

Alle 16:37 stavamo impilando pannelli 5052 lucidati che sembravano perfetti sotto le luci dell’officina. Alle 17:10, alla luce del sole, ogni linea di piega mostrava una leggera cicatrice a chiusura lampo proveniente dalla matrice inferiore. Ventiquattro pannelli a $202,50 ciascuno. $4.860,00 finiti direttamente nel rack degli scarti perché ci fidavamo del nastro adesivo per “proteggere” un lavoro da $38.000.
Non ho cambiato marca di nastro dopo quella volta. Ho cambiato il modo in cui pensavo a ciò che si trova tra il punzone e il mio margine di profitto.
La maggior parte delle officine tratta la pellicola per presse piegatrici come stracci da officina: economica, sostituibile, sufficiente finché non si strappa. Anch’io lo facevo. Un rotolo di nastro adesivo costa quanto un pranzo; una striscia di pellicola in PVC sembra pulita e scorrevole. La logica sembra inattaccabile: se la matrice non tocca il pezzo, il pezzo non si graffia.
Ma quella logica ignora cosa fanno 60 tonnellate di forza in una zona di contatto da 1/8 di pollice. Sotto carico, la piegatrice non “si appoggia” sulla pellicola. La comprime, la assottiglia e la spinge lateralmente. Ciò che inizia come una barriera si trasforma in un nastro trasportatore, trascinando sporco e imperfezioni della matrice lungo l’alluminio lucido.
Se il materiale tra il pezzo e la matrice si deforma in modo imprevedibile, stai proteggendo la superficie — o semplicemente spostando il danno?
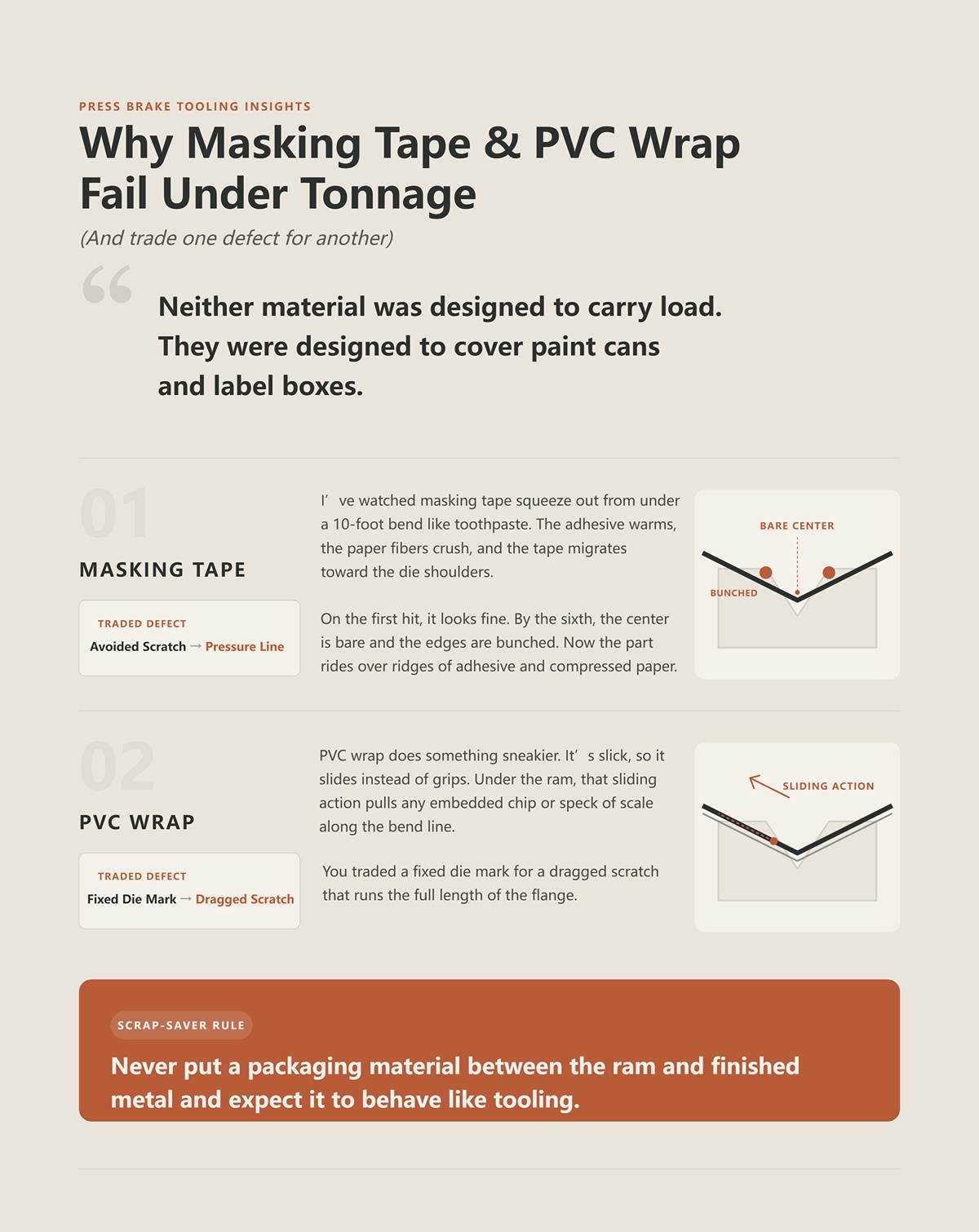
Ho visto il nastro adesivo schiacciarsi fuori da una piega di 10 piedi come dentifricio. L’adesivo si scalda, le fibre di carta si comprimono e il nastro migra verso le spalle della matrice. Al primo colpo sembra tutto a posto. Al sesto, il centro è nudo e i bordi sono raggrinziti. Ora il pezzo scorre su creste di adesivo e carta compressa.
Così il graffio che volevi evitare diventa una linea di pressione causata da spessore irregolare.
La pellicola PVC fa qualcosa di più subdolo. È scivolosa, quindi scorre invece di aderire. Sotto il punzone, quell’azione di scorrimento trascina lungo la linea di piega qualsiasi scheggia o particella di scala incorporata. Hai scambiato un segno fisso della matrice con un graffio trascinato che percorre tutta la lunghezza della flangia.
Nessuno dei due materiali è stato progettato per sopportare carichi. Sono stati progettati per coprire barattoli di vernice e etichettare scatole.
Regola salva-scarto: non mettere mai un materiale da imballaggio tra il punzone e il metallo finito aspettandoti che si comporti come un utensile.
Fai i conti come farebbe un caposquadra alle 18:00, non come li farebbe l’ufficio acquisti alle 9:00.
Supponi di piegare 200 pannelli di acciaio preverniciato a settimana, margine di profitto $18 per pezzo. Se la protezione “sufficientemente buona” causa il rifiuto anche solo del 3% per danno cosmetico, sono sei pezzi. $108 di margine perso questa settimana. In un anno, sono $5.616.
Ora considera la pellicola in poliuretano di alta qualità per la stessa pressa. Anche se ti costa qualche migliaio di dollari all’anno, il punto di pareggio del tasso di scarto è sorprendentemente basso — spesso inferiore al 2% per lavori sensibili all’aspetto cosmetico.
Il punto di svolta non è drammatico. È silenzioso. Un pannello qua, una rilavorazione là. Un cliente che chiede uno sconto perché “la finitura non è uniforme”.”
Quando abbiamo deciso che perdere pezzi finiti fosse più economico che migliorare lo strato che protegge ogni singola piega?
Ho pagato per far lucidare le matrici a specchio. Sembravano cromo. Alla prima serie su alluminio anodizzato, e abbiamo comunque visto graffietti sottili.
Perché la lucidatura non cambia la pressione. Il freno concentra la forza lungo due strette spalle della matrice a V. Anche una superficie perfetta subirà micro-grippaggi — trasferimenti microscopici di materiale tra matrice e pezzo — soprattutto con leghe più morbide. Aggiungi una sola particella invisibile di polvere d’officina, e quella particella diventa un utensile da taglio sotto carico.
Utensili nudi e lucidati eliminano una variabile: la rugosità superficiale. Non eliminano la contaminazione. Non distribuiscono la forza. Non assorbono gli urti.
Pensavamo che la lucentezza fosse protezione. Era solo estetica.
Se la finitura della matrice non può cambiare la fisica della tensione di contatto, cosa può farlo?
Su una pressa piegatrice da 10 piedi che lavora una 5052 di 0,125 pollici, formavamo un angolo di 90° con circa 60 tonnellate distribuite sulla lunghezza. Il nastro adesivo di mascheratura si è spaccato al terzo colpo. Il PVC si è raggrinzito e ha lucidato le spalle della matrice sul pezzo. Poi abbiamo inserito una striscia di poliuretano da 90 durometri — un vero film per matrice, non plastica da ferramenta — e abbiamo eseguito lo stesso programma.
Al tonnellaggio di picco, si poteva vedere comprimersi. Non estrudersi. Non tagliarsi. Comprimersi.
E quando il pistone si sollevava, tornava al suo spessore originale.
Quel rimbalzo è tutta la storia. La pressa applica la forza in una linea stretta lungo le spalle della matrice. Se il materiale in quella linea snerva — cioè si deforma permanentemente — hai perso spessore, perso uniformità e invitato il contatto metallo-metallo. Se invece ha memoria — recupero elastico — assorbe l’urto e ritorna, pronta per il ciclo successivo. Questo non è comportamento da imballaggio. È comportamento da portante di carico.
Regola salva-scarti: se lo strato tra il tuo pezzo e la matrice non recupera elasticamente dopo il pieno tonnellaggio, non è protezione — è scarto preannunciato.

Ferma l’attimo in cui il punzone raggiunge il fondo della corsa.
L’acciaio cede sulla linea di piega. Le spalle della matrice concentrano la forza in una zona di contatto di circa un ottavo di pollice. La barriera nel mezzo ha due opzioni: scorrere o deviare.
Il nastro di mascheratura scorre. Le fibre di carta si schiacciano, l’adesivo si ammorbidisce per il calore da attrito e il materiale migra lateralmente. Quella migrazione assottiglia la linea centrale. Al sesto pezzo, in pratica, stai piegando su acciaio nudo con creste adesive ai bordi.
Il poliuretano — quando specificato correttamente — invece devia. Sotto la penetrazione del punzone si comprime e forma una matrice femmina temporanea. L’ho visto avvolgere il foglio intorno al naso del punzone, conformandosi quel tanto che basta per sostenere la piega senza imprimere il bordo della matrice. Non è un’ammortizzazione passiva. È la geometria che cambia sotto carico.
Ma ecco il punto che la maggior parte dei rappresentanti di vendita non dice ad alta voce: il poliuretano “si attiva” solo se lo carichi davvero. Una penetrazione troppo superficiale, un tonnellaggio troppo prudente, e resta lì come un tappetino rigido. Nessun avvolgimento. Nessuna ridistribuzione. Pensi di essere protetto, ma la tensione di contatto è ancora sulle spalle della matrice.
Ma quella logica ignora cosa fanno 60 tonnellate di forza in una zona di contatto da 1/8 di pollice. A carico sufficiente, il poliuretano di alta qualità entra nel suo intervallo di compressione elastica e immagazzina energia invece di cedere spessore. Quando il pistone si ritrae, quell’energia immagazzinata lo riporta al profilo originale. Questa è memoria. Questa è ripetibilità.
Le diverse formulazioni contano. Una striscia più morbida da 70 durometri si conformerà perfettamente con acciaio preverniciato di spessore leggero, ma può consumarsi più rapidamente sull’acciaio inox pesante. Un elemento più duro da 95 durometri resiste a tonnellaggi maggiori ma non si avvolgerà con la stessa efficacia sull’alluminio sottile. La fisica non cambia — cambia solo la finestra operativa.
Quindi la vera domanda non è “Il poliuretano funziona?”, ma “Il durometro è abbinato al carico che stai effettivamente utilizzando?”
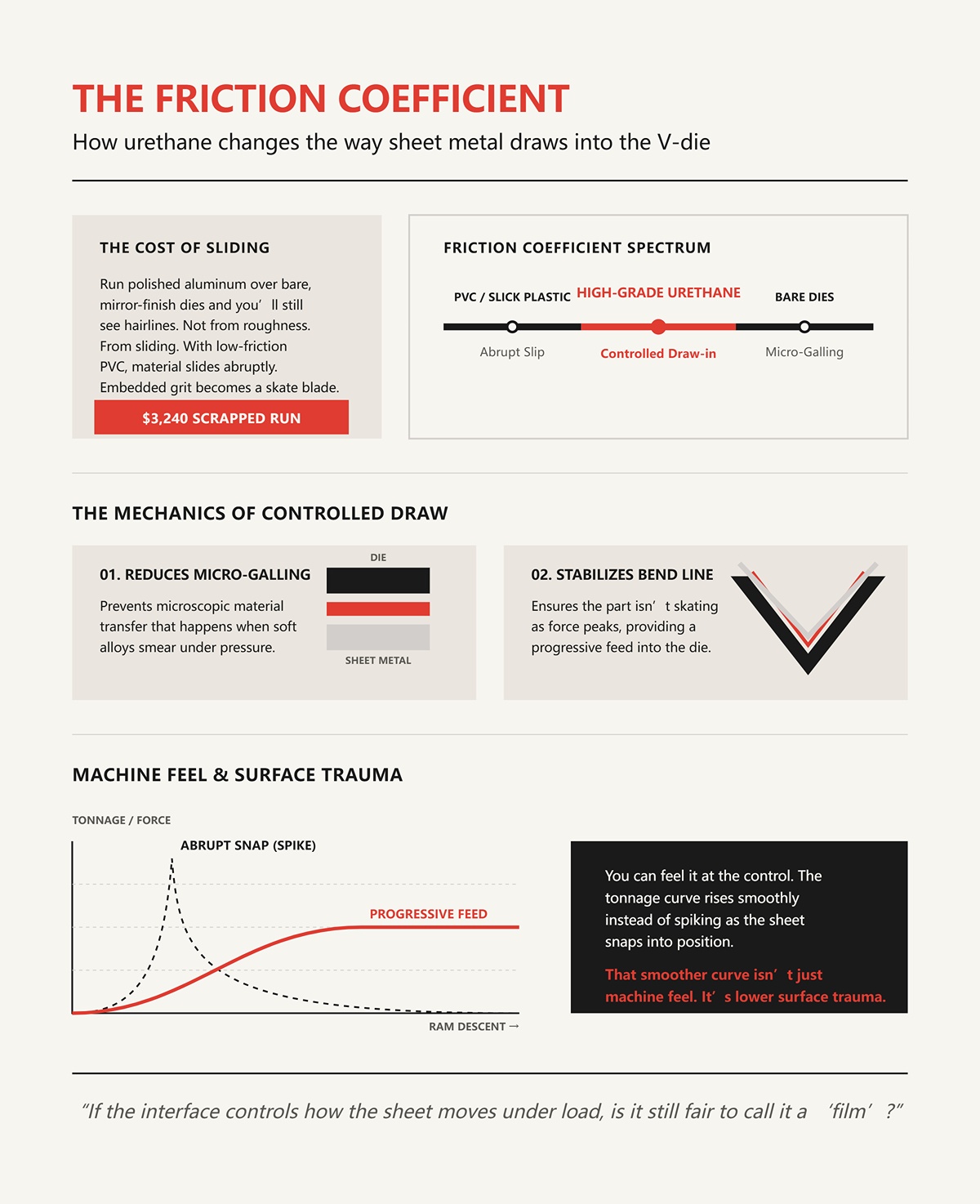
Esegui l’alluminio lucidato su matrici nude a finitura a specchio e vedrai comunque delle micro-linee. Non dovute alla rugosità. Ma allo scorrimento.
Quando il punzone scende, il foglio deve tirarsi dentro la V. Con interfacce a basso attrito—come il PVC—il materiale scivola bruscamente. Qualsiasi granello intrappolato diventa una lama di pattino, trascinata lungo tutta la lunghezza della flangia. Ho scartato tirature in cui l’unico difetto visibile era una singola linea continua, perfettamente centrata, $3.240 pezzi persi perché il film ha permesso al pannello di muoversi troppo liberamente.
L’uretano di alta qualità cambia questa interazione perché il suo coefficiente d’attrito è più alto rispetto alla plastica liscia ma più basso del contatto diretto acciaio su alluminio. Aderisce quanto basta per controllare il tiraggio. Invece di uno slittamento improvviso, ottieni un avanzamento più progressivo dentro la matrice.
Quel tiraggio controllato fa due cose. Primo, riduce il micro-grippaggio—il trasferimento microscopico di materiale che si verifica quando le leghe morbide si spalmiano sotto pressione. Secondo, stabilizza la linea di piega in modo che il pezzo non scivoli mentre la forza raggiunge il picco.
Lo puoi percepire al comando. La curva di tonnellaggio sale in modo uniforme invece di avere picchi quando il foglio scatta in posizione. Quella curva più regolare non è solo una questione di sensazione sulla macchina. È un trauma superficiale minore.
Se l’interfaccia controlla come il foglio si muove sotto carico, è ancora corretto chiamarlo “film”?
Prendi una matrice a V con un’apertura di 0,500 pollici. Il contatto avviene lungo due strette spalle. Anche se quelle spalle sono lucidate, restano comunque bordi. I bordi concentrano lo stress.
Metallo su metallo, quello stress imprime qualsiasi cosa viva sulla superficie della matrice nel pezzo—segni degli utensili, schegge incastonate, persino la lieve venatura di una passata di levigatura. Ho visto acciaio pre-rivestito uscire con linee fantasma che corrispondevano esattamente alla direzione di molatura della matrice. La matrice non era ruvida. La pressione era concentrata.
Quando l’uretano si comprime, diffonde quel carico lateralmente. Non all’infinito. Solo quanto basta. La zona di contatto si allarga da una linea a lama a un’area leggermente più ampia e flessibile. Forza divisa su una superficie più grande significa pressione di picco più bassa. Pressione di picco più bassa significa meno impronte.
Immagina di premere il polpastrello nel legno duro rispetto a premerlo su un pad di gomma sopra il legno duro. Stessa mano. Segno diverso. Il pad non elimina la forza; la distribuisce.
Quella distribuzione è il motivo per cui le matrici in uretano multiuso possono formare raggi più stretti su materiali diversi. Il materiale si adatta sotto carico, comportandosi come una matrice temporanea su misura per ogni spessore. Per un’officina che lavora leghe miste nella stessa settimana, quella adattabilità non è una comodità. È un’assicurazione.
Un’assicurazione che si trova direttamente tra il punzone e il tuo margine di profitto.
E questo ci porta alla domanda pratica che interessa davvero a un caposquadra: se il comportamento dell’uretano dipende dal durometro, dall’intervallo di compressione e dal modo in cui è montato sulla matrice, come si confrontano le opzioni in dollari per piega invece che in dollari per rotolo?
Ventiquattro pannelli a $202 ciascuno.
Era una singola tiratura di facciata in acciaio inox—spazzolato, pre-finitura, tagliato al laser con feritoie decorative. Li abbiamo piegati su un film standard da .030 pollici che “ha sempre funzionato.” Al pannello diciotto, le gambe interne hanno iniziato a mostrare lievi linee di spalla vicino alle feritoie. Non lungo tutta la flangia—solo dove la geometria concentrava la forza. Abbiamo continuato a lavorare. Al pannello ventiquattro, ogni pezzo mostrava segni fantasma intorno ai fori di taglio. Totale scarto: $4.848. Il film non si era strappato. Semplicemente si era ammorbidito, compresso più di quanto avesse all’inizio del turno, e aveva modificato il modello di pressione sotto la pressa.
Quindi, quando qualcuno chiede come confrontare l’uretano in dollari per piega, non comincio dal prezzo per rotolo. Comincio da: quanto è stabile l’interfaccia dal primo colpo al cinquecentesimo?
Sulla carta, vedrai 70A, 80A, 90A, 95A—valori di durometro che descrivono la durezza. In pratica, trovi di solito due spessori sul mercato: .015″ e .030″. Tutto qui. Quindi la vera variabile non è tanto lo spessore quanto la durezza e il modo in cui si comporta all’interno del tuo intervallo di tonnellaggio.
Fai scorrere acciaio inossidabile 304 calibro 14 a 60 tonnellate su una V stretta. Una pellicola 70A si modellerà perfettamente sui primi dieci piegamenti. Al cinquantesimo, sarà permanentemente compressa sulla linea centrale. Il poliuretano non cede come il nastro adesivo. Scivola lentamente. Con l’usura, diventa effettivamente più morbido e più elastico in quella zona di contatto. La posizione al fondo corsa non è cambiata. Il martinetto non si è mosso. Ma l’angolo si apre di mezzo grado perché la pellicola non oppone più la stessa resistenza che aveva al mattino.
Questo è il “drift” di cui parlano i critici quando dicono che il nylon è “più ripetibile”. Il nylon non si comprime tanto, quindi mantiene la geometria più a lungo. Segna più facilmente e non controlla l’attrito allo stesso modo. È un diverso modo di cedimento.
Ora passa a alluminio preverniciato da 0,063 pollici. Una pellicola 95A durerà per sempre. Non si conformerà molto a tonnellaggi bassi. Otterrai protezione, ma non quel controllo del richiamo di cui abbiamo parlato prima. Il foglio può scivolare, specialmente intorno a fori e intagli, e i segni dello stampo compariranno esattamente dove il materiale rivestito in PVC fallisce ancora — nei punti di concentrazione dello stress geometrico.
Quindi abbinare il durometro non significa “più morbido per metalli morbidi, più duro per metalli duri.” Si tratta di abbinare l’intervallo di compressione elastica al tuo carico reale per pollice. Se la tua pressa non spinge mai la pellicola nella sua zona di lavoro, non stai usando un’interfaccia portante. Stai solo posando una tovaglietta costosa.
Regola “Salva-Rottami”: scegli un durometro che raggiunga la compressione elastica controllata al tuo tonnellaggio reale, non al massimo teorico.
Ho staccato una pellicola adesiva da uno stampo inferiore dopo una lunga lavorazione dell’acciaio inox e ho sentito la variazione di adesività con il pollice. L’attrito riscalda la zona di contatto. Non diventa rovente, ma abbastanza calda da ammorbidire alcuni adesivi sensibili alla pressione.
Significa che la pellicola autoadesiva lascia sempre residui? No. Significa che il rischio di residui aumenta con calore e tempo di contatto. Acciaio inox di grosso spessore, raggi stretti, lunghe serie di produzione — più calore. Brevi lavorazioni di alluminio a tonnellaggio moderato — meno calore.
Il vero costo non sono i cinque minuti di pulizia con solvente. È ciò che succede quando i residui si accumulano in modo irregolare lungo le spalle dello stampo. Questo cambia l’altezza locale di qualche millesimo di pollice. Qualche millesimo sulla spalla diventa variazione d’angolo su un pannello di tre metri. Lo compensi al controllo, aumentando la profondità, e ora il tuo “problema di ripetibilità” viene attribuito al martinetto quando in realtà la causa è l’accumulo dell’adesivo.
D’altra parte, la pellicola autoadesiva non migra. Resta dove la metti. Nessun riposizionamento a metà turno. Nei lavori ad alto tonnellaggio dove lo slittamento equivale a graffi, quella stabilità può superare il tempo di pulizia.
Quindi la domanda non è “adesiva o no?” ma “il profilo termico di questo lavoro giustifica invece un fissaggio meccanico?”
Regola “Salva-Rottami”: se le spalle dello stampo diventano abbastanza calde da ammorbidire l’adesivo, supponi che siano abbastanza calde da distorcere la costanza di piegatura e pianifica di conseguenza il tuo metodo di fissaggio.
Sul nostro sistema a guida europea da 60 mm, i supporti magnetici con regolazione in altezza sono un dono. Imposti il fronte-retro, regoli l’altezza per allineare la pila di stampi e la pellicola segue l’utensile. Cambi stampo, fai scorrere i supporti e continui a lavorare.
La pellicola posata libera è più veloce all’inizio. La butti giù, azioni il martinetto e lasci che l’attrito la blocchi. In una lavorazione con materiale e stampo unici funziona. In produzione ad alta variabilità — passando da una V da 1,000 pollice a una da 0,500 tre volte prima di pranzo — comincia a mostrare i suoi limiti.
Ecco come fallisce: non in modo catastrofico. Scivola lentamente. Il foglio la trascina in avanti di un sedicesimo di pollice. Poi di un ottavo. Ora il bordo della pellicola si trova sotto una sola spalla dello stampo. La distribuzione della pressione diventa asimmetrica. Una flangia è pulita. L’altra ha una lieve riga che si vede solo sotto una certa luce. Non te ne accorgi finché i pezzi non escono dalla pressa.
I sistemi magnetici o montati su guida falliscono in modo diverso. Non scivolano, ma dipendono dall’altezza di installazione corretta. Troppo bassa, e la pellicola non entra mai completamente in contatto. Troppo alta, e la precarichi prima che il foglio tocchi lo stampo, alterando la geometria della piega.
E ciò dipende dall’architettura della tua macchina. Un confronto diretto senza tener conto dello standard della guida, dell’altezza dello stampo e della disciplina dell’operatore è una mezza verità.
Regola “Salva-Rottami”: in ambienti ad alta variabilità, dai priorità ai metodi di fissaggio che eliminano lo scivolamento laterale prima di inseguire piccoli vantaggi nella velocità di impostazione.
| Aspetto | Supporti di pellicola magnetici / montati su guida | Pellicola posata liberamente |
|---|---|---|
| Configurazione di base | Montata su sistema di guida europeo da 60 mm; regolabile avanti-indietro e in altezza per adattarsi alla pila di matrici | Posizionata direttamente sulla matrice; mantenuta in posizione per attrito durante il ciclo del pistone |
| Velocità iniziale | Richiede impostazione e regolazione dell’altezza | Più veloce all’inizio; basta posare e avviare il ciclo |
| Migliore caso d’uso | Produzione ad alta varietà con frequenti cambi di matrici | Cicli a materiale singolo e matrice singola |
| Prestazioni in produzione ad alta varietà | Stabile quando correttamente impostata; far scorrere i supporti e continuare | Inizia a spostarsi durante frequenti sostituzioni della matrice a V |
| Modalità di guasto primaria | Regolazione dell’altezza errata (troppo bassa: nessun innesto completo; troppo alta: il precarico altera i calcoli di piegatura) | Scorrimento laterale graduale durante il movimento del foglio |
| Caratteristiche del guasto | Non scorre; gli errori sono legati alla precisione della regolazione | Scorre progressivamente (1/16″, poi 1/8″); distribuzione asimmetrica della pressione |
| Impatto sulla qualità | Variazione nei calcoli di piegatura se mal regolata | Qualità del bordo irregolare; linee sottili visibili sotto certa luce |
| Tempistica di rilevamento | Tipicamente percepibile durante la configurazione o le prime piegature | Spesso rilevata dopo che i pezzi lasciano la pressa |
| Fattori di dipendenza | Architettura della macchina, standard della guida, altezza della matrice, disciplina dell’operatore | Attrito del materiale, cambi di matrice, attenzione dell’operatore |
| Regola per il risparmio dello scarto | Dare priorità ai metodi di ritenzione che eliminano lo slittamento laterale in ambienti ad alta varietà | I guadagni marginali in velocità di impostazione non superano il rischio di scarto dovuto allo slittamento |
Facciamo un’ipotesi pulita.
Un rotolo $200 produce 8.000 pieghe prima che la deriva dell’angolo dovuta all’usura superi la finestra di tolleranza. Questo equivale a $0.025 per piega. Un rotolo più economico $120 dura 3.000 pieghe prima che la compressione della linea centrale modifichi gli angoli al punto da richiedere una rilavorazione o da generare segni visibili. Questo equivale a $0.04 per piega.
Il rotolo più economico sembra una scelta responsabile al momento dell’acquisto. Costa 40% in meno inizialmente. Ma per piega, è 60% più caro.
Ora aggiungiamo un pannello architettonico respinto da $1,200 perché lo scivolamento del film o l’usura hanno stampato la spalla della matrice intorno a un ritaglio. Il tuo rotolo premium dovrebbe prevenire un solo scarto nella sua vita utile per ripagarsi sei volte.
E non abbiamo ancora considerato l’usura della matrice. Quando il film si degrada e si assottiglia in modo non uniforme, si genera un contatto localizzato metallo-metallo. Non è teorico. Ho visto matrici inferiori lucidate che hanno sviluppato micro-grippaggi e hanno richiesto la rilucidatura. Una rettifica della matrice può costare da $600 a $900 a seconda delle dimensioni.
Ma ecco la parte che la maggior parte dei fogli di calcolo ROI ignora: la finestra di prestazione. Il poliuretano non offre una protezione identica dalla prima all’ultima piegatura. Con l’usura, aumenta la compressione e diminuisce la ripetibilità. Il vero costo per piega dovrebbe includere solo le pieghe all’interno della banda di tolleranza accettabile. Una volta che inizi a regolare la profondità per inseguire la deriva dell’angolo, stai spendendo manodopera per compensare la fatica del materiale.
Quando abbiamo deciso che perdere pezzi finiti fosse più economico che migliorare lo strato che protegge ogni singola piegatura
Se l’interfaccia tra il foglio e la matrice è elastica, comprimibile e soggetta a usura in tempo reale, allora lo spessore diventa la prossima variabile che non puoi ignorare. Quanto quella .015″ o .030″ modifica la deduzione di piega e la tonnellaggio richiesto non è teoria: è matematica che vive nel controllo.
La scorsa primavera abbiamo lavorato acciaio preverniciato da 14 gauge con una matrice a V da 0,750 pollici e poliuretano da 0,015 pollici sulle spalle. La deduzione di piega era corretta. Gli angoli erano entro mezzo grado su un pannello lungo 10 piedi. Poi l’ufficio acquisti ha sostituito il film con uno da 0,030 pollici dallo stesso fornitore—stessa durezza, doppio spessore. Nessuna modifica al programma. Il primo pezzo uscito dalla pressa era aperto di 1,8 gradi, flangia corta di 0,042 pollici. La mazza non era sbagliata. Avevamo semplicemente cambiato la geometria sotto 60 tonnellate di forza.
Ecco il meccanismo: il poliuretano non sta semplicemente fermo. Si comprime. Con film da 0,015 pollici, potresti vedere una compressione del 30–40% al tonnellaggio di lavoro. Con film da 0,030 pollici, la compressione totale può superare l’altezza originale di 0,015 pollici, sollevando effettivamente il foglio più in alto nella matrice durante la fase iniziale della corsa. Ciò sposta l’asse neutro e aumenta il raggio interno effettivo prima del completo contatto con la matrice. La tua CNC pensa ancora di piegare acciaio su acciaio. Non è così.
Se aggiungi 0,030 pollici di poliuretano e non regoli le tue deduzioni di piega, non è la piegatrice ad avere torto—sei tu.
Regola Salvascarti: tratta ogni variazione nello spessore del film come un cambio d’attrezzo che richiede il ricalcolo della deduzione di piega prima che il pezzo successivo raggiunga la battuta posteriore.
Sull’acciaio preverniciato calibro 16, 0,015 pollici di poliuretano ad alto durometro sono di solito sufficienti a evitare segni sulle spalle senza aumentare in modo significativo il raggio interno. Il rivestimento è sottile. Stai proteggendo la vernice, non compensando la calamina o la rugosità superficiale. Con carichi tipici di piegatura in aria, quello strato più sottile si comprime in modo prevedibile e arriva a fondo corsa più vicino alla geometria acciaio-su-acciaio.
Ora passa allo zincato.
Lo strato di zinco è più morbido e leggermente irregolare. Gli operatori si preoccupano del distacco a raggi stretti e scelgono 0,030 pollici “per stare tranquilli”. Ma quel tampone più spesso fa due cose contemporaneamente: ammortizza il rivestimento e aumenta l’apertura utile della matrice perché il foglio poggia su una base comprimibile prima di toccare le spalle della matrice. In una V stretta—diciamo da 0,500 pollici—0,030 pollici per lato significano che hai praticamente ristretto l’apertura durante il contatto iniziale, poi l’hai ampliata mentre il poliuretano fluisce. Non è una condizione stabile. È un bersaglio mobile.
Ho visto parti zincate spezzarsi non perché il raggio fosse troppo stretto in termini di acciaio, ma perché il programma ha spinto più in profondità per compensare il ritorno elastico dell’angolo indotto dall’eccesso di spessore del tampone. Più profondità significa più deformazione delle fibre esterne. Il rivestimento cede per primo. Poi segue il metallo di base.
Dov’è quindi il limite? In pratica, 0,015 pollici è il valore predefinito per acciai verniciati e zincati sotto carichi moderati; 0,030 pollici si giustifica solo quando la tolleranza superficiale è critica e la larghezza della matrice è abbastanza ampia da assorbire la maggiore cedevolezza senza deformare il raggio. La scelta dello spessore non riguarda quanto ti senti insicuro—riguarda quanta deriva geometrica la tua matrice può tollerare.
Regola Salvascarti: parti da 0,015 pollici per acciai rivestiti e passa a 0,030 pollici solo se la larghezza della matrice e i calcoli di piega possono assorbire la maggiore cedevolezza senza instabilità del raggio.
Immagina una matrice a V da 0,375 pollici che piega alluminio da 0,060 pollici con uno strato di 0,030 pollici di poliuretano steso su entrambe le spalle. Non è più un’imbottitura. È un mezzo di formatura secondario.
Mentre il punzone cala, spinge il foglio in uno strato che si comporta come una guarnizione di gomma densa. Il poliuretano fluisce lateralmente prima di comprimersi completamente. Quel flusso sostiene il foglio più vicino alla punta del punzone, aumentando di fatto il raggio interno oltre quanto la larghezza della matrice da sola determinerebbe. Una volta che il poliuretano si espande di nuovo dopo lo scarico, il ritorno elastico si amplifica perché il foglio non è mai stato completamente appoggiato contro l’acciaio rigido al massimo carico.
Il risultato è un raggio maggiore di quanto previsto dalla tua tabella di piegatura in aria e un angolo che si apre più di quanto indichi la tua tabella di ritorno elastico. Correggi aggiungendo profondità. Ora il poliuretano è precaricato prima che il foglio sia completamente a contatto. Pezzo successivo, spessore del foglio leggermente diverso, compressione leggermente diversa. Il tuo raggio interno varia di qualche millesimo e il tuo angolo si sposta di un grado lungo la produzione.
Non è la piegatrice a perdere precisione. Sei tu che chiedi a uno strato elastico di comportarsi come acciaio per utensili temprato.
Regola Salvascarti: non abbinare mai un poliuretano spesso a una matrice a V stretta a meno che tu non abbia convalidato il raggio interno risultante e il ritorno elastico su più lamiere, non solo sul primo pezzo.
Una volta ho registrato il tonnellaggio su una piegatura di 10 piedi di acciaio dolce calibro 12, con e senza 0,030 pollici di poliuretano ad alta densità. Stessa matrice. Stesso punzone. Acciaio su acciaio: media di 48 tonnellate. Con il poliuretano, il carico di picco è salito a 58–60 tonnellate prima che l’angolo si chiudesse. Non è trascurabile.
Ma quella logica ignora ciò che fanno 60 tonnellate di forza in una zona di contatto da 1/8 di pollice.
Una parte di quelle 10–12 tonnellate extra non va affatto nell’acciaio. Sta comprimendo il poliuretano al suo spessore di lavoro. Stai impiegando la capacità della macchina per deformare uno strato protettivo. Su una pressa che opera vicino al suo limite nominale, quel margine conta. Su materiale zincato o di maggiore resistenza, quella forza aggiuntiva può portarti da una formatura sicura a una rottura del rivestimento.
C’è anche il comportamento della macchina da considerare. Un tonnellaggio più alto significa più flessione nel martinetto e nel banco. Anche con la compensazione, un carico maggiore cambia la distribuzione uniforme della forza lungo la lunghezza. Pensi di aver aggiunto il film per protezione. Potresti aver appena introdotto una variazione d’angolo alle estremità.
È qui che l’uretano, come componente portante del carico, diventa letterale. Porta il carico. Richiede il carico. E il freno risponde di conseguenza.
Regola Salva-Rottame: misura il tonnellaggio effettivo con e senza pellicola nei lavori critici e conferma che la tua macchina abbia un margine di capacità prima di passare a un uretano più spesso.
Avevamo un lavoro — ventiquattro pannelli a $202 ciascuno — in cui la pellicola da 0,030 pollici era non negoziabile perché la finitura era a specchio. Il primo pezzo è uscito lungo su entrambe le gambe di 0,055 pollici totali. La deduzione di piega nel programma presumeva un raggio interno di 0,090 pollici dal diagramma di piegatura in aria. Il raggio effettivamente misurato con pellicola era di 0,118 pollici.
Quel aumento di raggio di 0,028 pollici sposta l’indennità di piega. Per una piega di 90 gradi in alluminio da 0,125 pollici, quel cambiamento da solo può alterare la deduzione di piega di circa 0,040–0,060 pollici a seconda del fattore K. Non è un errore di taglio. È geometria.
La soluzione non era mistica. Abbiamo misurato il raggio interno effettivo formato con l’uretano in posizione. Abbiamo ricalcolato l’indennità di piega usando quel raggio e un fattore K verificato da un campione tagliato e inciso. Aggiornato il programma CNC. Eseguiti tre pezzi di validazione. Bloccato il tutto. Il freno ha fatto esattamente ciò che gli era stato detto una volta che gli abbiamo detto la verità.
L’uretano di alta qualità non è un “accessorio aggiuntivo”. È parte del tuo pacco utensile. Ciò significa che le tue tabelle di piega, la compensazione di ritorno elastico e le impostazioni di profondità devono riflettere il suo spessore di lavoro compresso, non il suo spessore nominale da rotolo. Altrimenti stai programmando per l’acciaio e piegando nella gomma.
Ed è qui che il calcolo incontra la disciplina — perché anche i numeri giusti si sfaldano se la pellicola non è applicata piatta, centrata e a un’altezza uniforme su banco e matrice.
Regola Salva-Rottame: misura sempre il raggio interno formato con l’uretano installato e ricalcola la deduzione di piega a partire da quella geometria reale prima di avviare la produzione.
Hai misurato il raggio interno. Hai ricalcolato la deduzione di piega. Il freno è programmato per lo spessore di lavoro compresso della pellicola.
Allora perché il secondo turno ti chiama comunque quando gli angoli deviano e compaiono graffi a metà della lavorazione?
Perché la geometria non è l’unica variabile. L’installazione lo è.
Se l’uretano è uno strato portante del carico, il modo in cui lo posizioni sulla matrice non è diverso da come si alloggia un punzone nella pressa: sciatto equivale a movimento, e il movimento sotto 60 tonnellate diventa danno. Ho visto officine passare un’ora a impostare il primo pezzo, poi lanciare un rotolo di pellicola sul banco come uno straccio e chiedersi perché il pezzo diciotto sembri diverso dal pezzo due. Le lacerazioni a metà ciclo non sono sfortuna. È energia accumulata che si libera dove la pellicola era applicata male.
Questa è la polizza assicurativa tra la pressa e il tuo margine di profitto. O assorbe l’impatto in modo costante, oppure lo trasmette direttamente a un pannello finito.
Regola Salva-Rottame: se la pellicola influisce sulla geometria della piega, tratta la sua installazione con la stessa ripetibilità dell’impostazione di punzone e matrice — senza eccezioni.
Non stiamo dettagliando un’auto da esposizione. Stiamo creando controllo dell’attrito.
La scala di ruggine è evidente. La senti con la punta delle dita; si imprime attraverso l’alluminio sottile come il Braille. Ma il residuo d’olio è più silenzioso e più pericoloso. Un sottile film di nebbia idraulica sulle spalle della matrice trasforma l’uretano in un foglio scivoloso e, quando la pressa scende, quel slittamento concentra la compressione in zone localizzate invece di distribuirla uniformemente lungo la V.
È lì che iniziano le lacerazioni.
Sotto carico, l’uretano tende ad aggrapparsi all’acciaio. Se non ci riesce, si allunga microscopicamente nel punto di massima pressione—di solito proprio al raggio della matrice. Ripeti il processo per qualche centinaio di cicli e otterrai una fessura che si estende in lunghezza. Niente di drammatico. Solo quanto basta per imprimere una linea su un pannello a specchio di grado $202 al pezzo ventiquattro.
L’olio modifica l’attrito. La ruggine cambia l’altezza. Entrambi cambiano il modo in cui il carico si distribuisce attraverso il film.
Pulisci le spalle della matrice con solvente. Rimuovi la calamina con un abrasivo fine. Non stai lucidando; stai normalizzando il contatto in modo che l’uretano abbia un supporto uniforme lungo tutta la sua larghezza.
Regola “Salva Scarto”: Pulisci le spalle della matrice fino ad arrivare ad acciaio nudo e uniforme prima di ogni installazione del film—rimuovi l’olio per controllare l’attrito e la calamina per controllare l’altezza.
Una grinza è solo materiale in eccesso che non ha dove andare.
Quando il pistone si chiude, quell’eccesso non scompare. Viene pressato nel pezzo.
Immagina una lieve ondulazione lungo il film, appena visibile. Sotto 60 tonnellate in una zona di contatto di 1/8 di pollice, quell’onda diventa un rilievo. Il punzone spinge il foglio contro di essa, e l’uretano si comprime in modo non uniforme—più spesso sulla grinza, più sottile accanto. Questa variazione di spessore cambia localmente l’apertura effettiva a “V”, il che sposta il raggio interno di qualche millesimo. Abbastanza da alterare l’angolo di una frazione di grado. Abbastanza da farti inseguire regolazioni di profondità che non erano mai il vero problema.
E la superficie? Il bordo della grinza diventa una linea di pressione. La pressa piegatrice non sa che è solo un difetto estetico. Vede solo resistenza.
Tendo il rotolo come se stessi tirando una corda da tracciatura—fermo, non teso come una corda di banjo. Un operatore alimenta, l’altro liscia dal centro verso l’esterno, con i palmi piatti, eliminando le bolle d’aria prima che diventino sacche di compressione. Se il film tende a riavvolgersi su sé stesso, quella è tensione residua dovuta alla memoria del rotolo. Lascialo rilassare fuori macchina per qualche minuto prima di posarlo.
Le grinze sono graffi futuri che aspettano solo che il pistone le prema su un pezzo finito.
Regola “Salva Scarto”: Applica l’uretano con tensione controllata e uniforme e liscia dal centro verso l’esterno—qualsiasi increspatura visibile è un segno di pressione garantito sotto carico.
I film con retro adesivo risolvono il problema del movimento ma ne creano un altro—residui e altezza dello stack incoerente.
Preferisco l’uretano non adesivo di alta qualità e un fissaggio meccanico.
Ecco il metodo: allinea il film a filo con il bordo anteriore della matrice, blocca leggermente entrambe le estremità con morsetti a molla a basso profilo al di fuori della zona di piega, poi applica una sola striscia di nastro adesivo di mascheratura di buona qualità solo lungo il bordo posteriore—lontano dalle spalle della matrice. Il nastro non è strutturale; evita lo slittamento durante l’avanzamento. I morsetti gestiscono la tensione.
Perché non incollare nastro attraverso la faccia della matrice? Perché il nastro si comprime in modo diverso dall’uretano. Sotto carico, si schiaccia come un dentifricio e lascia dietro di sé un vuoto di spessore. Ora il percorso del carico cambia a metà corsa. Hai appena introdotto una variabile che non puoi vedere.
Questo approccio con morsetti e nastro aggiunge forse novanta secondi al setup. Novanta secondi costano meno di un solo pannello scartato da $202. Ho scartato ventiquattro pannelli da $202 una volta perché un film si era spostato di 1/16 di pollice esponendo la spalla grezza della matrice sulla flangia di ritorno.
Il movimento è il nemico. Il vincolo senza distorsione è l’obiettivo.
Regola “Salva Scarto”: Fissa l’uretano non adesivo solo con morsetti alle estremità e nastro sul bordo posteriore—non mettere mai nastro comprimibile nel percorso del carico.
Anche un’installazione perfetta ha una durata limitata.
Il poliuretano non si deteriora tutto in una volta. Lo segnala in anticipo. Le spalle della matrice lucidano una traccia sulla sua superficie. Si noterà una fascia leggermente più scura dove particelle di ossido di alluminio o di materiale zincato si incastonano sulla superficie. Quella graniglia incorporata diventa un composto abrasivo.
Ignoralo, e il prossimo pezzo ne pagherà le conseguenze.
Passa il dito lungo il percorso di usura ogni dieci o venti cicli nei lavori estetici. Se senti una scanalatura o noti punti di particolato, avanza il rullo di uno o due pollici. Non aspettare un graffio per confermare ciò che i tuoi occhi ti hanno già detto. Le officine europee ad alto volume si lamentano che il poliuretano perda ripetibilità man mano che si ammorbidisce. Non hanno torto, ma la maggior parte di quella incoerenza si manifesta prima come usura irregolare alle spalle, non come un collasso totale del materiale.
Avanzare il rullo è più economico che lucidare una linea che non dovrebbe esistere.
Ma ecco il limite: quando si utilizzano matrici a V strette e ad alto tonnellaggio a ritmo di produzione, la pellicola si degraderà più rapidamente di quanto il tuo ritmo di turno possa accettare. C’è un punto in cui gli utensili in acciaio — o un diverso mezzo protettivo — hanno più senso.
Anche la protezione ha un punto di rottura. Così come la negazione.
Regola Salva-Rottami: Ispeziona preventivamente le bande di usura sulle spalle e avanza il poliuretano prima che particelle incorporate o scanalature possano stampare sulla superficie finita.
Ricordo la prima volta che una squadra mi chiese, con aria seria, di stendere una pellicola per un lavoro di coniatura su alluminio da 3/16. Pannelli da otto piedi. Lato estetico verso l’esterno. Completamente calandrati, inseguendo un raggio interno stretto. La tabella della piegatrice indicava un tonnellaggio tale da far gemere il martinetto.
Loro pensavano alla protezione dai graffi.
Io pensavo a cosa succede quando si chiede a uno strato comprimibile di sopportare forze progettate per deformare a freddo il metallo.
Fino a questo punto, abbiamo trattato il poliuretano come un’interfaccia disciplinata e a condivisione di carico — installata piatta, correttamente in tensione, monitorata come un utensile. Questa disciplina ti mantiene redditizio nella piegatura in aria. Ma la coniatura è tutt’altra cosa. Nella piegatura in aria, il foglio tocca il naso del punzone e le spalle della matrice; il materiale fluttua tra di essi. Nella coniatura, il martinetto spinge la punta del punzone nel materiale finché questo non si conforma all’angolo della matrice. Non stai più guidando il metallo. Lo stai schiacciando nella forma.
E qualunque cosa si trovi tra acciaio e acciaio diventa un altro elemento che il martinetto deve schiacciare.
Anche il poliuretano poliestere di alta qualità — il tipo che resiste all’abrasione da scorrimento e assorbe gli urti — ha un limite di compressione. Non inventerò un numero magico di tonnellaggio, perché dipende dall’apertura a V, dalla larghezza del materiale e dal raggio del punzone. Ma ti darò il meccanismo: man mano che il tonnellaggio aumenta, la pressione di contatto sulle spalle della matrice s’impenna. Quella pressione supera il range elastico della pellicola. Il poliuretano smette di tornare elastico e inizia a fluire. Le micro-scorrimenti diventano lucidatura superficiale. La lucidatura genera calore. Il calore accelera il deterioramento. Ciò che sembrava una barriera riutilizzabile diventa uno spessore che si assottiglia.
Ma quella logica ignora ciò che fanno 60 tonnellate di forza in una zona di contatto da 1/8 di pollice.
Sotto carichi di coniatura, la pellicola non “protegge.” Viene compattata, assottigliandosi alle spalle e ispessendosi al centro. Questo modifica l’apertura effettiva a V a metà corsa. Lo vedrai come una variazione d’angolo che non riesci mai a regolare del tutto. Inseguirai continue regolazioni di profondità. Nel frattempo, la pellicola muore un ciclo di compressione alla volta.
Regola Salva-Rottami: se il lavoro richiede una vera coniatura o un appiattimento completo al tonnellaggio previsto, supponi che la pellicola in poliuretano si deformi plasticamente ed eliminala dal percorso di carico.
Esegui un confronto controllato. Stesso alluminio da 0,125, stessa matrice a V da 1 pollice. Primo passaggio: piegatura in aria fino a 90 gradi. Secondo passaggio: coniatura per bloccare l’angolo e ridurre il ritorno elastico.
Nella piegatura in aria, il poliuretano subisce un contatto localizzato sulle spalle e un leggero scorrimento sotto il foglio. Una pellicola di qualità con durezza 90 Shore può sopravvivere a decine—talvolta centinaia—di cicli se la si avanza prima che si incorporino particelle abrasive. Lo stress è intermittente e parzialmente elastico. La pellicola si ripristina.
Nella fase di coniatura, il recupero scompare. La punta del punzone spinge completamente il foglio dentro l’angolo della matrice, comprimendo la pellicola su un’area più ampia. Ora non stai chiedendo al poliuretano di ammortizzare. Gli stai chiedendo di resistere all’appiattimento tra due utensili temprati. L’assestamento a compressione si accumula. Dopo alcune battute, misura lo spessore della pellicola sulla traccia della spalla. Non sarà più quello iniziale.
E quando cambia lo spessore, cambia la geometria.
I poliuretani a base di polietere gestiscono meglio l’abrasione da impatto rispetto ai tipi a base di poliestere; il poliestere gestisce meglio lo scorrimento. Questa chimica è importante nella piegatura in aria, dove domina il modo di attrito. Nella coniatura, la chimica è secondaria rispetto alla fisica. Quando la pressione di contatto supera la soglia elastica, entrambe le famiglie cedono. Aggiungi il calore dell’officina dovuto ai cicli ripetitivi e abbassi ulteriormente quella soglia. Ciò che resiste a dieci colpi a temperatura ambiente può vetrificare in cinque durante una produzione continua.
Dunque la vera risposta a “a quale tonnellaggio?” è questa: nel momento in cui il tuo processo richiede la deformazione plastica del foglio attraverso il pieno contatto con la matrice, stai operando a un livello di pressione in cui la durata della pellicola passa da “consumabile gestito” a “punto di guasto imprevedibile”.”
Non è un giudizio morale. È un caso di carico.
Ora immagina una punta di punzone a 30 gradi, così affilata da sentirne il bordo attraverso un guanto. Stiamo formando una flangia di ritorno acuta su alluminio anodizzato. Lato estetico all’esterno, naturalmente.
Posa una pellicola da 0,030 pollici sopra la matrice e fa scendere lentamente il martinetto. Osserva cosa succede sulla punta del punzone. L’area di contatto si restringe drasticamente rispetto a un utensile a 90 gradi. La pressione si concentra lungo una linea più sottile. Il poliuretano non ha modo di distribuire il carico lateralmente prima che il punzone penetri il foglio e lo forzi nella V.
Con un punzone affilato, il modo di guasto non è la compressione globale. È il taglio e il cedimento a taglio. La pellicola può non esplodere. Può auto‑sigillare piccoli tagli—è uno dei vantaggi delle pellicole di poliuretano colate con precisione. Ma a 30 gradi, ogni colpo incide la stessa linea. La ripetizione trasforma quell’incisione in una fessura. La fessura diventa una cresta. La cresta si imprime sul pezzo.
La pellicola può funzionare per alcuni colpi di prototipo? Sì, se il tonnellaggio è moderato e si controlla l’usura a ogni ciclo. È fattibile per una serie cosmetica di 200 pezzi? Non senza sorvegliarla come una quota critica.
E quando la protezione richiede una vigilanza costante per evitare che il protettore diventi il difetto, bisogna chiedersi cosa si stia davvero salvando.
Una volta ho scartato ventiquattro pannelli a $202 perché insistevamo nel “far funzionare il rotolo” su un lavoro architettonico ad alto tonnellaggio. La pellicola non si strappò drammaticamente. Si compressé in modo irregolare. L’angolo iniziò a deviare. Una lieve linea di spalla apparve sul pezzo numero diciannove. Al pezzo ventiquattro, avevamo una pila di alluminio lucidato del valore di $4.848 e una squadra che fingevano fosse solo sfortuna.
Non era sfortuna. Era eccessiva fiducia.
Gli inserti permanenti di poliuretano nella matrice—cuscinetti colati inseriti nella cavità della matrice—cambiano l’equazione. Sono più spessi. Sono supportati su tutta la loro larghezza. Sono progettati per sopportare il carico, non solo per essere sacrificabili. Poiché sono bloccati in sede, non si deformano. Poiché sono dimensionalmente controllati—spesso entro pochi millesimi—introducono uno strato comprimibile stabile e prevedibile.
Si tiene comunque conto dello spessore nei calcoli di piegatura. Si continua a monitorare l’usura. Ma non si sta più posando una polizza di assicurazione temporanea tra il martinetto e il margine di profitto sperando che sopravviva a carichi di coniatura.
Ecco il punto di transizione pratico che uso: se il lavoro richiede basatura a pieno tonnellaggio, utensili acuti sotto i 45 gradi per quantità di produzione, o conteggi di cicli in cui avanzare la pellicola ogni 10–20 colpi interrompe il flusso, includo nel preventivo gli inserti dedicati. Non come un lusso. Come attrezzatura.
Quando abbiamo deciso che perdere pezzi finiti fosse più economico che migliorare lo strato che protegge ogni singola piegatura
Regola Salva‑Rottame: nel momento in cui la pellicola di poliuretano richiede più gestione del punzone e della matrice, sostituiscila con un inserto permanente e omologato al carico e tratta la protezione superficiale come attrezzatura—non come imballaggio.
Se il film si danneggia sotto tonnellaggi elevati e utensili acuti, la risposta non è “film più spesso”. Occorre specificare l’uretano nello stesso modo in cui si specificano punzoni e matrici: in base al caso di carico, alla chimica, al metodo di supporto e alla durata di servizio.
Un inserto permanente non è un rotolo posato su una V. È un tampone in uretano colato o lavorato a macchina, solitamente a base di poli(etere) per resistere all’idrolisi, alloggiato completamente all’interno della cavità della matrice in modo che il percorso del carico attraversi materiale supportato invece di una striscia sospesa. Si sceglie la durezza (durometro) in base alla modalità di piegatura—più morbida per piegature “cosmetiche” ad aria, dove serve conformità, più dura quando la stabilità dell’angolo sotto tonnellaggio maggiore è critica. Poi si blocca la tolleranza di spessore, perché una variazione di ±0,005 in un inserto vincolato si manifesta come deriva dell’angolo tanto quanto una spalla di matrice usurata.
È qui che la maggior parte delle officine inciampa. Comprano “uretano” come comprano gli stracci della manutenzione. Ma la chimica poli(etere) contro poli(estere) determina come quell’inserto sopravvive all’umidità, al calore della pressa e alla nebbia di refrigerante sospesa nell’aria. Il poliestere gestisce bene l’abrasione da scorrimento, ma è più vulnerabile all’idrolisi in officine calde e umide. Il polietere resiste all’attacco dell’umidità e mantiene più a lungo le proprietà in condizioni reali—non da brochure. Se la tua pressa si trova in un capannone non climatizzato in agosto, la chimica non è accademica.
Regola “Salva‑Sfrido”: specifica la chimica e il durometro dell’inserto in base al caso di carico e all’ambiente prima ancora di fare il preventivo del lavoro.
Il controllo qualità è la prossima linea di faglia. L’uretano che non è miscelato, degassato e polimerizzato correttamente può contenere componenti non reagiti, incoerenze dimensionali o bolle interne che collassano sotto pressione. Ho visto inserti che sembravano perfetti sul banco e trasmettevano linee di vuoti su pannelli anodizzati già al dodicesimo pezzo. Un fornitore affidabile fornirà tolleranze dimensionali, protocollo di polimerizzazione e tracciabilità del lotto; se non parla quella lingua, sta vendendo materiale, non utensili.
E ricorda l’aspetto salute. Gli inserti correttamente polimerizzati sono generalmente stabili in servizio, ma il poliuretano appena colato o malfabbricato può rilasciare VOC, soprattutto quando riscaldato. La pressa genera calore. L’attrito genera calore. Se stai installando un nuovo inserto in una cella di produzione, lascialo post‑polimerizzare e ventila secondo le indicazioni del produttore prima di piazzare un operatore sopra di esso per otto ore. La strategia produttiva include la qualità dell’aria.
L’implementazione diventa quindi procedurale, non casuale. Alloggia l’inserto in modo che sia completamente supportato lungo la larghezza della matrice. Elimina i vuoti che consentono movimenti laterali. Ricalcola le deduzioni di piega e il ritorno elastico tenendo conto della comprimibilità dell’inserto—esegui campioni di prova, misura l’angolo effettivo sotto tonnellaggio di produzione e blocca quei valori nel programma. Definisci poi un intervallo di ispezione basato sul conteggio dei cicli e sull’usura visiva della spalla, nello stesso modo in cui monitori la crescita del raggio della punta del punzone.
Non stai più proteggendo i pezzi. Stai progettando l’interfaccia tra il martello e il tuo margine di profitto.
Il che cambia ciò che misuri.
La prima volta che smetti di lucidare le spalle della matrice a metà produzione sembra barare.
Con il film, specialmente sotto carichi più elevati, la sabbia si incorpora. Il film si sposta. Appare una linea tenue sul pezzo numero sette. Ora la pressa è ferma mentre qualcuno passa la matrice con lo Scotch‑Brite, la pulisce, riposiziona il film e corregge il programma perché lo spessore è cambiato. Dieci minuti qui. Quindici là. Non appare come sfrido. Appare come “normale”.”
Un inserto alloggiato non migra e non intrappola i detriti nello stesso modo di uno strato libero. Poiché è vincolato, lo scorrimento avviene su una superficie stabile, non su una membrana mobile. Quella stabilità significa meno soste improvvise per inseguire difetti estetici. Su una produzione di 300 pezzi, anche solo quattro cicli di pulizia e ripristino evitati di 12 minuti ciascuno equivalgono a quasi un’ora di tempo utile recuperato—ipotetico, certo, ma ogni caporeparto sa quanto rapidamente quelle “piccole” interruzioni si accumulano.
La pressa guadagna quando il martello si muove sotto controllo, non quando un capo squadra lucida acciaio temprato per rimediare a ciò che ha causato un rotolo $40.
Regola “Salva‑Sfrido”: se la protezione superficiale ti costringe a fermare la pressa per mantenere gli utensili, la protezione costa più di ciò che fa risparmiare.
Lo sfrido è rumoroso. La rilavorazione è silenziosa.
Ventiquattro pannelli a $202 sono $4.848 che puoi cerchiare in rosso. Ma che dire delle due ore che un operatore passa a sfumare un lieve segno di spalla sull’acciaio inox spazzolato, sperando che la grana lo nasconda? E dei pezzi che passano l’ispezione ma richiedono movimentazioni extra perché gli operatori non si fidano della superficie?
Quando gli inserti mantengono costante la geometria, la deriva dell’angolo si riduce. Quando la deriva dell’angolo si riduce, l’accoppiamento a valle migliora. Meno morsetti. Meno colpi di assestamento con il martello di gomma. I risparmi si accumulano tra i reparti che non toccano nemmeno la pressa.
Questa è la parte non ovvia: la protezione determina la stabilità geometrica, e la stabilità geometrica determina ore di manodopera ben oltre la piegatura. Il costo reale per piega include il saldatore che non deve lottare con una flangia disallineata e il finitore che non deve spiegare una striscia lucidata a un project manager.
“Ma quella logica ignora cosa fanno 60 tonnellate di forza in una zona di contatto di 1/8 di pollice.” Esatto. Quella forza o deforma prevedibilmente un inserto controllato e certificato—oppure trova l’anello più debole e lascia la sua firma sul tuo pezzo.
Regola “Salva-Scarti”: Traccia le ore di rilavorazione legate all’incoerenza della piegatura e riassegnale alla tua scelta di protezione superficiale.
L’alluminio estetico e l’acciaio inox prefinito non dovrebbero far sentire come se si stesse giocando d’azzardo.
Con la pellicola libera, devi controllare pieghe, rotture e granelli di sporco a ogni ciclo. La protezione dipende dalla vigilanza. Un solo avanzamento mancato del rotolo e la cresta si imprime su un pannello a specchio $202 perché lo strato destinato a proteggerlo è diventato il difetto.
Un inserto permanente sposta la qualità della finitura dalla consapevolezza dell’operatore al design del sistema. La superficie di contatto è uniforme, priva di tensione e ripetibile. Una volta validata quella combinazione—durezza, spessore, programma di piegatura, tonnellaggio—puoi lavorare materiali sensibili senza monitorare ogni colpo. L’impeccabile diventa la norma, non lo scenario migliore.
Ciò non significa vita infinita. Gli inserti si usurano. Si comprimono col tempo. L’esposizione ai raggi UV può ingiallire alcune formulazioni se vengono conservate male. La vita utile deve essere definita in cicli o criteri visivi, non su speranze. Ma l’usura definita è gestibile. Il guasto casuale della pellicola non lo è.
Quando abbiamo deciso che perdere pezzi finiti fosse più economico che migliorare lo strato che protegge ogni singola piegatura
Le officine che trattano l’uretano come una voce di bilancio inseguono graffi per sempre. Quelle che lo trattano come utensile a carico nominale iniziano a pianificare in cicli, tolleranze e chimica—e i loro rapporti sui scarti diventano noiosi.
Regola “Salva-Scarti”: Trasforma la protezione superficiale in un utensile specificato, ispezionato e contabilizzato—oppure continua a pagarla come scarto imprevedibile.


















