

Mardi dernier, j’ai regardé un support de 600 pièces fonctionner “ sans accroc ”. Huit plis sur une matrice en V standard. Puis deux opérateurs ont passé 3,5 heures à supprimer l’évasement et à aplanir la distorsion à $32/heure chacun. Cela représente $224 de main-d’œuvre après que la presse plieuse ait cessé de cycler.
Personne n’a inscrit “ opérations secondaires ” sur le bon de fabrication. Cela existait simplement, silencieusement, comme une fuite de marge de 3% que personne ne prend la peine de resserrer.
Pour 600 pièces, cela fait $0,37 par pièce en nettoyage pur. Si le travail ne comportait qu’une marge brute de $1,10, vous venez de brûler 34% de cette marge avec une lime et un maillet. Et vous continuez à appeler l’outillage sur mesure un “ luxe ” réservé à 10 000 pièces ?
J’ai vu des ateliers refuser un poinçon sur mesure à $4 800 parce que la série comptait “ seulement ” 800 pièces. Le même atelier dépense joyeusement $0,40 par pièce en retouches, retards d’inspection et ralentissements — $320 pour cette série, $320 pour la suivante, $320 à chaque nouvelle commande — comme si c’était de l’argent invisible.
Vous ne ressentez pas $0,40. Vous ressentez $4 800.
Mais les mathématiques se moquent des sentiments. Si un outil sur mesure élimine $0,40 par pièce en main-d’œuvre secondaire et gestion de défauts, le seuil de rentabilité est de 12 000 pièces à ce taux. Maintenant, augmentez le salaire de $18/heure à l’ancien taux jusqu’à $32/heure d’aujourd’hui, et ce $0,40 devient silencieusement $0,70. Le seuil de rentabilité tombe sous 7 000. Ajoutez même une réduction de défauts de 2% sur une pièce à $12 — soit $0,24 économisé — et vous descendez sous les 5 000 pièces.
Et cela, avant même de parler des réglages.
Si le coût caché par pièce × volume ≥ coût de l’outil, alors le sur mesure n’est pas un luxe — c’est de l’arithmétique.
Alors pourquoi payons-nous encore la taxe de la benne à ferraille ?

Regardez une pièce qui nécessite un ourlet, un aplanissement et une retouche esthétique après un pliage à air standard. Chaque manipulation prend 20 secondes. Trois manipulations équivalent à une minute. À $32/heure, cela fait $0,53 de main-d’œuvre par pièce.
Produisez 500 pièces. Vous venez de dépenser $265 en prétendant être “ flexible ”.”
Une matrice sur mesure bien conçue qui forme et ourle en un seul coup pourrait ajouter seulement 15% de temps de réglage supplémentaires — disons 30 minutes de plus à $32/heure, donc $16. Mais si elle élimine ce $0,53 par pièce, vous récupérez $265 dès les 500 premières. Gain net : $249. Cela représente une augmentation de marge de 15% sur un travail de $1 600.
Oui, le sur mesure peut introduire des risques — rebond de ressort, limites de tonnage. Mais les outils standard n’éliminent pas cela. Ils déplacent simplement la correction vers les mains humaines à $32/heure. Si votre main-d’œuvre secondaire par pièce × 500 dépasse le réglage additionnel + l’amortissement de l’outil, alors vous louez votre flexibilité à perte.
Alors, d’où vient cette superstition des 10 000 pièces ?
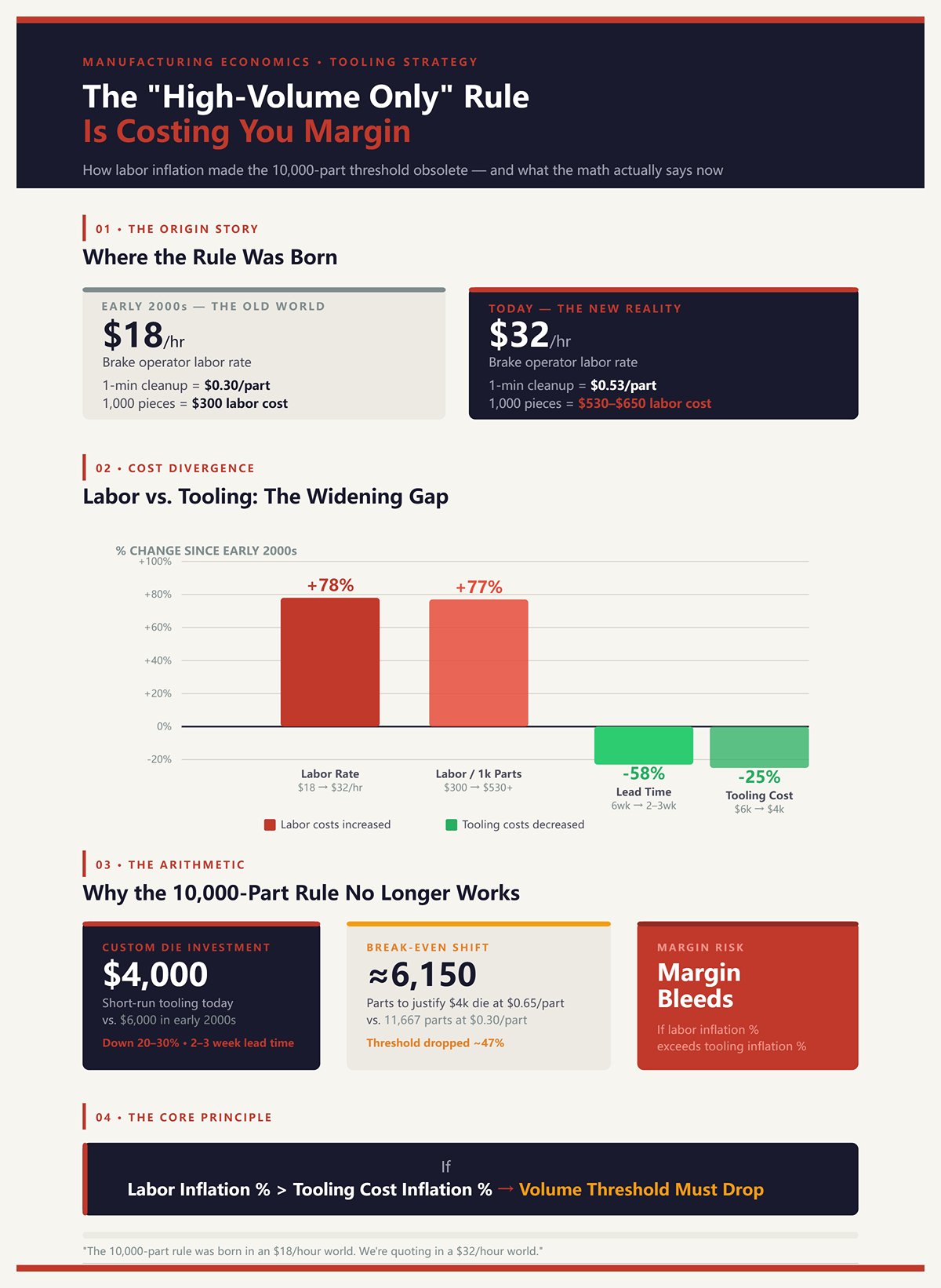
Au début des années 2000, je payais $18/heure pour les opérateurs de presse plieuse. Un nettoyage d’une minute coûtait $0,30 par pièce. Sur 1 000 pièces, cela faisait $300. Difficile de justifier une matrice sur mesure à $3 500 face à cela.
Avance rapide. La même minute coûte $0,53. Les mêmes 1 000 pièces coûtent $530. Ajoutez les charges salariales et vous frôlez $650. La ligne de main-d’œuvre a doublé ; le guide mental, lui, non.
Pendant ce temps, la CAO et l’électroérosion ont rendu l’outillage à courte série moins cher et plus rapide à fabriquer. Ce qui prenait autrefois 6 semaines et $6 000 peut désormais ne prendre que 2–3 semaines et $4 000, selon la complexité. La courbe des coûts a baissé de 20–30%. La main-d’œuvre, elle, a augmenté de 70–80%.
La règle des 10 000 pièces est née dans un monde à $18/heure. Nous faisons des devis dans un monde à $32/heure. Si l’inflation de la main-d’œuvre % > l’inflation du coût de l’outillage %, alors votre seuil de volume doit baisser ou votre marge s’érode.
Alors, pourquoi ce vieux chiffre semble-t-il toujours “ sûr ” ?

Parce que la douleur est répartie.
Un outil à $5 000 frappe la commande une seule fois. C’est bruyant. Cela apparaît à la revue du capital. La main-d’œuvre secondaire à $0,50 par pièce se cache dans la production. Cela ressemble à des “ heures normales ”. Aucun drapeau rouge. Juste 2–3% de marge en moins à chaque série, comme une conduite hydraulique perdant 2% de pression à chaque cycle.
Et l’outillage sur mesure exige de l’engagement. Il faut verrouiller les dessins. Confirmer le tonnage. Accepter que si la pièce change de 10%, le moule pourrait nécessiter une modification. Cela semble risqué sur une commande de 500 pièces. Mais c’est tout aussi risqué de perdre $300–$400 chaque fois que le travail se répète parce que personne n’a voulu prendre la décision.
Le confort n’apparaît pas sur le compte de résultat. La main-d’œuvre, si.
Si le volume répété × la main-d’œuvre cachée par pièce dépasse le coût de l’outil en deux cycles, alors “ nous avons toujours fait comme ça ” n’est pas une stratégie — c’est une subvention à l’inefficacité.
La vraie question n’est donc pas de savoir si les outils sur mesure sont un luxe, mais où, exactement, cette taxe cachée se situe dans votre flux de travail actuel.
Le mois dernier, nous avons réalisé un côté d’un boîtier en acier inoxydable de 500 pièces. Cela avait l’air inoffensif sur le papier : quatre plis, un ourlet, épaisseur 14, acier 304. Matrice en V standard, pliage à l’air, retournement, ourlet en deuxième passe. Temps de pliage : 2,8 heures au total.
Ce que l’itinéraire ne montrait pas : 1,5 heure à la station d’ébavurage pour éliminer les microfissures le long de l’ourlet, 45 minutes d’inspection pour corriger la dérive d’angle, et 30 minutes de retouches de soudure par points parce que l’ourlet ne se posait pas à plat. À $32/heure, cela fait $144 de nettoyage et de correction en plus du formage. Sur un travail portant une marge brute de $900, cela fait 16% envolés — pas en rebut, pas en heures supplémentaires — simplement dans le “ flux normal ”.”
Vous ne le verrez pas sur le devis. C’est enfoui dans des postes de main-d’œuvre appelés “ support ”.”
Mais les mathématiques se moquent des émotions.
À $0,29 par pièce en manutention secondaire ($144 ÷ 500), votre série de 500 pièces vient de prépayer 3%–5% d’un outil de formage sur mesure à $4 000. Répétez l’opération deux fois par an et vous avez perdu $288 annuellement pour le privilège de rester “ flexible ”. C’est la taxe de la caisse de rebut — assez petite pour être ignorée, assez constante pour faire mal.
Si la main-d’œuvre cachée par pièce × le volume annuel ≥ 20% du coût de l’outil, alors vous financez l’inefficacité par mensualités.
Alors, où se cache-t-elle dans votre atelier ?
Imaginez un profil en U avec des décalages. L’outillage standard signifie un premier coup pour former les jambes, changement d’outil, second coup pour créer le décalage. Deux réglages, deux opérations de mesure, deux risques de rater de 0,5°.
Sur une série de 500 pièces, ce ne sont pas seulement 500 coups supplémentaires. Ce sont 500 déchargements, 500 marches vers une palette, 500 nouveaux positionnements. Même si chaque cycle de manutention dure 25 secondes, cela représente 3,5 heures de main-d’œuvre — $112 à $32/heure — avant de compter le deuxième réglage de 20 minutes, soit $11 de plus. Vous êtes à $123 simplement parce que la géométrie ne correspondait pas à votre jeu de matrices.
Et voici le tueur silencieux : chaque réétalonnage introduit de la variation. Supposons que vos rebuts augmentent de 2% à cause d’une erreur de manipulation sur une pièce $18. Dix pièces mises au rebut représentent $180 de matière et de frais généraux. Maintenant, votre “ deuxième coup ” coûte $303 sur 500 pièces — soit $0.61 par pièce — sans que personne n’écrive un chèque intitulé “ erreur ”.”
C’est ainsi qu’une deuxième pliure devient une deuxième machine, une deuxième file d’attente et une deuxième facture que vous ne détaillez jamais.
Si (main-d’œuvre de manipulation supplémentaire + rebut dû à la remanipulation) par pièce × 500 ≥ amortissement de l’outil par cycle, alors l’option personnalisée à simple frappe l’emporte — même à faible volume.
Alors pourquoi combattons-nous le matériau au lieu de le former une fois et de passer à autre chose ?
Faites passer de l’acier à haute résistance de 980 MPa dans une matrice en V standard et observez ce qui se passe. Vous programmez à 88° pour obtenir 90°. Les cinq premières pièces arrivent à 89,5°. L’opérateur ajuste à 87,5°. Vous êtes maintenant à 90,8°. On recule. On recommence la chasse.
Dix pièces d’essai à $12 chacune représentent $120 de matière avant stabilisation. Ajoutez 40 minutes de temps opérateur pour les réglages — $21. Cela fait $141 consommés avant que la pièce #11 ne soit expédiée. Sur une commande de 500 pièces, cela représente $0.28 par pièce en coûts de réglage uniquement.
L’outillage standard traite le retour élastique comme la météo — quelque chose qu’il faut contourner. L’outillage personnalisé modifie la géométrie : rayon de poinçon plus serré, matage contrôlé, peut-être une épaule dégagée pour verrouiller la pliure. Vous échangez 15% de coût de conception d’outil supplémentaire contre 50% de dérive angulaire en moins et presque aucun rebut d’essai.
Oui, vous pourriez redessiner la pièce — augmenter le rayon, passer du 6061 au 5052, assouplir la spécification. Parfois, c’est judicieux. Mais lorsque le plan est figé et que l’alliage est dicté par le cas de charge, vous finissez par payer $0.25–$0.40 par pièce en main-d’œuvre d’ajustement parce que la matrice ne correspond pas à la physique.
Si le temps de réglage du retour élastique + le rebut d’essai par cycle dépasse 5% du coût de l’outil en deux commandes, alors la correction géométrique l’emporte sur l’ajustement du programme.
Ce qui nous amène à la fuite suivante — celle dont le service inspection débat sans cesse.
Chaque fois que vous retournez une pièce, vous réinitialisez le zéro.
Prenez une boîte à quatre plis formée en deux configurations distinctes. Chaque configuration présente une variation angulaire de ±0,5°. Empilez cela sur quatre plis et vous obtenez ±1,5 mm à la bride opposée. L’inspection signale 8% des pièces comme “ limites ”. Les opérateurs commencent à les reprendre au maillet.
Sur une série de 500 pièces, 40 sont corrigées manuellement à raison de 90 secondes chacune. Cela représente une heure de main-d’œuvre — $32. Pas catastrophique. Mais ajoutez les 45 minutes de tri de l’inspecteur — $24 — et vous obtenez $56, soit $0.11 par pièce, simplement pour ramener la tolérance dans les clous.
Ajoutez maintenant le coût d’opportunité : la presse plieuse est restée inutilisée 30 minutes en attente de l’approbation de l’inspection. À un taux horaire machine chargé de $85, cela représente encore $42 de capacité non facturée.
Ainsi, votre “ gestion ” de tolérance vient de coûter $98 — soit 11% d’une marge de $900 — parce que la variation a été introduite en amont et résolue en aval par des personnes, pas par l’acier.
Un outillage d’étape sur mesure qui forme les quatre plis dans une seule position étalonnée supprime deux retournements et deux remises à zéro de tolérance. Moins d’empilement. Moins de discussions. Moins de fuites de $0.11 qui semblent trop petites pour être poursuivies.
Si la main-d’œuvre de correction en aval + le temps d’inspection par cycle ≥ 10% du temps de formage, alors le processus compense l’outillage au lieu de produire des pièces.
Et cela nous mène au coût que tout le monde hausse les épaules.
Je l’entends tout le temps : “ Les réglages standards prennent seulement 20 à 30 minutes. ”
Très bien. Appelons cela 25 minutes à $32/heure — $13. Ajoutez 10 minutes de recherche et de préparation des outils — encore $5. Vous êtes à $18 avant le premier article.
Faites cela trois fois parce que le travail nécessite trois configurations d’outils et vous atteignez $54 par lot. Sur 500 pièces, cela revient à $0.11 par pièce. Ça paraît anodin.
Jusqu’à ce que le travail se répète quatre fois par an. Vous avez alors dépensé $216 annuellement juste à cause de la friction répétée des réglages — soit 24 % de cette même marge $900 — et personne n’a amélioré le processus d’un seul pouce.
Un outillage personnalisé consolidé pourrait ajouter 40 minutes au premier réglage — $21 supplémentaires — mais éliminer deux futurs réglages par lot. Sur quatre séries, vous économisez 200 minutes de temps de frein — $107 — et libérez la capacité pour exécuter un autre travail valant $1,200 de revenus.
Le temps de réglage n’est pas une nuisance. C’est comme des intérêts. Il se compose tranquillement à 10 %–25 % de la marge sur une année si vous le laissez se répéter sans y toucher.
Si (minutes de réglage économisées par série × séries par an × taux de main-d’œuvre) ≥ coût supplémentaire de l’outil sur deux ans, alors l’outillage standard vous facture un loyer.
Et le loyer, c’est ce que vous payez quand vous ne possédez pas la solution.
Sur un boîtier inox de 500 pièces que nous avons réalisé le trimestre dernier, le plan demandait un retour de bride et un ourlet sur le même bord. Avec des segments standards, cela signifiait pré-pliage, retournement, fermeture de l’ourlet, puis un passage de dressage séparé. Trois frappes. Deux réglages. Un gabarit de soudure en aval parce que l’ourlet ne se fermait jamais parfaitement droit. Nous avons dépensé $2,400 pour un poinçon à étapes personnalisé qui formait le retour et l’ourlet en une frappe contrôlée. Même presse. Même opérateur. Une seule frappe.
La différence n’était pas théorique. Le temps de cycle est passé de 55 secondes à 28 secondes — 27 secondes économisées × 500 pièces = 3,75 heures de travail, $120 à $32/heure. Nous avons éliminé un réglage secondaire de 30 minutes — $16. Nous avons supprimé la retouche de soudure qui prenait en moyenne 45 secondes par pièce — encore 6,25 heures, $200. Cela fait $336 de main-d’œuvre directe sur les 500 premières pièces, plus la suppression d’un gabarit encombrant 20 pieds carrés de sol et coûtant $1,100 à produire. Dès la deuxième série, l’outil avait déjà remboursé 28 % de son prix, et la cellule de soudure cessait de perdre 12 % de marge en retouches.
C’est ainsi qu’on décide. On ne demande pas “ Est-ce de la production à grand volume ? ” On demande “ Combien de centres de coûts disparaissent si je le forme une fois au lieu de lutter trois fois ? ” Si opérations supprimées par pièce × taux de main-d’œuvre × 500 ≥ amortissement de l’outil, alors le personnalisé cesse d’être un luxe et devient une clé sur une ligne qui fuit.
J’ai vu des opérateurs exécuter “ huit plis sur une matrice en V standard ” parce que c’est ce qu’il y avait sur le support. Plier, glisser, re-positionner, plier à nouveau. Chaque reposition prend 6 à 8 secondes si l’opérateur est habile. Disons 7 secondes × 7 mouvements supplémentaires = 49 secondes de pure manutention. À $32/heure, cela fait $0.44 par pièce juste en temps de déplacement. Sur 500 pièces, vous avez brûlé $220 avant de compter les vérifications d’angles ou les rebuts.
Un outil à étape unique reprend ces huit caractéristiques en les référant à une seule position calibrée. Une frappe de 18 secondes. Vous venez de couper 49 secondes de manutention et 20 secondes de cyclage supplémentaire — soit environ 69 secondes au total. Cela représente 9,6 heures de travail économisées par 500 pièces, ou $307. Et voici ce que la plupart des gens oublient : vous éliminez également sept risques de mauvais positionnement. Si vos rebuts passent de 3 % à 1 % sur une pièce de $18, cela fait 10 pièces de moins à la benne — $180 récupérés.
Vous n’avez pas seulement gagné du temps. Vous avez supprimé la variabilité. Si (frappes supplémentaires − 1) × secondes de manutention × taux de main-d’œuvre × 500 + variation de rebuts ≥ coût de l’outil personnalisé, alors l’outil à coup unique est l’acier le plus économique.
Mais est-ce que chaque outil personnalisé résout le même problème ?
Nous avons utilisé des supports à haute résistance de 980 MPa qui se fissuraient avec un rayon de poinçonnage de 0,125″. Outil de catalogue standard. Peu coûteux. Après 12 pièces, des fissures capillaires apparaissaient sur la ligne de pliage — 4 % de rebuts sur une pièce de $22. Cela fait $44 perdus sur les 50 premières pièces et atteignant $440 sur 500 si on laisse la situation perdurer.
La solution n’était pas “ plus de compétence ”. C’était de la géométrie. Nous avons commandé un poinçon à rayon de 0,250″ avec un épaulement dégagé pour contrôler l’écrasement. Coût de l’outil : $1 800. Les rebuts sont passés de 4% à moins de 1%. Sur 500 pièces, cela représente 15 pièces sauvées — $330 de matière — et nous avons cessé de passer 30 minutes par série à ajuster le retour élastique, soit encore $16. Le retour sur investissement n’était pas magique ; c’était de la physique.
C’est du sur‑mesure dicté par la géométrie : on change la forme pour correspondre au plan.
Puis vient le sur‑mesure dicté par le matériau. Les panneaux en acier inoxydable poli 304 sortaient de la presse plieuse avec des marques de grippage causées par des matrices fraisées à froid de 32 Rc. Le taux de rejet cosmétique a atteint 6% sur un panneau $28 — $168 pour 100 pièces, $840 sur 500. Nous sommes passés à des inserts durcis, non marquants, à plus de 50 Rc. Coût de l’outillage : $2 200. Les rejets sont tombés à 1%. Vous récupérez $700 de matière sur les 500 premières pièces et vous cessez de perdre 2 heures de polissage — $64 — à chaque lot.
Problèmes différents. Même mathématique. Si le comportement du matériau ou l’exigence de surface entraîne >3% de rebuts ou >30 minutes d’ajustement par série, alors la géométrie de l’outil doit changer, sinon la marge s’érode.
Mais même lorsque le pli est correct, que fait votre presse plieuse pendant que vous changez l’acier ?
| Catégorie | Sur‑mesure dicté par la géométrie | Sur‑mesure dicté par le matériau |
|---|---|---|
| Idée centrale | Modifier la forme de l’outil pour correspondre au plan | Modifier le matériau de l’outillage pour s’adapter au comportement du matériau ou à l’exigence de surface |
| Exemple de problème | Supports à haute résistance de 980 MPa se fissurant sur un poinçon à rayon de 0,125″ | Panneaux en acier inoxydable poli 304 présentant des marques de grippage causées par des matrices de 32 Rc |
| Outillage initial | Outil du catalogue standard (bon marché) | Matrices fraisées à froid de 32 Rc |
| Résultat de la défaillance | 4% de rebuts après 12 pièces ; microfissures sur la ligne de pliage | 6% de taux de rejet cosmétique |
| Impact sur le coût (500 pièces) | Perte de rebut projetée ~$440 | Perte de rebut $840 |
| Solution | Poinçon à rayon de 0,250″ avec épaulement dégagé pour contrôler l’écrasement | Inserts durcis anti-marques à 50+ Rc |
| Coût de l’outillage | $1,800 | $2,200 |
| Rebut après correction | Réduit de 4% à moins de 1% | Réduit de 6% à 1% |
| Économies de matière (500 pièces) | 15 pièces sauvées = $330 | $700 récupérés en rebut |
| Économies de main-d’œuvre | 30 minutes d’ajustement du retour élastique économisées par cycle (~$16) | 2 heures de polissage économisées par lot (~$64) |
| Logique de rentabilité | Correction géométrique basée sur la physique | Compatibilité des matériaux et protection de surface |
| Règle de décision | Si le rebut >3% ou réglage >30 min/cycle, modifier la géométrie | Si rebut >3% ou réglage >30 min/course, changer le matériau des outils |
J’ai chronométré un travail le mois dernier. Trois changements d’outils. Chaque changement : 12 minutes pour retirer les segments, nettoyer le lit, préparer les nouveaux, ajuster pour l’alignement. Cela fait 36 minutes de temps non productif. À un taux horaire machine chargé de $85/heure, cela représente $51 par lot. Sur quatre répétitions par an, $204 envolés — 22% d’une marge de $900 — juste en temps passé clé en main.
Des outils consolidés sur mesure ont transformé ces trois configurations en une seule mise en place de 20 minutes. Vous ajoutez 8 minutes au départ, certes — $11. Mais vous effacez 24 minutes par course. Sur quatre courses, cela fait 96 minutes récupérées — $136 de capacité machine que vous pouvez vendre. C’est une demi-journée sur une année récupérée du “ impôt de flexibilité ” de la benne à rebut.”
Oui, les outils sur mesure sont plus complexes. Oui, si votre programmeur ne maîtrise pas les pliages successifs, vous paierez en temps de débogage. J’ai vu 45 minutes perdues à cause d’une mauvaise séquence — $24 de main-d’œuvre — parce que le programme hors ligne n’a pas tenu compte des dégagements. Mais une fois verrouillée, la mise en place devient reproductible. Les outils segmentés standard, une fois coupés et mélangés, perdent la précision d’alignement et commencent à dériver de 0,030″ sur 4 pieds. Les outils de précision maintiennent 0,0004″ par pied. Ce n’est pas du discours de brochure ; c’est la différence entre caler et expédier.
Si (minutes de mise en place éliminées par an × taux machine) − temps de programmation ajouté ≥ coût annualisé de l’outil, alors la “ flexibilité ” segmentée n’est qu’une inefficacité louée.
Et que se passe-t-il après les 20 premières pièces, quand l’inspection commence à rôder ?
Sur un panneau de 4 pieds, l’outillage segmenté à surface froide dérivait d’environ 0,0015″ par pied une fois les longueurs mélangées. Cela fait environ 0,006″ sur la portée. Ça ne semble pas beaucoup jusqu’à ce que l’assemblage réclame ±0,010″ au total. Nous perdions 1 heure par série de 500 pièces en tri d’inspection — $32 — et une autre heure en ajustement et repliage — encore $32. $64 par lot parce que la pile d’outils ne tenait pas la ligne.
Nous sommes passés à un jeu d’outils de précision pleine longueur rectifiés. La répétabilité s’est resserrée à environ 0,0004″ par pied. Le temps de tri est tombé à 15 minutes — $8. Le repliage a presque disparu. Appelez cela $50 économisés par 500 pièces. Pas une somme sensationnelle. Mais ajoutez cela aux $300 de la frappe unique et aux $136 de réduction de mise en place, et vous dépassez $486 sur le même lot.
La constance réduit aussi la dépendance à l’opérateur. Quand le procédé tient, votre opérateur A et votre opérateur B produisent de bonnes pièces tous les deux. Si la dérive d’angle impose une correction manuelle sur 8% des pièces à 60 secondes chacune, cela fait 6,7 heures de travail par 500 — $214. Verrouillez la géométrie dans l’acier, réduisez la correction à 2%, et vous récupérez $160. Mais les chiffres se moquent des impressions — ils ne se soucient que des minutes × taux × pièces.
Voici la règle d’atelier que je surligne en rouge sur chaque devis : Si (minutes de retouche + minutes d’inspection + coût de rebut) par pièce × 500 ≥ 25% du prix de l’outil sur mesure, alors vous financez déjà l’outil — simplement par le gaspillage plutôt que par l’acier.
Alors, quand un travail franchit-il la ligne ? Quand les opérations que vous pouvez supprimer à 500 pièces s’additionnent pour dépasser le chèque que vous écririez pour l’outil. L’étape suivante consiste à placer les deux colonnes côte à côte et laisser les chiffres trancher.
J’avais un boîtier de 500 pièces sur mon bureau le trimestre dernier. L’outillage segmenté standard impliquait deux frappes et un passage de finition rapide. La retouche secondaire nous a coûté $10 par pièce, simple et clair. Une poinçon sur mesure à frappe unique était estimée à $5 000. La question n’était pas “ 500, est-ce un grand volume ? ”. La question était : quand est-ce que $5 000 cesse d’être effrayant et commence à être bon marché ?
Supprimez une opération de $10 sur 500 pièces et vous effacez exactement $5 000. À 501 pièces, vous êtes en avance de $10. Voilà le point de bascule — pas 5 000 pièces, pas un “ volume automobile ”. Cinq cents. Mais les chiffres se moquent des impressions.
Mettons donc les deux colonnes côte à côte et voyons où commence réellement la perte.
Prenons un exemple réaliste. Presse manuelle ou CNC basique, chargée à $70/heure. Cycle de cinq minutes utilisant des matrices segmentées standard. Cela fait ($5 min / 60) × $70 = $5.83 par pièce en machine et main-d’œuvre. Ajoutez $0.20 de finition et vous arrivez à $6.03 par pièce avant rebut. Sur 500 pièces, cela fait $3 015 en traitement direct.
Ajoutez maintenant ce que personne ne met en gras sur le devis : une frappe supplémentaire à 45 secondes de manipulation et repositionnement. Cela fait 0,75 minute × $70/heure = $0.88 par pièce. Encore $440 sur 500 pièces. Votre total réel est de $3 455 — et nous n’avons pas encore abordé le rebut ou l’inspection.
Version d’outil personnalisé : le cycle d’un seul coup descend à 4 minutes. ($4 / 60) × $70 = $4,67 par pièce. Aucun ébavurage. Aucun traitement supplémentaire. Sur 500 pièces, cela représente $2 335 en traitement plus $5 000 de coût d’outillage = $7 335 pour la première exécution totale.
La version standard semble moins chère à première vue : $3 455 contre $7 335. C’est parce que tu n’as pas pris en compte les répétitions, le delta de rebut, ou l’opération secondaire que nous sommes sur le point d’éliminer. Si ta seule comparaison est le traitement du premier lot, la version standard gagne pour environ moins de 1 000 pièces sur une presse manuelle. Si tu arrêtes le calcul là, tu loues de l’inefficacité.
Si (coût par pièce standard − coût par pièce personnalisé) × volume ≥ coût de l’outil, alors l’acier personnalisé est de l’acier moins cher.
Mais que se passe-t-il si la seule chose que tu supprimes est une opération secondaire ?
Isolons-le. Supposons que ton processus standard nécessite un aplatissement du patin de soudure après le pliage sur une presse ou une ponceuse à bande. Cela prend 6 minutes à $50/heure de main-d’œuvre moyenne. Cela représente $5 par pièce. Sur 500 pièces, $2 500 supprimés.
Ou prenons l’exemple plus clair : $10 par pièce pour une opération secondaire — soudure, meulage, installation de quincaillerie. Sur 500 pièces, $5 000. Cela correspond dollar pour dollar à un outil personnalisé de $5 000. Ton seuil de rentabilité est exactement 500 pièces. Exécute 750 pièces sur l’année et tu as généré $2 500 de marge récupérée — soit un rendement de 50% sur cet outil pour la première année.
Le prix de la pièce passe de (base $6,03 + $10 secondaire) = $16,03 à environ $4,67 de traitement une fois la frappe simplifiée. C’est une variation de $11,36 par pièce, ou $5 680 sur 500 pièces. Même après avoir absorbé l’outil à $5 000, tu es positif de $680 sur le premier lot.
C’est là que certains disent : “ Oui, mais qu’en est-il des rebuts ? ” Très bien. Parlons de la taxe de la benne à rebuts.
Si le coût de l’opération secondaire × volume ≥ le prix de l’outil, alors 500 pièces ne sont pas du petit volume — c’est le point de bascule.
Utilise une pièce de $25. L’outillage segmenté standard produit 4% de rebut cosmétique ou d’angle. Cela fait 20 pièces défectueuses sur 500. 20 × $25 = $500 uniquement en matière. Ajoute 4 minutes de reprise à $70/heure — soit encore $93. Impact total du rebut : environ $593 pour 500 pièces, ou $1,19 par pièce expédiée.
Réduis le rebut à 1% avec une géométrie contrôlée. Tu perds maintenant 5 pièces, $125 en matériau plus $23 en temps de repliage. Appelons cela $148 au total. Différence entre les processus : $445 sur 500 pièces.
Ce $445 représente 8,9% d’un outil à $5 000. Ajoute-le à une opération secondaire supprimée de $5 par pièce ($2 500) et tu as déjà justifié 59% du coût de l’outil avant même de parler de réglage.
Voici le calcul clair du seuil : différence de rebut % × coût du matériau × volume = portion de justification de l’outil.
Si l’amélioration du rebut ≥ (coût de l’outil ÷ (coût du matériau × volume)), alors l’outillage standard devient une responsabilité. Avec un outil à $5 000, des pièces à $25 et 500 unités, le seuil de différence de rebut est de 40%. Cela semble élevé — jusqu’à ce que tu te souviennes que nous combinons le rebut avec la main-d’œuvre et le réglage, sans nous reposer uniquement sur le rebut.
Le rebut à lui seul paie rarement l’outil. Le rebut plus une opération supprimée le font souvent.
Alors, que se passe-t-il lorsque cette pièce n’est pas un travail unique ?
La plupart des ateliers voient 500 pièces et pensent “ courte série ”. Moi, je vois 500 ce trimestre, 500 l’an prochain, et trois pièces sœurs utilisant le même profil de pliage. Maintenant, cet outil à $5 000 ne repose plus sur un seul bon de commande — il est réparti sur 1 500 pièces sur deux ans.
À 1 500 pièces, votre amortissement d’outil est de $3.33 par pièce. Si vous économisez $5 par pièce en main-d’œuvre secondaire supprimée et $0.89 en manutention, cela fait $5.89 récupéré par pièce. Gain net : $2.56 par pièce × 1 500 = $3 840 positifs après paiement de l’outil. C’est un retour de 76% sur la durée de vie de l’outil, et nous n’avons pas encore pris en compte l’inflation salariale.
Et c’est là que les sceptiques de l’automatisation se trompent. Un frein CNC à $95 000 ne rapporte que si le volume est suffisamment élevé pour l’alimenter. Mais un poinçon personnalisé à $5 000 qui élimine $5 par pièce est rentable à 500 unités, même sur un frein NC à $35 000. La classe de machine modifie la pente, pas le calcul.
Si l’inflation salariale % > l’inflation du coût des outils %, alors votre seuil de volume doit baisser ou votre marge s’érode.
Cinq cents pièces, ce n’est pas magique. C’est juste le point où une habitude supprimée de $10 équivaut à un morceau d’acier à $5 000. Faites-en 501, et vous gagnez de l’argent. Reproduisez-le l’année suivante, et la clé reste serrée sur cette fuite hydraulique.
Mais voici la question de garde-fou que les sceptiques vont poser : quand ce calcul ne fonctionne-t-il pas ?
Voici où le calcul à 500 pièces échoue : lorsque la pièce que vous justifiez aujourd’hui a 30% de chance de changer avant l’expédition de la dernière unité. Si vous dépensez $5 000 en acier sur mesure et que l’ingénierie consomme 6 à 10 semaines à, disons, $85/heure pendant 40 heures ($3 400) avant le premier copeau, vous êtes engagé à $8 400. Si la longueur de la bride varie de 0,125″ le trimestre prochain et que l’outil devient un presse-papiers, c’est une perte de 100% — pas un gain de marge de 12%.
L’outillage sur mesure arrête une perte de marge de 10%. Mais il peut aussi créer une hémorragie de capital de 15% si vous devinez au lieu de verrouiller la géométrie.
Ce n’est pas une question de peur. C’est une question d’exposition.
Si la probabilité de changement de conception × (coût de l’outil + coût d’ingénierie) ≥ économies d’opération supprimée, alors l’outillage standard gagne — peu importe à quel point le temps de cycle semble joli.
Les prototypes mentent.
Ils vous montrent un pliage en un coup de 4 minutes et cachent la probabilité de 25% que le client élargisse le ourlet ou ajoute une nervure après les essais sur le terrain. Maintenant, votre poinçon étagé à $5 000 ne s’adapte plus, et votre voie de retouche représente encore 6–10 semaines plus $3 000–$4 000 supplémentaires en temps de conception. Sur un travail de 500 pièces avec une économie projetée de $11.36 par pièce ($5 680 au total), une réinitialisation de géométrie efface 148% de votre gain attendu.
L’outillage segmenté standard semble plus lent à $6.03 par pièce plus un secondaire à $10. Mais quand le plan change, vous faites glisser les segments, ajustez le butoir, et continuez à expédier. Pas d’acier perdu. Pas de panique de calendrier. Vous payez en temps de cycle, pas en capital.
Si la volatilité géométrique > 20% avant l’expédition de 500 unités, alors l’outillage sur mesure n’est pas une stratégie — c’est une spéculation.
La trésorerie déteste les semaines mortes.
L’outillage sur mesure ne coûte pas seulement $5 000 — il coûte du temps. Six à dix semaines pendant lesquelles votre travail reste en attente tandis que l’outillage standard pourrait commencer demain. Si ce retard repousse $150 000 d’assemblages en aval et que vous supportez 1.5% de frais généraux mensuels sur ce WIP, cela représente $2 250 par mois en coûts de portage. Deux mois à attendre l’acier viennent de brûler $4 500 — presque le prix total de l’outil.
Et que se passe-t-il si le client veut les premiers articles dans trois semaines ? Vous accélérez l’outillage avec une prime de 20% ($1 000 supplémentaires sur un outil à $5 000) ou vous revenez à l’outillage standard et subissez l’inefficacité de réglage que vous vouliez éviter.
L’outillage sur mesure économise $5 par pièce sur 500 unités. Mais si la pénalité de calendrier est de $4 500 avant même de commencer le cycle, votre seuil de rentabilité vient de doubler à 900–1 000 pièces.
Si le coût du délai de livraison ≥ les économies de la première série, alors la rapidité l’emporte sur l’élégance.
Les outils standard se cassent aussi. La différence, c’est la profondeur de l’inventaire.
Cassez une matrice en V standard de 1″ et vous en prenez une autre sur le rayonnage. Peut-être perdez-vous 2 heures à $70/heure — $140. Fissurez un poinçon sectionnel personnalisé avec un délai de remplacement de 4 semaines et votre série de 500 pièces s’arrête. Si votre presse génère une marge de contribution de $120/heure et reste à l’arrêt pendant 40 heures au cours d’une semaine, cela représente $4 800 de coût d’opportunité — avant les frais d’expédition urgente et de refabrication.
Votre outil de $5 000 porte désormais une prime d’assurance implicite.
Vous pouvez vous couvrir en commandant un doublon. Félicitations — votre coût d’outillage vient de doubler à $10 000, et votre calcul pour 500 pièces s’évapore.
Si le risque de défaillance d’un outil unique × le coût d’arrêt > les économies sur l’opération secondaire dupliquée, alors l’outillage standard est l’option de profit la plus sûre.
Celle-là fait mal.
J’ai vu des ateliers dépenser $7 000 pour un outil de formage complexe afin de “ corriger ” un taux de rebut de 6% qui était en réalité dû à un mauvais réglage du bombage et à une épaisseur de matériau incohérente. Le rebut coûtait $593 par lot de 500 pièces. Ils ont dépensé 1 180% du problème en essayant de contourner la formation par ingénierie.
L’outillage personnalisé resserre la ligne hydraulique. Mais si vos opérateurs ne peuvent pas maintenir un angle dans ±0,5° sur un travail standard, cette instabilité se manifestera ailleurs — coins fissurés, surcharges, usure prématurée des outils. Vous ne corrigez pas un manque de formation de $1 000 avec $5 000 d’acier en prétendant être malin.
L’outillage standard impose de la discipline. Il met en lumière la dérive du procédé à $1,19 par pièce en rebut au lieu de la cacher dans un capital amorti.
Si le coût d’instabilité du procédé < la prime de l’outil personnalisé, alors corrigez le procédé — pas l’outillage.
L’outillage personnalisé pour 500 pièces, c’est des mathématiques, pas de la magie. Il fonctionne quand la géométrie est stable, les calendriers sont prévisibles, les fournisseurs sont fiables et que vos opérateurs savent déjà produire des pièces propres. Manquez un de ces éléments, et la “ clé sur une conduite qui fuit ” devient une supposition très coûteuse.
Alors la vraie question n’est pas “ 500 pièces peuvent-elles justifier un outil personnalisé ? ”
C’est celle-ci : votre entreprise peut-elle se permettre de se tromper de $8 000 si les hypothèses changent ?
Vous voulez un déclencheur objectif à 500 pièces ? Arrêtez de discuter des pièces. Commencez à discuter des dollars que vous perdez déjà.
Sur une enceinte de 500 pièces, nous avons économisé 27 secondes par pièce avec un outil étagé. Cela semble être du battage d’ingénierie. Mais 27 secondes × 500 pièces = 13 500 secondes, soit 3,75 heures de presse. À un taux réel de $85/heure chargé, cela représente $318,75 sur la presse. Personne ne signe un bon de commande de $7 500 pour économiser $318,75. Cela représente 4,2% du coût de l’outil. C’est du bruit.
Mais les mathématiques se moquent des émotions.
Ces “ 27 secondes ” ont également supprimé 500 transferts manuels, 500 re-brides et 500 occasions d’un coup de rebut de $42 sur de l’acier inoxydable de 14-gauge. Les rebuts sont passés de 4% à 1%. Sur 500 pièces à une valeur matière de $42, cela fait 15 pièces sauvées, ou $630. Nous arrivons donc à $948,75. Toujours pas $7 500. Alors pourquoi cela fonctionne-t-il parfois ?
Parce que le temps de cycle n’est que la fuite visible. L’argent réel se trouve en aval.
Si vos secondes supprimées n’affectent que le temps machine, alors l’outillage sur mesure est un luxe. Si ces secondes éliminent les rebuts, la manutention et l’inspection, alors vous rachetez votre marge.
La direction voit un outil à $7,500. Elle ne voit pas la fuite hydraulique de 2% à chaque cycle.
L’outillage standard semble “ payé ”. Mais s’il impose une soudure secondaire de $10 sur 500 pièces, cela représente $5,000 par an sur un seul poste. Ajoutez $144 en main-d’œuvre de nettoyage comme nous l’avons déjà constaté, plus un delta de rebut de $630, et vous vous retrouvez face à $5,774 d’inefficacité annuelle. Cela représente 77% du prix de l’outil sur mesure dès la première année.
L’erreur consiste à traiter l’outillage comme du capital et l’inefficacité comme un bruit d’exploitation. L’un est approuvé une seule fois. L’autre se renouvelle à chaque mission.
Posez la question clairement : sur 12 mois, achetons-nous $7,500 d’acier, ou payons-nous $5,774 par an de taxe sur le rebut ? Si le travail se répète deux fois, cela fait $11,548 perdus. L’outil “ coûteux ” devient alors 35% moins cher que de rester flexible.
Si le coût annuel d’inefficacité × les années prévues ≥ coût de l’outil + coût d’ingénierie, alors le sur mesure l’emporte — même pour 500 pièces.
Les cadres adorent les pourcentages de disponibilité. “ L’utilisation du frein est passée de 68% à 74%. ” Cela semble être un gain valant peut-être $2,000 de contribution. C’est abstrait.
Dites-leur que vous avez supprimé 500 points de soudure à $6 chacun, charges comprises — soit $3,000. Ajoutez 6 heures de meulage de soudure à $38/heure — $228. Ajoutez 3 heures de recontrôle QC à $45/heure — $135. Cela fait $3,363 retirés de l’exposition salariale sur une série de 500 pièces.
Empilez cela face au temps de frein : 3,75 heures économisées à $85/heure équivaut à $318.75. Le temps machine représente 9% de l’histoire financière. Le reste est de la main-d’œuvre que vous ne planifiez même pas.
C’est là que les ateliers perdent en crédibilité : ils vantent un “ pliage plus rapide ” au lieu d’une “ suppression de personnel de soudure ”. La direction coupe les lignes de main-d’œuvre avant de célébrer la vitesse machine.
Si les dollars de main-d’œuvre éliminés en aval > les économies d’heures de frein pures, alors mettez en avant la suppression du travail — pas la disponibilité machine.
Ne demandez pas $7,500.
Présentez un travail de 500 pièces qui porte actuellement $11.36 de coût caché par pièce entre rebuts, soudure, manutention et inspection. Cela fait $5,680 par série. Si l’outil supprime $8 par pièce de cela, vous récupérez $4,000 sur les 500 premières pièces et les $1,680 restantes sur la deuxième série. Après cela, chaque série est une récupération de marge à 100%.
La conversation passe alors de “ Pouvons-nous nous le permettre ? ” à “ Pourquoi choisissons-nous de continuer à perdre 8% sur cette référence ? ”
Et voici la partie non évidente : le seuil des 500 pièces ne concerne pas le volume. Il s’agit de la concentration des pertes. Une pièce approximative avec 12% de coût secondaire intégré justifie un acier sur mesure plus vite qu’une série propre de 2,000 pièces avec un contrôle de processus rigoureux. Le volume est bruyant. La densité de gaspillage est décisive.
Ainsi, le cadre d’analyse est simple et se présente bien en salle de conseil :
Si (coût supprimé par pièce × volume annuel × facteur de stabilité) ≥ exposition totale à l’outillage, alors approuvez l’outil. Sinon, vous spéculez.
Vous ne vendez pas de la vitesse. Vous resserrez une ligne fuyante qui perd 6%–12% de marge à chaque cycle.
Si l’inflation salariale % > l’inflation du coût des outils %, alors votre seuil de volume doit baisser ou votre marge s’érode.


















