

Une tôle de 10 pieds de calibre 14 glisse dans la matrice. Le nouveau plisse les yeux devant le tableau des tonnages, appuie sur la pédale plus fort qu’il ne faudrait, et attend que l’acier cède. Il cède.
Puis il reprend deux degrés de ressort et érafle la peinture là où le poinçon a trop insisté.
Si ce n’était qu’un plieur de métal au sens du dictionnaire — quelque chose qui “ plie le métal ” — plus de force signifierait plus de certitude. Mais la première chose qu’on apprend sur le terrain, c’est que le métal n’obéit jamais simplement. Il négocie.

Imaginez une presse plieuse de 90 tonnes pliant une tôle fine peinte de calibre 16. Le tableau des tonnages indique que vous n’avez besoin que d’une fraction de cette capacité. Pourtant, la machine garde cette réserve, et les débutants se sentent plus en sécurité en comptant sur la puissance.
Voici le piège : le métal veut résister juste assez pour emmagasiner de l’énergie, puis la libérer sous forme de ressort. Si vous dépassez la zone idéale, vous n’obtenez pas un pli plus vif — vous obtenez des marques de matrice, des pièces bombées et une usure accélérée des outils. La force supplémentaire n’améliore pas la géométrie ; elle amplifie tous les désalignements du réglage.
J’ai vu des opérateurs poursuivre les erreurs d’angle en augmentant la profondeur. Ils pensent corriger par la force. En réalité, ils déforment au‑delà de l’axe neutre prévu — la couche de la tôle qui ne s’étire ni ne se comprime pendant le pliage — et s’exposent à l’inconstance d’une pièce à l’autre.
Une presse plieuse est évaluée en tonnes, mais elle vit ou meurt au millième de pouce près.
Vérifiez votre calibre : Si vous croyez que plus de pédale équivaut à plus de précision, vous pensez encore comme un opérateur de marteau, pas comme un opérateur de presse plieuse.

Ralentissons le moment.
Lorsque le poinçon descend dans la matrice en V, les fibres extérieures de la tôle s’étirent. Les fibres intérieures se compressent. Entre les deux se trouve cet axe neutre, qui se déplace légèrement selon le matériau et l’outillage. Le métal cherche à répartir la contrainte le long de cette courbe, non à s’effondrer sous son poids.
Le vrai pliage est une déformation plastique contrôlée : on dépasse la limite d’élasticité juste assez pour que la forme reste après relâchement de la pression. La déformation, sa cousine maladroite, survient quand on ignore la circulation des contraintes. On aplatit la structure du grain, on meurtrit les surfaces, et on perd la répétabilité.
La différence se mesure au contrôle de la profondeur, à la précision du butoir arrière et au parallélisme du coulisseau — pas au tonnage maximum. Deux degrés de ressort sur acier doux peuvent nécessiter un sur‑pli calculé de deux degrés et demi. C’est une négociation, pas une domination.
Si plier consiste à dépasser la limite d’élasticité avec intention, quoi d’autre dans la machine doit se comporter tout aussi précisément ?
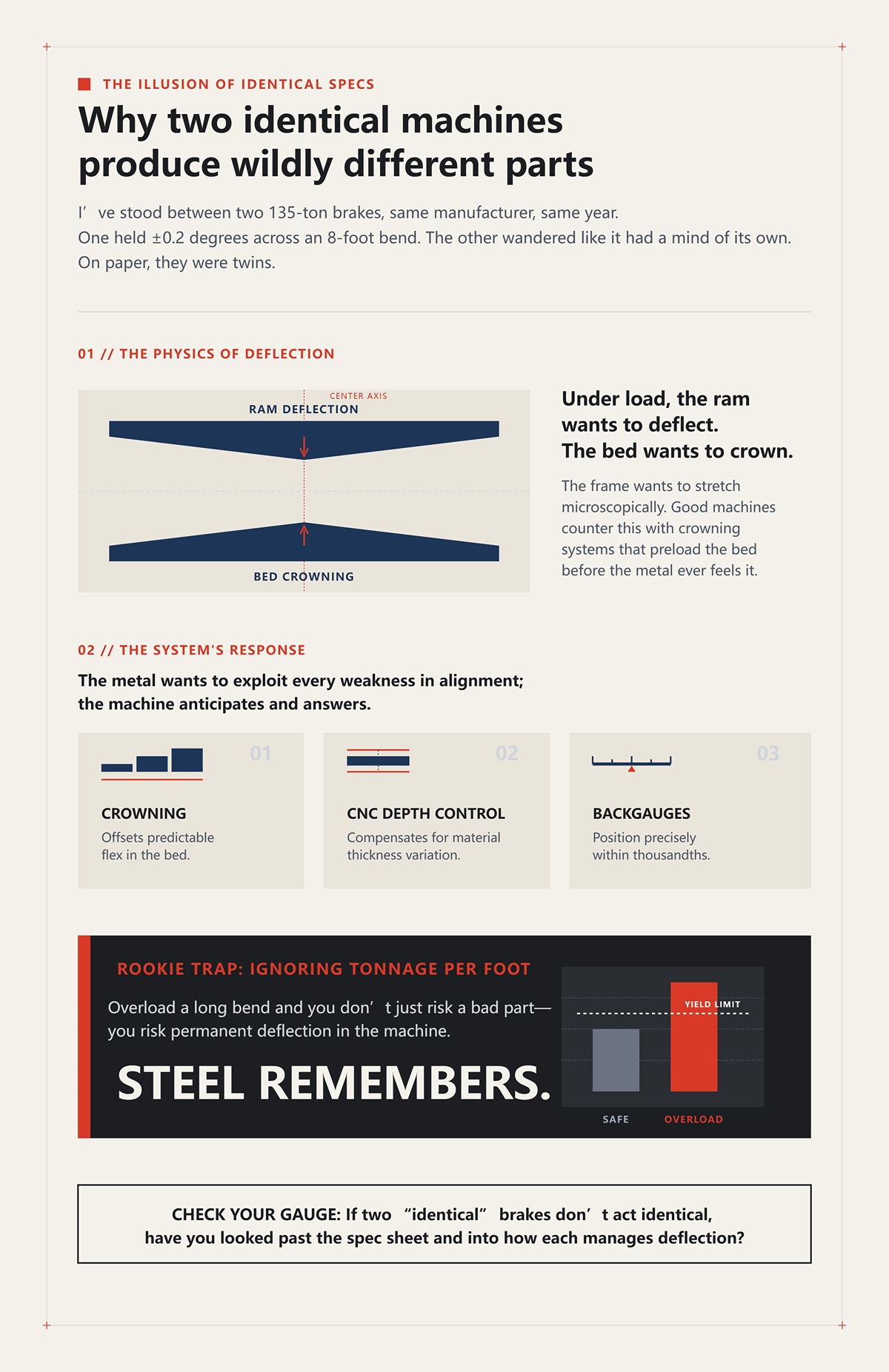
Je me suis tenu entre deux presses plieuses de 135 tonnes, du même fabricant, de la même année. L’une tenait ±0,2 degré sur un pli de 8 pieds. L’autre divaguait comme si elle avait sa propre volonté.
Sur le papier, elles étaient jumelles.
Sous charge, cependant, le coulisseau de n’importe quelle presse plieuse tend à fléchir au centre. Le banc tend à se bomber. Le bâti veut s’étirer de manière microscopique. Les bonnes machines compensent cela grâce à des systèmes de compensation—des réglages mécaniques ou hydrauliques qui précontraignent le banc afin de contrer la flexion avant même que le métal ne la ressente.
C’est là que le système se révèle. Le contrôle de profondeur CNC compense les variations d’épaisseur du matériau. Les butées arrière se positionnent au millième de pouce près. La compensation contrecarre les flexions prévisibles. Le métal cherche à exploiter la moindre faiblesse d’alignement ; la machine anticipe et répond.
Piège du débutant : ignorer le tonnage par pied. Surchargez une longue pliure et vous ne risquez pas seulement une mauvaise pièce—vous risquez une déformation permanente de la machine. L’acier a de la mémoire.
Vérifiez votre calibre : Si deux presses plieuses dites “ identiques ” ne se comportent pas de manière identique, avez-vous regardé au-delà de la fiche technique pour voir comment chacune gère la flexion ?
Appelez cela une plieuse et vous imaginez une charnière et une poussée. Restez assez longtemps aux commandes et vous verrez autre chose.
La presse plieuse coordonne trois dialogues à la fois : la force appliquée par le coulisseau, le mouvement guidé par les axes CNC, et le comportement du matériau déterminé par la direction du grain, la tolérance d’épaisseur et le retour élastique. Changez une variable et les autres réagissent. Le métal veut revenir à plat ; la machine compense par un sur-pli calculé. Le bâti veut se fléchir ; le système de compensation le précharge pour y résister. L’opérateur veut de la vitesse ; la physique exige de la patience.
Ce n’est pas de la force brute. C’est la gestion de la force sous contrainte—comme jouer aux échecs contre un adversaire qui se souvient de chaque coup.
Et si toute la partie repose sur la façon dont le métal emmagasine et libère les contraintes, que se passe‑t‑il exactement à l’intérieur de la tôle au moment précis où le poinçon entre en contact ?
Placez‑vous sur le côté de la presse plieuse et observez attentivement. Le poinçon ne s’est même pas encore enfoncé dans la matrice en V—juste le premier contact—et déjà la tôle se creuse sous la pointe. Aucun angle formé. Aucune pliure spectaculaire. Juste une légère indentation où les contraintes commencent à se concentrer.
Cet instant est crucial.
La surface extérieure sous la pointe du poinçon subit d’abord une contrainte de traction—elle veut s’étirer. La surface intérieure, pressée vers les épaules de la matrice, tend à se comprimer. Entre les deux se trouve l’axe neutre, la fine couche interne qui ne s’étire ni ne se comprime. Il ne reste pas sagement centré ; il se déplace vers le rayon intérieur à mesure que la charge augmente. Le métal cherche à déplacer cet axe pour se protéger, en redistribuant la contrainte là où le grain peut la supporter.
À ce stade, tout est élastique. Élastique signifie temporaire. Vous pourriez arrêter le coulisseau plus tôt, relâcher la pression, et la tôle se redresserait comme si rien ne s’était passé. C’est la mémoire du métal—sa structure cristalline interne résistant à toute réorganisation permanente.
Continuez la descente.
La contrainte sur les fibres extérieures finit par dépasser la limite d’élasticité—le point où le matériau cesse de se comporter comme un ressort et commence à se déformer plastiquement. Vous réarrangez alors la structure du grain. Vous dépensez la mémoire du métal, vous ne la lui empruntez plus. Cette transition de l’élastique au plastique n’est pas un précipice ; c’est une crête étroite. Franchissez‑la proprement et vous obtiendrez des plis reproductibles. Restez trop superficiel et vous aurez un retour élastique important. Allez trop loin et vous abîmerez les outils et déplacerez l’axe neutre de façon imprévisible.
C’est pourquoi une presse plieuse avec une répétabilité du coulisseau de ±0,01 mm produit tout de même des pièces dont les variations atteignent cinq fois plus dans le monde réel. Variation d’épaisseur, direction du grain, usure des outils—tout cela modifie l’endroit où se produit réellement la transition élastique‑plastique. La machine peut atteindre la même profondeur à chaque cycle, mais le matériau ne réagit pas de manière identique.
Le premier coup dans cette partie d’échecs se joue avant même que l’angle ne soit visible.
Vérifiez votre butée : lorsque le poinçon touche d’abord la tôle, pensez‑vous à l’angle—ou à l’endroit où la limite d’élasticité commence réellement ?
Pliez une pièce d’acier doux à un angle mesuré de 93 degrés sous charge. Relâchez le vérin. Elle s’ouvre à 90.
Cette différence de trois degrés n’est pas une erreur. C’est de l’énergie élastique accumulée qui s’échappe.
Lorsque le poinçon force la tôle dans la matrice, les fibres extérieures se tendent au-delà de la limite d’élasticité, mais les couches plus profondes proches de l’axe neutre peuvent rester élastiques. Quand la pression est relâchée, ces zones élastiques se rétractent, ouvrant légèrement le pli. Le métal cherche à revenir vers la position plane parce qu’une partie de lui n’a jamais accepté de rester pliée.
Le pliage en l’air — la méthode la plus courante — repose sur ce comportement. Le poinçon ne touche jamais complètement le fond ; il contrôle l’angle par la profondeur de pénétration. Cela signifie que le retour élastique doit être prédit et compensé par un surpli calculé. Pour l’acier doux, peut-être 1 à 3 degrés. Pour les matériaux à haute résistance, davantage. Pour les tôles fines, souvent proportionnellement plus que pour les plaques épaisses.
Voici le point qui renverse l’intuition des débutants : les matériaux plus épais présentent souvent un pourcentage de retour élastique inférieur à celui des tôles fines. La tôle mince possède une proportion plus importante de sa section qui se comporte de façon élastique par rapport à la zone plastique. Ainsi, ce fragile acier n°20 peut nécessiter un surpli plus agressif qu’une plaque n°10. Le métal tend à revenir plus fortement lorsqu’une faible épaisseur seulement participe à l’écoulement plastique.
Il existe une autre méthode : le pliage en fond de matrice, ou le matriçage. On enfonce le poinçon suffisamment pour presser fermement le matériau dans l’angle de la matrice, écrasant une grande partie de la mémoire élastique. Le retour élastique tombe presque à zéro. Cela semble parfait — jusqu’à ce qu’on calcule la force nécessaire. Le pliage en fond de matrice peut exiger plusieurs fois la force du pliage en l’air et nécessiter souvent des angles d’outillage dédiés. Ce n’est pas seulement de l’énergie : c’est des contraintes sur le bâti, de l’usure d’outil et un coût de mise en place. La précision obtenue par la force brute est coûteuse.
Nous faisons donc un surpli — non pas parce que c’est approximatif, mais parce que c’est efficace. Nous acceptons que le métal reprenne quelques degrés et prévoyons le mouvement à l’avance.
Le novice plisse les yeux sur le tableau de tonnage, appuie plus fort qu’il ne le faut et attend que l’acier cède. Mais la reddition n’est pas le but. La prévision l’est.
Si le retour élastique est la mémoire du métal qui s’affirme, pourquoi cette mémoire change-t-elle si radicalement selon les alliages ?
Prenez deux tôles de même épaisseur : une en acier doux, une en inox 304. Installez des outillages identiques. Pliez-les toutes deux à la même profondeur programmée.
L’inox s’ouvre davantage une fois relâché.
L’acier inoxydable possède une limite d’élasticité plus élevée et un écart plus grand entre la limite d’élasticité et la résistance à la traction ultime. Cela signifie qu’il peut emmagasiner plus d’énergie élastique avant et même pendant la déformation plastique. Le métal souhaite s’étirer tout en gardant une forte tendance à revenir vers son alignement cristallin d’origine. Ainsi, le retour élastique augmente et le tonnage requis s’accroît en conséquence.
L’aluminium joue un autre rôle. Son module d’élasticité est inférieur à celui de l’acier. Cela signifie que pour une même contrainte, il se déforme davantage de manière élastique. Il semble doux sous le poinçon, mais il revient vivement par rapport à sa limite d’élasticité. Le métal se déplace facilement — puis revient plus que prévu.
La direction du grain ajoute une autre couche. Pliez perpendiculairement à la direction du laminage et le matériau tolère généralement des rayons intérieurs plus serrés. Pliez parallèlement, et le risque de fissuration augmente, car vous demandez aux grains allongés de s’ouvrir le long de leur longueur. Le métal tend à se fendre selon son orientation la plus faible.
C’est là que les tableaux “ standard de tonnage par pied ” deviennent des points de départ, non des garanties. Ils supposent une épaisseur nominale, des propriétés moyennes et un outillage neuf. Les bobines réelles varient. Une différence de quelques millièmes sur une pliure de trois mètres peut modifier le tonnage nécessaire et changer l’angle obtenu. C’est pourquoi les opérateurs expérimentés ajustent la profondeur selon des essais de pliage, pas selon la foi aveugle.
Vérifiez votre calibre : lorsque vous passez de l’acier doux à l’inox, changez-vous seulement le tonnage — ou aussi votre attente sur la façon dont le matériau se souviendra du pli ?
Imaginez une section transversale du pli au microscope. Les grains extérieurs allongés. Les grains intérieurs comprimés et légèrement boursouflés. Quelque part entre les deux, une frontière où le comportement élastique cède la place à l’écoulement plastique.
Votre tâche consiste à positionner cette limite de manière délibérée.
Trop peu profond, et la majeure partie de l’épaisseur reste élastique. Le pli semble correct sous charge mais s’ouvre de façon imprévisible. Trop profond, et vous provoquez une déformation plastique excessive, amincissant le rayon extérieur et risquant des microfissures — surtout avec un acier à haute résistance ou un grain mal orienté. Le métal cherche à protéger sa structure interne ; poussez trop fort et il répondra par la rupture ou l’incohérence.
Le point idéal se situe là où une portion suffisante de la section a cédé pour ancrer la forme, mais pas au point de compromettre l’intégrité ou de surcharger la machine. Cet équilibre dépend du choix du rayon intérieur, de la largeur d’ouverture de la matrice (souvent environ 8 fois l’épaisseur du matériau pour un pliage à l’air sur acier doux) et d’un contrôle précis de la profondeur.
C’est pourquoi le pliage consomme beaucoup moins d’énergie que l’usinage. Nous ne retirons pas de matière ; nous la faisons simplement s’écouler juste au-delà de sa limite d’élasticité. Efficace, oui. Mais cette efficacité s’accompagne de sensibilité. De légères variations d’épaisseur ou d’usure d’outil déplacent la frontière élasto‑plastique, et l’angle dérive.
La presse plieuse, donc, ne broie pas l’acier pour le soumettre. Elle positionne les contraintes avec intention afin que, lorsque la pression se relâche, le matériau se stabilise exactement là où vous l’aviez prévu.
Et si la mémoire et le grain du métal dictent une grande partie du résultat, quel type d’architecture machine faut‑il pour gérer ces forces sans introduire ses propres erreurs ?
Deux presses plieuses reposent côte à côte sur le plancher de l’atelier. Toutes deux sont nominalement à 135 tonnes. Même outillage. Même opérateur. Même bande de 10 pieds d’acier doux de calibre 11.
L’une maintient ±0,5° sur toute la longueur après une seule correction. L’autre dérive d’un degré au centre et exige des ajustements. Même étiquette de tonnage. Résultat différent.
C’est votre premier indice que la capacité de force et le contrôle de la force ne sont pas la même chose.
Mais la première chose que l’on apprend sur le plancher, c’est que le métal n’obéit jamais simplement. Il négocie. Il réagit avec le retour élastique, déplace l’axe neutre lorsqu’il cède et amplifie toute irrégularité dans la manière dont le coulisseau atteint le bas de course. Si votre système d’entraînement ne peut pas doser la force et la position à travers cette transition élasto‑plastique, vous ne pliez pas — vous jouez.
Ainsi, la question d’architecture n’est pas “ Combien de tonnes ? ” mais “ Comment cette machine délivre‑t‑elle ces tonnes tout au long de la course ? ”
Vérifiez votre jauge : si deux presses partagent la même capacité nominale, quelle partie de la course — approche, contact ou bas — contrôlez‑vous réellement sur la vôtre ?
Imaginez une ancienne presse mécanique : volant d’inertie en rotation, embrayage engagé, vilebrequin transformant cette énergie de rotation en mouvement vertical du coulisseau. Une fois déclenchée, la course s’achève entièrement. Aucune hésitation. Aucun réajustement en cours de descente.
C’est la puissance de production.
Les systèmes mécaniques excellent dans la répétition. Si vous emboutissez le même pli peu profond des milliers de fois dans une tôle fine, cette course fixe devient un avantage. Le point mort bas — la position la plus basse dans la rotation du vilebrequin — est mécaniquement défini. Chaque frappe atteint presque le même point physique parce que c’est la géométrie du vilebrequin qui le détermine, non la pression du fluide ni le retour d’un servo.
Mais voici le piège.
La course est fixe. L’énergie est stockée dans le volant d’inertie. Une fois engagé, vous ne pouvez pas adoucir les derniers millièmes de pouce pour compenser un coil arrivé 0,004″ plus épais. Le métal résiste un peu plus aujourd’hui qu’hier. La presse mécanique s’en moque. Elle franchit le point mort bas avec toute l’énergie que le volant transporte.
Si vous pliez à l’air, ce manque de contrôle de course variable devient un handicap. Vous essayez de vous arrêter à une profondeur précise où la mémoire élastique vous ramènera à l’angle cible. Mais le vilebrequin ne “ s’arrête pas pour mesurer ”. Il s’engage. Les erreurs de sur‑pliage se transforment en dispersion d’angles.
Et voici le piège du débutant : courir après l’angle en augmentant la tonnage sur une presse mécanique lorsque le véritable problème est le manque de flexibilité de la course. Le nouveau venu plisse les yeux devant le tableau des tonnages, appuie sur la pédale plus fort qu’il ne le faudrait et attend que l’acier cède. Sur un système mécanique, cela peut signifier qu’on percute le point mort avec plus d’énergie que le bâti ou les outils n’en peuvent supporter.
Les presses mécaniques récompensent l’uniformité. Elles punissent la variabilité.
Vérifiez votre jauge : vos travaux sont‑ils suffisamment identiques pour qu’une course fixe joue en votre faveur — ou demandez‑vous à un vilebrequin de négocier avec le retour élastique ?
Placez‑vous devant une presse hydraulique lors d’un pliage d’essai. Le coulisseau descend rapidement, ralentit près du contact, puis s’infiltre dans la pièce à mesure que la pression augmente. Vous pouvez l’arrêter à mi‑course. L’inverser. L’enfoncer plus profondément de quelques millièmes.
Cette capacité de contrôle a transformé l’industrie.
Les vérins hydrauliques convertissent la pression du fluide en force linéaire. La pression n’augmente que lorsque la résistance augmente. Le métal veut se rigidifier en franchissant sa limite d’élasticité ; le système hydraulique réagit en augmentant la pression pour maintenir le mouvement. Cette boucle de rétroaction — résistance compensée par pression — est ce qui rend le pliage à l’air praticable à grande échelle.
Ajoutez maintenant le détail concret : la plupart des presses électriques actuelles culminent à environ 300 tonnes. Si vous pliez des tôles épaisses ou des pièces longues avec des matrices larges, il vous faut une force brute dépassant ce plafond. Les systèmes hydrauliques peuvent être dimensionnés — vérins plus grands, pressions plus élevées, bâtis plus longs. C’est pourquoi les ateliers de fabrication lourde s’en fient toujours à eux.
Mais l’hydraulique a son propre tempérament.
Le fluide se comprime légèrement. Les joints s’usent. La température modifie la viscosité. Une fuite interne mineure peut entraîner une dérive de pression pendant le maintien en bas, ce qui se traduit par une incohérence d’angle. J’ai vu une machine tenir l’angle parfaitement le matin et s’ouvrir d’un demi‑degré en fin d’après‑midi parce que la température de l’huile avait modifié le temps de réponse. Le métal réclame de la constance ; le système hydraulique, lui, négocie parfois différemment d’une heure à l’autre.
Le contrôle de course variable a rendu l’hydraulique dominante parce qu’il permet d’aborder la limite élasto‑plastique de manière délibérée. Pourtant, cette précision dépend d’un système de pression sain et bien entretenu. Faites‑en abstraction, et votre “ contrôle ” devient théorique.
Vérifiez votre jauge : lorsque vos angles dérivent, blâmez‑vous l’opérateur — ou avez‑vous vérifié l’état de l’huile, l’usure des joints et la stabilité thermique ?
Regardez maintenant une presse électrique moderne plier une tôle inox de calibre 14. Les servomoteurs entraînent des vis à billes directement reliées au coulisseau. Pas d’huile. Pas de valves. Juste du couple converti en mouvement linéaire avec un retour d’information d’un encodeur mesurant la position au micron près.
Le coulisseau descend. S’arrête exactement où il est commandé. Maintient sa position sans fluctuation de pression car il n’y a pas de colonne de fluide à comprimer.
Cette transmission directe explique pourquoi les ateliers constatent des temps de cycle plus rapides et des économies d’énergie importantes — la puissance est consommée principalement pendant le mouvement, et non en continu pour maintenir la pression hydraulique. Un fabricant que je connais a remplacé la plupart de son parc hydraulique par des machines électriques pour les travaux légers à moyens, réduisant de moitié la consommation d’énergie et améliorant la répétabilité sur les tôles inox fines. Mais il a gardé une presse hydraulique pour le pliage de forte tonnage.
C’est la réalité derrière la “ révolution ”.”
Les systèmes électriques excellent là où la précision de profondeur équivaut à la précision d’angle — matériaux fins à moyennement épais, bâtis plus courts, tonnage modéré. Le servo peut micro‑ajuster la profondeur pour compenser la variation du retour élastique d’une feuille à l’autre. Le métal veut rebondir différemment selon les lots ; le servo peut répondre par des incréments fins sans dépassement.
Mais les limites de force sont réelles. Les pliages profonds de boîtes dans un matériau épais exigent une tonnage élevée soutenue sur des courses longues. Aujourd’hui, l’hydraulique domine toujours ce territoire. L’électrique ne remplace pas l’hydraulique partout — il redéfinit ce à quoi ressemble un travail où la “ précision prime ”.
Les configurations hybrides deviennent courantes car les ateliers se rendent compte d’une vérité inconfortable : le type de machine façonne le niveau de précision que vous pouvez promettre à vos clients.
Vérifiez votre calibre : choisissez-vous une machine pour la force maximale sur le papier — ou pour le type de contrôle de force que vos pièces les plus exigeantes requièrent réellement ?
Effectuez un long pli de 12 pieds en tôle de calibre 10 sur une plieuse hydraulique sans compensation active de bombage. Vous verrez souvent le centre s’ouvrir légèrement par rapport aux extrémités, car le bâti fléchit sous la charge. La structure de la machine s’étire ; le banc se cambre. Le métal cherche une contrainte uniforme ; le bâti introduit la sienne.
Essayez maintenant la même opération sur une plieuse électrique de haute précision conçue pour un travail plus léger. Vous obtiendrez peut-être un contrôle de profondeur exceptionnel — mais si le travail dépasse sa zone de confort en tonnage, vous fonctionnez près de la capacité, où tout risque de surcharge impose une programmation prudente.
Voici ce que la plupart des brochures ne diront pas : le système d’entraînement et la conception du bâti définissent ensemble votre plafond de précision pratique. Une presse mécanique peut répéter le point mort bas toute la journée — mais seulement pour des travaux qui tolèrent une énergie de course fixe. Une presse hydraulique peut supporter des charges massives — mais uniquement avec la précision permise par sa stabilité de pression et sa compensation de déflexion. Une presse électrique peut positionner le vérin avec une précision chirurgicale — mais seulement dans sa plage de tonnage. Si vous évaluez le niveau de plafond adapté à votre gamme de travaux, une presse plieuse CNC conçue avec une rigidité de bâti vérifiée et un contrôle de force prévisible — comme celles de CN-HAWE — devient l’étape pratique suivante ; découvrez comment ces capacités s’unissent dans une moderne presse plieuse conçue pour une précision répétable sans fonctionner à la limite.
La précision ne dépend pas seulement de la résolution des encodeurs. C’est l’intersection entre la méthode de transmission de la force, la rigidité structurelle et la manière dont le système réagit quand le métal oppose une résistance plus forte que prévu.
Dans cette partie d’échecs, votre système d’entraînement est votre stratégie d’ouverture. Faites un mauvais choix, et vous passerez le reste de la partie à compenser une machine qui ajoute sa propre incertitude à la mémoire du matériau.
Si donc l’architecture d’entraînement détermine comment la force est transmise et limitée, que se passe-t-il lorsque nous passons de la source de puissance à la géométrie — à la manière dont le vérin reste parallèle, dont le butoir arrière se positionne et dont le bâti compense sa propre déflexion sous charge ?
Faites passer une bande de 12 pieds en tôle de calibre 10 sous le poinçon, chargez votre programme et laissez la machine appliquer 180 tonnes. L’angle indique 90° aux extrémités. Au centre, il est de 90,7°. Même profondeur. Même force. Résultat différent.
Rien n’a changé dans le système d’entraînement. Ce qui a changé, c’est la forme de la machine sous la charge.
Lorsque vous appliquez une telle force à travers le vérin, les montants latéraux s’étirent microscopiquement et le banc se cambre vers le haut au centre. L’acier sous contrainte ne discute pas ; il s’allonge. La machine fait la même chose que votre pièce. Le métal cherche une compression uniforme le long de la ligne de pli. Le bâti introduit sa propre courbure dans la négociation.
C’est là que les débutants se laissent tromper. Ils pensent que la précision réside dans le tonnage et la résolution des encodeurs. Mais la première leçon que l’on apprend à l’atelier, c’est que le métal n’obéit jamais simplement — et le bâti non plus. Si le vérin n’est pas parallèle, si la butée arrière n’est pas d’équerre et reproductible, si le banc n’est pas compensé pour la déflexion, la force soigneusement maîtrisée se transforme en géométrie inégale.
La transmission de la force fixe le plafond. La géométrie décide si vous l’atteindrez un jour.
Vérifiez votre calibre : quand vos angles varient sur toute la longueur, ajustez-vous la profondeur à l’aveugle — ou vous demandez-vous si la machine elle-même se plie ?
Placez-vous devant une presse plieuse CNC moderne et regardez l’affichage : Y1 pour le vérin gauche, Y2 pour le droit. Deux chiffres. Ils devraient correspondre à quelques millièmes de pouce près.
Les machines plus anciennes reliaient mécaniquement les deux côtés. Un seul circuit hydraulique, une seule hypothèse de position. Mais sous la charge, le côté gauche peut rencontrer une résistance légèrement différente du côté droit — épaisseur de matériau inégale, charge décentrée, légère usure du bâti. Si les deux côtés se déplacent aveuglément ensemble, le vérin se met de travers. Une extrémité touche le fond en premier. L’autre suit avec retard. Votre angle de pli varie alors d’un côté à l’autre.
Le contrôle indépendant Y1/Y2 utilise des règles linéaires de chaque côté du coulisseau, renvoyant en temps réel la position au CNC. Si le côté gauche retarde de 0,001 pouce, le contrôleur le corrige immédiatement. Il négocie constamment, maintenant le coulisseau parallèle à la table même lorsque 100 tonnes essaient de le tordre hors de l’équerrage.
C’est ici que cela cesse d’être théorique. Imaginez le pliage d’une boîte à quatre côtés avec des retours. Après les deux premiers plis, la pièce ne repose plus à plat. La charge se déplace vers un côté car la géométrie est asymétrique. Sans correction indépendante, la machine suivra le chemin de moindre résistance. Le métal veut basculer. Le coulisseau doit refuser.
Piège de débutant : penser que le parallélisme est un calibrage unique. Ce n’est pas le cas. L’usure des guides, la dérive des vérins, voire le tassement inégal du sol peuvent introduire un décalage au fil du temps. Si Y1 et Y2 ne sont pas surveillés indépendamment, vous ne verrez pas l’erreur avant que les pièces commencent à échouer à l’inspection.
Vérifiez votre jauge : connaissez-vous la déviation admissible de votre machine entre Y1/Y2 sous charge — ou vous fiez-vous au calibrage d’hier ?
Déplacez-vous maintenant derrière la ligne de pliage. Le butoir arrière n’est pas spectaculaire, mais il fait la différence entre une pièce qui s’assemble et une qui part à la ferraille.
L’axe X contrôle la profondeur — à quelle distance la pièce est introduite dans la matrice. L’axe R déplace les doigts vers le haut et vers le bas. Ajoutez Z1 et Z2, et les doigts peuvent se déplacer à gauche et à droite de manière indépendante.
Sur un simple support en forme de U, X et R suffisent. Réglez la profondeur, ajustez la hauteur pour la longueur du retour, répétez. Une jauge à deux axes gère cela toute la journée.
Mais supposez que vous formiez une boîte fermée où le troisième pli heurterait un doigt fixe. Avec seulement X et R, l’opérateur doit retirer la pièce, la repositionner manuellement, peut-être la retourner, peut-être aligner à l’œil contre une butée. Chaque manipulation introduit une variation — surtout après deux ou trois plis lorsqu’elle devient molle. Le métal veut s’affaisser sous son propre poids. Vos mains exercent des pressions de manière incohérente.
Un système à quatre axes (X, R, Z1, Z2) permet aux doigts de s’écarter pour soutenir les retours irréguliers et se repositionner automatiquement entre les plis. Le CNC déplace le support là où la géométrie l’exige. Vous éliminez la poussée humaine.
Mais ne le surestimez pas. La plupart des ateliers réalisent un pourcentage élevé de pièces simples. Un butoir à huit axes ne corrigera pas des rails guides usés ni des accouplements lâches. La précision de positionnement échoue pour cinq raisons courantes : usure mécanique, composants d’entraînement desserrés, problèmes d’encodeur, rigidité des doigts insuffisante et dilatation thermique. La calibration vient en premier. L’inspection mécanique en second. La stabilité thermique en troisième. Si vous poursuivez les paramètres logiciels avant de vérifier cela, vous jouez aux échecs sans regarder la moitié de l’échiquier.
La précision n’est pas le nombre d’axes. C’est un positionnement contrôlé et répétable dans des conditions réelles d’atelier.
Vérifiez votre jauge : ajoutez-vous des axes pour résoudre un problème de géométrie — ou ignorez-vous une dérive mécanique qu’aucun logiciel ne peut corriger ?
Prenez à nouveau ce pli de 12 pieds. La flèche en milieu de portée sous une charge lourde peut atteindre plusieurs millièmes de pouce. Cela semble minime jusqu’à ce que vous vous rappeliez qu’en pliage à l’air, la variation d’angle est extrêmement sensible à la profondeur. Une variation de 0,001 pouce de pénétration peut modifier l’angle de façon perceptible, surtout dans les matériaux minces.
Les systèmes de bombage compensent cela en introduisant une légère courbure vers le haut dans la table avant que la charge ne devienne maximale. Le bombage mécanique utilise des cales le long de la poutre inférieure. Le bombage hydraulique emploie de petits vérins. L’idée est simple : préplier la machine dans le sens opposé à celui où elle tend à se déformer.
Le secret réside dans le calcul. La compensation nécessaire dépend de la force de tonnage, de l’épaisseur du matériau, de la largeur de la matrice et de la longueur du pli. Trop peu de bombage, et le centre s’ouvre. Trop de bombage, et le centre surplie tandis que les extrémités restent faibles. Le métal cherche une contrainte uniforme. Le bombage sert à négocier avec le bâti pour qu’il ne déforme pas ce champ de contraintes.
Erreur de débutant : régler le bombage une fois pour toutes. Passez de l’acier doux 14‑gauge à de l’inox 10‑gauge, et votre tonnage par pied augmente. La courbe de déflexion change. La compensation doit aussi changer.
Vérifiez votre jauge : lorsque vous changez de matériaux ou de longueurs, recalculer le bombage — ou espérez-vous que les réglages d’hier soient encore valides ?
Ajoutez maintenant le facteur temps à l’équation.
Vous commencez une course matinale. L’atelier est frais. En milieu d’après‑midi, la machine a effectué des centaines de cycles. Les vis à billes chauffent. L’huile hydraulique se réchauffe. Les cadres en acier se dilatent. Quelques millièmes de croissance thermique dans un système de positionnement suffisent à faire dépasser la longueur de la bride hors tolérance.
Les systèmes haut de gamme utilisent des encodeurs linéaires montés directement sur le coulisseau et parfois des capteurs de température intégrés dans des algorithmes de compensation. Au lieu de supposer que la longueur de la vis correspond à la position, ils mesurent la localisation réelle de la poutre. Certains contrôles appliquent des facteurs de croissance thermique une fois que la machine atteint sa température de fonctionnement.
La plupart des ateliers sautent le cycle de préchauffage. Ils calibrent à froid, travaillent à chaud et corrigent les dimensions dérivantes par des modifications de programme. Le métal veut de la constance. L’environnement change silencieusement les règles.
Et n’oubliez pas la pièce elle‑même. Après plusieurs pliages, surtout en inox mince, la rigidité diminue. Le troisième pli d’une séquence peut varier non pas parce que le palpage a raté, mais parce que la pièce s’est fléchie différemment contre les doigts. Les bras de soutien, la bonne séquence et une pression d’opérateur constante comptent autant que la résolution du servo.
Voici la partie que personne ne met en avant dans les brochures : la précision est un système composé de la géométrie de la machine, de la logique de compensation, du contrôle environnemental et de la discipline de l’opérateur. Supprimez l’un, et les autres ne peuvent pas supporter la charge.
Vérifiez votre palpeur : avant d’incriminer la CNC, avez‑vous laissé la machine atteindre la stabilité thermique et vérifié que la compensation est activée — ou corrigez‑vous les symptômes plutôt que les causes ?
Question suivante, stratégique : une fois la géométrie et la compensation maîtrisées, comment la méthode de pliage elle‑même — pliage à l’air libre contre écrasement — modifie‑t‑elle la manière dont la force et la déflexion interagissent ?
Vous avez mis le coulisseau d’équerre. Vous avez compensé la déflexion. Vous avez réchauffé la machine et vérifié les palpeurs.
Maintenant, la véritable décision se présente.
Une fois la géométrie et la compensation sous contrôle, la méthode de pliage choisie réécrit la relation entre la force, la déflexion et la précision de l’angle. Le pliage à l’air libre et l’écrasement ne sont pas seulement deux façons d’atteindre le même angle — ce sont deux philosophies sur la manière de pousser l’acier et sur la part que vous lui laissez pour respirer.
Mais la première chose que l’on apprend sur le terrain, c’est que le métal n’obéit jamais simplement.
En pliage à l’air libre, vous vous arrêtez juste avant d’écraser la tôle dans la matrice. Le poinçon presse le matériau dans une ouverture en V, et l’angle final est contrôlé par la profondeur de pénétration, non par le fait de forcer la pointe du poinçon à correspondre entièrement à l’angle de la matrice. Le métal s’appuie sur les épaules de la matrice comme un pont. Il négocie. Vous façonnez les contraintes, pas la géométrie.
L’écrasement renverse cette logique. Vous enfoncez le poinçon plus profondément jusqu’à ce que le matériau touche complètement les faces de la matrice. En matriçage, vous allez encore plus loin — en appliquant une pression suffisante pour déformer plastiquement le rayon intérieur du pli et neutraliser le retour élastique par la force brute. Le métal n’a plus beaucoup le droit de négocier. Vous lui dictez ce que sera sa mémoire.
Alors, quelle stratégie respecte la physique que vous avez travaillé si dur à maîtriser ?
Vérifiez votre palpeur : avant de choisir une méthode, demandez‑vous comment le métal supportera les contraintes — ou simplement à quelle vitesse vous pouvez atteindre 90 degrés ?
Le pliage à l’air libre est un contrôle de profondeur, pas une contrainte de forme.
Comme le poinçon n’enfonce jamais entièrement le matériau dans l’angle de la matrice, la force nécessaire reste nettement inférieure à celle de l’écrasement. Une force moindre signifie moins de déflexion du châssis, moins de contrainte sur les outils et moins de fatigue dans la pièce elle‑même. Dans les applications sensibles à la fatigue, cette réduction des contraintes internes peut compter davantage qu’une perfection d’un demi‑degré.
Le métal veut reprendre sa forme. En pliage en l’air, on anticipe cela. On surplie volontairement — peut-être à 93 degrés pour atteindre 90 après relâchement — et on laisse la récupération élastique terminer le mouvement. Cela signifie que la précision de l’angle dépend de la position exacte du vérin et d’un contrôle de profondeur répétable. Les millièmes comptent.
L’avantage, c’est la flexibilité. Changer l’épaisseur du matériau ? Ajustez la profondeur. Changer l’angle cible ? Ajustez la profondeur. Un ensemble poinçon/matrice peut produire une gamme d’angles sans changer d’outil. C’est pourquoi la plupart des ateliers CNC modernes utilisent le pliage en l’air pour la majorité de leur travail. La vitesse reste élevée. L’usure des outils reste raisonnable. La machine ne se bat pas contre elle-même à chaque cycle.
Mais le pliage en l’air exige une machine disciplinée. La répétabilité du vérin, la précision de la compensation, la constance du butoir arrière — si ces paramètres dérivent, l’angle dérive avec eux. Il n’y a pas de face de matrice pour vous “corriger” en fin de course.
Vérifiez votre jauge : votre machine est‑elle suffisamment précise dans son contrôle de profondeur pour permettre au pliage en l’air de fonctionner pour vous — ou comptez‑vous sur la matrice pour corriger ce que le vérin ne peut pas répéter ?
Le pliage en fond, c’est l’assurance par la pression.
Sur les anciennes presses mécaniques sans contrôle raffiné du vérin, les opérateurs utilisaient le pliage en fond pour compenser le manque de précision de position. En forçant la tôle entièrement dans l’angle de la matrice, la géométrie de l’outillage imposait le résultat, même si la profondeur du coup de presse variait légèrement. L’acier était pressé jusqu’à se conformer.
Le matriçage va plus loin. Un tonnage extrêmement élevé comprime le matériau à la ligne de pliage, l’amincissant légèrement et fixant plastiquement l’angle de sorte que le retour élastique soit presque éliminé. On obtient une répétabilité très serrée de l’angle — parfois à un demi‑degré près — surtout dans les matériaux minces où les empilements de tolérances sont critiques.
Mais rien n’est gratuit.
Un tonnage élevé entraîne une plus grande déflexion du bâti pendant la course. Plus de charge sur les paliers. Plus de stress sur les poinçons et les matrices. Certains fabricants d’outillage mettent en garde contre l’usage courant du pliage en fond, car le risque se trouve dans les outils fissurés et les machines surchargées. Le nouveau venu plisse les yeux sur le graphique de tonnage, appuie plus fort qu’il ne devrait sur la pédale et attend que l’acier cède.
C’est le piège des débutants.
Le pliage en fond et le matriçage ont leur place — travaux de tôles fines à tolérance stricte, machines anciennes au contrôle limité, pièces où un retour élastique minimal est crucial. Mais vous devez vérifier le tonnage nominal par pied de votre presse et le comparer à la demande réelle. Si vous le dépassez, le bâti devient le maillon faible de votre chaîne de précision.
Vérifiez votre jauge : choisissez‑vous le pliage en fond parce que la pièce l’exige vraiment — ou parce que vous ne faites pas confiance à votre contrôle de profondeur ?
Le pliage en l’air et le pliage en fond peuvent différer en tonnage requis par multiples, pas par pourcentages.
En pliage en l’air, le tonnage dépend principalement de la résistance du matériau, de son épaisseur, de l’ouverture de la matrice et de la longueur de pliage. Augmentez la largeur du V, et le tonnage requis baisse — mais votre rayon intérieur de pli augmente. C’est un compromis : moins de force pour plus de rayon.
Le pliage en fond ignore cette courtoisie. Parce que l’on force le contact complet avec l’angle de la matrice, le tonnage requis augmente considérablement — souvent plusieurs fois supérieur à celui du pliage en l’air pour le même matériau et la même épaisseur. Le matriçage exige encore davantage, atteignant parfois les limites maximales de la capacité de la machine sur les pièces longues.
Et un tonnage plus élevé signifie plus de déflexion à compenser.
Souvenez‑vous de la discussion sur la compensation. La déflexion est proportionnelle à la charge. Si vous passez du pliage en l’air au pliage en fond sur une pièce longue, vos valeurs de compensation précédentes ne sont plus valides. Le bâti introduit sa propre courbe dans la négociation. Vous devez recalculer, sinon vous poursuivrez les variations d’angle sur toute la longueur.
Ainsi, la méthode ne concerne pas seulement le contrôle de l’angle. Elle concerne aussi l’effort demandé à la machine — et la quantité de correction géométrique que vous devez appliquer pour qu’elle reste honnête.
Vérifiez votre jauge : Lorsque vous changez de méthode, recalculez-vous le tonnage et la compensation — ou supposez-vous que les réglages de pliage à l’air d’hier survivront à la charge de matriçage d’aujourd’hui ?
L’outillage est l’endroit où la philosophie devient acier.
En pliage à l’air, le rayon intérieur du pli se forme en fonction de l’ouverture de la matrice — généralement autour d’une fraction de cette largeur. Le métal cherche naturellement à s’enrouler entre les épaules de la matrice. Choisissez une ouverture en V plus large, et le rayon s’agrandit. Choisissez un V plus étroit, et le rayon se resserre, mais le tonnage augmente.
Le matriçage exige un angle de matrice qui correspond étroitement à celui du poinçon et à l’angle cible. Si vous matriçez avec un poinçon de 90 degrés dans une matrice de 88 degrés, vous forcez la correction par la pression. Cette pression va quelque part — dans l’outillage et dans le bâti.
Un seul jeu de matrices ne peut pas gérer toutes les épaisseurs, car chaque épaisseur présente une résistance à la traction et un comportement de retour élastique différents. Une matrice qui fonctionne à merveille pour un acier doux de calibre 16 peut surcharger la presse lorsqu’elle est utilisée pour matriçer de l’acier inoxydable de calibre 10. Le métal cherche à répartir les contraintes selon des lignes prévisibles ; un outillage mal assorti les concentre aux mauvais endroits.
C’est là que la partie d’échecs se corse. Vous ne choisissez pas seulement des outils. Vous choisissez comment le champ de contraintes se formera à l’intérieur de la pièce, combien le bâti se déformera, et quelle compensation vous devrez appliquer pour rester dans la tolérance.
Choisissez votre méthodologie avant d’appuyer sur la pédale.
Car une fois que le coulisseau commence à descendre, la physique est déjà en mouvement.
Vérifiez votre jauge : Vos choix d’outillage sont‑ils alignés sur votre méthode de pliage et la résistance du matériau — ou demandez-vous à un seul jeu de matrices de résoudre des problèmes pour lesquels il n’a jamais été conçu ?
On ne commence pas par demander : “ Quelle presse plieuse devrais‑je acheter ? ”
On commence par demander : “ Qu’est-ce que cette pièce va exiger de l’acier — et jusqu’où l’acier va‑t‑il résister ? ”
Cela semble philosophique jusqu’à ce que vous achetiez une machine trop petite, fissuriez une matrice, ou voyiez un long banc se creuser au milieu parce que votre calcul supposait un bâti parfaitement rigide qui n’existe que dans les manuels. Les formules supposent une force uniforme, aucune déformation, une répartition parfaite. Les presses réelles se plient sous la charge. L’acier réel revient de manière inégale. Le métal se souvient.
Ainsi, la matrice de décision n’est pas une liste d’achats. C’est une carte des forces. Vous définissez d’abord la géométrie de la pièce, la tolérance, la résistance du matériau et la méthode de pliage. Ce n’est qu’ensuite que vous voyez quelle classe de machine peut supporter cette négociation sans vous mentir sur la précision.
Vérifiez votre jauge : définissez-vous la machine selon les spécifications du catalogue — ou selon les forces que votre pièce générera réellement ?
Posez le plan sur l’établi.
Observez les longueurs de rebords, les rayons intérieurs, les retours, la longueur totale. Une boîte à quatre côtés avec des rebords de retour serrés n’est pas simplement “ une boîte ”. Elle restreint l’accès à la matrice. Elle limite la largeur du V. Et cette seule contrainte peut doubler votre tonnage avant même que vous n’appuyiez sur la pédale.
Voici l’élément que la plupart des débutants négligent : l’ouverture du V est souvent la variable dominante. Réduisez le V de huit fois l’épaisseur du matériau à six, et la force requise peut grimper en flèche. Le métal veut s’écouler sur une épaule plus large ; rétrécissez cette épaule et il résiste davantage. Cette résistance se transmet directement dans votre coulisseau, votre outillage, votre bâti.
Ainsi, la géométrie détermine le choix de la matrice. Le choix de la matrice détermine le tonnage. Le tonnage détermine la classe de la machine.
Pas l’inverse.
Si le plan exige un rayon intérieur serré, plus petit que ce que le pliage à l’air produit naturellement avec une ouverture de V raisonnable, vous vous êtes déjà restreint aux techniques de fond de matrice ou à une matrice étroite. Cela signifie des multiplicateurs de force plus élevés. Cela signifie davantage de fléchissement à compenser.
Avant de lire une brochure, répondez à ceci : quelle ouverture de matrice cette pièce permet‑elle vraiment ?
Passons maintenant au calcul — mais effectuons‑le honnêtement.
La plupart des formules de pliage à l’air semblent simples sur le papier. L’épaisseur au carré, multipliée par la longueur du pli, divisée par l’ouverture de matrice, fois une constante. Assez clair pour qu’un débutant lui fasse une confiance aveugle.
Mais la première chose que l’on apprend sur le terrain, c’est que le métal n’obéit jamais simplement.
Ces formules de base supposent le pliage à l’air. Passez au pliage en fond de matrice et le tonnage requis peut être multiplié plusieurs fois. Le monnayage ? Encore plus élevé. J’ai vu des travaux estimés comme confortables sur le papier, mais qui étaient en réalité à la limite dès que la méthode changeait.
Et voici le deuxième piège : les calculateurs donnent un chiffre — disons 38 tonnes — et le nouveau venu pense qu’une machine de 40 tonnes est parfaite. Aucune marge pour le fléchissement. Aucune marge pour la variation du matériau. Aucune marge pour les cycles répétés qui fatiguent l’outillage et le plateau au fil du temps.
La machine n’est pas infiniment rigide. Lors de plis longs et lourds, le centre s’affaisse. Sans un bombage adéquat — la compensation volontaire vers le haut intégrée au plateau — vos angles s’ouvrent au milieu, même si vos calculs étaient “ corrects ”.”
Ainsi, le calcul du tonnage est la première étape. La capacité de fléchissement et le système de compensation constituent la deuxième. Ignorez la deuxième, et votre précision s’évapore sous la charge.
Vérifiez votre jauge : avez‑vous ajouté une véritable marge de sécurité et pris en compte le fléchissement — ou comptez‑vous sur des calculs idéaux pour résister à l’acier réel ?
Un petit atelier qui plie de courts supports en acier doux n’a pas besoin de la même machine qu’une ligne de production qui traite des panneaux inox de douze pieds toute la journée.
Mais “ minimale viable ” ne signifie pas “ à peine suffisante pour réussir un pli ”.”
Les ateliers à faible volume tombent dans un piège discret : ils achètent des machines pile à la capacité, parce que le travail rentre techniquement. Puis, un jour, le client change le matériau pour de l’inox 304. La limite d’élasticité augmente. Le retour élastique aussi. Le tonnage exigé grimpe. Soudain, chaque pli s’effectue à la charge maximale.
Travailler en permanence au plafond, c’est comme conduire un camion bloqué au régime maximal. Le châssis se déforme davantage. L’hydraulique force. La précision dérive à mesure que la chaleur s’accumule.
Les environnements de production pensent différemment. Ils achètent de la marge — pas par ego, mais pour la stabilité. Une machine fonctionnant à 60–70 % de sa capacité nominale est plus prévisible. Moins de fléchissement. Moins d’usure. Des angles plus reproductibles d’un poste à l’autre.
Le coût caché d’un dimensionnement insuffisant n’est pas seulement un outillage cassé. C’est l’inconstance.
Alors, demandez‑vous : cette presse plieuse est‑elle conçue pour supporter des travaux occasionnels — ou pour garantir une géométrie reproductible sous contrainte quotidienne ?
Voici la perspective que je veux que vous gardiez en tête.
Pas “ Quelle est la taille de la presse plieuse ? ” Ni “ Hydraulique ou électrique ? ”
Posez ces trois questions :
1. Quelle méthode de pliage ma pièce avec la tolérance la plus stricte m’oblige-t-elle à utiliser ? Si votre travail le plus exigeant nécessite un pliage par matriçage ou des matrices étroites, votre référence de tonnage augmente immédiatement. La méthode est le multiplicateur.
2. Quelle ouverture de matrice ma géométrie permet-elle réellement ? Si les exigences d’accès ou de rayon vous obligent à utiliser de petites ouvertures en V, calculez la force à partir de cette contrainte — et non à partir d’un rapport théorique confortable.
3. Comment la machine va-t-elle contrôler la déflexion sous cette charge ? Dispose-t-elle d’une plage de compensation (bombage) suffisante ? D’un contrôle indépendant des vérins ? D’une précision de profondeur répétable assez fine pour le pliage à l’air si vous le choisissez ? Car le tonnage sans contrôle géométrique est une force brute, et la force brute est la raison pour laquelle les bâtis se déforment.
Voici la partie la moins évidente : la presse plieuse n’est pas définie par la force maximale. Elle est définie par la manière intelligente dont elle gère la force en fonction de vos contraintes spécifiques.
Vous n’achetez pas de la puissance. Vous achetez une négociation maîtrisée entre la mémoire du matériau et la déflexion de la machine.
Et si vous définissez clairement cette négociation avant de définir la machine, l’acier cesse de vous surprendre.
La prochaine question n’est pas quelle machine choisir.
C’est de savoir si vous êtes prêt à respecter la physique avant d’appuyer sur la pédale.


















