

Selasa lalu kamu menekuk sepuluh braket dari A36 setebal 1/8″. Yang pertama terbaca 90°. Yang kedua 91,5°. Pada yang kedelapan, kamu melihat 93° dan menurunkan ram lagi sebesar .010″ seolah-olah itu bisa menakuti baja agar mau menurut.
Kamu tidak sedang membentuk logam.
Kamu sedang menantangnya berkelahi.
Berdirilah cukup lama di depan mesin press brake dan mesin itu akan mulai terlihat seperti stempel. Punch turun. Die diam di posisi 90°. Logam dijepit di antaranya. Jadi kalau bagiannya tidak 90°, jawaban pemula itu sederhana: tambah tekanan.
Aku pernah melihat seorang anak mengerjakan pelat setebal 3/16″ ke dalam V-die 1/2″ dan menambah tekanan hampir mencapai batas kemampuan mesin karena sudutnya terus terbuka. Dia pikir kalau 40 ton tidak cukup, berarti 60 ton akan berhasil. Saat waktu makan siang, ram sudah mengeluh, perkakasnya mengembang di bahu, dan bagian-bagian masih melenceng satu setengah derajat. Set alat itu harganya lebih mahal dari truknya. Kesalahan yang mahal.
Brake itu bukan cetakan. Itu tuas. Dan baja bukan tanah liat. Ini pegas.
Jadi apa yang sebenarnya terjadi saat kamu menekan pedal itu dan mencoba menghancurkan masalah sampai rata?

Misalkan kamu punya baja ringan setebal 1/8″ di dalam V-die 1″. Dalam teknik air bending, punch tidak pernah menyentuh dasar. Ia mendorong material ke dalam V, dan sudutnya dikendalikan oleh seberapa dalam kamu menekan — bukan oleh sudut die itu sendiri.
Sekarang kamu jadi tidak sabar. Kamu menekan ram lebih dalam, mengejar 90°, berpikir tekanan berarti presisi. Padahal yang kamu lakukan sebenarnya adalah mendekati posisi dasar — memaksa material menyentuh dinding die.
Saat kamu melakukan bottoming atau coining, kamu menggunakan tonase 3–5 kali lipat dari air bending. Itu menghancurkan sumbu netral — lapisan di dalam logam yang tidak meregang atau tertekan — dan memang mengurangi springback. Itulah mengapa bottoming bisa sangat konsisten dalam produksi.
Namun inilah jebakannya: kecuali sudut perkakas, ketebalan material, dan kalibrasi mesin benar-benar tepat, kamu hanyalah menekan variabel-variabel itu lebih keras.
Aku pernah mencoba “memperbaiki” masalah 92° pada pelat 11-gauge dengan menambah tonase alih-alih menyesuaikan kedalaman. Akibatnya muncul bekas ringan di 200 panel kosmetik dan punch yang tak pernah duduk dengan pas lagi. Kami tidak mendapatkan akurasi. Kami hanya membeli kerusakan.
Kalau kamu menganggap brake sebagai stempel, kamu akan selalu menjawab inkonsistensi dengan kekuatan.
Ujilah pada potongan sisa.
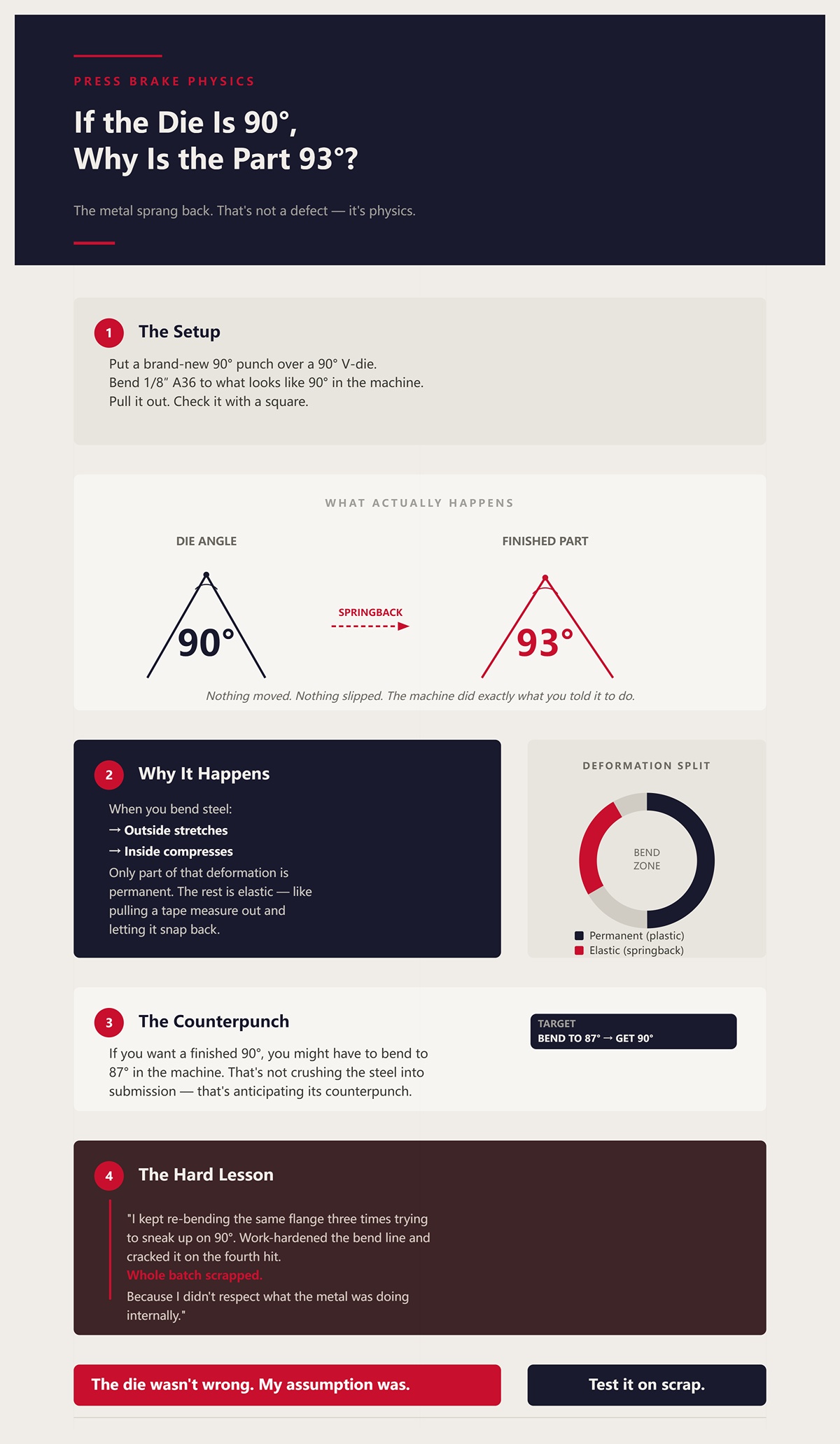
Pasang punch 90° yang benar-benar baru di atas V-die 90°. Tekuk A36 setebal 1/8″ hingga tampak 90° di mesin. Keluarkan. Periksa dengan siku.
Terbaca 93°.
Tidak ada yang bergerak. Tidak ada yang bergeser. Mesin melakukan persis seperti yang kamu perintahkan.
Logam itu melenting kembali.
Saat Anda menekuk baja, bagian luar lekukan meregang. Bagian dalam menekan. Hanya sebagian dari deformasi itu yang bersifat permanen. Sisanya elastis — seperti menarik pita pengukur dan membiarkannya kembali. Ketika ram naik, bagian elastis tersebut dilepaskan, dan sudutnya terbuka.
Itulah springback. Dan itu bukan cacat. Itu fisika.
Jika Anda menginginkan hasil akhir 90°, Anda mungkin harus menekuk hingga 87° di mesin. Itu bukan memaksa baja untuk tunduk. Itu mengantisipasi perlawanan baliknya.
Pertama kali saya mempelajarinya, saya terus menekuk ulang flens yang sama tiga kali untuk mencoba “mendekati” 90°. Garis tekuk menjadi kerja-keras dan retak pada pukulan keempat. Seluruh batch dibuang karena saya tidak menghargai apa yang dilakukan logam di dalamnya.
Cetakannya tidak salah. Asumsi saya yang salah.
Ujilah pada potongan sisa.
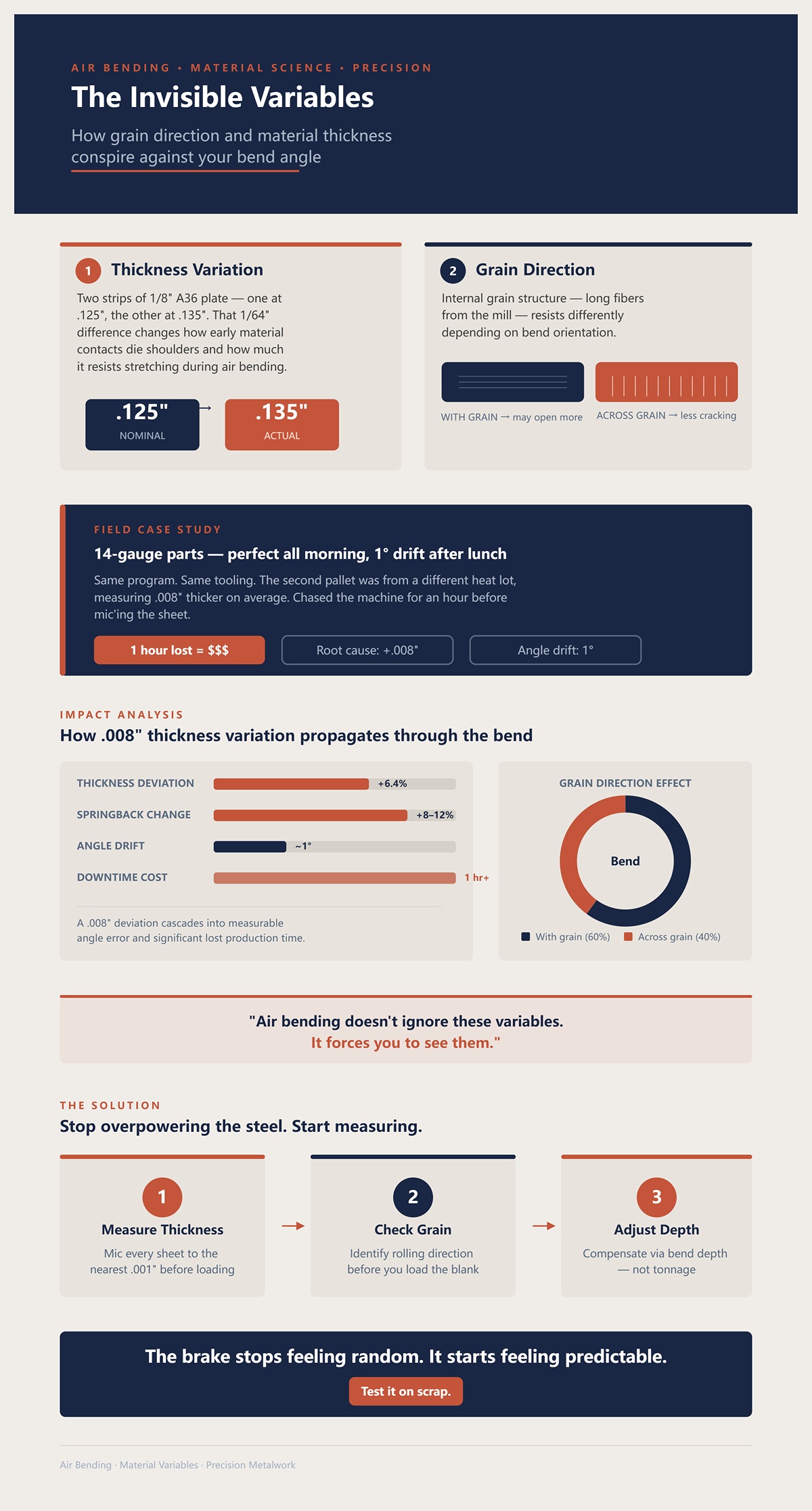
Ambil dua potong pelat 1/8″, keduanya berlabel A36. Satu berukuran .125″. Yang lain .135″. Perbedaan 1/64″ itu tampak kecil sampai Anda melakukan penekukan udara.
Sudut penekukan udara dikendalikan oleh kedalaman penetrasi ke dalam huruf V. Ketebalan mengubah seberapa cepat material menyentuh bahu cetakan dan seberapa besar ia menahan peregangan. Lembaran yang lebih tebal akan melenting kembali dengan cara berbeda dibanding yang lebih tipis, meskipun programnya identik.
Sekarang putar pelat kosong 90° sehingga Anda menekuk melintasi arah serat gulungan, bukan sejajar dengannya. Struktur serat internal — serat panjang dari pabrik — menahan tekanan secara berbeda tergantung arah. Melintasi serat, Anda sering mendapatkan lebih sedikit retakan tetapi springback sedikit berbeda. Sejajar serat, bisa jadi terbuka lebih banyak.
Saya pernah menjalankan bagian plat 14-gauge yang sempurna sepanjang pagi. Setelah makan siang, sudut berubah 1°. Program sama. Alat sama. Ternyata palet kedua berasal dari lot pemanasan berbeda, dengan ketebalan rata-rata .008″ lebih tebal. Kami mengutak-atik mesin selama satu jam sebelum mengukur lembarannya. Jam itu biayanya lebih mahal daripada materialnya.
Penekukan udara tidak mengabaikan variabel-variabel ini. Ia memaksa Anda untuk memperhatikannya.
Jika Anda berhenti mencoba mengalahkan baja dan mulai mengukur ketebalan hingga seperseribu inci, memeriksa arah serat sebelum memuat pelat kosong, dan menyesuaikan kedalaman tekukan alih-alih tonase, mesin press berhenti terasa acak.
Ia mulai terasa dapat diprediksi.
Ujilah pada potongan sisa.
Anda menekuk sepotong A36 1/8″ sampai 87° di mesin. Pengukur menunjukkan 87,2°. Anda lepaskan ram, tarik bagiannya, lalu letakkan siku pengukur di atasnya.
Terbaca tepat 90°.
Tidak ada yang ajaib terjadi dalam setengah detik itu. Tidak ada hantu di sistem hidrolik. Yang terjadi adalah pemulihan regangan — bagian elastis dari tekukan yang dilepaskan. Dan itu sudah mulai terjadi sebelum Anda melepaskan pedalnya.
Inilah bagian yang sering terlewat oleh pemula: tekukan itu bukan “sementara” atau “permanen.” Keduanya sekaligus, tersusun melalui ketebalan. Lapisan luar meregang melewati batas luluh. Lapisan dalam menekan. Di antara keduanya ada lapisan tipis yang belum luluh. Lapisan itu sudah berusaha menarik tekukan agar terbuka kembali saat Anda masih menekan ke bawah.
Tarikan balik itulah pajak yang Anda bayar untuk menekuk. Anda tidak menghilangkannya. Anda menganggarkannya.
Jadi, pada titik yang tepat kapan logam berhenti bernegosiasi dan mulai patuh?
Ambil potongan strip 1/8″ yang sama. Baja ringan seperti A36 memiliki kekuatan luluh sekitar 36.000 psi. Di bawah tegangan itu, ia berperilaku secara elastis — artinya regangan sebanding dengan tegangan, dan ketika bebannya dilepaskan, bentuknya kembali seperti semula. Seperti pegas. Setelah melewati titik luluh, struktur kristalnya bergeser. Pergeseran itu adalah deformasi plastis. Bagian itu yang tetap.
Saat kamu mulai menekuk, seluruh ketebalan masih elastis. Ketika punch menekan lebih dalam ke bentuk V, serat-serat luar — yang paling jauh dari sumbu netral — mengalami tegangan tertinggi. Mereka mencapai titik luluh lebih dulu. Zona plastis dimulai dari luar dan bergerak ke dalam seiring bertambahnya kelengkungan.
Lengkungan menjadi “permanen” pada saat serat mana pun melewati titik luluh. Namun, ia menjadi benar-benar permanen secara fungsional hanya ketika cukup banyak bagian ketebalan yang mengalami luluh sehingga inti elastis yang tersisa tidak mampu menariknya kembali menjadi rata sepenuhnya.
Bayangkan penampangnya: bagian luar 1/32″ telah luluh, bagian dalam 1/32″ mengalami luluh dalam kompresi, dan inti elastis tipis di tengah. Saat beban dilepaskan, inti elastis itu melepaskan gaya dan mendistribusikan ulang tegangan. Itulah sebabnya sudutnya terbuka kembali.
Saya pernah membuang satu batch baja tahan karat 3/32″ karena saya terus menekan pedal, mencoba “mendekati” sudut 90° dengan empat pukulan ringan alih-alih satu tekukan terkendali yang berlebihan. Setiap pukulan menambah regangan plastis di permukaan namun meninggalkan inti elastis yang keras kepala. Pada pukulan keempat, serat-serat luar menjadi mengeras akibat kerja dan rapuh. Retak rambut muncul di 50 bagian. Pekerjaan itu menjadi pelajaran berharga bagi saya.
Jika kamu ingin melihatnya sendiri, tekuk kupon logam hingga 45°, lepaskan, lalu tekuk sedikit lebih dalam dan perhatikan betapa lebih sedikit ia memantul kembali kedua kalinya. Kamu telah meningkatkan ketebalan zona plastis. Inti elastisnya menjadi lebih tipis.
Potong strip 2″ × 6″ dan coba sendiri. Ukur sebelum dan sesudah setiap pukulan. Uji pada potongan sisa.
Sekarang mengapa baja 1/4″ terasa lebih konsisten dibanding aluminium .050″, meskipun keduanya dipotong rapi dan ditekuk pada mesin press yang sama?
Jalankan baja A36 setebal 1/4″ dalam cetakan V 2″. Tekuk lebih dari semestinya hingga 88° di mesin. Kemungkinan hanya akan memantul kembali sekitar 1°.
Sekarang jalankan aluminium 5052 setebal .050″ dalam cetakan V 1/2″. Tekuk lebih dari semestinya hingga 85°. Kemungkinan memantul kembali 3° atau lebih.
Ada dua hal yang terjadi.
Pertama, ketebalan. Pemantulan kembali kira-kira sebanding dengan rasio antara regangan elastis terhadap regangan total. Material yang lebih tebal, bila ditekuk dalam cetakan V dengan ukuran yang sesuai (sekitar 8× ketebalan untuk baja sebagai titik awal), mengembangkan zona plastis yang lebih besar relatif terhadap ketebalannya. Lebih banyak bagian penampang yang mengalami luluh. Inti elastis menjadi persentase yang lebih kecil dari keseluruhan, sehingga memiliki lebih sedikit pengaruh untuk menarik sudut kembali terbuka.
Lembaran tipis? Zona plastisnya dangkal. Bagian elastis mendominasi. Ia menipu kamu.
Kedua, modulus dan pengerasan kerja. Baja memiliki modulus elastisitas sekitar 29 juta psi. Aluminium sekitar 10 juta psi. Modulus yang lebih rendah berarti untuk tegangan yang sama, aluminium meregang lebih besar secara elastis. Lebih banyak regangan elastis tersimpan. Lebih banyak yang pulih saat dilepaskan.
Dan aluminium mengeras dengan cepat akibat kerja. Saya pernah menangani pekerjaan di mana kami menekuk braket 5052 setebal .080″, memeriksanya, menemukan sudutnya terbuka 2°, lalu mencoba memperbaiki dengan menekuk ulang. Setelah dua kali tekukan, garis tekukan menjadi sangat kaku sehingga koreksi ketiga hampir tidak mengubahnya — dan yang keempat retak. Kami harus menghentikan produksi dan menyalakan tungku untuk melakukan anil pada satu batch agar bisa menyelesaikan pesanan. Baja akan lebih mampu menahan urutan itu.
Itulah sebabnya baja yang lebih tebal “lebih sedikit berbohong”. Bukan karena ia patuh. Karena secara proporsional, lebih banyak bagiannya yang telah melewati batas luluh, dan memori elastisnya tidak lagi mendominasi.
Ukur lembaranmu hingga ketelitian .001″. Periksa paduan dan temper sebelum kamu berasumsi bahwa program yang sama akan berhasil. Tekuk satu kupon dari setiap angkatan material dan catat nilai springback-nya. Uji di bahan sisa.
Jadi, bagaimana semua gaya ini sebenarnya diterapkan sejak awal?
Lihatlah susunannya: ujung punch di atas, bahu cetakan di kiri dan kanan. Lembaran menjembatani bentuk V seperti sebuah jembatan. Saat punch turun, kamu tidak menghancurkan seluruh flensa. Kamu menciptakan sistem pembengkokan tiga titik — dua tumpuan di bahu cetakan dan satu beban terpusat di ujung punch.
Artinya, momen lentur maksimum — tegangan internal tertinggi — berada tepat di bawah punch. Tegangan berkurang ke arah bahu cetakan. Itu tidak seragam.
Selama pembebanan, serat luar di bawah punch mengalami luluh terlebih dahulu. Semakin dalam kamu menekan, wilayah luluh itu menyebar. Saat dilepaskan, pembongkaran juga tidak seragam. Regangan elastis pulih, tetapi karena deformasi plastis tidak homogen di seluruh radius, tegangan terdistribusi ulang. Logam tidak sekadar “memantul.” Ia menyeimbangkan diri secara internal.
Itulah mengapa air bending bekerja. Kamu mengontrol kelengkungan berdasarkan kedalaman dalam sistem tiga titik yang dapat diprediksi. Sistem ini menekan material ke dalam bentuk V, dan sudutnya dikendalikan oleh seberapa dalam kamu menekan — bukan oleh sudut cetakan itu sendiri.
Ketika kamu melakukan bottoming atau coining, kamu mengubah modelnya. Sekarang lembaran menyentuh dinding cetakan. Kamu tidak lagi berada dalam pembengkokan tiga titik murni. Kamu sedang menekan seluruh zona tekukan, menaklukkan pemulihan elastis. Springback berkurang karena hampir seluruh ketebalan telah melewati batas luluh. Itulah mengapa coining hampir dapat menghilangkan efek springback — dengan harga tonase 3× hingga 5× lebih besar dan toleransi peralatan yang lebih ketat.
Fisika berbeda. Tagihan berbeda.
Siapkan tes sederhana: tekuk kupon selebar 3″ di udara, catat sudutnya. Lalu lakukan bottoming pada ketebalan yang sama di cetakan yang sama dengan tonase lebih tinggi dan bandingkan springback-nya. Rasakan perbedaan tekanan pada pedal. Ukur pergeseran sudut setelah dilepas. Uji di bahan sisa.
Begitu kamu melihat pembengkokan sebagai pembebanan tiga titik dengan penampang elastis-plastis berlapis, springback tidak lagi terasa seperti penghinaan.
Ia menjadi angka yang kamu rencanakan.
Dan di situlah air bending berhenti terlihat seperti kompromi — dan mulai terlihat seperti kendali.
Kamu memiliki A36 setebal 1/8″ dalam susunan 8× ketebalan — itu berarti cetakan V 1″. Kamu memerlukan hasil akhir 90°. Yang pertama terbaca 90°. Yang kedua 91,5°. Yang ketiga 89°. Program sama. Mesin sama. Jadi bagaimana kamu bisa memprediksi overbend alih-alih terus-menerus menyesuaikan dari satu bagian ke bagian lain?
Kamu mulai dengan menerima hal ini: dalam air bending, sudut cetakan hampir tidak relevan. Punch tidak pernah menekan lembaran sampai benar-benar menyentuh dinding cetakan. Kamu melayang di antara bahu cetakan. Artinya, satu-satunya kontrol pasti yang kamu miliki adalah kedalaman — seberapa jauh punch menembus ke dalam bentuk V. Sistem ini menekan material ke bawah ke dalam bentuk V, dan sudutnya dikendalikan oleh seberapa dalam kamu menekan — bukan oleh sudut cetakan itu sendiri.
Itulah celahnya.
Jika kedalaman mengontrol sudut, maka sudut adalah fungsi dari penetrasi punch dikurangi springback. Dan springback adalah fungsi dari material, ketebalan, arah butir, dan radius dalam. Jadi pertanyaan yang sebenarnya adalah: bagaimana geometri melayang itu diterjemahkan menjadi angka yang bisa kamu atur?
Bayangkan sebuah V-die 90°. Anda menurunkan punch sampai bagian tersebut terbaca 88° saat diberi beban. Anda lepaskan. Sudutnya terbuka menjadi 90°. Selisih 2° itu adalah pemulihan elastis.
Sekarang jangan ubah apa pun kecuali kedalaman. Turunkan .010″ lebih dalam. Saat diberi beban, terbaca 86,5°. Lepaskan. Sekarang kembali menjadi 89°.
Apa yang berubah? Bukan sudut die. Bukan sudut punch. Hanya penetrasi.
Dalam air bending, radius dalam terbentuk secara alami kira-kira sebesar 16% dari bukaan V untuk baja lunak dalam pengaturan 8× yang tepat. Jadi dalam V 1″, Anda mendapatkan radius dalam sekitar .160″, mau tidak mau. Radius itu menentukan seberapa banyak ketebalan yang mengalami luluh (yield). Kedalaman luluh itu menentukan ketebalan inti elastis. Inti elastis itu menentukan besar springback.
Jadi kenop kendali Anda adalah kedalaman penetrasi, yang mengubah sudut tekukan, yang menentukan seberapa banyak bagian penampang menembus batas luluh.
Beberapa tahun lalu, seorang anak di shift kedua menukar V 1″ dengan V 3/4″ karena “kelihatannya mirip.” Radius dalam menurun. Zona plastis meningkat. Springback turun hampir 1°. Dia tidak mengubah program. Kami membuang 60 braket sebelum menyadari bahwa die-nya salah. Lebar die mengubah radius. Radius mengubah springback. Pelajaran yang mahal.
Berikut cara menyetelnya dengan benar:
Lalu uji pada potongan sisa.
Jadi jika kedalaman adalah kuncinya, mengapa tidak saja tekan lebih kuat dan hilangkan dugaan?
Ambil dua lembar pelat 11-gauge. Satu terbaca .119″. Yang lain .123″. Selisih empat ribu inci. Tampak sepele.
Dalam air bending, perubahan ketebalan itu sedikit menggeser sumbu netral — lapisan imajiner yang tidak meregang atau tertekan. Lembaran yang lebih tebal berarti radius dalam yang sedikit lebih besar terbentuk untuk V yang sama. Hal itu mengubah springback sekitar setengah derajat.
Namun karena Anda hanya membuat tiga titik kontak — ujung punch dan bahu die — sistemnya melentur mengikuti material. Sudut berubah terutama karena kedalaman, bukan karena menekan ketebalan ke dalam rongga tetap. Variasi tersebut muncul sebagai sedikit perbedaan sudut yang dapat Anda sesuaikan dengan sedikit perubahan kedalaman.
Sekarang bayangkan bottoming dengan lembaran yang sama.
Apa yang sebenarnya Anda lakukan adalah mendekati bottoming — memaksa material menyentuh dinding die. Sekarang variasi ketebalan tidak punya ruang untuk menyesuaikan. Tambahan .004″ itu terjepit di antara alat baja yang lebih keras dari bagian tersebut. Gaya tonase melonjak. Sudut berubah-ubah. Perkakas aus. Bagian meninggalkan bekas.
Saya pernah melihat sebuah bengkel menekan panel kosmetik pelat baja 14 gauge karena mereka lelah “mengejar springback.” Mereka menghilangkan variasi sebesar 1° dan menambahkan bekas cetakan pada 200 sisi yang terlihat. Pelanggan menolak seluruh batch. Mereka memang memecahkan masalah penyimpangan sudut, tapi menciptakan bencana pada hasil akhir permukaan.
Air bending seharusnya dapat menyerap perbedaan ketebalan tersebut. Perubahan 0,5° jauh lebih murah daripada memoles ulang 200 panel.
Inilah kedisiplinannya:
Lalu uji pada potongan sisa.
Jika gaya yang lebih kecil memberi Anda fleksibilitas, di mana batas sebelum Anda kehilangan kendali atas proses pembengkokan?
Lihat bagan tonase Anda. Untuk baja A36 tebal 1/8″ dengan V selebar 1″, air bending mungkin memerlukan sekitar 12–15 ton per kaki. Proses penekanan penuh dengan pengaturan yang sama bisa memerlukan dua hingga tiga kali lipat.
Jika rem tekan Anda menunjukkan 30 ton per kaki pada pekerjaan tersebut, Anda tidak lagi melakukan air bending. Anda beralih ke bottoming, entah direncanakan atau tidak. Springback memang berkurang — tentu. Tapi sekarang jari-jari bagian dalam sedang dipaksa menjadi lebih kecil dari jari-jari alami air bend. Seluruh ketebalan logam didorong lebih dekat ke titik leleh. Artinya lebih sedikit inti elastis. Artinya lebih sedikit toleransi.
Kendali berubah menjadi ketergantungan. Sekarang sudut sepenuhnya bergantung pada ketebalan yang tepat dan geometri cetakan yang presisi.
Pada mesin rem tekan manual lama tanpa pengulangan kedalaman CNC, di sinilah pemula sering terperangkap. Mereka pikir tekanan lebih besar berarti konsistensi lebih tinggi. Padahal, mereka justru menghilangkan efek bantalan mengambang yang diberikan oleh air bending. Setiap variasi pada gerakan ram, setiap defleksi rangka, setiap perubahan arah serat logam akan langsung muncul pada hasil benda kerja.
Titik idealnya adalah:
Penetrasi cukup untuk mencapai sudut ditambah pembengkokan berlebih yang direncanakan. Tonase cukup untuk membentuk jari-jari dalam alami. Tidak cukup untuk memaksa kontak penuh dengan cetakan.
Perhatikan pengukur tonase selama langkah penekanan. Jika angka naik tajam di bagian akhir, kemungkinan besar Anda sudah mengenai dinding cetakan. Kurangi kedalaman beberapa ribu inchi dan ukur kembali.
Kemudian jalankan tiga kupon berturut-turut dan bandingkan sudutnya setelah dilepaskan sepenuhnya. Jika hasilnya berulang dalam toleransi Anda, kunci pengaturannya.
Dan ujilah pada bahan sisa.
Karena begitu Anda memahami bahwa kedalaman punch — bukan tenaga kasar — yang menentukan sudut akhir Anda, hal berikut yang harus Anda tanyakan adalah:
Seberapa presisi pengaturan Anda harus dibuat jika perbedaan seribu per inci dalam kedalaman bisa mengubah derajat sudut?
Bulan lalu kami menekuk A36 setebal 1/8″ pada V 1″ hingga 93° agar dapat kembali (spring back) ke 90°. Penekukan pertama menunjukkan 90°. Penekukan kedua menunjukkan 91,2°. Tidak ada yang berubah dalam program. Yang berubah adalah pengaturan: lembaran lebih tebal .006″ di ujung jauh, dan ram tidak sejajar sekitar .002″ pada panjang 6′. Hanya itu yang diperlukan. Ribuan inci dalam kedalaman dapat berubah menjadi derajat penuh pada bagian benda kerja.
Kamu sudah tahu bahwa kedalaman penetrasi adalah roda kemudi. Sekarang kita pastikan sistem kemudinya tidak longgar.
Mulailah dengan mesinnya. Periksa kesejajaran ram dengan sepasang balok dasar dan pengukur celah (feeler gauge). Jika kamu dapat menyelipkan feeler .003″ di satu sisi dan tidak di sisi lain saat ram berada di titik bawah, kamu akan terus mengejar sudut seharian. Di sinilah crowning berperan — kompensasi mekanis atau hidrolik untuk melawan defleksi rangka di bawah beban. Tanpanya, bagian tengah menekuk 89° sementara kedua ujung menunjukkan 91°. Aku pernah melihat sebuah bengkel membuang 40 rel arsitektural karena tidak ada yang memeriksa defleksi setelah pekerjaan 20 ton sebelumnya di shift tersebut memanaskan rangka. Mesin press itu memuai cukup untuk menipu mereka.
Atur kesejajaran. Verifikasi crowning menggunakan strip uji sepanjang penuh. Lalu uji pada bahan sisa.
Setelah mesin jujur, geometri perkakas adalah langkah berikutnya. Di sinilah kebanyakan pemula berjudi tanpa menyadarinya.
Ambil mikrometer. Ukur lembaranmu. Misalnya tebalnya .125″ pas. Kalikan dengan 8. Itu memberikan bukaan V 1.000″ untuk baja lunak. Bukan 7× karena “hampir sama.” Bukan 10× karena “itu yang tersedia di rak.” Delapan kali ketebalan adalah titik awal karena menyeimbangkan tiga hal: pembentukan radius dalam, beban tonase yang dibutuhkan, dan prediktabilitas springback.
Dalam pengaturan 8× sejati pada baja lunak, radius dalammu akan berada di sekitar 1⁄6 dari bukaan V. Dalam V 1″, itu sekitar radius dalam .160″. Radius itu menentukan seberapa banyak bagian penampang yang mengalami luluh. Ubah V menjadi 3/4″ dan radius alaminya menyusut jadi sekitar .120″. Radius yang lebih kecil berarti lebih banyak deformasi plastis. Lebih banyak deformasi plastis berarti lebih sedikit springback — dan lebih banyak tonase.
Aku pernah melihat seseorang menekan pelat 3/16″ di V 1″ karena katanya “pas.” Itu hanya sekitar 5,3× ketebalan. Tonase melonjak melewati tabel batas. Mereka mematahkan bahu die sampai bersih. Delapan ribu dolar lenyap hanya karena tidak ada yang menghitung.
Ada pengecualian: offset rapat yang lebih kecil dari sekitar 6× ketebalan material bisa berbenturan dengan die 8×. Dalam kasus itu kamu boleh menurunkan ukuran V, tapi kamu harus menghitung ulang tonase dan mengharapkan radius dalam serta angka springback yang berbeda. Ubah satu variabel, perbarui perhitungannya.
Pilih V berdasarkan ketebalan, bukan kenyamanan. Konfirmasikan hasil perhitungan dengan tabel tonase. Lalu uji pada bahan sisa.
Jika bukaan V menentukan radius alami, apa sebenarnya peran punch?
Pasang punch tajam — misalnya ujung .030″ — di atas V 1″ dengan baja 1/8″. Pemula berpikir radius dalamnya akan .030″. Tidak akan begitu. Dalam penekukan udara, lebar die sebagian besar menentukan radius dalam, bukan ujung punch, selama radius punch lebih kecil dari radius alami yang dihasilkan oleh bukaan V.
Radius dalam .160″ yang kita bicarakan tadi? Itu terbentuk karena lembaran mengambang di antara bahu die. Punch menekan material ke dalam V, dan sudut dikendalikan oleh seberapa dalam kamu menekannya — bukan oleh sudut die itu sendiri. Punch hanya memulai tekukan dan memusatkan gaya.
Sekarang ganti punch dengan radius .200″ — lebih besar dari radius alami .160″. Tiba‑tiba punch menjadi pembatasnya. Material melilit punch, dan radius dalammu membesar. Springback berubah karena zona plastisnya berubah. V sama. Ketebalan sama. Hasil berbeda.
Aku belajar itu saat mengerjakan stainless 3/32″. Kami mengganti radius punch yang lebih besar untuk mencegah retak permukaan pada bagian kosmetik yang disikat. Radius dalam meningkat sekitar 1/32″. Springback melonjak hampir satu derajat. Tidak ada yang menyesuaikan overbend. Kami membuang satu batch penuh panel dengan retakan halus dan sudut yang salah di minggu yang sama.
Sesuaikan radius punch agar sama atau sedikit lebih kecil dari radius alami yang diharapkan kecuali gambar kerja menuntut hal lain. Jika kamu sengaja mengubahnya, sesuaikan target overbend dan ekspektasi tonase.
Atur semuanya. Jalankan satu kupon uji. Ukur radius dalam dengan pengukur radius, bukan dengan mata. Lalu uji pada bahan sisa.
Setelah geometri ditetapkan, akurasi sudut bergantung pada satu gerakan yang disengaja: mengarahkan melewati target.
Ambil bahan A36 setebal 1/8″ pada V 1″. Pegas balik khas mungkin sekitar 2° dalam pembengkokan udara. Jadi jika gambar mensyaratkan 90°, Anda memprogram untuk 92°. Mungkin 93° tergantung arah serat.
Jangan menebak. Bengkokkan kupon hingga 90° saat diberi beban dan biarkan kembali. Jika terbuka menjadi 92°, Anda tahu pegas baliknya 2°. Sekarang bengkokkan hingga 88° saat diberi beban sehingga memantul menjadi 90°. Itulah yang disebut mengarahkan menembus sudut.
Yang sebenarnya Anda lakukan adalah memprediksi seberapa banyak inti elastis yang tersisa setelah tekanan dilepaskan. Anda sedang bernegosiasi dengannya. Jika Anda menekannya lebih keras dan mendekati dasar, pegas balik mengecil — tetapi sekarang variasi ketebalan yang mengontrol sudut Anda, bukan kedalaman. Begitulah cara pemula tertipu dengan berpikir bahwa tenaga kasar adalah presisi.
Saya melihat operator baru mengejar kesalahan 0,5° dengan menambah tekanan, bukan kedalaman. Ia melewati hingga menyentuh cetakan. Sudut terlihat sempurna pada lima bagian pertama. Lalu lembar berikutnya, lebih tebal .004″, menghasilkan 1,5° lebih sempit. Tanpa sadar ia telah menghilangkan ruang toleransi yang diberikan oleh pembengkokan udara.
Catat angka pegas balik sebenarnya untuk material, ketebalan, arah serat, dan V tersebut. Programkan pembengkokan berlebih secara sengaja. Lalu konfirmasi tiga bagian berturut-turut setelah benar-benar dilepaskan.
Dan ya — uji pada sisa bahan.
Namun semua ini mengasumsikan Anda berada dalam batas tonase aman. Jika salah perhitungan di sana, sisanya tidak ada artinya.
Buka bagannya. Temukan baja lunak 1/8″ pada V 1″. Anda akan melihat sekitar 12–15 ton per kaki untuk pembengkokan udara. Pada bagian sepanjang 4′, totalnya 48–60 ton. Jika rem Anda diberi peringkat 100 ton per 10′, Anda aman — selama Anda benar-benar melakukan pembengkokan udara.
Sekarang lihat angka pembenturan dasar untuk pengaturan yang sama. Angkanya bisa melonjak menjadi 25–30 ton per kaki atau lebih. Itu bisa dua kali lipat. Kadang tiga kali.
Jika pengukur tonase Anda melonjak tajam di akhir langkah, Anda tidak lagi mengambang di antara bahu. Anda sedang mendorong material ke dinding cetakan. Yang sebenarnya Anda lakukan adalah mendekati pembenturan dasar — memaksa material menyentuh dinding cetakan. Peralatan menerima beban itu sebelum Anda menyadarinya.
Kami pernah memiliki mesin press 90 ton yang mematahkan punch tersegmentasi karena seseorang berasumsi “ini hanya pelat 11‑gauge.” Mereka tidak menyadari bahwa V terlalu kecil dan bagian tersebut sepanjang 6′. Beban sebenarnya melebihi batas perkakas sekitar 20%. Baja tidak peduli dengan asumsi Anda.
Hitung ton per kaki. Kalikan dengan panjang tekukan. Bandingkan dengan kapasitas mesin dan peringkat perkakas — yang tidak selalu sama. Tetaplah berada di bawah tonase pembenturan dasar jika pekerjaan memerlukan akurasi pembengkokan udara.
Atur penghenti kedalaman berdasarkan sudut, bukan gaya. Perhatikan pengukur untuk lonjakan tak terduga. Lalu jalankan artikel pertama Anda dan ukur.
Karena begitu Anda dapat memilih V yang tepat, mencocokkan punch, mengarahkan menembus pegas balik, dan membuktikan tonasenya aman, Anda tidak lagi menghancurkan logam.
| Bagian | Konten |
|---|---|
| Judul | Membaca bagan tonase vs. menebak: Perhitungan yang mencegah kerusakan perkakas |
| Referensi Pembengkokan Udara | Buka bagannya. Temukan baja lunak 1/8″ pada V 1″. Anda akan melihat sekitar 12–15 ton per kaki untuk pembengkokan udara. Pada bagian sepanjang 4′, totalnya 48–60 ton. Jika rem Anda diberi peringkat 100 ton per 10′, Anda aman — selama Anda benar-benar melakukan pembengkokan udara. |
| Perbandingan Pembenturan Dasar | Sekarang lihat angka pembenturan dasar untuk pengaturan yang sama. Angkanya bisa melonjak menjadi 25–30 ton per kaki atau lebih. Itu bisa dua kali lipat. Kadang tiga kali. |
| Tanda-Tanda Peringatan | Jika pengukur tonase Anda melonjak tajam di akhir langkah, Anda tidak lagi mengambang di antara bahu. Anda sedang mendorong material ke dinding cetakan. Yang sebenarnya Anda lakukan adalah mendekati pembenturan dasar — memaksa material menyentuh dinding cetakan. Peralatan menerima beban itu sebelum Anda menyadarinya. |
| Contoh Kegagalan di Dunia Nyata | Kami pernah memiliki mesin press 90 ton yang mematahkan punch tersegmentasi karena seseorang berasumsi “ini hanya pelat 11‑gauge.” Mereka tidak menyadari bahwa V terlalu kecil dan bagian tersebut sepanjang 6′. Beban sebenarnya melebihi batas perkakas sekitar 20%. Baja tidak peduli dengan asumsi Anda. |
| Metode Perhitungan yang Tepat | Hitung ton per kaki. Kalikan dengan panjang tekukan. Bandingkan dengan kapasitas mesin dan peringkat perkakas — yang tidak selalu sama. Tetaplah berada di bawah tonase pembenturan dasar jika pekerjaan memerlukan akurasi pembengkokan udara. |
| Praktik Terbaik dalam Penyetelan | Atur penghenti kedalaman berdasarkan sudut, bukan gaya. Perhatikan pengukur untuk lonjakan tak terduga. Lalu jalankan artikel pertama Anda dan ukur. |
| Kesimpulan | Karena begitu Anda dapat memilih V yang tepat, mencocokkan punch, mengarahkan menembus pegas balik, dan membuktikan tonasenya aman, Anda tidak lagi menghancurkan logam. |
Kamulah yang mengendalikannya.
Dan di situlah kamu bisa mulai mengajukan pertanyaan yang lebih cerdas: kapan pelengkungan udara berhenti cukup?
Kamu sudah melakukan semuanya dengan benar — memilih V 1″ untuk A36 1/8″, mencocokkan radius punch, menargetkan 2° melewati 90°, memastikan 12–15 ton per kaki, dan hasil pertama menunjukkan 90°.
Jadi, kapan pelengkungan udara berhenti cukup?
Bukan ketika kamu malas. Tapi ketika toleransi menjadi lebih ketat dari bantalan yang diberikan oleh pelengkungan udara.
Pelengkungan udara dikendalikan karena kedalaman penekanan adalah kemudinya. Kamu mengapung di antara bahu, memprediksi springback, dan menyesuaikan hingga per seribu gerakan ram. Fleksibilitas itulah kekuatannya. Tapi fleksibilitas juga berarti pergerakan, dan pergerakan punya batas. Ketika gambar kerja menyebutkan ±0,25° pada flensa 36″, kamu tidak lagi bernegosiasi — kamu sedang diaudit.
Di situlah bottoming dan coining berperan. Bukan sebagai peningkatan. Tapi sebagai kompromi.
Mereka tidak membuatmu lebih pintar. Mereka hanya mengurangi seberapa banyak bagian itu diizinkan untuk “berpikir”.
Dalam pelengkungan udara yang bersih, perubahan ketebalan .004″ dapat menggeser sudut kamu sekitar setengah derajat, terkadang lebih tergantung pada lebar V dan kekuatan material. Itu bukan ketidaktelitian. Itu geometri.
Karena dalam pelengkungan udara, sudut berasal dari kedalaman. Dan kedalaman bereaksi terhadap ketebalan.
Jika batch lembaranmu bervariasi dari .119″ hingga .123″, sumbu netralmu — garis imajiner dalam penampang yang tidak meregang atau memadat — bergeser sedikit. Itu mengubah berapa banyak inti elastis yang tersisa setelah pelepasan. Springback berubah. Programmu yang diatur 92° saat diberi beban bisa kembali menjadi 89,5° pada satu lembar dan 90,7° pada lembar berikutnya.
Sekarang bayangkan gambar kerja yang mensyaratkan 90° ±0,25°. Kamu bisa menyetel ram hingga ketepatan berulang .001″. Mesin press bisa sempurna. Perhitungannya bisa benar. Tapi material itu sendiri menggeser sasaran.
Aku melihat seorang anak mencoba mempertahankan ±0,25° pada stainless 3/16″ di V 1‑1/4″. Dia terus menyesuaikan kedalaman .002″ setiap kali. Bagian-bagiannya keluar-masuk dari toleransi sepanjang sore. Kami membuang 38 braket sebelum dia mengerti bahwa bukan mesinnya yang salah — tapi variasi yang dengan sopan ditoleransi oleh pelengkungan udara.
Ketika rentang toleransi lebih sempit daripada variasi material, pelengkungan udara mencapai batasnya.
Jadi, apa yang terjadi jika kamu berhenti membiarkan kedalaman mengendalikan segalanya?
Bottoming berarti Anda dengan sengaja menekan punch hingga material menyentuh dinding cetakan. Bukan menghancurkannya rata — itu coining — tetapi menempatkannya dengan kuat di dalam bentuk V sehingga sudut cetakan kini menjadi faktor penting.
Anda mengalihkan kendali dari kedalaman ram ke geometri alat.
Itulah mengapa mesin press brake lama dengan pengulangan kedalaman yang kurang baik tetap dapat menghasilkan sudut presisi dalam bottoming. Cetakan menjadi pengatur utama. Setelah material benar‑benar duduk, perubahan ketebalan kecil tidak menyebabkan sudut berubah drastis karena dinding cetakan menahannya.
Namun inilah biayanya.
Sudut punch, sudut cetakan, dan ketebalan material harus hampir sama persis. Jika Anda menekuk 90° pada material 1/8″, Anda memerlukan punch 90° dan cetakan 90° yang disesuaikan untuk ketebalan tersebut. Ingin 88°? Cetakan baru. Ketebalan berbeda? Kemungkinan butuh cetakan baru lagi.
Saya pernah mengganti material dari .120″ ke .135″ di tengah proses dan mencoba menggunakan pengaturan bottoming yang sama. Sudut hasilnya terbuka 1° karena lembaran yang lebih tebal tidak bisa duduk sepenuhnya tanpa tonase tambahan. Kami memaksanya. Akibatnya bahu cetakan retak dan biayanya lebih mahal dari seluruh pekerjaan.
Bottoming memberi Anda keterulangan dengan mengorbankan fleksibilitas. Sempurna untuk 1.000 bagian identik. Menyiksa untuk lima bagian dengan sudut berbeda‑beda.
Jadi bagaimana jika bahkan bottoming masih belum cukup presisi?
Coining adalah saat Anda berhenti bernegosiasi dan menulis ulang “memori” material.
Anda menekan ujung punch ke dalam material dengan gaya yang cukup besar — kadang 5 hingga 10 kali tonase bending udara — sehingga secara plastis menekan permukaan bagian dalam. Anda tidak sekadar menekuk lagi. Anda menipiskan material di garis tekukan.
Springback hampir nol karena hampir seluruh penampang telah mengalami luluh plastis.
Sudut sama dengan sudut punch. Titik.
Terdengar sempurna, bukan?
Inilah yang jarang diberitahukan: tonase itu melonjak dengan cepat. Ambil baja 1/8″ yang memerlukan sekitar 15 ton per kaki untuk bending udara. Coining dapat membutuhkan lebih dari 100 ton per kaki tergantung pada radius punch dan bukaan cetakan. Alat Anda merasakan seluruh bebannya.
Kami pernah melakukan coining pada stainless 16‑gauge untuk menghasilkan lipatan 90° dengan tampilan sempurna yang harus rata sepenuhnya. Setelah 600 kali penekanan, ujung punch mulai mengembang. Setelah 1.200 kali, sudut berubah karena geometri alat berubah. Metode “sempurna” itu hancur di tengah proses.
Dan Anda juga secara permanen menipiskan zona tekukan. Pada komponen struktural, hal itu penting.
Coining adalah pisau bedah yang terbuat dari palu godam.
Jadi sekarang pertanyaan sebenarnya bukanlah metode mana yang paling akurat, melainkan apakah pekerjaan tersebut sepadan dengan penderitaannya.
Air bending: satu V die, beberapa sudut, pergantian setup minimal. Anda menyesuaikan kedalaman dan langsung jalan. Umur alat panjang karena Anda tetap di bawah tonase bottoming.
Bottoming: perkakas khusus untuk sudut tertentu, pencocokan yang hati-hati, beban lebih tinggi. Waktu setup lebih lama. Keausan alat meningkat, tetapi Anda mendapatkan keterulangan pada batch besar.
Coining: beban maksimum, keausan alat tercepat, fleksibilitas paling rendah — tetapi springback hampir nol.
Jika Anda menjalankan 25 bracket dengan tiga sudut berbeda, air bending selalu menang. Anda akan menghabiskan lebih banyak waktu mengganti die bottoming daripada benar-benar menekuk.
Jika Anda menjalankan 5.000 rel stainless yang harus mempertahankan ±0,25° sepanjang hari, bottoming mungkin terbayar hanya dari pengurangan scrap.
Jika Anda membuat kontak listrik presisi di mana sudut harus benar-benar tepat dan springback tidak boleh ada, coining layak digunakan — dan Anda menganggarkan keausan perkakas seperti barang habis pakai.
Sebagian besar pemula berpikir bottoming dan coining lebih “akurat.” Tidak. Mereka lebih membatasi.
Air bending adalah standar karena memungkinkan Anda mengendalikan fisika, bukan melawannya. Bottoming dan coining adalah pilihan ketika gambar kerja, volume, atau mesin memaksa Anda melakukannya.
Dan setelah Anda tahu metode mana yang dipilih dan alasannya, keterampilan berikutnya bukan memilih prosesnya.
Tetapi membaca hasil tekukan yang buruk dan menelusurinya kembali ke variabel yang terlewat.
Anda melepas bracket A36 sepanjang 36″ dengan ketebalan 1/8″ dari mesin press brake. Ujung kiri menunjukkan 90°. Tengah menunjukkan 91°. Ujung kanan menunjukkan 88,5°. Program sama. Alat sama. Operator sama.
Jadi apa yang gagal — tempat dudukan, perkakas, material, atau metode Anda?
Berhenti menyalahkan mesin selama lima menit dan lihat komponen itu seolah sedang berbicara dengan Anda. Sebuah tekukan tidak pernah berbohong. Ia memberi tahu Anda ke mana gaya bekerja, di mana material menahan, dan di mana Anda kehilangan kendali terhadap springback. Tugas Anda bukan menghancurkannya agar lebih lurus. Tugas Anda adalah membaca petunjuk-petunjuknya dan menelusurinya kembali ke satu variabel dalam satu waktu.
Begitulah cara Anda tetap mengendalikan air bending, bukan membiarkannya menyimpang begitu saja.
Bayangkan lagi bracket 36″ itu. Ujung-ujungnya rapat. Bagian tengah terbuka 1°.
Pertanyaan pertama: apakah kesalahannya bertahap dan berpusat? Itu seperti defleksi. Saat Anda memberikan beban 12–15 ton per kaki untuk menekuk A36 1/8″ dalam V 1″, Anda menahan gaya seberat jembatan kecil di sepanjang tempat dudukan. Ram dan bed melengkung ke atas di bagian tengah kecuali kompensasi crowning diterapkan. Penetrasi yang lebih sedikit di tengah berarti overbend yang lebih sedikit, yang berarti lebih banyak springback di sana. Sudut terbuka di tengah setiap kali.
Saya pernah melihat sebuah bengkel membuang 40 rel sebelum memeriksa crowning. Mereka terus menambah kedalaman sebesar 0,003″ untuk mencoba memperbaiki bagian tengah. Itu hanya membuat ujung-ujungnya terlalu bengkok. Kesalahan yang mahal.
Bagaimana cara mengisolasinya? Jalankan bagian yang sama, pengaturan yang sama, tetapi tekuk kupon 6″ di tengah mesin saja. Lalu tekuk kupon 6″ lainnya di dekat sisi kiri. Jika potongan pendek cocok tetapi yang panjang tidak, berarti Anda sedang melihat defleksi rangka. Sesuaikan crowning. Uji pada bahan sisa.
Sekarang misalkan sudut berayun secara acak — rapat, terbuka, rapat — tidak ada pola. Itu biasanya variasi ketebalan material. Ingat ketika saya mengatakan kedalaman penetrasi adalah kemudi? Dalam penekukan udara, sudut dikendalikan oleh seberapa dalam Anda menekan — bukan oleh sudut matris itu sendiri. Jika lembaran Anda bervariasi dari .119″ hingga .123″, sumbu netral bergeser dan inti elastis berubah. Springback bergeser bersamanya.
Saya pernah melihat seorang anak mengejar ±0,25° sepanjang sore pada baja tahan karat 3/16″ karena dia tidak mengukur tumpukan. Selisih empat seperseribu ketebalan membuatnya kehilangan 38 bagian. Kesalahan yang mahal.
Ukur tiga titik di seluruh lembaran. Jika ketebalan berubah, sudut Anda akan berubah kecuali Anda mengimbangi kedalaman per lembar atau memperketat spesifikasi material. Uji pada bahan sisa.
Kemungkinan terakhir: perkakas. Jika punch tidak terpasang sempurna atau bahu die aus tidak merata, satu ujung bisa menembus lebih dalam daripada yang lain. Oleskan pewarna layout pada ujung punch, lakukan tekanan ringan, dan periksa pola kontaknya. Tanda jejak yang tidak merata berarti masalah penyetelan, bukan fisika. Bersihkan, pasang ulang, kencangkan kembali. Uji pada bahan sisa.
Melihat polanya? Anda tidak menebak. Anda mengisolasi.
Tapi bagaimana jika sudutnya benar dan logamnya malah retak?
Ambil strip baja tahan karat 3/32″. Tekuk 90° melintang arah serat dalam V 1/2″ dengan jari-jari punch tajam sekitar 1/32″. Anda akan mendengarnya sebelum melihatnya — bunyi robekan halus itu. Lalu retakan garis rambut muncul di permukaan luar.
Apa yang terjadi?
Saat Anda menekuk, bagian dalam terkompresi dan bagian luar meregang. Semakin kecil jari-jari bagian dalam, semakin banyak serat luar memanjang. Jika jari-jari punch Anda lebih kecil dari yang bisa ditahan material, Anda melebihi batas perpanjangan material tersebut. Melintang arah serat memperburuknya karena arah serat akibat proses rolling sudah memiliki struktur memanjang. Anda meregangkannya dengan cara yang sulit.
Saya pernah membuang satu rak penuh braket baja tahan karat 3/32″ karena kami menekuk tegak lurus terhadap arah serat dengan punch yang terlalu tajam. Gambar kerja tidak mencantumkan arah serat. Kami berasumsi. Asumsi itu menghabiskan waktu seminggu. Kesalahan yang mahal.
Diagnosisnya sederhana. Ukur jari-jari bagian dalam Anda. Dalam penekukan udara, jari-jari bagian dalam kira-kira 16% dari bukaan die untuk baja lunak. Jadi V 1″ menghasilkan jari-jari bagian dalam sekitar .160″. Jika lebih sempit — misalnya V 1/2″ — Anda mendekati proses bottoming dan memaksa radius yang lebih kecil. Sebenarnya Anda sedang mendekati bottoming — memaksa material untuk menyentuh dinding die — dan itu meningkatkan regangan di permukaan.
Putar benda kerja 90° dan tekuk lagi. Jika retakan menghilang sesuai arah serat, Anda sudah menemukan penyebabnya. Jika tidak, buka bukaan die satu ukuran dan tingkatkan jari-jari bagian dalam. Uji pada bahan sisa.
Retakan tidak pernah terjadi secara acak. Itu adalah regangan yang melebihi keuletan. Tugas Anda adalah mengurangi regangan atau mengubah arahnya.
Sekarang bagaimana dengan bagian yang tidak retak dan tidak bervariasi sudutnya — hanya saja secara fisik tidak memungkinkan untuk membuat tekukan kedua?
Bayangkan sebuah saluran: web 2″, flange 1″ di kedua sisi, tebal 1/8″. Anda menekuk satu flange 1″ ke atas 90° dalam V 1″. Bersih. Lalu Anda membaliknya untuk menekuk flange yang berlawanan.
Flange yang sudah ditekuk menabrak badan punch sebelum tekukan kedua mencapai 90°. Anda berhenti di 75°. Mesin bukan lemah. Geometrinya yang menghalangi Anda.
Saya pernah melihat seorang magang memaksa satu bagian seperti itu, mengira tonase akan memperbaiki jarak bebas. Ia menekannya lebih keras. Meninggalkan bekas pada bahu punch dan mendistorsi flange pertama. Dua bagian rusak sebelum kami menghentikannya. Kesalahan yang mahal.
Masalahnya bukan pada gaya. Masalahnya ada pada urutan dan kelonggaran alat. Dalam proses air bending, punch memiliki lebar tubuh. Jika flensa balik terlalu dekat, ia akan bertabrakan sebelum penetrasi penuh. Ingat: punch mendorong material ke dalam V, dan sudut dikendalikan oleh seberapa dalam kamu menekan — bukan oleh sudut cetakan itu sendiri. Jika kamu tidak bisa mencapai kedalaman, kamu tidak akan bisa mencapai sudut.
Perbaiki dengan menekuk flensa yang paling jauh terlebih dahulu, atau gunakan punch leher angsa dengan rongga tenggorokan. Letakkan bagian terhadap punch sebelum siklus dan periksa secara fisik adanya kemungkinan benturan. Jika baja menyentuh baja di tempat yang tidak seharusnya, seberapa pun tonase-nya tidak akan menyelesaikan masalah. Ujilah pada bahan sisa.
Setiap tekukan buruk masuk ke satu dari tiga kategori: distribusi gaya, perilaku material, atau gangguan geometri. Bagian tersebut akan memberitahumu kategori mana — jika kamu berhenti memperlakukan mesin press seperti palu dan mulai memperlakukan baja seperti pegas yang sedang kamu ajak bernegosiasi.
Dan begitu kamu bisa membaca petunjuk-petunjuk itu tanpa panik, kamu berhenti bereaksi terhadap tekukan buruk.
Kamu mulai memprediksinya.
Kamu ingin tekukan yang tidak mengejutkanmu?
Maka berhentilah mencoba mencapai 90°.
Bulan lalu kami menekuk A36 setebal 1/8″ dalam cetakan V 1″. Tekukan pertama terbaca 90°. Anak baru itu tersenyum. Ia mengeluarkannya, memeriksa lagi lima menit kemudian — 91,5°. Baja mengendur. Ia mengira mesin bergeser dan menambah kedalaman sebesar .010″. Sekarang hasilnya keluar di 88,5° setelah springback. Tiga bagian berlalu dan kami mengejar bayangan.
Kesalahan yang mahal.
Kamu tidak sedang membuat tekukan 90°. Kamu sedang menekuk hingga 92° agar mengendur kembali ke 90°. Itulah model mental overbend. Kamu tidak melawan springback. Kamu merencanakannya.
Dan setelah kamu menerima itu, pertanyaan pengaturan pun berubah.
Baja adalah pegas dengan titik luluh. Sampai titik luluh, ia melentur dan kembali. Setelah melewati titik luluh, ia tetap bengkok — tetapi inti elastis di dalamnya masih ingin terbuka. Pembukaan itu adalah springback.
Dalam air bending, punch tidak mencetak sudut ke dalam cetakan. Ia mendorong material ke dalam V, dan sudut dikendalikan oleh seberapa dalam kamu menekan — bukan oleh sudut cetakan itu sendiri. Kedalaman itu menentukan seberapa jauh melewati titik luluh kamu menekan serat luar sebelum kamu melepaskannya.
Jadi target sebenarnya bukan 90°. Targetnya adalah 90° plus seberapa besar pegas balik dari batch material dengan ketebalan ini dalam bukaan V ini.
Contoh hipotetis: baja lunak 0,125″ dalam cetakan V 1″ mungkin memiliki springback 1,5° hingga 2°. Stainless dengan ketebalan sama dalam V yang sama mungkin memiliki springback 3° atau lebih. Mesin sama. Cetakan sama. Perilaku berbeda.
Jika kamu menyetel sampai pengukur membaca 90° saat ditekan, kamu justru membuat hasil akhir terbuka setelah dilepaskan. Itu cara berpikir pemula — menaklukkan logam dengan paksa.
Aku pernah melihat seseorang mencoba “membunuh” springback dengan menaikkan tonase sampai punch hampir menyentuh bahu cetakan. Yang sebenarnya dilakukan adalah mendekati proses bottoming — memaksa material menyentuh dinding cetakan. Ia meninggalkan dua garis kilap dan sedikit perubahan radius yang merusak 24 panel kosmetik.
Kesalahan yang mahal.
Jadi inilah perubahannya: tentukan overbend yang disengaja sebelum bagian pertama yang sebenarnya. Bukan dengan menebak. Tapi dengan membuktikannya. Pada bahan sisa.
Kamu tidak belajar springback dari bagan yang ditempel di dinding. Kamu mempelajarinya dari kupon sepanjang 4″ yang dipotong dari lembaran yang sama dengan yang akan kamu jalankan.
Ketebalan sama. Arah serat sama. Perkakas sama. Posisi mesin sama.
Lakukan satu pukulan. Ukur setelah dilepas. Jika kamu butuh 90° dan hasilnya 91,8°, berarti 1,8° terbuka. Tambah kedalaman penetrasi sedikit — sekitar .005″ hingga .010″ untuk pelat tipis — lalu pukul kupon lain.
Ukur lagi.
Ketika hasilnya santai pada 90°, berhenti ubah kedalaman. Kunci posisinya. Jalankan produksi.
Kupon kecil itu baru saja memberi tahu kamu “pajak springback” untuk material dan pengaturan ini. Bayar itu sekali, di awal.
Saya pernah melihat bengkel melewati langkah ini karena “kami sudah menjalankan pekerjaan itu bulan lalu.” Batch panas berbeda. Ketebalannya kali ini lebih berat .003″. Mereka membuang 60 braket sebelum mengakui pengaturan kemarin tidak bisa menekuk baja hari ini.
Kesalahan yang mahal.
Kupon hanya berlaku sekitar satu batch. Palet baru? Tes baru. Dan kamu selalu memverifikasi setelah dilepas, bukan saat masih menahan beban.
Jika kamu ingin hasil tekukan yang dapat diprediksi, buktikan overbend terlebih dahulu — lalu lindungi itu.
Yang membawa kita ke momen yang benar-benar penting.
Sebelum kakimu bergerak, tanyakan tiga hal.
Satu: Berapa perkiraan springback saya untuk material dan bukaan V ini? Jika kamu tidak tahu, kamu hanya menebak. Potong kupon.
Dua: Apakah mesin saya mampu mempertahankan kedalaman penetrasi dalam toleransi beberapa ribuan inci? Sudut pada air bending hidup dan mati dari kendali kedalaman. Pada material tipis 0.060″, tambahan langkah .005″ bisa mengubah satu derajat penuh. Mesin press brake lama dengan stop yang longgar bisa membuat air bending tampak “tidak konsisten” padahal penyebabnya permainan mekanis. Jika press brakemu tidak bisa mengulang kedalaman secara konsisten, kamu harus menyesuaikan ekspektasi atau pilih bottom bending dan terima beban tonase.
Tiga: Apakah toleransi ini layak untuk air bending? Aturan umum industri — air bending bisa menangani sekitar 90% pekerjaan dengan baik. Tapi jika gambar kerja menuntut ±0,5° pada pelat tipis dan ketebalan material bervariasi ±.005″, pahami konsekuensinya. Air bending memindahkan tanggung jawab presisi kepada kamu dan material. Bottom bending menggunakan tonase untuk menghilangkan variabilitas dari persamaan.
Saya pernah melihat 200 panel kosmetik rusak karena seseorang memilih coining demi “jaminan sudut.” Tonase tiga kali lipat dari yang dibutuhkan air bending. Perkakas meninggalkan bekas di setiap permukaan.
Kesalahan yang mahal.
Jadi inilah sudut pandang yang ingin saya bawa untukmu pada shift berikutnya:
Kamu tidak memerintah baja. Kamu bernegosiasi dengan pegas. Kamu menekuk melewati target dengan sengaja. Kamu memverifikasi pada sisa potongan. Kamu mengunci kedalaman, bukan harapan.
Ketika kamu berpikir dalam overbend alih-alih “pukul 90°,” press brake berhenti menjadi palu.
Ini menjadi sebuah alat ukur.
Dan sekarang pertanyaan sebenarnya bukan seberapa kuat kamu harus menekan.
Tetapi seberapa tepat kamu dapat memprediksi apa yang terjadi saat kamu melepaskannya.


















