

午後2時17分、ブレーキは静かだ。.
オペレーターはラムを上げ、クランプを緩め、今朝ラックにあった1.000インチのV型を探している。彼はそれを「クイックスワップ」と呼ぶだろう。問題が起きなければ7分。これを1シフトで6回やれば、今日だけで43分の有給ブレーキ時間を燃やしたことになる。22営業日では946分——15時間46分——も、すでに支払ったのに販売されなかったキャパシティになる。.
それでも、工具選択は精度の問題だと思うか?
プレスブレーキはタクシーメーターのように動く収益エンジンだ。ラムがサイクルしていない時、メーターは止まらない。リースは止まらない。オペレーターの賃金も止まらない。スケジュールも当然止まらない。.
単一V型工具は見た目に清潔で、専用で、精密に感じる。しかし、作業で異なる開口が必要になるたびに、クランプを緩め、6フィートの焼入れ鋼を外し、次のものを格闘しながらセットし、左右で位置を合わせ、テストヒットを行う。良いクイッククランプを使っても、それは実際の時間だ。本当の注意と、実際のずれのリスクがある。.
問題は「単一V型がより正確な曲げを出せるか」ではない。「それを得るために何分を犠牲にしているか」だ。.
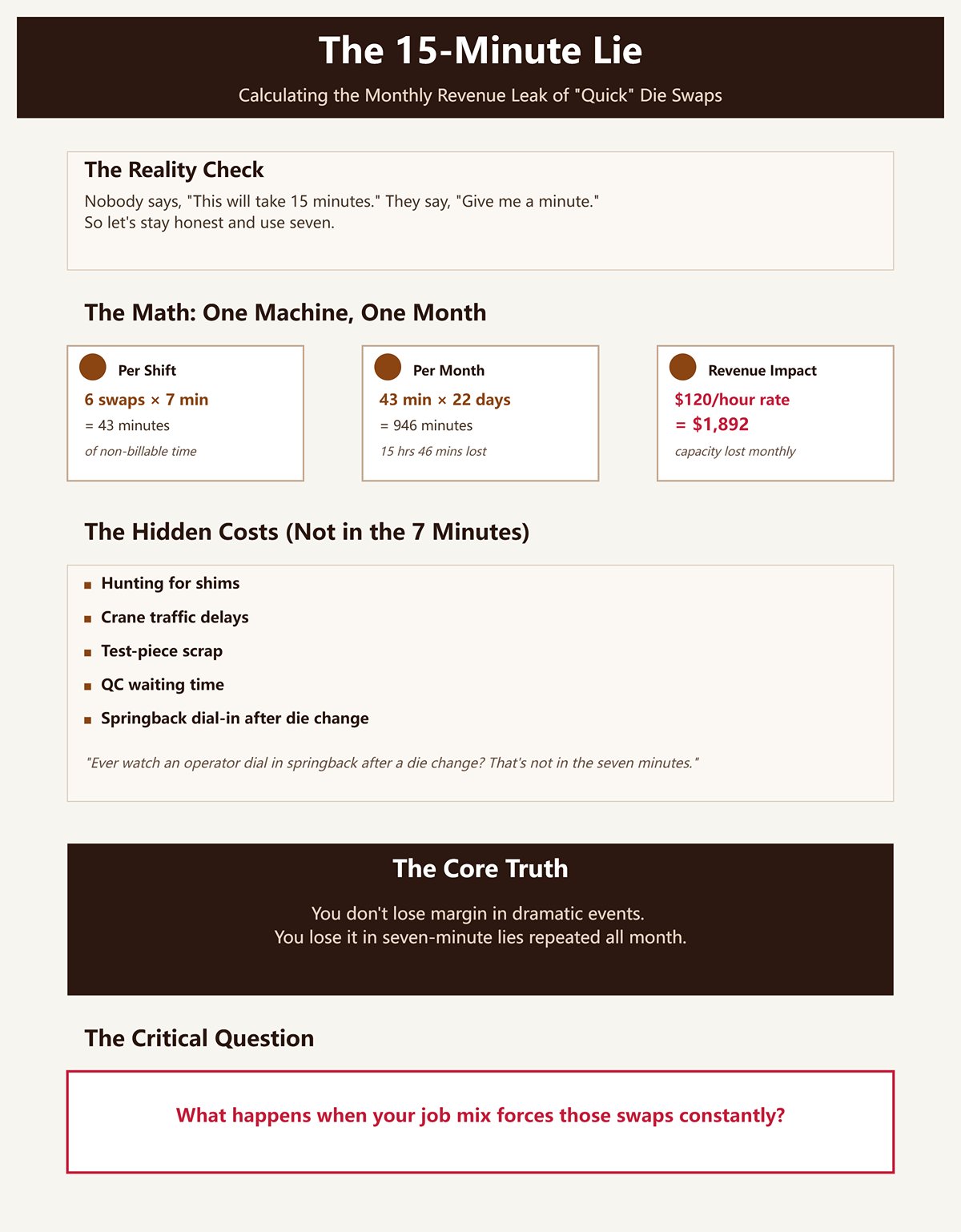
誰も「15分かかる」とは言わない。「ちょっと待って」と言う。“
だから正直に言って、7分を使おう。.
1シフトで6回の交換 × 7分 = 43分。43分 × 22日 = 946分。つまり月あたり15時間46分の請求できないブレーキ時間だ。.
もしそのブレーキの工場レートが$120ドル/時なら、それは毎月$1,892ドル分のキャパシティ損失になる。1台の機械だけで。.
そしてそれは「丁寧なバージョン」だ——シム探しなし、クレーン待ちなし、テストピースのスクラップなし、QC待ちなし。金型交換後にオペレーターがスプリングバックを調整するのを見たことがあるか?それは7分に含まれていない。.
利益率は劇的な出来事で失われるのではない。月中ずっと繰り返される7分の嘘で失われる。.
では、仕事の構成がそれらの交換を常に強いる時、何が起こるのか?

ハイミックス工場は5,000個作って終わりではない。12個のこの部品、30個のあの部品、昼食前に4つの試作品。それぞれのSKU変更が工具の決断だ。.
単一用途の金型では、各小ロットが完全なセットアップ負担を背負う。20個のランでは、セットアップ時間が曲げ加工時間と同等、またはそれ以上になる。部品を成形するのと同じだけ工具を交換するのに時間を使っている。.
それこそが複利効果の始まりだ。理論上ではなくスケジュール上で。.
もちろん、4方向ダイは魔法ではない。ブロックの回転も無料ではない。持ち上げて、90度回転させ、慎重に再装着する。やり方を誤れば、午後中ずっと不均一な曲げを追いかけることになる。しかし、ひとつのブロックが4つの一般的な開口をカバーするなら、シフト中の全交換サイクルを排除できる。.
多品種生産の現場では、多様性は単なる便利さではありません。それは収益エンジンへの中断を減らすことです。.
そこから、多くの工場が過小評価している部分の話になります。.
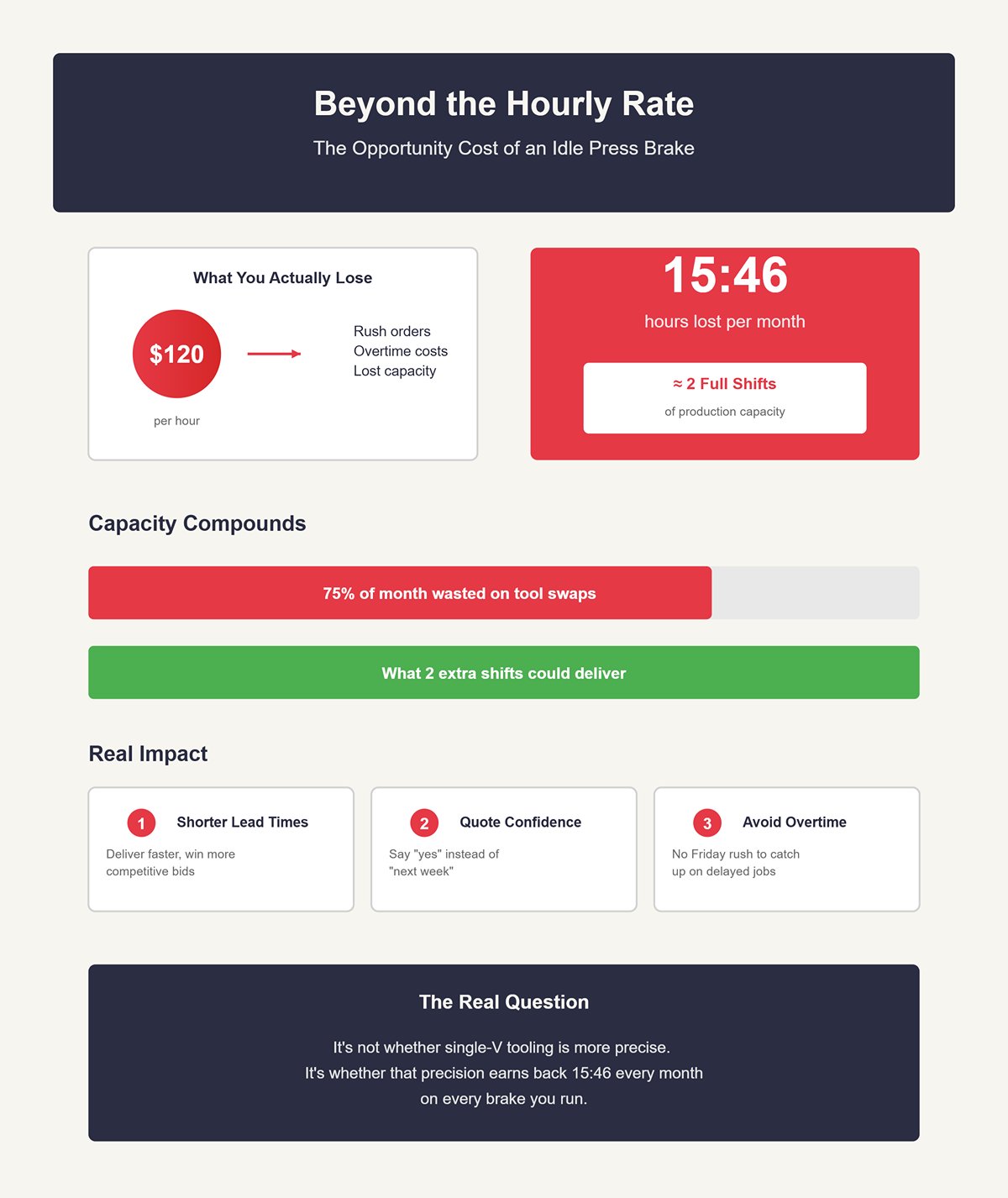
ブレーキが段取り替えのために止まっているとき、失うのは単に$120ドル/時間ではありません。入り込めたはずの仕事、翌日に回すことになった特急案件、金曜に発生する残業代——それらすべてを失っています。.
生産能力は複利で効いてきます。.
月15時間46分。それはほぼ2シフト分です。成形部品が2シフト分増えたら、リードタイムはどう変わるでしょう?見積もりの自信は?「来週」ではなく「いいですよ」と言える確率は?
私たちは±0.005インチに執着する一方で、丸々1シフトを目の前で失っています。.
だから本当の問題は、シングルV金型がより精密かどうかではありません。その精密さが、各プレスブレーキで毎月15時間46分を取り戻せるのかどうか、です。.
先月の火曜日の生産で、14ゲージA36ブラケットを90度に曲げました(V幅1.000インチ)。図面指定は±1度。初品は90.4度、2つ目は89.7度。深さを0.006インチ調整すると90.1度に収まり、120個を加工。すべて規格内でした。.
使っていた金型は?4ウェイダイです。.
もしシングルV金型が密かに生産能力を奪っているとしたら、それが本当に価値を発揮するのはいつでしょう?その問いが重要です。なぜなら、もし回転ブロックが公差を維持できないなら、ブレーキ停止時間の話など雑音にすぎません。ですが、もしエアーベンディングですでに許容している±0.5度を維持できるなら、「精度」論はただの慣習に崩れます。.
エアーベンディングを現代の油圧ブレーキで行えば、通常±0.5度程度に収まります。これはパンフレットの話ではなく、機械が安定してリピートし、オペレーターがスプリングバックを理解しているとき、実際の現場で得られる数値です。そして多くの人が見落としている点があります。高混在生産の工場に入ってくる図面の95%(95%?)は、±1度より厳しい指定ではありません。つまり、実際の許容幅がプロセス能力の2倍あるなら、4ウェイダイは一体どこで不合格になるのでしょう?
それを答えるには、エアーベンディングとボトミングを分けて考える必要があります。.
厚いステンレスでボトミング加工を見てみましょう。パンチ、材料、金型が全面接触。トン数が急上昇します。材料を金型角度に完全に押し込み、形状を強制的に一致させます。これが「極めて高精度」と呼ばれる所以です。“
ただしエアーベンディングの2〜3倍のトン数が必要です。機械への負荷も、金型への負荷も増えます。特に硬質板材では摩耗が早く、角度ごとに専用金型が必要になります。.
これこそが、4ウェイダイが想定された領域ではありません。.
4ウェイブロックはエアーベンディング用の工具です。一体の本体で異なるV開口を選んで使うもので、金型全面接触を強制するものではありません。角度はパンチの押し込み深さと材料の挙動で決まります。金型壁が部品を包むわけではないのです。したがって、4ウェイのエアーベンディングセットアップをボトミングのシングルVセットアップと比較するのは、まったく異なるプロセスを混同することになります。.
さて、反対の立場を理詰めで考えましょう。高ロットのヒンジブラケットを機械プレスで生産する場合。材質は1種類、角度も1種類、何千回も打つ。同じ専用金型でのボトミングなら、高速かつ完全な再現性があります。これは異論なしです。そのニッチでは段取り替えなど発生しません。何も変わらず、ブレーキはただサイクルを繰り返すだけです。.
でもそれは多品種少量環境ではありません。それは量産です。.
| セクション | 内容 |
|---|---|
| トピック | エアーベンディング vs. ボトミング:4ウェイ金型の実際の立ち位置 |
| 厚いステンレスのボトミング | ポンチ、材料、金型の間で完全に接触します。加圧力が急上昇します。材料は正確な金型角度に押し込まれ、角度を一致させるしかありません。これが「極めて高精度」が達成される方法です。. |
| 加圧力と摩耗 | エアーベンディングの2〜3倍の加圧力。機械への負荷が増大し、工具への負荷も増大します。特に硬い板材では摩耗が早く進みます。角度ごとに専用の金型形状が必要です。. |
| 4ウェイ金型の位置決め | これこそが、4ウェイダイが想定された領域ではありません。. |
| 4ウェイ金型の特性 | 4ウェイブロックはエアーベンディング用の工具です。ひとつの本体で異なるV開口を選択でき、金型全体との完全接触を強制することはありません。角度は金型の壁が部品を包み込むのではなく、ポンチの深さと材料特性によって決まります。. |
| プロセスの比較 | 4ウェイのエアーベンディング設定とボトミングの単一V設定を比較することは、2つの異なるプロセスを混同することになります。. |
| スティールマンの主張 | 機械プレスによる大量生産のヒンジブラケットの場合—1種類の角度、1種類の材料、数千回の打ち抜き—専用金型によるボトミングは高速かつ高い再現性を実現できます。何も変わらないため、交換は一切行われません。ブレーキはただサイクルを繰り返すだけです。. |
| 環境の違い | それは多品種少量環境ではありません。それは量産です。. |
では、午前中のうちにジョブが変わるような環境では、実際にベンド誤差を引き起こしているのは何でしょうか?
同じパレットから11ゲージの熱延鋼板を2枚取ります。1枚は0.119インチ、もう1枚は0.123インチ。わずか0.004インチの差。この厚みのばらつきはエアーベンディングでは内側半径を変化させ、それがスプリングバックを変え、最終角度を変化させます。ポンチも同じ、金型も同じ、プログラムも同じ。それでも結果は異なります。.
それは4ウェイ金型のせいでしょうか?
材料の降伏強さも変動します。A36は化学組成が厳密に決まっているものではなく、幅があります。降伏強さが高ければスプリングバックが増え、低ければ減ります。朝一番の部品が89.5度なのに、次の束では深さを少し足さないと91度にならない、というような現象で分かります。.
それから、ラムの再現性とクラウニング(たわみ補正)が問題になる。ベッドの補正が正しく行われていないと、8フィートの端から端まで角度を追いかけることになる。その誤差は、V開口部が専用の棒にある場合でも、回転ブロックの一面にある場合でも現れる。.
そしてオペレーターの問題。0.003インチの深さ調整によって、V幅に応じて角度が数十分の数度動くことがある。もし調整しすぎれば、その部品はスクラップになる。慎重に追い込めば、完璧だ。.
エアベンディングでは、ダイの開口部が主に内側半径と加圧トン数の範囲を決める。最終的な角度を「固定」するわけではなく、ボトミングをしている場合を除けばそうだ。したがって、4方向ブロックが正確に加工され、しっかり据えられ、確実に締め付けられている限り、許容誤差の積み重ねの支配的要因ではない。.
その積み重ねを支配しているのは、材料とセットアップだ。.
つまり、プロセス自体が±0.5度の範囲で動いている世界にいるのなら、単一用途ダイを要求することで実際に何を得ているのだろうか?
図面に「90° ±1°」と記載されていると想像してみよう。機能要件:スロット付きの穴を持つ溶接フレームにブラケットを組み付ける。結果は90.6°。組み立てには問題なし。顧客はその違いに気づかない。.
次に、今のシフトで「より精密だから」と専用の0.875インチVに交換するのに43分費やしたとする。エアベンディングで平均ばらつきを±0.5°から±0.3°に改善した。つまり、許容差が1度ある中でわずか0.2度の精度向上だ。.
実際に何を得たのだろう?
フィットでも、機能でも、顧客満足でもない。運転メーターが回り続け、作業が止まっている間に、分度器の数字が少し小さくなっただけだ。.
例外もある。±0.25°の許容差を持つ航空機部品のブラケット。角度が接触圧に影響する打刻電気バスバー。再現性が悪い旧式ブレーキで、ボトミングによって機械的欠陥を隠す場合。そうしたケースでは、単一用途工具は過剰ではなくリスク管理だ。.
しかし、それが仕事の5%で、残りの95%をすべて航空機並みに工具化しているなら、誰も現金化しない精度コストを支払っていることになる。.
能力損失が実際に存在することはすでに証明されている — 1台のブレーキで月15時間46分。もし高精度工具が新しい収益を生まず、測定可能なスクラップを防がないなら、それは「高品質」ではない。職人技のように見える過剰設計だ。.
したがって、高混合生産のほとんどで精度への恐れがなくなれば、不満の矛先が変わる。.
“「その4方向ブロックは重い。」”
“「回転させにくい。」”
“「作業が遅くなる。」”
いいことだ。ようやく、架空の許容差の幽霊ではなく、現実的な作業現場の摩擦について議論できるようになった。.
精度が本当の問題ではないなら、4方向ダイは実際の日常作業でオペレーターを遅くしているのだろうか?
カタログに書いてあることではなく、あなたたちが背中や肩で感じていることについて話そう。しっかりした4ウェイブロックはおよそ85ポンドあるかもしれない。単一のVダイ棒は28ポンド程度。片方は力で持ち上げて所定の位置に収められるが、もう片方はホイストを探したくなる重さだ。.
だから異論は実用的に聞こえる。「交換回数は減るが、1回あたりが重くなる」。.
もっともだ。重力には誰も勝てない。.
だが本当のシフト現場で重要なのはこうだ。支払っているのは持ち上げた重量ではなく、ブレーキが沈黙している時間だ。重いものを1回持ち上げる方が、軽いものを6回持ち上げるより良い。なぜなら、その“軽い交換6回”にも毎回「クランプ解除、取り外し、ラックに戻し、取り出し、位置合わせ、クランプ、試し打ち、調整」が含まれるからだ。利益を食うのは重量ではなく、繰り返し作業である。.
そして繰り返しは厄介だ。.
高混合生産日の2つのシナリオを想像してみよう。.
シナリオA:単一Vダイを6回交換。ラックが近く、オペレーターがシムを探していない場合、1回の交換に7分。ドアツードアで42分、つまりメーターが回っているのに車輪が動いていない時間だ。.
シナリオB:シフト開始時に4ウェイブロックを1つ据える。ホイストを使うので11分かかるが、丁寧に据え付け、位置を正確に出す。シフト中盤で一度だけ回転 — 6分、制御されたリフトで90度回して再クランプ。.
合計17分。.
回転が少し厄介で8分かかったとしても、合計19分。つまり、今日1日でまだ23分の余裕が手元にある。22営業日で506分、つまり8時間26分の生産能力を、すでに支払っているのに販売していなかったということだ。.
しかも回転が1回だけの場合の話だ。.
ではストレステストをしてみよう。確かに、吊りチェーンでソリッドブロックを宙で回すのは協調が必要だ。もしオペレーターが焦れば、ダイの座りが悪くなり、摩耗や指のリスクもある。これは現実だ。だが現実なのはもう一つある。6本の棒を6回位置合わせするチャンス。6回スケールを肩の下に噛ませるチャンス。6回のクランプサイクルだ。.
1か月の間に、どちらのプロセスのほうがエラーの機会を多く生むだろう?
あなたの現場で見えていることを教えてほしい。.
すべての4ウェイが重りではない。.
8フィートのソリッドブロックもひとつの戦略だが、セクション化された4ウェイダイ — 2フィートや3フィートのセグメントに分割されたもの — は取り扱い条件をまったく変える。1セクションあたり35〜45ポンドの持ち上げ。作業長に必要な部分だけを回転させる。短い部品なら1セグメントだけ回し、残りはそのまま。.
これは理論ではない。空中を移動する鋼材が単純に減るということだ。.
そして静かな成果がこれ。セクション化ブロックを使えば、ブレーキを荷捌き場のように扱うことがなくなる。ホイストは1回降ろすだけで、毎時間ごとではない。オペレーターはツーリングラックまで40フィートを歩く必要がなくなる。4種類の一般的なV開口がすでにベッドの上に揃っているのだから。.
しかし、1つのブロックが4つの一般的な開口部をカバーするなら、シフト全体にわたって引き抜きと交換のサイクルをまるごと排除できる。.
そう、1つの専用Vダイは、開口サイズが極めて重要な、狭く短いフランジ形状において依然として王者だ。おとぎ話を語るつもりはない。もしその仕事が本当に終日その正確な形状を必要とするなら、専用工具を使うべきだ。この議論は単一部品の生産セルではなく、多品種のエアベンディングの領域に存在する。.
問題は「4ウェイが完璧か?」ではなく、「それが動作を減らすか、それとも増やすか?」だ。“
大半の混合スケジュールでは、それは確かに減らす。.
ブレーキ部門の裏壁まで歩いてみよう。.
不揃いなVダイの列が見えるだろう? 0.625、0.750、0.875、1.000、1.250。その半分は3週間も触れられていないのに、「念のため」にそこに置かれている。これらの棒のすべてがラックスペースを必要とする。ラックは床を占有する。床の1平方フィートごとに、家賃、暖房、保険、そして機会費が発生する。.
4ウェイブロックは、それら4つのプロファイルを機械内の1つのフットプリントにまとめる。.
その工具の墓場は単なる雑然ではない。それは歩行時間であり、探索時間であり、作業者が「1インチのVはどこだ?」と尋ねる間ブレーキは沈黙している時間でもある。たった3分の捜索時間が1日に2回あれば6分。22日間で132分、つまり2時間12分が探し歩く作業に失われている。.
それをスプレッドシートでは見ることはない。残業で感じるのだ。.
だからそう、4ウェイダイは手に持つとよりかさばる。ホイストと少しの慎重さが必要だ。しかしそれはブレーキ周辺の動きを縮小する ― 歩行が減り、ラックが減り、接触が減る。.
私は、1シフトあたり1回の重い持ち上げを、6回の軽い持ち上げより選ぶ。なぜなら、利益を殺しているのは重力ではなく、繰り返しだからだ。.
さて、人体工学的なトレードオフが現実であり測定可能だと認めた今、次の質問は感情的なものではない。.
それは財務の問題だ。.
取り戻した時間 ― ここで23分、あそこで17分 ― が、白黒の数字でより高い購入価格をどの時点で回収するのか?
先月、私たちのブレーキの1台が1時間あたり$155を請求した。多品種の作業。特別なものではない。22営業日を追跡したところ、不要なVダイ交換によって1シフトあたり平均23分が失われていた。.
23分は1日あたり0.383時間だ。それを$155で掛けると、タクシーメーターが回り車輪が止まっている間に毎日$59.37の能力が消費されていることになる。22日間で月間$1,306.14だ。.
$2,000の4ウェイダイに対して、月間で回収される能力が$1,306.14なら、収支が均衡するまで1.53か月、つまり約6.4週間となる。.
これが、時間の節約が本物で一貫している場合の計算だ。だがもし作業の種類が軽く、交換が少なく、請求レートが低い場合はどうだろう?
3つのシナリオを見てみましょう。魔法の粉なし。単なるブレーキタイムです。.
シナリオ1:保守的な工場。. 1シフトあたり12分の節約。これは0.2時間 × $140/時間 = $28/日。22日で$616。$2,000の回収期間は3.25ヶ月。.
まだ四半期内に収まっています。.
シナリオ2:中程度の回転率。. 18分の節約。これは0.3時間 × $155 = $46.50/日。月ベースでは$1,023。回収期間:1.95ヶ月。.
シナリオ3:高稼働(当社のようなケース)。. 1時間あたり$155で23分作業すると、$1,306.14/月。回収期間:1.53ヶ月。.
このカーブを動かしている要素に注目してください。許容差ではありません。カタログ仕様でもありません。回転頻度です。.
Guidewheelのデータでは、ブレーキの中央値稼働時間は12.9%、上位四分位数は34.3%。これにより、同クラス機を使う工場間で2.6倍の差が出ています。違いはストローク速度ではなく、ブレーキがセットアップ待ちや、設定方法を知る特定作業者待ちの時間にあります。.
1つのブロックで4種類の一般的な開口部をカバーできれば、シフト中の引き抜き・交換サイクルを丸ごと排除できます。これは単に時間を節約するだけでなく、設定の手間なしに交代できる作業者の範囲を広げることにもつながります。.
そして、作業者の不在がベンダーのダウンタイムの19.5%を占めている場合、この柔軟性は「ソフトな利点」ではありません。実稼働時間を守るための保険です。.
したがって、損益分岐点の本当の問いはこうなります。――現在、1シフトあたり何回の交換を抱えていますか?
よく言われる反論はこうです:「もしその4方向ブロックが傷ついたら、一度に4つの開口部を失うじゃないか。」“
もっともな意見です。.
では、その恐れを数値で見てみましょう。.
手入れを怠った金型は40%早く摩耗します。使用後の清掃で摩耗は10〜15%減少。潤滑でさらに20%減少。頻繁な点検で寿命は15〜20%延びます。これらの割合は、単一V型でも4方向ブロックでも同じです。鋼鉄はあなたの購買理念を気にしません。.
変わるのはサイクルの集中度です。4方向ブロックは複数の部材を置き換えるため、物理的なブロック1つあたりの打撃回数が増えます。年間50万回以上のサイクルを回しているなら、その負荷では油圧部品の故障率が3倍になることをすでにご存じでしょう。高サイクル稼働には規律が求められます。.
しかし、規律は重複よりも安上がりです。.
最悪のケースとして、4ウェイを損傷し、18か月ごとに再研磨と再仕上げに$600が必要だと仮定しましょう。これは、月に換算すると$33.33の償却費になります。保守的に見ても月間容量が$616増加することを考えると、そのリスクはこの計算式を覆しません。.
本当のリスクは統合ではありません。ずさんな取り扱いです。そして、ずさんな取り扱いは4つの単能型金型を同じような速さで消耗させます — ただし、摩耗がラック全体に分散されるため、気づかないだけです。.
あなたが心配しているのはコストの集中ですか?それとも保全文化の問題でしょうか?
火曜日の午後にこれを想定してみましょう。.
主任ブレーキオペレーターが病欠します。代わりの担当者も部品を動かせますが、セットアップが遅いのです。彼は位置決めを再確認し、適切なバーを探すため、金型交換ごとに3分余分にかかります。.
交換ごとに3分余分、1シフトに4回交換すれば12分。時給が$155なら、今日は$31を失ったことになります。これは技能が均等に分布していないためです。.
Guidewheelによると、ベンダーのダウンタイムは19.5%(単位時間)のオペレーター不在が原因とされています。プレスブレーキは技能依存度の高い機械です。セットアップを簡素化できれば、その依存関係を減らすことができます。.
4ウェイダイが新人を達人に変えるわけではありません。しかし、判断を絞り込みます。工具交換が減り、ラックまで歩く回数が減り、クランプサイクルも減ります。.
そして疲労は現実です。7分の交換を6回行えば、非切削作業が42分です。1回の取り付けと1回の回転なら20分未満。鋼材との格闘が減ることで、午後4時半に近道をすることも減り、金型の不完全な装着や初品の修正も少なくなります。.
その項目は工具の請求書には記載されません。.
しかし、それは滑らかな引き継ぎや「1インチVはどこ?」という瞬間が減ること、そしてブレーキが人を待つのではなく部品を作る時間が増える形で現れます。.
では、$2,000の工具が「無料」になるのはいつでしょうか?
回復した時間を実際の請求単価で掛けたものが、四半期より早く購入価格を上回ったとき — そして、交換の頻度が高く、ストローク速度ではなく交換がネックになっているほど混乱したミックスの場合です。.
計算は簡単です。.
難しいのは、あなたの工場のミックスと規律がそれに見合うかどうか — それとも実際の制約が他にあるのか、という問いです。.
あなたに必要なのは新しい金型カタログではありません。ブレーキを本当に詰まらせているものを知ることです。.
もし、交換頻度と規律がROIを左右するなら、真の問いは「4ウェイは十分に精密か?」ではなく、「金型交換が制約なのか、それとも他の問題を工具のせいにしているのか?」です。なぜなら、もしプログラミング遅延、材料の段取り、オペレーターの確保が真の原因なら、市場にあるすべてのマルチVブロックを買っても、ブレーキは沈黙したままだからです。.
ここで多くの工場がたじろぎます。ツーリングを「何本あるか、幅はいくつか、Rはいくつか」といった在庫管理のように扱い、「生産能力戦略」として考えていません。プレスブレーキはタクシーメーターのように時間で稼ぐ収益エンジンです。ツール交換に費やす1分1秒は、メーターは回っているのに車輪が動いていない有料時間です。しかし、部品が段取りされていない、プログラムが検証されていないなど、メーターが回っている原因が別にある場合、ツーリングを改善しても問題は解決しません。.
では、神話と仕組みをどう見分けるのでしょうか?
第1の質問:通常のシフトで、金型交換のためだけにラムが止まっている時間は何分ですか?
フォークリフト待ちではありません。プログラム調整でもありません。実際にクランプを外し、引き抜き、ラックに置き、取り付け、位置合わせをしている時間です。.
それを具体的な数字——12分、18分、43分——で答えられないなら、ただの勘です。3シフト分を記録しましょう。1シフトあたり合計10分未満なら、ツーリングは主要な制約要因ではないでしょう。20分を超えるなら、それはパターンとして見えてきます。.
第2の質問:リーダーオペレーターが不在のとき、段取り時間は急増しますか?
交換が6分から11分に延びるのが、バックアップがすべてを二重確認するためであれば、その差はツーリングの複雑さに直結した隠れた能力損失です。ツール構成を簡素化すれば、スキルギャップを縮小できます。もしスパイクがなければ、すでにプロセスは標準化されています。ツールの集約をしても大きな効果はないでしょう。.
第3の質問:最もよく使うV溝開口は集中していますか、それとも分散していますか?
過去60日間の曲げデータを確認してください。もしエアベンドの70〜80%が4つのRule of Eight(0.375インチ、0.500インチ、0.625インチ、0.750インチ)ウィンドウに収まるなら、集約の余地があります。もし各ジョブが特殊な板厚や厳密なボトミングのような一品特注なら、専用の金型を多く抱えるカスタムショップということになります。.
この3つの答えが、ツール交換が摩擦なのか、それともただの雑音なのかを教えてくれます。.
そして、もし摩擦があるなら、精度を損なわずに何をどう変えるべきでしょうか?
よくある勘違い:4ウェイ金型に移行=全面移行だと思い込むこと。.
違います。.
公差と頻度でセグメント化するのです。標準的なエアベンド公差内で問題なく処理できる曲げ——日常的なブラケット、カバー、フレーム——の80%を4ウェイへ。非常に厳しい角度精度や特殊R、表面保護を要する残り20%は、その作業専用に設計された金型のままにします。.
それは妥協ではありません。制約を正確に狙うことです。.
確かに、単一用途のV溝金型は極限のエアベンド精度ではマルチVを上回ることがあります。しかし、その差が±1°の公差内でわずか数分の1度にすぎないなら、実際に何を得ているのでしょうか?1つの金型ブロックで4つの標準開口をカバーできれば、シフト中の「取り外し→取り付け」サイクルをまるごと削減できます。精度が必要な箇所では維持し、そうでない箇所では複雑さを取り除けます。.
では、水ジェットカットしたプレートを溶接して作る「積層自作金型」はどうでしょう?
なるほど、工夫されていますし、初期コストは安価です。しかし今度は、設計時間、溶接歪みのリスク、位置ずれのばらつき、積層が完全に直角でない場合の手直しといった問題を抱えます。現場の品質管理が世界レベルなら成立するかもしれません。そうでなければ、購入コストを変動要因と引き換えにしただけ——そしてその変動は初品の修正や角度追い調整という形で必ず現れます。.
そして、新しい仕事ごとにカスタムの4ウェイを作るって?
それでは、ただ見た目が良くなっただけで、在庫問題を再発明しているようなものです。重要なのは、あらゆる例外的なケースに合わせて特注の金型を追いかけることではなく、自社の統計的多数派に基づいた標準化です。.
つまり、80% をターゲットにしたら、それがスケジュールそのものにどんな影響を与えるのでしょうか?
材料の厚さによって仕事が順序づけられる週を想像してください。どの金型が今クランプにあるかではなく。.
交換を避けるためだけに部品をまとめる代わりに、準備が整ったものをそのまま加工します。営業が正午に「14ゲージブラケットの特急注文」を押し込んできたとします。専用の段取りであれば、9分の交換と初品確認が必要です。でも、必要なVをカバーする4ウェイがすでに装着されていれば、あとは回転とプログラム呼び出しだけ。2分、せいぜい3分です。.
その差、つまり約7分の削減は、たいしたことのようには聞こえません。しかし、それを1週間に5回繰り返すと、合計で35分を取り戻せます。22営業日で考えると、946分——つまり15時間46分——分の稼働能力を、すでに支払っているのに販売していなかったことになります。.
この計算結果よりも重要なのは、行動の変化です。.
交換作業が順序を支配しなくなると、スケジュールは正直になります。「次の段取り替えのときにやろう」という言い訳の中に非効率を隠すことがなくなります。ブレーキプレスは脆弱ではなく、柔軟に対応するようになります。そして「脆さ」こそが、残業、突貫作業、顧客への謝罪を引き起こすのです。.
だから次に進むときは、どの金型が単独でより精密かを問うのをやめましょう。その代わりに、どの段取りがブレーキプレスに「待ち時間」ではなく「加工時間」を与えるかを問いましょう。.
なぜなら、一度ブレーキプレスを「制約された生産能力」として捉えれば、それは「工具の見せ場」ではなくなります。そうなったとき、適正な在庫レベルは購買の議論ではなく、スループットの意思決定になります。.


















