paperasse. Parce que la répétition sous supervision crée une mémoire procédurale. Lorsque vous serez ensuite sous la pression réelle de production, votre corps appliquera la séquence apprise plutôt que de céder à la panique.
Et voici la clé : contrôlé ne veut pas dire facile.
Les évaluations chronométrées simulent le stress des délais. Vous pouvez avoir 45 minutes pour interpréter un nouveau plan, choisir les outils et produire une pièce conforme aux tolérances de ±0,015. Personne ne vous fournit la séquence de pliage. Si vous confondez les dimensions intérieures et extérieures, vous en subirez immédiatement les conséquences — sans toutefois détruire une tôle de $320.
La certification exige désormais également un renouvellement périodique – souvent tous les deux ans avec des modules sur la protection laser ou les commandes servo-électriques. Cela vous dit quelque chose d’important. La promesse n’est pas “apprends une fois et repose-toi.” C’est “atteins rapidement la compétence opérationnelle, puis renouvelle-la au fur et à mesure que la technologie évolue.” La compression s’applique à la préparation à l’emploi, pas à la maîtrise à vie.
Vérification de la benne à rebuts : si vous sautez la documentation de votre premier article parce que “ça a l’air bon”, vous répétez le même raccourci qui cause des blessures réelles et des pertes de production à cinq chiffres.
Donc, si les programmes structurés entraînent les mathématiques, les limites des machines et la sécurité sous stress contrôlé, pourquoi les responsables du recrutement se soucient-ils réellement du titre de compétence lui-même plutôt que simplement de votre parole ?
Maintenant, imaginez qu’il est responsable de la production et de votre “ formation ”.
Il a 600 pièces à livrer vendredi. Son opérateur principal est déjà débordé. Il peut soit encadrer un nouvel embauché pendant trois mois, soit embaucher quelqu’un qui a déjà été testé sur les mathématiques des pliages, les limites de tonnage et la lecture autonome de plans.
Un titre de compétence reconnu lui indique trois éléments précis :
C’est une validation par une tierce partie. Pas votre oncle qui dit : “ Il est plutôt bon. ”
Les responsables du recrutement privilégient de plus en plus les certifications liées à la mesure de précision et au contrôle qualité, car elles sont transférables d’une machine ou d’un atelier à l’autre. Les commandes CNC diffèrent. Les marques d’outillage diffèrent. Mais la chaîne logique — du plan aux calculs jusqu’à la mise en place sécurisée — reste la même.
Cela signifie-t-il qu’un apprentissage de trois à cinq ans ne vaut rien ? Non. Il développe la profondeur et les instincts de dépannage au fil du temps. Mais la certification répond à une autre question : Cette personne peut-elle contribuer de manière sûre et prévisible dès maintenant ?
Quelques semaines de tests structurés basés sur les compétences peuvent établir ce niveau de base. Des années d’observation pourraient le faire. Peut-être.
Et quand un contremaître doit décider s’il vous confie le contrôle d’un équipement qui vaut plus que sa maison, “ peut-être ” ne suffit pas.
Ce qui vous laisse la question pratique : si une certification peut vous rendre employable en quelques semaines, quelles étapes exactes vous mènent de zéro à ce titre sans perdre temps ni argent ?
Le printemps dernier, un jeune de 19 ans est entré dans mon laboratoire sans aucune expérience de l’atelier. Six semaines plus tard, il interprétait un plan, calculait la longueur développée pour de l’acier doux de 0,125 po dans une matrice en V de 1 po, sélectionnait l’outillage, vérifiait le tonnage par rapport à la capacité d’une machine de 175 tonnes, effectuait un cycle à vide, produisait un premier article dans une tolérance de ±0,015 po et le documentait sans que je sois derrière lui. Pas d’observation. Pas de cousin dans le jardin disant “ regarde-moi faire ”.”
C’est cette différence que nous cherchons à construire. Pas la familiarité. L’indépendance.
On ne gagne pas le contrôle d’une presse plieuse $250 000 simplement parce qu’on a été à proximité pendant 12 mois. On le gagne la première fois où l’on sait monter, calculer et vérifier une pièce sans que quelqu’un corrige nos erreurs avant que le vérin ne le fasse. Voici donc le chemin exact qui mène de zéro à la compétence certifiée de base — sans des mois perdus à balayer des copeaux en espérant que le savoir descende du ciel.
Imaginez un plan de support simple sur votre établi. Deux jambes de 2 po, matériau de 0,125 po, rayon intérieur de 0,125, plis à 90 degrés. La plupart des débutants saisissent une calculatrice et cherchent un nombre de déduction de pliage que quelqu’un a griffonné sur un tableau blanc il y a trois ans.
C’est ainsi que naît la ferraille.
Au lieu de cela, vous dérivez la longueur à plat à partir des principes fondamentaux. L’allowance de pliage, l’axe neutre, le facteur K. Si ces termes sont nouveaux : l’axe neutre est la couche à l’intérieur du matériau qui ne s’étire ni ne se comprime pendant un pliage. Sa position change en fonction du matériau et de l’outillage. Ce déplacement modifie votre longueur à plat. Changez le matériau du acier doux à l’inox et les calculs bougent avec lui.
Lorsque vous le calculez vous-même, vous comprenez pourquoi.
Nous associons maintenant ce calcul à la dynamique de la machine. Tonnage nominal sur la longueur totale versus longueur partielle. Flèche sur un lit de 10 pieds. Le fait que 100 tonnes au centre ne sont pas les mêmes que 100 tonnes sur toute la portée. C’est là que le calcul de plan rencontre la réalité de l’acier. C’est la différence entre plier une boîte à pizza sur votre table de cuisine et essayer de plier une pile de carton humide sur un établi voilé.
Les programmes de certification vous obligent à défendre ces chiffres à voix haute. Pourquoi cette largeur de matrice en V ? Pourquoi ce tonnage ? Pourquoi le rayon intérieur n’est-il pas exactement celui de la pointe du poinçon en pliage à l’air ? Vous ne passez à l’étape suivante que lorsque vous pouvez répondre sans deviner.
Parce que si votre à-plat est incorrect de 0,060 sur un lot de 200 pièces en inox à $42 par blanc, cela fait $8 400 à la benne avant le déjeuner.
Vérification de la benne à chutes : Si vous ne pouvez pas dériver la longueur à plat à partir du plan et expliquer comment les limites de la machine influencent votre choix de tonnage, vous n’êtes pas prêt à toucher la pédale — vous êtes prêt à regarder quelqu’un d’autre perdre de l’argent.
Un rapport que je fais lire à chaque apprenti documente plus de 360 amputations par an impliquant des presses plieuses aux États-Unis. Ce qui frappe le plus, ce n’est pas le chiffre. C’est que jusqu’à 83% surviennent dans des zones où les protections standard ne protègent pas complètement. Les protections existent. Les gens se blessent quand même.
Pourquoi ?
Parce que la sécurité n’est pas un dispositif. C’est une séquence.
Alignement du rideau lumineux. Vérification de la protection laser. Contrôle à deux mains si équipé. Outillage correctement installé. Butée arrière dégagée. Programme correct chargé. Tonnage vérifié par rapport à la capacité de la machine. Essai à vide au-dessus de la pièce. Ce n’est qu’alors que votre pied plane au-dessus de la pédale.
Les ateliers anciens avec une formation minimale sautent des étapes sous la pression. Les protections sont contournées “ juste pour cette série ”. L’entretien se relâche. La production gagne l’argument. Les blessures se répètent.
Regardez maintenant les fabricants les plus performants : les 20% du haut atteignent environ 90% d’efficacité globale avec des taux de blessures autour de 0,05%. Les 20% du bas stagnent près de 76% d’OEE et autour de 3% de taux de blessures — environ 60 fois plus élevés. La discipline de sécurité et la productivité ne sont pas ennemies. Elles progressent ensemble parce que toutes deux dépendent d’un réglage contrôlé et répétable.
La certification entraîne la séquence jusqu’à ce qu’elle devienne une mémoire procédurale. Si vous manquez une étape dans mon labo, la machine ne démarre pas. Ce n’est pas parce que j’aime vous arrêter. C’est parce que la répétition sous supervision coûte moins cher que d’apprendre depuis un lit d’hôpital avec $186 000 de pertes de salaire à vie pour une main écrasée.
Ce n’est pas de la théorie. C’est la mémoire musculaire sous contrôle.
Alors avant que votre pied bouge, pouvez-vous réciter — et exécuter — chaque étape sans qu’on vous le rappelle ?
Installez un pliage à 90 degrés en pliage à l’air. Même matériau. Même épaisseur. Maintenant écrasez — enfoncez le poinçon plus profondément afin que le matériau touche complètement les épaules de la matrice. La précision de l’angle change. Le tonnage requis saute. Le retour élastique se comporte différemment.
Le pliage à l’air utilise un contact en trois points. La pointe du poinçon et les épaules de la matrice définissent l’angle ; le rayon intérieur se forme sur la base de la largeur de la matrice, pas de la pointe du poinçon. L’écrasement force le matériau à épouser plus étroitement la géométrie de l’outillage, augmentant le tonnage de manière spectaculaire.
Pourquoi est-ce important ?
Parce que des variables cachées vivent ici. La flèche de la machine sur toute la longueur. La variation de lot de matériau. La direction du grain. Un labo de certification digne de ce nom ne vous laisse pas plier des échantillons parfaits toute la semaine. Il introduit de la variation. Votre première pièce mesure 91 degrés au lieu de 90. Paniquez-vous et surcorrigez-vous ? Ou ajustez-vous la profondeur en fonction du retour élastique mesuré ?
Les opérateurs expérimentés apprennent à compenser le bombage et la flexion du banc. Vous ne maîtriserez pas chaque nuance en quelques semaines. Mais vous devez comprendre le mécanisme : mesurer, ajuster par incréments contrôlés, vérifier.
C’est ce que les employeurs cherchent à tester. Pas si vous avez déjà vu une presse plieuse. Mais si vous pouvez boucler le cycle entre la mesure et la correction sans deviner.
Si votre formation ne vous oblige jamais à dépanner une erreur d’un degré et à en expliquer la cause, votre certification n’est que de nom.
Maintenant, imaginez qu’il est responsable de la production et de votre “ formation ”.
Il se moque de savoir à quel point vous êtes motivé. Ce qui l’intéresse, c’est de savoir si vous pouvez vous approcher d’une machine un lundi matin et produire une première pièce vérifiée sans qu’il vous surveille.
Un examen de certification reconnu exige généralement que vous : interprétiez un plan inconnu, calculiez la longueur à plat, choisissiez l’outillage à partir de l’inventaire disponible, vérifiiez le tonnage par rapport à la capacité de la machine, exécutiez une séquence de mise en place sécurisée, produisiez une pièce dans les tolérances, et documentiez les résultats d’inspection. Le tout sous contrainte de temps.
Personne ne souffle les réponses.
Ce certificat lui indique que vous avez été évalué sur la même chaîne dont il dépend chaque jour : du plan au calcul, à l’outillage, puis à la mise en place sécurisée et à la production mesurée. C’est la preuve, par un tiers, que vous avez déjà commis — et corrigé — des erreurs de débutant dans un environnement contrôlé plutôt que sur son atelier de production.
C’est là que la courbe d’apprentissage se resserre. Au lieu d’espérer pendant un an que l’exposition se transforme en compréhension, vous suivez une progression définie : mathématiques et dynamique, séquence de sécurité, variations de la technique de base, puis évaluation formelle. Des semaines d’exercices ciblés remplaçant des mois d’observation passive.
L’indépendance, ce n’est pas le temps passé. C’est la compétence démontrée.
Et quand ce contremaître décide s’il doit vous confier le contrôle d’un équipement qui vaut plus que sa maison, ce qu’il vous demande réellement est simple : pouvez-vous le faire tourner de manière sûre et prévisible sans qu’il ait à vous surveiller ?
La certification est la façon de répondre oui avant même qu’il prenne ce risque.
Vous posez maintenant la bonne question : comment intégrer réellement un de ces programmes au lieu de simplement en lire la description ?
Vous ne commencez pas par entrer au hasard dans des ateliers pour demander une chance. Vous commencez par chercher une certification reconnue — FMA Precision Press Brake, NIMS Niveau I à III, ou un programme de collège technique soutenu par l’État et évalué selon ces normes. Pas un stage de week-end “ initiation à la fabrication ”. Un programme qui vous oblige à interpréter un plan inconnu, calculer la longueur à plat, choisir l’outillage, vérifier le tonnage, exécuter une séquence de mise en place sécurisée et produire une première pièce conforme sous évaluation.
Appelez l’école. Posez une question directe : “ Y a-t-il un examen pratique où je suis noté sur la mise en place, la séquence de sécurité et la précision de la pièce ? ” Si la réponse est vague, passez votre chemin.
Voici maintenant le retournement que la plupart des débutants oublient. La mention “ deux ans d’expérience requis ” dans une offre d’emploi ne concerne pas le temps calendaire. C’est une question de risque. Le responsable pense à une tôle inox $42 multipliée par 200 pièces. Il pense à $8 400 de rebuts avant le déjeuner parce que quelqu’un a deviné au lieu de calculer. Il pense aux registres OSHA et à savoir si vous comprenez réellement ce que signifie LOTO — verrouillage/étiquetage — en action, pas seulement sur le papier.
Il n’achète pas du temps passé.
Il achète de la prévisibilité.
La certification, bien faite, est la preuve par un tiers que vous avez déjà commis des erreurs de débutant dans un laboratoire contrôlé plutôt que dans son atelier de production. Cela n’efface pas la mention “ expérience requise ”. Cela la reformule. Car maintenant vous ne dites pas : “ Faites-moi confiance, j’ai déjà travaillé près de presses plieuses ”. Vous dites : “ J’ai été évalué sur la performance du plan à la pièce finie ”.”
Cela change la conversation.
Et une fois que vous êtes devant lui, comment faire en sorte que ce bout de papier se lise comme de l’expérience plutôt que comme de la décoration ?
Si vous inscrivez votre qualification comme ceci —
Certification presse plieuse, 2026
— vous ressemblez à tous les autres candidats.
À la place, traduisez-la en langage de production.
Produits ±0,015 pièces de premier article à partir de plans inconnus lors d’une évaluation chronométrée ; calculé l’allocation de pliage et vérifié le tonnage par rapport à la capacité d’une presse plieuse CNC de 175 tonnes ; exécuté la séquence complète de réglage conforme OSHA sans indications de l’instructeur.
Maintenant, vous parlez chef d’atelier.
Remarquez ce que vous venez de faire. Vous n’avez pas dit “ cours terminé ”. Vous avez décrit des résultats : tolérance, capacité machine, séquence de sécurité, documentation. Cela se lit comme une expérience zéro défaut car cela reflète ce qui se passe sur le terrain.
Imaginez que ce soit comme plier une boîte à pizza à partir de carton plat. N’importe qui peut dire qu’il a vu le faire. Mais si vous pouvez me dire l’ordre des plis, où les languettes s’emboîtent, et ce qui se passe si vous pliez le mauvais bord en premier, je sais que vous l’avez réellement fait.
Même chose pour une presse plieuse. Si vous pouvez expliquer comment vous avez corrigé un surpliage d’un degré en ajustant la profondeur par incréments contrôlés au lieu de modifier le programme à l’aveugle, vous donnez l’impression d’une personne qui a fermé la boucle entre mesure et correction.
Vérification de la benne à rebut : si votre CV liste les cours mais pas les tolérances, capacités machines ou séquences de sécurité, vous faites la promotion de votre présence — pas de votre compétence.
Alors que se passe-t-il lorsque vous dépassez l’étape du CV et qu’il décide de voir ce que vous pouvez vraiment faire ?
Il ne vous remettra pas une série de production.
Il vous donnera un simple plan et vous observera.
Peut-être s’agit-il d’un support en acier doux. Deux plis. 90 degrés. Rien de compliqué. Ce qu’il teste, ce n’est pas la complexité. C’est la séquence. Étudiez-vous le plan avant de toucher la machine ? Calculez-vous la longueur à plat ou demandez-vous un chiffre ? Vérifiez-vous l’état des outils ? Vérifiez-vous le tonnage par rapport à la capacité de la machine, ou supposez-vous ?
C’est l’entretien pratique.
Il recherche des pauses aux bons moments. Celles qui montrent la réflexion, pas la peur. Quand vous exécutez un cycle à vide au-dessus de la pièce avant de vous engager, il voit la formation. Quand vous appuyez sur la pédale sans confirmer la position du butoir arrière, il voit un risque.
Souvenez-vous de l’analogie de l’arme à feu chargée. Une presse plieuse $250 000 ne se soucie pas de savoir si vous êtes confiant. Elle se soucie de savoir si vous suivez la séquence. Faire du shadowing dans un atelier occupé, c’est comme apprendre la sécurité des armes à feu auprès d’un cousin distrait dans le jardin. La certification est le cours structuré où chaque règle est martelée avant qu’on vous autorise à appuyer sur la gâchette.
Mais voici la dure réalité.
Même avec cette accréditation, il peut toujours vous surveiller.
Ce qui nous amène à la partie qu’aucune brochure ne mentionne.
Non.
Et ce n’est pas une insulte. C’est de la physique.
L’OSHA exige une formation de sécurité documentée pour chaque opérateur, certifié ou non. Il doit vous voir suivre les règles de protection des machines, vérifier l’alignement du rideau lumineux, respecter le LOTO, porter l’EPI approprié. Le papier ne vous dispense pas d’une remise à niveau. Il ne fait que la raccourcir.
Le respect sur un atelier se gagne en pouces et en millièmes.
Vous le gagnez la première fois que votre pièce est dans la tolérance sans trois essais. Vous le gagnez lorsque vous arrêtez un travail parce que le calcul de tonnage dépasse la capacité de la machine, plutôt que de “juste essayer”. Vous le gagnez lorsque vous détectez une erreur sur le plan avant qu’elle ne devienne 150 pièces défectueuses.
La certification vous ouvre la porte avec crédibilité. Les habitudes de précision vous y maintiennent.
Vérification du bac à rebut : si vous pensez que le diplôme vous donne droit à l’autonomie dès le premier jour, vous pensez encore comme un étudiant, pas comme un opérateur.
Ainsi, le vrai changement n’est pas de passer du shadowing à la certification.
C’est de passer de l’ego à la discipline.
Et une fois embauché, qu’est-ce qui comptera le plus — la rapidité à plier, ou la précision avec laquelle vous réfléchissez avant même que votre pied ne bouge ?
Vous êtes embauché. Badge en place. Acier sur le rack. Pied sur la pédale.
Alors, qu’est-ce qui arrive en premier — la vitesse ou la précision ?
Chaque débutant pense que la vitesse apporte le respect. Ils observent le vétéran enchaîner les pièces comme une machine à coudre et supposent que la production est la monnaie. Mais voici ce que vingt ans sur un atelier vous apprennent : la vitesse est un effet secondaire. La précision est la cause.
Les ateliers de premier rang — ceux atteignant près de 90% d’efficacité globale des équipements avec des taux de blessures si bas qu’ils apparaissent à peine dans les rapports — ne sont pas rapides parce qu’ils se précipitent. Ils sont rapides parce que leurs réglages sont parfaitement justes. Outils alignés. Tonnage vérifié. Butée arrière calibrée. Dispositifs de sécurité intacts et testés. Pas de suppositions, pas de “corrections” en cours de route, pas de protections contournées pour gagner quelques secondes.
La vitesse apparaît une fois la réflexion terminée.
La presse plieuse est une arme chargée de $250 000. L’observation te montre où se trouve la gâchette. La certification t’enseigne pourquoi tu ne dois pas la toucher avant que les calculs, les outillages et la séquence de sécurité soient vérifiés. Et une fois que tu es salarié, le mandat ne change pas.
La précision avant la vitesse.
Pas parce que cela semble noble. Parce que c’est la seule manière de garder à la fois ton emploi et tes doigts.
Alors, à quoi cela ressemble quand tu es tout nouveau et que le contremaître t’observe pendant tes trois premiers mois comme un faucon ?
Tes premiers 90 jours ne concernent pas le nombre de pièces que tu peux plier par heure. Ils concernent le fait que tes réglages soient reproductibles.
C’est une compétence différente.
La précision du réglage signifie que tu peux prendre un plan, calculer la tolérance de pliage, confirmer la longueur à plat, choisir le bon outillage, vérifier le tonnage par rapport à la capacité de la machine, aligner les matrices, régler les positions de butée arrière et réaliser un premier article contrôlé—sans improviser en cours de route. Si ta première pièce est correcte, les pièces 2 à 200 deviennent ennuyeuses. L’ennui est rentable.
Si ta première pièce est incorrecte, tu poursuis l’erreur toute la journée.
Rendons cela concret. Imagine plier une boîte à pizza. Si le premier pli est décalé d’un huitième de pouce, chaque languette te résiste. Tu pousses plus fort. Les coins bombent. Maintenant imagine répéter cette erreur 150 fois dans de l’inox de calibre 11 à $42 par pièce. Cela fait $6 300 de matériau avant même de parler de la main-d'œuvre.
Un mauvais réglage peut coûter plus que ton salaire mensuel.
Et voici ce que les débutants oublient : des variables cachées sont toujours en jeu. La déflexion de la machine sous charge. Une légère variation de l’épaisseur du matériau. L’usure de l’outil que tu ne vois pas avant de mesurer l’angle et de réaliser que tu dépasses d’un degré sur toute la longueur. La certification t’expose à ces forces d’une manière contrôlée. L’observation, souvent non. Tu copies simplement ce que le précédent a fait et tu espères que la machine se comportera pareil aujourd’hui.
L’espoir n’est pas une stratégie de réglage.
Pendant ces 90 premiers jours, ralentis ton réglage afin de pouvoir accélérer ta production. Vérifie les rideaux lumineux. Teste les protecteurs. Confirme le dégagement de la butée arrière. Fais descendre le coulisseau en mode lent au-dessus de la pièce avant de t’engager. Mesure. Ajuste par incréments contrôlés—0,002 à la fois si nécessaire. Boucle la relation entre mesure et correction.
Tu construis une liste de vérification mentale reproductible.
Et concernant la sécurité—la plupart des blessures ne surviennent pas pendant un réglage attentif. Elles surviennent quand quelqu’un “fait juste des pièces” et décide de contourner quelque chose pour gagner du temps. Jusqu’à 83% des blessures graves liées à la presse se produisent dans des zones où les dispositifs de sécurité étaient présents mais contournés ou désactivés. Ce n’est pas de l’ignorance. C’est de l’impatience.
Tes premiers 90 jours doivent entraîner ton système nerveux à valoriser la séquence plutôt que la vitesse.
Vérification du bac à rebuts : si tu ne peux pas expliquer pourquoi ta première pièce est correcte—calculs, outillage, tonnage et séquence de sécurité inclus—tu n’es pas prêt à viser le temps de cycle.
Tu penses maintenant, d’accord, la précision d’abord. Mais comment devenir rapide sans sacrifier la tolérance ?
Voici la bifurcation sur la route.
Option une : dériver. Vous suivez quelqu’un. Vous chargez des tôles. Vous absorbez des habitudes — bonnes et mauvaises. Vous apprenez des raccourcis avant de comprendre les conséquences. Une année passe. Vous avez “ été autour des freins ”, mais vous n’avez jamais dérivé la longueur plane à partir des premiers principes. Vous héritez de chiffres comme de gants d’occasion. Ils vont bien jusqu’à ce qu’ils n’aillent plus.
Option deux : s’entraîner avec intention. Vous traitez chaque réglage comme un exercice contrôlé. Vous documentez les ajustements. Vous comparez la valeur de compensation de pli calculée avec les résultats réels. Vous vous demandez pourquoi l’angle a changé lorsque l’épaisseur du matériau a varié de 0,003. Vous construisez dans votre tête une bibliothèque de causes et d’effets.
Même machine. Même nombre d’heures. Mais un opérateur différent émerge.
Imaginez maintenant qu’il soit responsable de la production et de votre “ formation ”. En qui a-t-il confiance pour le poste de nuit ? L’assistant qui va vite mais qu’il faut corriger deux fois par série ? Ou l’opérateur réfléchi dont la première pièce ne le surprend presque jamais ?
La vitesse qui dépend de la supervision est une fausse vitesse.
La vraie vitesse vient de l’élimination des retouches, des déchets et des arrêts. Quand vos réglages sont prévisibles, vous cessez de toucher au programme en cours de production. Vous cessez de vérifier chaque cinquième pièce dans la panique. Vous cessez d’appeler le contremaître pour une légère dérive d’angle, parce que vous connaissez déjà la correction.
La précision se cumule.
Et voici la partie non évidente : les opérateurs les plus rapides que j’aie jamais dirigés ne bougeaient pas vite. Ils bougeaient une seule fois. Correctement. Leurs mains étaient calmes parce que leurs calculs étaient justes. Leur production dépassait celle des “ bourreaux de travail ” à la fin du quart, parce qu’ils n’étaient pas en train de réparer $8,400 erreurs avant le déjeuner.
Alors, une fois embauché, donnez la priorité à la précision sans vous excuser. Augmentez la production en réduisant l’incertitude — de meilleurs réglages, des premières pièces plus rigoureuses, des vérifications de sécurité disciplinées — pas en appuyant plus fort sur la pédale.
Vous n’êtes pas payé pour le mouvement.
Vous êtes payé pour des résultats prévisibles sur une machine $250,000 qui fait exactement ce que vous lui dites — ni plus, ni moins.
La question n’est pas de savoir à quelle vitesse vous pouvez plier.
C’est combien de chaos vous éliminez avant même de toucher à la pédale.


















