

Il jurait avoir tout fait de la même manière.
Même programme à 90 degrés. Même inox 304. Même poinçon et matrice. Mais sur l’ancienne presse plieuse hydraulique, ses pièces ressortaient ouvertes de trois degrés. Il appuyait plus fort sur la pédale, descendait le coup plus profondément, essayait de le “sentir” en place.
À l’heure du déjeuner, nous avions une pile de rebuts brillants qui ressemblaient à des signets coûteux.
Alors, qu’est-ce qui a changé ?
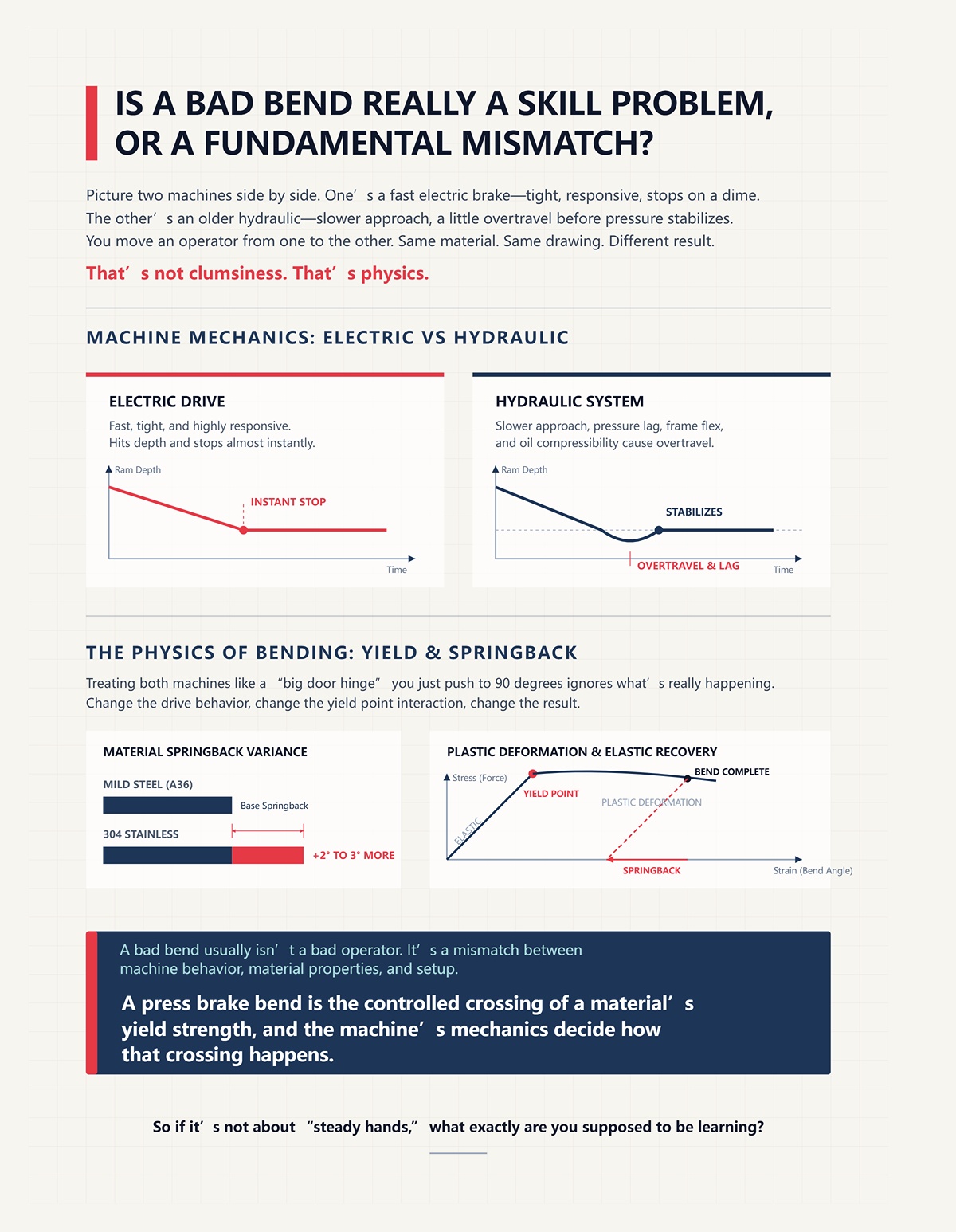
Imaginez deux machines côte à côte. L’une est une presse plieuse électrique rapide – précise, réactive, s’arrête net. L’autre est une hydraulique plus ancienne – approche plus lente, léger dépassement avant que la pression se stabilise. Vous déplacez un opérateur de l’une à l’autre. Même matériau. Même plan.
Résultat différent.
Ce n’est pas de la maladresse. C’est de la physique.
L’entraînement électrique atteint la profondeur et s’arrête presque instantanément. Le système hydraulique, lui, monte en pression différemment ; il y a un décalage, une flexion du bâti, la compressibilité de l’huile. Cette petite différence modifie la quantité de déformation réelle du matériau avant le retour élastique. Avec l’inox 304, qui reprend 2 à 3 degrés de plus que l’acier doux type A36, ce décalage compte. Beaucoup.
Traiter les deux machines comme une “grande charnière de porte” qu’on pousse simplement à 90 degrés, c’est ignorer la réalité : vous forcez le matériau au-delà de sa limite d’élasticité pour qu’il se déforme plastiquement, puis vous prédisez combien il reviendra élastiquement.
Changez le comportement de l’entraînement, changez l’interaction avec la limite d’élasticité, changez le résultat.
Un mauvais pli n’est généralement pas le fait d’un mauvais opérateur. C’est un désaccord entre le comportement de la machine, les propriétés du matériau et les hypothèses de réglage. Un pli sur presse plieuse est le franchissement contrôlé de la limite d’élasticité d’un matériau, et la mécanique de la machine décide comment ce franchissement se produit.
Alors, si ce n’est pas une question de “main sûre”, qu’êtes-vous censé apprendre exactement ?
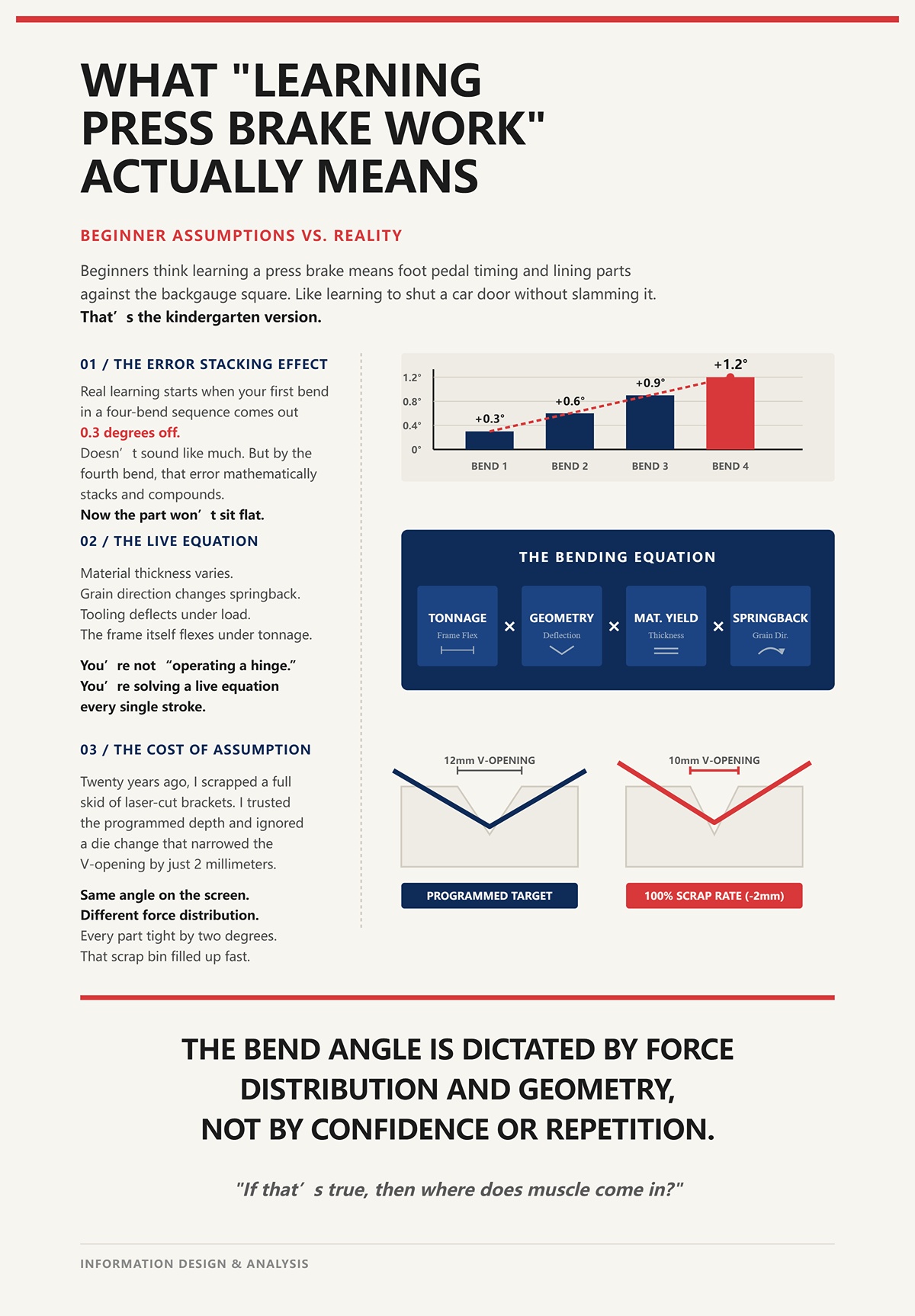
Les débutants pensent qu’apprendre une presse plieuse, c’est maîtriser le timing de la pédale et aligner les pièces contre le butée arrière à l’équerre. Comme apprendre à fermer la porte d’une voiture sans la claquer.
C’est la version maternelle.
L’apprentissage réel commence quand votre premier pli sur une séquence de quatre sort avec 0,3 degré d’écart. Cela ne semble pas grand-chose. Mais au quatrième pli, cette erreur s’accumule. Maintenant, la pièce ne repose plus à plat. Même les opérateurs expérimentés s’arrêtent, recalculent la profondeur du coulisseau, ajustent la butée arrière et modifient manuellement le programme.
Pourquoi ? Parce que la tôle n’a pas lu le manuel.
L’épaisseur du matériau varie. La direction du grain modifie le retour élastique. Les outils fléchissent sous la charge. Même le bâti se déforme sous la tonnage. Vous ne “manœuvrez pas une charnière”. Vous résolvez une équation vivante à chaque coup : tonnage × géométrie de l’outillage × limite d’élasticité du matériau × déformation de la machine.
Il y a vingt ans, j’ai mis au rebut une palette entière de supports découpés au laser parce que j’avais fait confiance à la profondeur programmée et ignoré un changement de matrice qui avait réduit l’ouverture en V de 2 millimètres. Même angle à l’écran. Répartition de force différente dans le métal. Chaque pièce sortait serrée de deux degrés. La benne à rebut s’est remplie vite, et ce n’était pas parce que mon pied avait glissé.
Apprendre le travail de la presse plieuse, c’est apprendre quelles variables font bouger le métal—et lesquelles se moquent de votre niveau d’expérience. L’angle de pliage est dicté par la répartition des forces et la géométrie, pas par la confiance ou la répétition.
Si c’est vrai, alors où intervient la force musculaire ?

J’ai vu des nouveaux s’appuyer sur une pièce comme s’ils essayaient de plier un levier de fer sur leur genou. Épaules tendues. Mâchoire serrée. Comme si l’effort pouvait convaincre l’acier.
L’acier ne négocie pas.
Lorsque le coulisseau atteint le point mort bas, la machine délivre un tonnage précis en fonction de la profondeur de course et des outils. Que vous ayez la carrure d’un joueur de football américain ou celle d’un comptable, le matériau ne répond qu’à la force et à la géométrie. Vos mains servent à positionner, pas à fournir la puissance.
Pensez-y comme à une balance de salle de bain. Vous pouvez la fusiller du regard, taper du pied dessus, lui chuchoter des encouragements—elle affichera toujours la force que vous appliquez réellement. La presse plieuse fonctionne de la même façon. Elle mesure la force transmise dans le matériau. Elle ne mesure pas à quel point vous désirez obtenir l’angle.
Lors de séries à grand volume sur une presse manuelle, quand tout reste identique—même matrice, même lot de matériau, même angle—vous pouvez passer pour un héros simplement en reproduisant un réglage fixe. Ce n’est pas la force brute qui gagne. C’est la physique qui reste contrainte et ne vous surprend pas.
Au moment où vous changez l’épaisseur, l’alliage, la largeur de la matrice en V, ou la machine, les muscles cessent d’avoir de l’importance. Seul le réglage compte. Une presse plieuse délivre une force mesurable à travers une géométrie fixe ; la force humaine ne peut pas modifier cette équation.
Alors, si ce ne sont pas vos mains qui décident du pli, qu’est-ce qui, à l’intérieur de la machine, le détermine exactement ?
Vous êtes devant la commande, le pied suspendu, à observer de l’acier doux de 3 mm posé sur une matrice en V de 24 mm. Sur un mètre de long. Sur le papier, ce pli requiert environ 20 tonnes. Pas 10. Pas “ à peu près ”. Vingt. Doublez l’épaisseur à 6 mm et vous ne doublez pas le tonnage—vous le quadruplez à peu près.
Ce saut n’est pas une question d’attitude. C’est des mathématiques intégrées à la machine et au métal.
Quand vous appuyez sur la pédale, vous ne “ pliez pas l’acier ”. Vous fermez un système : le coulisseau descend, la table reste stable, le poinçon s’enfonce dans la tôle, la matrice résiste par en dessous. Quatre pièces d’acier trempé décident où la force se dirige et comment elle se répartit. Avant même que vos mains ne touchent la tôle, la relation entre le rayon du poinçon et l’ouverture de la matrice limite déjà l’angle possible pour une profondeur donnée.
Ainsi, quand vous vous demandez ce qui, à l’intérieur de la machine, détermine réellement le pli, cessez de regarder vos bottes et examinez plutôt ces quatre éléments.
Parce que ce sont eux qui font le travail.
Regardez le coulisseau sur une longue portée — disons 8 pieds d’acier de 4 mm. Lorsqu’il descend sous charge, on peut mesurer la flèche au centre. Quelques millièmes de pouce. Cela ne semble pas grand-chose. Mais sur la longueur, cela signifie que le centre subit moins de force que les extrémités, sauf si l’on compense avec une bombure.
C’est la physique du bâti.
Le coulisseau est la poutre mobile. Le bâti inférieur est la poutre fixe. Lorsque la pression monte, les deux fléchissent. Les machines hydrauliques génèrent la pression par l’huile ; il y a de la compressibilité et un léger délai avant que la pleine pression se stabilise. Les entraînements électriques atteignent la position plus vite et la maintiennent fermement, mais ils sollicitent toujours le châssis de la même manière lorsque la pression augmente. Sensation différente. Même poutre qui se courbe sous la charge.
Il jurait avoir tout fait de la même manière.
Mais sur la vieille presse plieuse hydraulique, ses pièces sortaient ouvertes de trois degrés.
Ce qui avait changé, ce n’était pas son pied. C’était la façon dont le coulisseau appliquait et stabilisait la force avant que le bâti ne soit complètement chargé. Si le coulisseau s’arrête en profondeur avant que la pression ne s’égalise sur toute la table, le matériau n’atteint jamais complètement la limite élastique au centre. On obtient alors une variation sur la pièce.
J’ai déjà ignoré des glissières usées — ces surfaces de guidage qui maintiennent le coulisseau bien aligné. Sous forte charge, le coulisseau s’est tordu juste assez pour biaiser un côté. Nous avons produit 200 pièces avant de vérifier l’angle d’un côté à l’autre.
Tout rebut. Direct à la benne.
Le coulisseau et le bâti ne “ tiennent ” pas simplement l’outillage. Ce sont des poutres opposées dans un système de flexion contrôlé. S’ils se déforment, la répartition des forces change. Si la répartition des forces change, la ligne de déformation dans le métal se déplace. La force n’est réelle qu’au moment et à l’endroit où elle est uniformément soutenue entre le coulisseau et le bâti.
Et si la force doit traverser ces poutres, qu’est-ce qui la façonne ensuite ?
Prenez une matrice en V de 12 mm et remplacez-la par une de 16 mm. Même poinçon. Même matériau. Même angle programmé.
Votre angle de pliage change.
Pourquoi ? Parce qu’en pliage à l’air, la tôle ne touche que la pointe du poinçon et les deux arêtes de la matrice. Cela fait de l’ouverture de la matrice la base d’un triangle. Le rayon du poinçon en est le sommet. L’angle que forme ce triangle à une profondeur donnée relève de la géométrie, pas de l’enthousiasme.
Appuyez plus vite. Appuyez plus lentement. Le triangle s’en moque.
Les débutants pensent que la vitesse “ clac ” le métal en place. Ce n’est pas le cas. La vitesse modifie le temps de cycle. La géométrie fixe l’angle. Avec un V plus large, le matériau s’enfonce plus profondément avant d’atteindre le même angle inclus. Cette pénétration plus grande modifie la proportion de section qui devient plastique par rapport à l’élastique, ce qui change le retour élastique.
Il y a vingt ans, j’ai rétréci une matrice en V de 2 mm sans ajuster le programme. Même angle affiché. Même profondeur.
Chaque support est sorti serré de deux degrés.
Ce n’étaient pas des lutins. Une matrice plus étroite concentre la force sur une portée plus petite, augmentant la pénétration pour la même course. Plus de déformation plastique. Moins de retour élastique. Résultat différent. La géométrie a bougé ; l’angle a suivi.
Pensez-y comme à fendre du bois. Un coin plus affûté (effet de matrice plus étroite) concentre la force et pénètre plus profondément pour le même coup. Un coin émoussé la répartit. Ce n’est pas en frappant plus fort qu’on corrige cela, mais en choisissant le bon coin.
En pliage à l’air, l’angle final est dicté par la relation géométrique entre le rayon du poinçon et l’ouverture de la matrice à une profondeur de pénétration donnée.
Alors si c’est la géométrie qui détermine l’angle, pourquoi certains se vantent-ils de “l’écraser à fond” comme si c’était une démonstration de force ?
Monte deux opérations sur de l’acier doux de 3 mm.
Première opération : pliage à l’air à 90 degrés sur une matrice en V de 24 mm.
Deuxième opération : matriçage dans une matrice étroite où le poinçon force la tôle à épouser complètement l’angle de la matrice.
Le pliage à l’air peut nécessiter environ 20 tonnes par mètre.
Le matriçage ? Facilement trois à cinq fois plus, selon le matériau.
Le pliage à l’air s’appuie sur trois points de contact. On forme un arc contrôlé et on laisse le retour élastique se produire, puis on le compense par la profondeur. Le matriçage, lui, force le matériau à entrer en contact total avec l’angle de la matrice. On ne se contente pas de dépasser la limite d’élasticité : on “repass[e]” littéralement le matériau dans sa forme. Cela demande une force considérable.
Et voici la subtilité : le procédé qui demande le moins de force brute — le pliage à l’air — est celui qu’utilisent la plupart des travaux de précision.
Pourquoi ? Parce qu’il est ajustable. De petits changements de profondeur — de quelques millièmes de pouce — se traduisent par des dixièmes de degré. On règle la pénétration, on n’écrase pas la tôle pour la soumettre.
J’ai vu un gars matriçer de l’inox mince sur une presse plieuse légère parce qu’il pensait que “plus fort = plus précis”. Il a surchargé la machine, fait fléchir le bâti, et a quand même fini avec des angles incohérents.
En plus d’un appel de maintenance.
Le matriçage semble décisif. Le pliage à l’air paraît doux. Mais la précision privilégie la pénétration contrôlée plutôt que la force maximale. Moins tu imposes de contact de surface, moins tu as besoin de tonnage, et plus la géométrie devient prévisible.
Ce qui nous amène à l’instant qui compte vraiment — la fraction de seconde où le métal cède et se déforme plastiquement.
Ralentis le mouvement dans ta tête.
La pointe du poinçon touche la tôle. Rien de permanent encore — c’est une déformation élastique. Le métal s’étire sur la face extérieure, se comprime sur la face intérieure, mais il reviendra à sa forme initiale si tu t’arrêtes.
Va plus loin.
À une contrainte spécifique — sa limite d'élasticité — les fibres extérieures ne peuvent pas revenir. Elles se déforment plastiquement. C’est le point de non-retour. L’intérieur reste d’abord principalement élastique. À mesure que la pénétration augmente, la zone plastique s’étend à travers l’épaisseur. L’endroit où cette transition se situe — appelé le déplacement de l’axe neutre — dépend de la largeur de la matrice et du rayon du poinçon.
Matrice plus large ? L’axe neutre se déplace différemment. Plus de reprise élastique.
Poinçon plus aigu ? Déformation localisée plus élevée. Moins de reprise élastique.
Ce n’est pas de la philosophie. C’est la distribution des contraintes dans une section transversale. Comme lorsqu’on plie une règle en plastique : le dessus devient blanc là où il s’étire au-delà de la limite d’élasticité. Ce blanchissement est votre ligne de limite d’élasticité en temps réel.
Si le vérin s’arrête avant qu’une partie suffisante de l’épaisseur ne devienne plastique, la récupération élastique domine et l’angle s’ouvre. S’il descend plus profondément, plus de matériau reste définitivement déformé et la reprise élastique diminue.
Comme si l’effort pouvait persuader l’acier.
Il ne le peut pas. Seule une contrainte dépassant la limite d’élasticité à la bonne profondeur, selon la bonne géométrie, fixera l’angle. Et cette contrainte est transmise par le vérin, la table, le poinçon et la matrice agissant comme une équation mécanique fermée.
Un pli devient permanent uniquement lorsque la contrainte appliquée dépasse la limite d’élasticité sur une portion suffisante de l’épaisseur du matériau — contrôlée par la profondeur de pénétration et la géométrie des outils, et non par la force de l’opérateur.
Maintenant que vous voyez les quatre composants et le moment exact où le métal cède, la question n’est plus celle du savoir-faire.
C’est celle de la capacité.
Quelle réserve de tonnage votre machine possède-t-elle réellement avant que cette jolie petite équation ne se transforme en un nouveau voyage vers la benne à ferraille ?
Vous voulez savoir ce qui, à l’intérieur de la machine, détermine réellement si ce pli est propre ou s’il finit en rebut ?
Ce n’est pas votre position sur la pédale. C’est la courbe de force que le vérin peut délivrer, la rigidité du châssis sous charge, et la manière dont cette force se propage à travers le poinçon, la tôle et la matrice comme une boucle fermée. Les vérins hydrauliques (ou les vis à billes servo sur une électrique) poussent vers le bas. La table pousse vers le haut. Le châssis s’étire microscopiquement. Les outils concentrent cette force en une ligne étroite. Si une partie de cette chaîne est sous-dimensionnée par rapport aux calculs, l’angle vous ment.
Il y a quelques années, un jeune de l’équipe de nuit a pris de l’acier doux de 6 mm et a dit : “ Il suffit d’augmenter le tonnage. ” Il jurait avoir tout fait pareil. Même poinçon. Même profondeur. Même machine. Mais il a remplacé la matrice par une plus étroite parce qu’il voulait un rayon intérieur plus serré. Dix pièces plus tard, nous avions des bords fissurés et une presse plieuse gémissante.
Ce n’était pas un problème de puissance. C’était un problème de géométrie déguisé en problème de résistance.
Brisons le piège.
Prenez de l’acier doux de 3 mm. Placez-le sur une matrice en V de 24 mm. C’est l’ancienne règle empirique — environ 8× l’épaisseur du matériau pour le pliage à l’air. Maintenant, remplacez cette matrice par une de 12 mm parce que vous “ voulez un pli plus vif ”.”
Regardez ce qui se passe.
La matrice plus étroite réduit la portée entre les points de contact. Même force de vérin, mais cette force est maintenant concentrée sur une largeur plus petite. La pression—force divisée par surface—grimpe rapidement. Le matériau subit une contrainte localisée plus élevée. La pénétration augmente pour la même course. Le retour élastique diminue. Ça semble bien.
Jusqu’à ce que vous regardiez le tableau des tonnages.
Pour le pliage à l’air de l’acier doux, le tonnage requis par mètre suit approximativement :
Tonnage ∝ (Épaisseur du matériau²) ÷ Ouverture de la matrice en V
L’épaisseur est au carré. L’ouverture de la matrice est au dénominateur. Coupez le V en deux, et vous doublez presque le tonnage requis.
Cela signifie que votre presse de 50 tonnes, à l’aise avec une ouverture de V de 24 mm, pourrait flirter avec sa limite sur une ouverture de 12 mm — même si l’épaisseur de la tôle n’a jamais changé.
J’ai mis au rebut un lot de supports galvanisés il y a des années parce que je cherchais un rayon plus serré avec une matrice plus petite. La machine a atteint sa limite de tonnage en milieu de course, le bâti s’est déformé, les angles ont varié de deux degrés sur la longueur. On aurait dit une erreur de l’opérateur.
C’était mathématique.
L’ouverture de la matrice ne fait pas que façonner le pli. Elle détermine combien de la capacité nominale de votre machine vous consommez. La force de pliage requise augmente avec le carré de l’épaisseur et diminue à mesure que l’ouverture de la matrice augmente — la géométrie fixe la charge avant même que votre pied ne touche la pédale.
Alors, que se passe-t-il quand on ignore cela et qu’on “fonce” quand même ?
Surcharger une presse plieuse ne la fait pas exploser comme dans un dessin animé. Elle vous trompe.
Quand vous dépassez le tonnage nominal, le bâti s’allonge — de quelques microns, mais c’est suffisant. La table et le vérin se défléchissent au centre. Les extrémités atteignent l’angle. Le milieu s’ouvre. Vous calezez. Vous ajustez la compensation. Vous courez après des fantômes.
À long terme, vous usez les axes, les bagues, les joints de vérins. La machine perd sa répétabilité car elle a été trop souvent fléchie au-delà de sa zone de confort.
Maintenant, si le tonnage est insuffisant — c’est-à-dire que vous n’appliquez pas assez de force pour la matrice et l’épaisseur choisies — la défaillance a une autre apparence. Le vérin atteint la profondeur programmée, mais le matériau n’a pas cédé plastiquement sur suffisamment d’épaisseur. Vous obtenez un fort retour élastique. Les angles s’ouvrent de trois degrés. Les opérateurs commencent à surplier au hasard.
Mais sur la vieille presse plieuse hydraulique, ses pièces sortaient ouvertes de trois degrés.
Il a blâmé l’hydraulique. La réalité ? Il est passé de l’A36 à l’inox 304 et a gardé la même matrice et la même profondeur. L’inox a une limite d’élasticité plus élevée. Il résiste plus longtemps à la déformation plastique. Il fallait plus de force ou plus de pénétration. La machine a fourni ce qu’on lui demandait. Le matériau n’a pas cédé comme prévu.
Une défaillance par surcharge déforme la machine. Une défaillance par tonnage insuffisant déforme la pièce.
Les deux sont attribuées à des “presses défectueuses” ou à des “matériaux capricieux”.”
Aucun des deux n’a quoi que ce soit à voir avec l’intensité avec laquelle vous fixez le panneau de commande. Dépassez la charge nominale et la machine fléchit ; en dessous de la charge requise, le matériau reprend sa forme — la force doit dépasser la limite d’élasticité sans dépasser les limites du bâti.
Et cela mène directement à la pointe du poinçon.
Prenez un poinçon à pointe très affûtée et appliquez-le sur de l’aluminium de 4 mm au-dessus d’une matrice étroite.
Vous verrez une ligne brillante se former le long de la face extérieure du pli. Puis, peut-être, une fissure.
Pourquoi ?
Un rayon de poinçon aigu concentre la déformation sur les fibres externes. Vous vous souvenez du déplacement de l’axe neutre dont nous avons parlé ? Plus le rayon intérieur est petit, plus la surface extérieure doit s’étirer. Si l’allongement requis dépasse la ductilité du matériau — sa capacité à s’étirer avant de se fissurer — il se rompt.
C’est comme plier un trombone lentement ou le tordre brutalement en un point. Plus le rayon de pliage est serré, plus la déformation est localisée.
Voici maintenant où le piège de la charge se resserre : un poinçon plus aiguisé exige souvent une matrice plus étroite pour soutenir ce rayon. Une matrice plus étroite implique une charge plus élevée. Une charge plus élevée signifie plus de tension aussi bien dans le matériau que dans la machine.
J’ai déjà plié de l’acier à haute résistance avec un rayon de poinçon trop serré par rapport à sa limite d’allongement. La première pièce paraissait parfaite. La seconde présentait des microfissures. La troisième s’est ouverte net. Le bac à rebut s’est rempli parce que j’ai essayé de “ forcer ” un rayon que le matériau ne pouvait physiquement pas atteindre.
Comme si l’effort pouvait persuader l’acier.
Impossible. Le rayon intérieur en pliage à l’air dépend principalement de l’ouverture de la matrice, pas seulement de la netteté du poinçon. On ne peut pas exiger un rayon intérieur de 1 mm sur une plaque de 5 mm simplement parce que la pointe du poinçon est de 1 mm. C’est le matériau et la matrice qui le déterminent ensemble.
Le rayon intérieur minimal réalisable est régi par la ductilité du matériau et la largeur de la matrice — la concentration de la déformation, et non la volonté de l’opérateur, détermine s’il pliera ou se fissurera.
Alors, comment arrêter de deviner et calculer réellement ce que votre presse plieuse peut supporter ?
Examinons cela clairement.
Supposons que vous ayez :
Un tableau de charge standard pour le pliage à l’air de l’acier doux indiquera environ 20 tonnes par mètre pour ce montage. C’est dans la plage pour une presse plieuse de 50 tonnes sur 2 mètres — en supposant une charge uniforme et un bon état général.
Étant donné que CN‑HAWE dispose de plus de 50 points de vente et de service en Chine et à l’étranger. Ses produits sont vendus dans plus de 100 pays et régions, pour les lecteurs souhaitant des documents détaillés, Brochures est une ressource de suivi utile.
Changez maintenant une variable.
Conservez une épaisseur de 3 mm. Conservez une longueur de 1 mètre. Passez à une matrice en V de 12 mm.
Le graphique saute à près de 40 tonnes par mètre.
Rien n’a épaissi. Vous n’avez pas “demandé plus de pliage.” Vous avez changé la géométrie. L’équation a répondu.
Changez maintenant le matériau.
Même épaisseur de 3 mm. Même matrice de 24 mm. Mais passez à de l’acier inoxydable 304.
Comme sa limite élastique est plus élevée, le tonnage requis augmente—souvent de 30 à 50 % de plus que pour l’acier doux, selon l’état. Vos 20 tonnes par mètre confortables pourraient grimper vers 28 ou 30.
Si votre machine est évaluée à 25 tonnes par mètre sur cette longueur, vous n’êtes plus en sécurité. Pas parce que vous manquez de courage. Parce que les chiffres ne correspondent pas.
C’est là que les opérateurs débutants se font piéger. Ils voient le tonnage comme un grand chiffre plafond sur la plaque de la machine. Ils ne divisent pas par la longueur de pliage. Ils n’ajustent pas la largeur de la matrice. Ils ne tiennent pas compte de la limite élastique du matériau.
Ils traitent le tonnage comme la puissance d’un moteur dans un pick-up.
Ce n’est pas de la puissance. C’est une force admissible répartie sur une portée, gouvernée par la géométrie et les propriétés du matériau. Une équation stricte.
Et une fois que vous comprenez que l’ouverture de la matrice, la résistance à la traction du matériau, la longueur de pliage et l’épaisseur alimentent ensemble une charge calculable, la question suivante cesse d’être “Puis-je forcer le passage ?”
Elle devient : comment cette presse plieuse particulière génère-t-elle et contrôle-t-elle cette force via son système d’entraînement—et avec quelle précision peut-elle la maintenir en bas de course ? C’est là que la conception et la vérification de la machine comptent. Sur un système moderne tel qu’un presse plieuse CN-HAWE, la résistance du bâti et du coulisseau est validée par analyse par éléments finis et construite selon un processus de contrôle qualité rigoureux, de sorte que le tonnage nominal n’est pas simplement théorique—c’est une force que vous pouvez appliquer et répéter en toute confiance.
Sur une presse plieuse mécanique, le coulisseau est relié à un volant tournant par un vilebrequin. Une fois l’embrayage enclenché, le coulisseau descend que vous le vouliez ou non. Course complète. Trajectoire fixe. La courbe de tonnage atteint son pic près du point mort bas car c’est là que la géométrie du vilebrequin vous donne le maximum d’avantage mécanique.
Sur une presse plieuse hydraulique, deux vérins poussent le coulisseau vers le bas avec de l’huile sous pression. La pression augmente lorsque la résistance augmente. Vous pouvez vous arrêter en milieu de course. Vous pouvez maintenir en bas. La force est simplement la pression hydraulique multipliée par la surface du piston.
Sur une presse plieuse électrique à servomoteur, des vis à billes entraînées par des servomoteurs convertissent le mouvement rotatif en force linéaire. Le système de commande mesure le couple moteur et la position en temps réel. Il sait exactement où se trouve le coulisseau et quelle force il applique à cet instant.
Même tôle. Même matrice. Même graphique de tonnage. Trois façons totalement différentes de délivrer cette force calculée.
Et cette différence, c’est votre marge d’erreur.
L’équation de tonnage que nous venons d’examiner ne se préoccupe pas de votre attitude. Elle suppose que la machine peut exercer une force spécifique à une position précise et la maintenir sans dépassement, affaissement ou inertie après le point où le matériau commence à céder. Si le système d’entraînement ne peut pas contrôler la force et la position simultanément, votre calcul est exact, mais votre pièce reste fausse.
Voilà le pivot : le système d’entraînement est le mécanisme qui transforme le tonnage théorique en déformation réelle et maîtrisée. La force doit être générée, positionnée et maintenue en synchronisation avec la limite élastique du matériau — c’est le contrôle, non l’effort, qui détermine la précision.
J’ai commencé sur une mécanique. Un grand volant d’inertie ronronnait au-dessus de moi comme un ventilateur de plafond mortel. On règle la hauteur de fermeture, on aligne la matrice, et lorsque le pédalier est activé, le coulisseau s’engage sans retour.
Il jurait avoir tout fait de la même manière.
Nouveau venu. Même acier doux de 2 mm. Même matrice en V de 20 mm. Même butée arrière. Premier lot impeccable. Deuxième lot ? Trop plié de presque deux degrés. Qu’est-ce qui a changé ? Il a ajusté la hauteur de fermeture d’un poil pour “ resserrer un peu ”. Sur une mécanique, ce minuscule réglage modifie le point où le tonnage maximal survient par rapport au point mort bas. Le vilebrequin continue de tourner. Pas de maintien. Pas de modulation de pression. Il dépasse la limite élastique et poursuit sa course.
Voilà le danger. Une presse mécanique délivre sa force maximale en un point géométrique fixe de sa rotation. Si la hauteur de matrice, l’épaisseur du matériau ou la position de butée sont erronées, la machine ne compense pas. Elle exécute la course, comme si l’effort pouvait convaincre l’acier.
J’ai mis au rebut une pile d’équerres galvanisées parce qu’une presse mécanique se moque du timing du retour élastique. Sans maintien en bas, le matériau commence sa récupération élastique dès que la force chute. On obtient une variabilité impossible à corriger sans modifier physiquement la hauteur de fermeture et recommencer. La benne à déchets s’est remplie rapidement cette semaine-là.
Et la sécurité ? Une fois engagée, le coulisseau descend. Un débutant se trompe dans le réglage, la machine ne pardonne pas. Elle s’engage.
Les presses mécaniques ne sont pas obsolètes parce qu’elles sont faibles. Elles le sont parce que leur courbe de force est liée à la géométrie du vilebrequin. Aucun contrôle dynamique, seulement un pic de force basé sur la position. Quand la délivrance de la force est fixée par la géométrie du mécanisme, votre marge d’erreur devient nulle.
Alors, qu’est-ce qui remplace cette rigidité sans transformer la machine en jeu de devinettes ?
J’ai observé des stagiaires passer d’une presse plieuse électrique moderne à une hydraulique plus ancienne. Même programme. Même paramètres. Mais sur la presse hydraulique, leurs pièces sortaient avec trois degrés d’ouverture supplémentaire.
Il a accusé l’hydraulique.
La réalité ? Le servo-électrique atteignait le fond, détectait le pic de couple, et maintenait la position avec un temps de maintien programmé de 0,5 seconde. Ce maintien permettait au matériau de céder complètement avant la remontée. L’hydraulique était réglée pour un cycle plus rapide, maintien minimal. Elle atteignait la profondeur et remontait aussitôt. Le matériau n’avait pas pleinement stabilisé sous charge. Le retour élastique l’a puni.
Le système d’entraînement modifiait la durée pendant laquelle le tonnage complet était appliqué.
Les systèmes hydrauliques génèrent la force à mesure que la pression augmente. Si le système dispose de bonnes valves proportionnelles et d’un contrôle CNC, il peut réduire la vitesse près du fond, appliquer la pleine pression et maintenir. Cette capacité de maintien, c’est la tolérance. Se tromper de quelques dixièmes de millimètre ? On peut corriger la profondeur et refrapper sans s’engager dans un cycle violent complet.
Les systèmes électriques mesurent directement le couple du moteur. Ils sont d’une précision de position extrême — souvent au micron près. Mais beaucoup de modèles ont un tonnage maximal plus faible et reposent sur les limites de couple moteur. Pour des matériaux fins et des bords courts, ils sont chirurgicaux. Pour une tôle de 12 mm sur toute la longueur, l’hydraulique domine encore, car les vérins peuvent générer et maintenir une force énorme sans échauffement moteur.
Étant donné que le portefeuille de produits de CN‑HAWE est à 100 % basé sur les CNC et couvre des scénarios haut de gamme dans la découpe laser, le pliage, le rainurage et la découpe, si l’étape suivante consiste à parler directement avec l’équipe, Contactez‑nous s’intègre naturellement ici.
Et voilà où les débutants se trompent : ils pensent que l’hydraulique est “ plus douce ” parce que l’huile se comprime légèrement. En réalité, les systèmes hydrauliques modernes en boucle fermée avec encodeurs linéaires corrigent cela en temps réel. La tolérance provient de la pression et du maintien contrôlables, pas du jeu mécanique.
Un jour, j’ai remplacé une tôle d’acier doux de 3 mm par une plaque à haute résistance sur une presse plieuse hydraulique bien adaptée au travail. Le premier pli est sorti insuffisamment cintré. Au lieu de réajuster les butées comme sur une mécanique, j’ai ajouté 0,3 mm de profondeur et une seconde de maintien. La deuxième pièce était parfaite. La benne à rebut n’a reçu qu’une pièce au lieu de cinquante.
La tolérance n’est pas de la magie. C’est la capacité d’ajuster la force et le temps de maintien sans changer la géométrie fixe. Un entraînement capable de moduler et de maintenir la force au point mort bas élargit ta tolérance de réglage.
Mais qu’en est-il des machines qui essaient de faire un compromis ?
Les hybrides utilisent des moteurs servo pour actionner les pompes hydrauliques uniquement lorsque le mouvement est nécessaire. Tu obtiens des vérins hydrauliques pour la force, mais un contrôle électrique de la vitesse de la pompe et de la consommation d’énergie.
Sur le papier, cela semble être le meilleur des deux mondes. Et dans les ateliers à forte diversité cherchant à économiser l’énergie et à réduire le bruit, c’est logique.
Pour des équerres et boîtiers simples ? La physique ne change pas. Tu as toujours des vérins qui poussent un coulisseau. Tu dépends toujours de la pression multipliée par la surface du piston pour obtenir la tonnage. L’avantage hybride est l’efficacité et parfois une vitesse d’approche plus rapide, mais pas un comportement de force différent à la ligne de pliage.
J’ai vu un petit atelier acheter un hybride en pensant qu’il allait “ résoudre l’inconstance ”. Leur vrai problème, c’était des matrices mal assorties et une ignorance du tonnage par mètre. La nouvelle machine était plus silencieuse. Plus efficace. Les pièces restaient fausses tant qu’ils n’avaient pas corrigé leurs calculs.
Les hybrides ne réécrivent pas l’équation. Ils affinent simplement la façon dont la puissance est fournie au même mécanisme hydraulique. Si ton travail se situe en dessous de 6 mm d’acier doux et de longueurs de pli modérées, la complexité n’apporte pas de précision en soi.
La question n’est pas “ Est-ce moderne ? ”. C’est “ La machine contrôle-t-elle la force et la position avec suffisamment de précision pour ta plage de charge ? ”
Car la dernière pièce n’est pas seulement la tolérance. C’est la répétabilité.
Le temps de cycle montre ce que la machine valorise.
Les presses mécaniques sont rapides une fois engagées. Le volant d’inertie stocke l’énergie. Bang — course terminée. Idéal pour des plis superficiels répétitifs où les outils et le matériau ne changent jamais. Terrible quand on a besoin de variations de profondeur contrôlées.
Les hydrauliques peuvent approcher rapidement, ralentir au contact, presser, maintenir, se rétracter. Ce mouvement segmenté est programmable. La répétabilité dépend de la qualité de l’encodeur et de la rigidité du bâti, mais les hydrauliques CNC modernes atteignent la profondeur à quelques centièmes de millimètre près toute la journée — si elles sont entretenues.
Les électriques excellent sur les travaux à course courte et forte répétition. Pas de préchauffage d’huile. Aucun retard de valve. La position est transmise directement du servo à la vis. Pour des panneaux inox minces, j’ai vu des électriques tenir des variations d’angle plus serrées que d’anciennes hydrauliques simplement parce qu’il y a moins de retard dû à la dynamique des fluides.
Mais voici la limite : les systèmes électriques ont souvent une tonnage maximale plus faible pour les grandes tables. Les hydrauliques dominent les fortes épaisseurs car elles peuvent maintenir 250 tonnes métriques et plus sans surchauffer les moteurs. Les mécaniques peuvent fournir une force de pointe élevée, mais sans contrôle adaptatif.
Ton système d’entraînement impose deux limites rigides : la force maximale contrôlable et l’incrément minimal contrôlable de position. C’est ta fenêtre de précision.
Fais le mauvais choix, et tu devras soit lutter contre le retour élastique que tu ne peux pas maintenir, soit ramper à travers les cycles parce que ton hydraulique lourde est surdimensionnée pour de l’aluminium de 1 mm.
La machine est un système de balance et de levier. Elle ne réagit qu’aux entrées mesurables — pression, couple, position. Choisissez l’entraînement capable de générer et de maintenir la force exigée par votre équation, dans la tolérance de position que requiert votre pièce.
Parce qu’une fois que le vérin remonte, le matériau n’a pas fini de parler. Il rebondit.
Vous avez posé la bonne question : si la machine peut atteindre la profondeur à quelques centièmes de millimètre près, pourquoi l’angle change-t-il après que le vérin est remonté ?
Parce que l’acier n’est pas de l’argile.
Lorsque le poinçon s’enfonce dans la matrice en V, les fibres extérieures de la tôle s’étirent et les fibres intérieures se compressent. Au point mort bas, une partie de cette déformation est permanente — nous avons dépassé la limite d’élasticité — mais pas toute. Une partie est élastique, comme un élastique tendu caché à l’intérieur du pli. Au moment où la pression se relâche, cette portion élastique se détend, ouvrant l’angle d’un degré ou deux, selon le matériau.
Ce retour, c’est le retour élastique.
J’ai vu un jeune fixer un parfait angle de 90 sous charge, souriant comme s’il avait résolu l’univers. Le vérin remonte. C’est maintenant 92. Il jurait avoir tout fait pareil. Il avait raison. La machine aussi. C’est juste le métal qui a terminé sa phrase après que l’outil a cessé de parler.
Voici ce que vous devez graver dans votre tête : la précision à pleine charge ne garantit pas la précision après déchargement. Le système d’entraînement peut contrôler la force et la position avec une exactitude chirurgicale, mais une fois la force tombée à zéro, c’est la limite d’élasticité du matériau qui décide du degré de récupération. Cette récupération n’est pas une opinion. C’est de la physique.
Pensez-y comme à une règle en plastique que vous pliez sur le bord d’une table. Vous la poussez à 90, vous relâchez, et elle se redresse. Vous la poussez au-delà de 90, vous relâchez, et elle se stabilise peut-être où vous le souhaitez. On ne discute pas avec la règle. On dépasse volontairement la cible.
Ce “ au-delà ” n’est pas un coup de chance. C’est une compensation.
Et cela conduit à la première question pratique à laquelle chaque opérateur de presse plieuse doit répondre.
On ne vise jamais 90 quand on veut obtenir 90.
On vise au-delà.
La distance à dépasser dépend de la limite d’élasticité — la contrainte à partir de laquelle le matériau cesse de se comporter comme un ressort et commence à se comporter comme un métal définitivement plié. L’acier doux A36 peut revenir d’un degré. L’inox 304 ? Deux, parfois trois. Ce n’est pas une question de caractère. C’est une limite d’élasticité plus élevée qui emmagasine davantage d’énergie élastique avant de céder.
J’ai déjà eu un lot d’équerres en inox sorties à 88 alors que nous avions programmé 90. Au lieu de vérifier les certificats, l’opérateur a continué à ajuster la profondeur à l’aveugle. Cinq pièces plus tard, la benne à rebut contenait un joli éventail d’erreurs brillantes. Nous avons correctement mesuré le premier pli, constaté un retour élastique de 2,5 degrés, programmé un objectif de 92,5, et la série suivante était parfaite. Un seul ajustement mesuré aurait évité le tas.
Voici ce qui se passe en interne : lorsque vous surpliez, vous forcez une plus grande partie de la section transversale à dépasser la limite d’élasticité, de sorte qu’à la détente de la partie élastique, l’angle final corresponde à celui que vous vouliez. Trop peu de surpliage et l’angle s’ouvre. Trop, et vous écrasez le rayon intérieur ou vous surtendez le grain.
Alors, combien ?
Vous mesurez la première pièce avec un rapporteur numérique. Vous comparez la cible et le réel. Vous ajustez la profondeur du vérin en conséquence. Les commandes CNC modernes permettent même de programmer directement la compensation du retour élastique. Mais cette première pièce dit toujours la vérité. Pas votre instinct.
Parce que le retour élastique est proportionnel à la limite d’élasticité et à la géométrie du pli, pas à votre confiance devant le panneau de commande.
Vous vous dites peut-être maintenant — très bien, je peux sur-plier. Problème résolu.
Pas tout à fait.
Imaginez une longue étagère qui s’affaisse au milieu sous le poids de lourds manuels.
C’est votre presse plieuse sous charge.
Lorsque vous pliez une pièce longue, le coulisseau et la table se déforment légèrement au centre, car c’est là que la force se concentre. Même un bâti massif bouge un peu sous 200 tonnes. Le résultat ? Le milieu de votre pièce subit moins de pénétration effective que les extrémités.
Ainsi, les extrémités atteignent 90 sous charge. Le centre atteint peut-être 89. Puis vous relâchez. Tout revient — mais de manière inégale. Maintenant vos extrémités sont à 92 et votre centre à 94.
Vous n’avez pas changé de matériau. Vous n’avez pas changé la profondeur. C’est la machine qui a fléchi.
Les systèmes de bombage — coins mécaniques ou compensation hydraulique le long de la table — préchargent le centre vers le haut pour compenser cette courbure. Vous pliez intentionnellement la machine dans le sens opposé à la déflexion attendue afin qu’à pleine charge elle se redresse.
Pas de bombage sur un pli long et lourd, c’est la méthode discrète pour accumuler une pile de pièces “presque correctes” qui ne reposeront pas à plat lors de l’assemblage. J’ai mis au rebut un panneau de boîtier de 2 mètres il y a des années parce que j’ai fait confiance au tableau de tonnage et ignoré la déflexion de la table. Finition magnifique. Mauvaise géométrie. La benne à ferraille se moque de son éclat.
La règle ici est simple et implacable : la déflexion du bâti modifie la profondeur de pli effective, et la profondeur de pli effective détermine le résultat du retour élastique.
Ainsi, même si votre système d’entraînement est parfait, la structure qui porte cette force a son mot à dire.
Et la structure n’est pas la seule variable cachée.
Oui.
Lorsqu’on fait passer une tôle dans un laminoir, on étire la structure du grain dans la direction du laminage. Pliez parallèlement à ce grain et vous pliez le long des fibres. Pliez perpendiculairement et vous pliez à travers celles-ci.
C’est comme fendre du bois de chauffage.
Frappe dans le sens du grain, il s’ouvre facilement. À contre-grain, il te résiste.
Lorsque tu plies perpendiculairement au grain, tu obtiens souvent une légère résistance supplémentaire et parfois plus de retour élastique. La différence n’est pas énorme pour l’acier doux mince, mais pour les matériaux à haute résistance, elle suffit à fausser une tolérance serrée si tu fais comme si elle n’existait pas.
J’ai eu une série de pièces qui se comportaient d’une certaine façon en prototype et d’une autre en production. Même épaisseur. Même spécification. Seul changement ? Les flans étaient imbriqués différemment, donc la ligne de pliage avait tourné de 90 degrés par rapport au sens du laminage. Le premier lot de production est sorti trop ouvert sur l’angle. La benne à rebut s’est remplie jusqu’à ce que nous repérions ce changement d’orientation.
Le sens du grain ne réécrit pas l’équation, mais il modifie les constantes. L’ignorer, et ta compensation “ parfaite ” dérive.
Parce que l’anisotropie du matériau — propriétés directionnelles dues au laminage — modifie légèrement le comportement à la limite élastique et donc le retour élastique.
Passons maintenant au matériau qui met vraiment ton honnêteté à l’épreuve.
L’acier à haute résistance est le meilleur menteur.
L’acier doux se plie et reste en grande partie en place. Sa limite élastique plus faible signifie moins d’énergie élastique emmagasinée pour une même géométrie. Tu plies un peu plus d’un degré, il se stabilise presque à la bonne position.
L’acier à haute résistance emmagasine plus d’énergie avant de céder. Sous charge, il paraît docile. Quand le vérin remonte, il s’ouvre comme une mauvaise promesse.
J’ai un jour remplacé de l’acier doux de 3 mm par une tôle à haute résistance sans changer la compensation du retour élastique. Mais sur l’ancienne presse hydraulique, ses pièces sont sorties trois degrés trop ouvertes. Même profondeur. Même outillage. Résistance à la traction différente. C’est à ce moment-là que l’apprenti m’a regardé comme si l’effort pouvait convaincre l’acier.
Il ne peut pas.
L’inox 304 présente généralement un retour élastique de quelques degrés de plus que l’acier doux. Les aciers avancés à haute résistance peuvent être pires. Plus le matériau est fort, plus il agit comme cette règle en plastique qui lutte pour redevenir droite.
Alors, lequel ment le plus ?
Le plus résistant.
Parce que plus la limite élastique est élevée, plus la récupération élastique après déchargement est importante.
Et voilà le test de réalité : même avec un contrôle parfait de la force, une position parfaite et un outillage rigide, le métal garde toujours le dernier mot quand la pression disparaît.
Donc la vraie question n’est pas “ Ma machine peut-elle atteindre la profondeur ? ”
C’est celle-ci : penses-tu en termes de force, de structure et de comportement du matériau comme une seule équation — ou espères-tu encore que l’acier restera simplement là où tu l’as poussé ?
Vous voulez savoir comment prédire le retour élastique avant de commencer à nourrir la benne à ferraille.
Bien. C’est la bonne question.
Voici la clé à retenir : arrêtez de demander “ De combien ce métal va-t-il revenir ? ” et commencez à demander “ Quelle énergie élastique est-ce que j’emmagasine dans cette géométrie sur cette machine ? ” Le retour élastique n’est pas un trait de personnalité de l’inox 304 ou de la tôle à haute résistance. C’est le résultat visible de l’énergie de déformation élastique libérée lorsque le poinçon se retire. Si vous contrôlez l’énergie appliquée — par la force, la largeur du V, le rayon du poinçon, l’épaisseur du matériau et la déflexion réelle de la machine — vous contrôlez l’angle de retour à la sortie.
Ce n’est pas évident, car la plupart des débutants considèrent le retour élastique comme la météo. Vous consultez un tableau. Vous espérez.
Les tableaux ne connaissent pas l’allongement de votre bâti à 180 tonnes sur 2,4 mètres. Les tableaux ne savent pas que les arêtes de votre matrice sont usées de 0,2 mm d’un côté. Les tableaux ne savent pas que votre flan a été découpé dans le sens du grain cette fois-ci. Vous, oui.
Alors, le nouveau modèle est le suivant : la presse plieuse est un système de levier et de coin calibré. Le métal est un ressort que vous faites partiellement fluer. Votre tâche consiste à mesurer et à standardiser les paramètres d’entrée qui déterminent la quantité d’énergie élastique restante au déchargement. Pas à deviner le résultat.
Une fois que vous voyez les choses ainsi, la question change de “ Quel est le bon surcintrage ? ” à “ Comment bloquer les variables pour que le surcintrage soit prévisible à chaque fois ? ”
Quand vous dites “ Je cintre du métal ”, vous imaginez pousser quelque chose jusqu’à ce qu’il reste en place.
Cette image est fausse.
Vous enfoncez un coin (le poinçon) dans une ouverture contrôlée (la matrice en V), en utilisant un système de levier (le coulisseau et le bâti), pour dépasser la limite élastique dans une zone étroite tout en conservant de l’énergie élastique dans le matériau environnant. C’est de la mécanique, pas de la force brute.
J’ai vu un jour un jeune s’acharner sur la commande, cherchant la profondeur au ressenti. Il jurait qu’il faisait tout de la même façon. Les pièces sortaient quand même ouvertes d’un degré et demi. Il a blâmé l’acier. J’ai démonté le montage. Une matrice en V différente du travail précédent — 16 mm au lieu de 20 mm. Cela a changé le rayon intérieur, ce qui a modifié la distribution de la déformation, ce qui a changé la récupération élastique. Nous avons mis au rebut la moitié d’une palette avant qu’il arrête de traiter cela comme un bras de fer et commence à le traiter comme de la géométrie. Leçon de la benne à ferraille : si vous changez la largeur de la matrice, vous avez changé l’équation, que vous le reconnaissiez ou non.
Voici le changement pratique : vous standardisez les réglages comme un machiniste standardise les décalages d’outil. Même spécification de matériau. Même lot d’épaisseur. Même orientation du grain. Même règle pour l’ouverture en V (par exemple, huit fois l’épaisseur pour l’acier doux — valeur de base hypothétique). Même rayon de poinçon. Enregistrez le retour élastique réel à partir de la première pièce validée, non de la première pleine d’espoir.
Ensuite, vous construisez un tableau de retour élastique spécifique à l’atelier. Pas d’après un manuel. À partir de votre machine, de vos outillages, de vos fournisseurs.
Parce que Le retour élastique est proportionnel à l’énergie de déformation élastique stockée, et cette énergie est déterminée par la force, la géométrie et les propriétés du matériau — pas par l’effort de l’opérateur..
Une fois que vous gérez l’énergie au lieu du “ pliage ”, la prédiction cesse d’être mystérieuse. Elle devient reproductible. Mais reproductible dans quelles limites ?
Le plan indique 90 degrés.
La machine dit : “ Dans quelles conditions ? ”
C’est là que les opérateurs débutants se brûlent les ailes. Ils conçoivent la séquence de pliage selon le dessin, et non selon la capacité et le comportement de la presse plieuse.
Votre liste de vérification avant le premier coup :
Pourquoi 80% ? Parce qu’à mesure que vous approchez du tonnage maximal, la déformation du bâti augmente de manière non linéaire. Votre pénétration effective varie davantage par tonne. Cela signifie que votre compensation de retour élastique par millième de profondeur du vérin devient plus délicate.
J’ai mis au rebut une série de profils longs parce que je cherchais un rayon intérieur serré sur une presse plieuse simplement trop légère pour la longueur. Nous étions à la limite extrême. Le centre flottait. Les extrémités mordaient fort. Chaque réglage en corrigeait une et détruisait l’autre. La benne à ferraille ne négocie pas avec la physique.
Concevez en tenant compte de la machine et la machine se comporte bien. Concevez uniquement selon le plan et vous luttez contre des mouvements invisibles.
Et voici la partie non évidente : si vous standardisez la plage de tonnage, le rapport de largeur de matrice et le lot de matériau pour une famille de produits, votre compensation de retour élastique devient un décalage fixe plus un léger ajustement — pas une expérience quotidienne.
Parce que La répétabilité vient du fait d’opérer dans une enveloppe de force stable où la déformation de la machine et la réponse du matériau restent constantes..
Mais que se passe-t-il si l’enveloppe elle-même est incorrecte ?
Il y a un moment où il faut l’admettre.
Si vous avez besoin de rayons serrés et répétables dans un matériau à haute résistance sur de grandes longueurs, et que vous êtes à l’écrasement près du tonnage maximal à chaque cycle, le problème n’est pas votre calcul de compensation.
C’est le choix de la machine.
Les presses manuelles excellent sur des plis simples et répétitifs où le réglage reste fixe. Les presses CNC gèrent les séquences complexes parce qu’elles éliminent l’erreur humaine de repositionnement. Mais aucune ne peut tricher avec la capacité. Si votre pièce exige une force de matriçage et que votre bâti a été conçu pour le pliage à l’air, vous stockez de l’énergie à des endroits que vous ne contrôlez pas — dans la machine elle-même.
C’est là que vous arrêtez d’ajuster les décalages et commencez à vous demander si une presse à bâti plus lourd, un système d’entraînement différent, ou même une autre méthode de formage est plus approprié.
J’ai appris cela à mes dépens sur un lot de supports en acier inoxydable épais. Nous continuions à ajouter du sur-pliage. Continuions à lutter contre le retour élastique. Mais sur l’ancienne presse hydraulique, ses pièces ressortaient trois degrés plus ouvertes une fois que l’huile s’était réchauffée et que la réponse avait légèrement changé. Même programme. Comportement dynamique différent. Nous essayions de faire agir une presse de gamme moyenne comme une presse de matriçage. La benne à ferraille se remplissait pendant que nous prétendions que la persévérance était une stratégie.
Voici la perspective que je veux que vous gardiez à l’esprit :
Une presse plieuse n’est pas un outil de pliage. C’est un système de transmission de force avec des limites structurelles. Votre pièce entre soit dans la plage prévisible de ce système — soit elle n’y entre pas.
Lorsque vous évaluez un travail, ne demandez pas : “ Pouvons-nous plier cela ? ”
Demandez : “ Pouvons-nous contrôler la force, la géométrie et la déflexion avec suffisamment de précision pour que le retour élastique devienne un décalage fixe et mesuré plutôt qu’une cible mouvante ? ”
Parce que La précision est le résultat d’une force contrôlée dans les limites de la machine — et aucune ténacité de l’opérateur ne peut annuler cette équation..
Vous ne vous contentez plus de plier des pièces.
Vous décidez si la physique coopérera avant même d’appuyer sur la pédale.


















