

Vi um operador de quinadora enterrar o punção mais 0,040 pol., convencido de que o ângulo iria finalmente fechar a 60°. Em vez disso, abriu-se para 62°.
Ficou a olhar para o ecrã como se este lhe tivesse mentido. Não mentiu. Foi a sua intuição que falhou.
Esse é o engodo do dobramento ao ar — acreditar que a profundidade equivale ao ângulo e que o ângulo vive no controlador. Essa lógica funciona até ao momento em que a geometria deixa de ser livre.
No dobramento ao ar com matriz em V padrão, a chapa toca apenas em três pontos: ponta do punção e ombros da matriz. Tudo o resto é ar. Essa liberdade é o que permite ajustar ±1° mexendo a profundidade alguns milésimos. O material pode deslizar, esticar e redistribuir tensões conforme o controlas.
Agora imagina um perfil complexo — uma forma com lingueta moldada, paredes laterais, desvios, raios internos apertados. A chapa já não está suspensa no ar. Está a entrar em contacto com superfícies cedo e frequentemente. O fluxo do material já não é livre; é guiado, por vezes bloqueado.
Verificação da realidade: quando o fluxo é restringido, a penetração deixa de equivaler ao ângulo. Já vi isto estragar uma produção de $50k.
Se o teu modelo mental ainda é “aumentar a profundidade, fechar o ângulo”, estás a lutar contra o metal em vez de entender o que está a acontecer fisicamente.
Então qual é realmente o custo de forçar um punção universal a comportar-se como um personalizado?
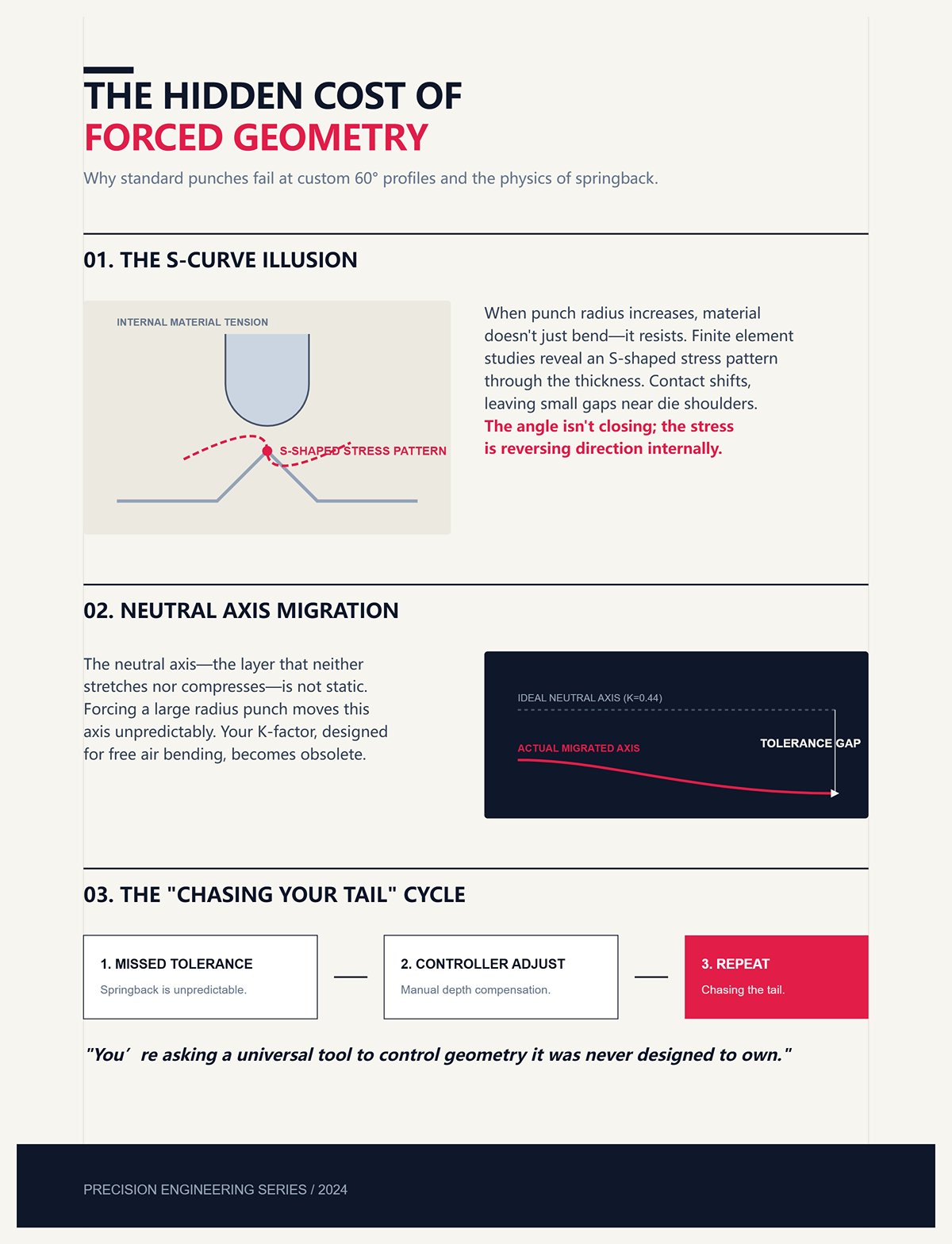
Imagina que estás a tentar formar um perfil complexo de 60° numa matriz em V com um raio de punção grande. Vais mais fundo esperando um ângulo mais fechado. Mas estudos de elementos finitos mostraram algo feio: à medida que o raio do punção aumenta, o material pode formar um padrão de tensões em forma de S ao longo da espessura. O contacto muda. Pequenas folgas aparecem perto dos ombros da matriz.
Pensas que estás a fechar o ângulo. Internamente, as tensões estão a inverter direção.
A peça recupera de forma imprevisível porque o eixo neutro — aquela camada imaginária que não estica nem comprime — mudou. A tua suposição do fator K, feita para o dobramento livre ao ar, está agora errada. Não por pouco. Por o suficiente para falhar as tolerâncias todas as vezes.
Então fazes compensações no controlador. Depois compensas de novo. Estás a correr atrás do rabo.
Tudo porque pediste a uma ferramenta universal que controlasse uma geometria para a qual nunca foi concebida.
O que acontece quando a geometria reage com mais força?
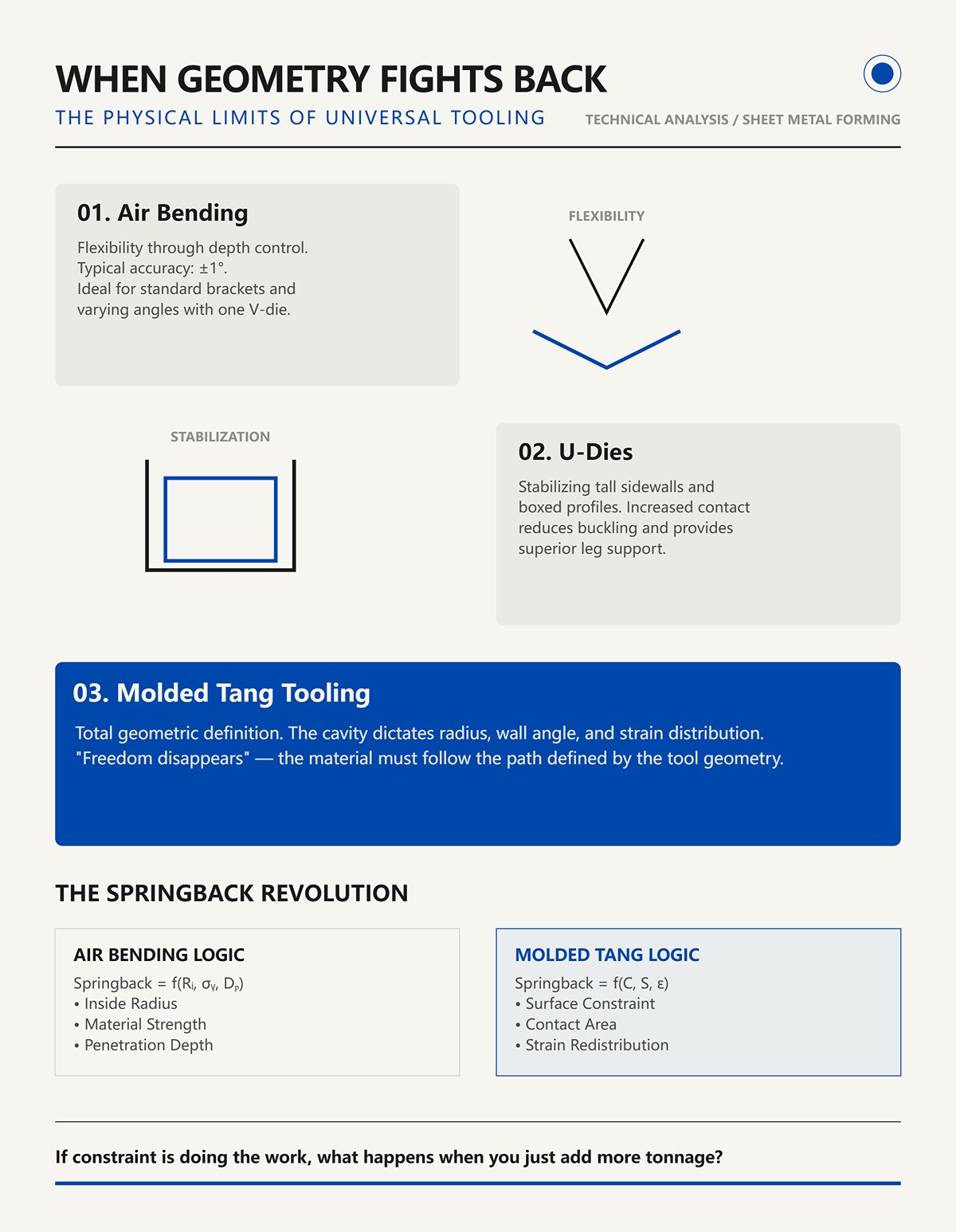
O dobramento ao ar promete flexibilidade. Uma matriz em V pode atingir vários ângulos através do controlo da profundidade. Precisão típica? Cerca de ±1° se conheceres bem o teu material. Serve perfeitamente para suportes.
Mas quando as paredes laterais ficam altas ou os perfis são fechados, a chapa precisa de apoio. As matrizes em U provam isso — estabilizam canais ao suportar as pernas, reduzindo empenos. Mais contacto. Mais controlo.
As ferramentas com lingueta moldada vão mais longe. Não se limitam a suportar o material; definem o seu percurso. A forma da cavidade dita o raio, o ângulo da parede e até onde a deformação se acumula. A liberdade desaparece.
E com isso, a tua velha matemática de recuperação elástica.
No dobramento ao ar, a recuperação elástica é em grande parte uma função do raio interno, da resistência do material e da profundidade de penetração. Na conformação com lingueta moldada, é regida pela restrição e pelo contacto superficial. A geometria da ferramenta redistribui a deformação antes mesmo de chegares ao fundo.
Isso não é um ajuste na tua folha de cálculo. É uma reconstrução.
Se é a restrição que faz o trabalho, o que acontece quando simplesmente aumentas a tonelagem?

Já vi operadores verificarem novamente as tabelas de tonelagem e depois acrescentarem 10 por cento “para garantir”. A lógica é simples: mais força, menos recuperação elástica.
Funciona na cunhagem — onde se faz intencionalmente escoar toda a zona de dobra e se fixa o ângulo. Mas a cunhagem desgasta as ferramentas e não funciona bem com material mais espesso. É uma solução de força bruta.
Em formas complexas com lingueta moldada, a tonelagem extra muitas vezes aumenta o contacto superficial mais cedo, bloqueando o material antes que termine de fluir. Congelas a tensão em vez de a aliviar. O ângulo desvia-se mais, não menos.
Essa é a parte que ninguém quer ouvir.
Porque isso significa que a precisão já não depende da força que aplicas ou da profundidade que atinges. Depende da forma do aço que está a empurrar.
E se a ferramenta detém a geometria, então os teus antigos instintos de dobragem ao ar — tabelas de fator K, ajustes de profundidade, estimativas de recuperação elástica — não estão apenas ultrapassados.
São irrelevantes.
Portanto, a verdadeira mudança não é afinar melhor o controlador.
É aceitar que, na conformação com lingueta moldada, a ferramenta é a própria matemática.
Imagina uma ferramenta de lingueta moldada com um punção envolto por uma placa de extração, paredes de cavidade a abraçar ambos os lados do perfil e uma paragem integrada onde a peça se encaixa fisicamente no fundo. Fazes o ciclo do martelo e, antes de chegares a meio do curso descendente, a chapa já está a tocar no aço em três, quatro, cinco superfícies.
Agora pergunta a ti mesmo: se a ferramenta controla todos esses pontos de contacto, onde exatamente é que o metal deve “decidir” o seu ângulo final?
Na dobragem ao ar, conduzes um reboque solto. Na conformação com lingueta moldada, prendes a carga num berço maquinado. A liberdade desaparece. E uma vez desaparecida a liberdade, desaparece também a velha ideia de que o controlador é quem manda. O que acontece quando a geometria reage com mais força não é um problema de software — é um problema de mecânica de contacto.
Prepara uma simples dobra ao ar de 90° em aço macio de 0,125 pol. Três pontos de contacto. A chapa toca na ponta do punção e nos dois apoios da matriz. Todo o resto é espaço livre. À medida que penetras mais fundo, o material pode retrair-se para dentro a partir das abas. O eixo neutro — aquela camada que não estica nem comprime — flutua onde o equilíbrio de tensões o coloca. É por isso que alguns milésimos de profundidade podem alterar um grau. O metal é livre para redistribuir a deformação.
Agora envolva essa mesma peça dentro de uma cavidade moldada de tang. Adicione paredes laterais que entrem em contacto cedo. Adicione uma placa extratora que arraste na superfície à medida que o punção avança. A investigação sobre dobragem constrangida com extratores mostra algo crítico: o atrito entre o extrator e a chapa induz força de tração ao longo do comprimento da dobra. Em vez de as fibras internas apenas comprimirem e as fibras externas apenas alongarem, está-se a alongar ativamente toda a zona de dobra enquanto é forçada sobre o punção.
Essa tração resiste ao deslocamento do material. A chapa não pode simplesmente deslizar a partir das pernas para alimentar o raio. Tem de se alongar localmente.
Verificação da Realidade: uma vez que o deslocamento é restringido, a profundidade de penetração já não corresponde claramente ao ângulo. Já vi isto estragar uma execução de $50k.
Na dobragem ao ar, a recuperação elástica é largamente função do raio interior, da resistência do material e da profundidade de penetração. Na conformação constrangida, o estado de tensão é reescrito pelo atrito e pelo contacto de múltiplas superfícies antes de chegar ao fundo. O eixo neutro não apenas “desloca-se” — é fixado pela geometria e pela tensão. Se o metal estiver a ser esticado sobre uma cavidade fixa enquanto é impedido de alimentar, quem é que realmente controla o caminho da deformação?
| Secção | Conteúdo |
|---|---|
| Tópico | Dobragem ao ar vs. conformação constrangida: onde o material realmente se move |
| Configuração de Dobra ao Ar | Configure uma simples dobra ao ar de 90° em aço macio de 0,125 pol. com contacto em três pontos. A chapa toca na ponta do punção e nos dois ombros da matriz; todo o resto é espaço aberto. À medida que a penetração aumenta, o material pode deslocar-se para dentro a partir das pernas. O eixo neutro — a camada que não alonga nem comprime — flutua de acordo com o equilíbrio de tensões. Algumas milésimas de profundidade podem alterar o ângulo em um grau porque o metal é livre para redistribuir a deformação. |
| Configuração de Conformação Constrangida | Envolva a mesma peça dentro de uma cavidade moldada de tang. Adicione paredes laterais que entrem em contacto cedo e uma placa extratora que arraste na superfície à medida que o punção avança. A investigação mostra que o atrito entre o extrator e a chapa induz força de tração ao longo do comprimento da dobra. Em vez de apenas compressão interna e tração externa, toda a zona de dobra é ativamente alongada enquanto é forçada sobre o punção. |
| Diferença no Comportamento do Material | A tração induzida resiste ao deslocamento do material. A chapa não pode deslizar das pernas para alimentar o raio e tem de se alongar localmente. |
| Verificação da Realidade | Uma vez que o deslocamento é restringido, a profundidade de penetração já não corresponde claramente ao ângulo. Este efeito pode causar um desperdício significativo na produção (por exemplo, uma execução de $50k). |
| Comparação da Recuperação Elástica | Na dobragem ao ar, a recuperação elástica depende largamente do raio interior, da resistência do material e da profundidade de penetração. Na conformação constrangida, o atrito e o contacto de múltiplas superfícies reescrevem o estado de tensão antes de tocar no fundo. O eixo neutro torna-se limitado pela geometria e pela tensão em vez de se deslocar livremente. |
| Questão Central | Se o metal for esticado sobre uma cavidade fixa enquanto é impedido de alimentar, o que está realmente a controlar o caminho da deformação? |
Pegue numa ferramenta de tang moldada com um raio interior maquinado de 0,060 pol. Esse raio não é uma sugestão. É um facto em aço. Quando o punção fecha na cavidade, a chapa é forçada a conformar-se a esse raio ao longo de todo o seu comprimento.
Na dobragem ao ar, o raio interior é um subproduto — aproximadamente 16 por cento da abertura em V para aço macio como regra prática. Mude a largura da matriz em V, muda o raio. Mude ligeiramente a penetração, o raio altera-se um pouco. É flexível, razão pela qual as suas tabelas de fator K são estimativas estatísticas.
Numa cavidade moldada de tang, o raio é fixo. Mas aqui está a parte que a maioria das pessoas não nota: fixar o raio não significa automaticamente fixar o ângulo a menos que a distribuição de pressão esteja correta.
Se conduzir o punção para além da paragem pretendida, começa a compactar a malha interna — comprimindo a estrutura granular perto da superfície interna. Isso aproxima-se do território de fundo ou mesmo de cunhagem, o que pode requerer de cinco a trinta vezes a tonelagem de uma dobragem ao ar. Fazê-lo cegamente pode induzir “recuperação elástica negativa”, onde a peça fecha efetivamente para além do nominal após descarregar.
Parece ótimo até afinarmos demasiado a parede interna e alterarmos novamente o fator K.
Então sim, a geometria fixa elimina a aleatoriedade da deformação a ar livre — mas apenas se a cavidade suportar o material de forma uniforme e a tonelagem corresponder à intenção de projeto. Uma má distribuição de pressão numa cavidade apertada pode criar sobrecarga localizada, afinamento e alongamento imprevisível. Agora a tua matemática “fixa” está novamente incorreta, apenas de uma forma diferente.
A lição não é que os ressaltos moldados sejam infalíveis. É que a sua precisão depende totalmente de como a cavidade gere a área de contacto, o atrito e a distribuição da carga. Se o raio é ditado pelo aço, o que bloqueia o próprio ângulo para que deixe de se preocupar com a profundidade do avanço?
Já realizei trabalhos de encurvamento por fundo em prensas de trinta anos, com codificadores imprecisos, e ainda assim mantive o ângulo. Porquê? Porque a matriz era o limite mecânico rígido. O controlador apenas me aproximou; a ferramenta concluiu o trabalho.
Uma ferramenta com ressalto moldado e batente integrado pega nesse princípio e aperta-o. No curso total, a peça assenta fisicamente contra uma superfície maquinada que define o ângulo final da parede. Não “aproximadamente”. Não “com base na profundidade”. Para porque bate no aço.
Isso é independência do batente traseiro em forma física.
Se a tua chapa estiver ligeiramente mais longa ou mais curta, o encurvamento a ar revela isso imediatamente como variação de ângulo, pois o material pode puxar-se de forma diferente em cada ciclo. Numa cavidade restrita com batente integrado, o puxamento já está limitado e a posição final é definida pela face do batente. A variação na profundidade do avanço de alguns milésimos não altera o ângulo quando o batente é engatado — a carga apenas aumenta contra a ferramenta.
Mas aqui está a matemática híbrida de que ninguém fala: ainda precisas de tonelagem suficiente para assentar totalmente a peça contra o batente sem que o retorno elástico a mantenha afastada da superfície. Força demasiado baixa e fica a flutuar. Força em excesso e estás a cunhar sem querer.
Isso significa que o projeto da ferramenta, a resistência do material e a capacidade da prensa têm de ser calculados em conjunto. O controlador torna-se um sistema de entrega de força e posição; a ferramenta define o resultado.
Uma vez aceite que a cavidade fixa o raio, o batente fixa o ângulo e o atrito fixa o caminho de deformação, os antigos quadros de fator K para encurvamento a ar não são apenas imprecisos — descrevem um mundo físico diferente.
Então, se a ferramenta dita o raio, o ângulo e o estado de deformação, o que isso faz à tua matemática de desenvolvimento e retorno elástico?
Tinha um suporte de aço macio de 0,125 pol. que, no papel, estava perfeito. Números de encurvamento a ar. Fator K de 0,42. Raio interior estimado em 16 por cento de uma abertura em V de 1 pol. O cálculo da tolerância de encurvamento saiu limpo, a chapa foi cortada, o primeiro golpe pareceu bom.
Exceto que a flange ficou curta. Não por pouco. Por 0,060 pol.
Mesmo material. Mesma espessura. Mas desta vez foi formado numa cavidade com ressalto moldado com raio maquinado de 0,060 pol. e paredes laterais que prenderam cedo. A velha matemática assumia que o eixo neutro flutuaria algures por volta de 42 por cento da espessura a partir do interior. Na cavidade, com o atrito a alongar a zona de encurvamento e o puxamento limitado, esse eixo neutro deslocou-se para fora. O material alongou-se mais do que a tabela previa. Mais alongamento significa maior consumo da tolerância de encurvamento. Maior tolerância consumida significa pernas mais curtas.
Isso não é um erro de arredondamento. É um caminho de deformação diferente.
Se a ferramenta fixa o raio e o ângulo, então a única variável restante na tua matemática de padrão plano é como o material realmente se estica dentro desse invólucro de aço. E é aí que começa a reconstrução.
Vejamos a fórmula clássica da tolerância de encurvamento:
BA = ângulo × (R + K × T)
Ângulo em radianos. R raio interior. T espessura. K a razão do eixo neutro.
Na flexão ao ar, K é um compromisso estatístico. O raio forma-se como função da abertura em V e da penetração. A chapa pode retraír-se a partir das pernas ao envolver o punção. O eixo neutro “encontra” a sua própria posição com base numa deformação relativamente livre.
Agora prenda essa mesma chapa numa cavidade moldada para lingueta.
As paredes laterais contactam antes de envolver totalmente. Um extrator exerce pressão por cima. A fricção ao longo dessas superfícies induz tensão ao longo da linha de dobra. Em vez de simplesmente dobrar, o material está a ser esticado sobre um raio fixo de 0,060 pol. enquanto é impedido de avançar para o interior.
Mecanicamente, isso faz duas coisas:
Se o seu manual disser K = 0,42 e a condição real constrangida comportar-se como 0,48 ou 0,50, a sua tolerância de dobra aumenta. Numa dobra de 90° em material de 0,125 pol. com um raio de 0,060 pol., essa alteração pode consumir de cinquenta a oitenta milésimos do comprimento plano.
Verificação da Realidade: se ainda estiver a usar o fator K do manual do seu trabalho em matriz em V, já vi isto levar ao sucateamento de uma produção de $50k.
Poderia dobrar experimentalmente e calcular um novo K como os mais antigos fazem com matrizes em V? Claro. Três golpes, medir, ajustar, repetir. Isso funciona quando o modo de deformação se mantém consistente.
Mas numa lingueta moldada, a consistência da deformação depende do encaixe completo na cavidade, fricção consistente e tonelagem estável. Se falhar um desses, o seu K “calibrado” volta a derivar. Portanto, a questão não é se consegue afiná-lo — é se está a afinar o modelo físico certo desde o início.
Já vi operadores sobre-dobrarem flexões ao ar para 88° para abrirem até 90°. Movimento clássico. Em vez disso, abriu até 62°.
Isso não foi magia. Foi fluência por cunhagem. Assim que se avança suficientemente numa cavidade apertada, já não se está numa flexão ao ar dominada elasticamente. Está-se a comprimir plasticamente as fibras interiores e a redistribuir tensão pela espessura. O que acontece quando a geometria devolve força não é uma recuperação elástica suave — pode inverter o sinal da correção.
Na flexão ao ar, a recuperação elástica é largamente função do raio interior, da resistência do material e da profundidade de penetração. Portanto, calculamos um ângulo de sobre-dobra e comandamos o martelo para lá ir.
Numa lingueta moldada com batente integrado, o ângulo final é definido pelo contacto de aço com aço. Não se “programa” 92° e espera que relaxe até 90°. Maquina-se a cavidade para o ângulo que produz 90° após descarregar sob força de encaixe total.
Esse é o paradoxo: a sobre-dobra não é programada no controlador. É maquinada na ferramenta.
Matematicamente, isso significa que o seu termo de recuperação elástica passa de uma variável na configuração da prensa para um desvio fixo no ângulo da cavidade. Se o material e a espessura mudarem, o ângulo da cavidade pode deixar de compensar corretamente. O seu fator de recuperação elástica Ks — ângulo final dividido pelo ângulo carregado — já não é apenas baseado no material. É material mais restrição.
Ignore isso e estará a correr atrás do prejuízo, ajustando a profundidade do martelo contra um batente rígido que não se importa com o que o controlador pensa.
Portanto, se a correção do ângulo está incorporada no próprio aço da ferramenta, quanta força é necessária para tornar essa correção real em cada ciclo?
Num dobramento a ar de 4 pés em aço macio de 0,125 pol., pode usar, digamos, 20 toneladas. A carga está concentrada ao longo de uma ponta de punção estreita e de dois ombros da matriz. Contacto limitado. Atrito limitado.
Feche esse mesmo comprimento numa cavidade de lingueta moldada e terá contacto da ponta do punção, contacto das paredes laterais, pressão do extrator por cima e assentamento em todo o comprimento contra uma paragem integrada. A área de contacto multiplica-se. O atrito multiplica-se. O material não está apenas a dobrar-se; está a ser prensado numa forma.
A força é igual à pressão vezes a área. Aumente a área e a tonelagem total sobe rapidamente.
Se faltar tonelagem, a peça não assentará completamente contra a paragem. Vai descarregar elasticamente ligeiramente afastada da face da cavidade. Agora, o seu belo ângulo de sobre-dobra maquinado nunca se transfere para a peça. Mede 91° em vez de 90°, ajusta a profundidade e nada muda porque a paragem já está engatada. Foi limitado pela força, não pela posição.
Exagere no sentido oposto e acabará por entrar numa cunhagem involuntária — de cinco a trinta vezes a tonelagem de uma dobra a ar em casos extremos — afinando a parede interna e alterando novamente o seu K efetivo.
É por isso que recalibrar a matemática não se resume a inserir um novo K numa folha de cálculo. Trata-se de ligar três coisas num único modelo: deformação confinada (K personalizado), sobre-dobra definida pela cavidade (ângulo da ferramenta) e tonelagem suficiente para assentar a peça sem a esmagar.
Quando se aceita que o desenvolvimento do blank, a compensação de retorno elástico e a capacidade da prensa são um único sistema no processo de moldagem de linguetas, o controlador torna-se a parte menos interessante da equação.
O que significa que a próxima luta não é de todo teórica — é saber se a sua configuração e alinhamento são suficientemente precisos para que esta matemática reconstruída sobreviva ao primeiro contacto com o chão de fábrica.
Refez os cálculos. Cortou o ângulo da cavidade para compensar o retorno elástico. Verificou que a tonelagem pode assentar a peça sem entrar na cunhagem.
Agora, a única coisa que ainda pode arruiná-lo é a configuração.
Eis a dura verdade: as ferramentas de lingueta moldada não perdoam folgas como a dobra a ar faz. Na dobra a ar, está a conduzir um reboque solto com o volante — um pequeno desalinhamento, um ligeiro ajuste do êmbolo, e pode corrigir o ângulo. Na moldagem de linguetas, a carga está aparafusada num berço maquinado. É a geometria que decide. Se esse berço estiver deslocado meio milímetro, todas as peças sairão erradas exatamente da mesma forma, a plena velocidade de produção.
Isso não é um pequeno erro. É um erro de sistema.
Portanto, a questão torna-se prática: se a matemática está certa, o que a mantém certa no chão de fábrica?
Vamos falar sobre 0,5 mm.
Numa cavidade de lingueta moldada com paredes laterais e uma paragem integrada, esse desvio não distorce apenas um ângulo. Desloca o ponto onde o material contacta primeiro a parede. Isso altera a distribuição do atrito. Isso altera o caminho da deformação. E como a sobre-dobra está maquinada na cavidade, o material formar-se-á obedientemente na geometria errada.
Não lutará consigo. Cumprirá — incorretamente.
Numa peça simples com uma única funcionalidade, pode ver uma aba inclinada ou um furo desviado. Numa lingueta multifuncional com passagens de arrefecimento, alívios ou dobras encaixadas, esse meio milímetro complica-se. Uma parede entra em contacto antecipadamente. Outra nunca assenta completamente. Agora tem pressão de contacto desigual ao longo do comprimento, o que significa uma correção de retorno elástico desigual incorporada no aço.
Verificação da Realidade: Já vi esta sucata arruinar uma produção de $50k. O técnico de montagem garantiu que os números estavam corretos. E estavam. A matriz não estava centrada.
O dobramento por ar tolera um pouco de folga lateral porque o material pode girar livremente entre o punção e os ombros da matriz. A formação de lingueta moldada é restringida por três lados. Não está a dobrar entre dois pontos; está a pressionar numa forma. O desalinhamento não se compensa — fica fixo.
Então, como é que se mantém esse comportamento de contacto consistente quando o próprio atrito faz parte do modelo de deformação?
No dobramento por ar, praticamente não pensamos em lubrificação. A chapa toca na ponta do punção e em dois ombros da matriz. A área de contacto é pequena. O atrito importa, mas não é ele que comanda.
Numa cavidade de lingueta moldada, o atrito faz parte do sistema de comando.
À medida que a chapa envolve e encaixa, o arrasto das paredes laterais resiste à entrada do material. Essa resistência é o que empurra o eixo neutro para fora e altera o K efetivo. Muda o arrasto e muda a distribuição de deformação que acabou de reconstruir nas duas secções anteriores.
Trabalhe a seco na segunda-feira, e com muito óleo na terça, e não se surpreenda quando a sua geometria “fixada” começar a variar.
É aqui que os operadores começam a andar em círculos — ajustando a profundidade do curso contra um batente rígido porque o ângulo desviou meio grau. O controlador não mudou. O aço não se mexeu. O coeficiente de atrito sim.
Não estou a dizer para inundar aquilo de lubrificante. Demasiada lubrificação pode permitir que o material deslize mais do que o seu modelo assume, reduzindo o alongamento por tração nas fibras exteriores. Agora a sua cavidade de sobre-dobra corrige em excesso.
A consistência supera a perfeição. Escolha uma condição de lubrificação. Fixe-a. Documente-a como se fosse uma dimensão.
Porque neste processo, é.
O que nos leva à parte disciplinar que a maioria das oficinas apressa.
Se a formação de lingueta moldada é um sistema acoplado de deformação, geometria e força, então a configuração tem de respeitar esse acoplamento.
Não “coloca lá e bate”.”
Prende. Mede. Verifica.
Nessa ordem.
Antes de trabalhar com material, assente totalmente a lingueta no suporte e indique as faces da matriz em relação à linha central do curso. Não a olho. Indicar.
Está à procura de paralelismo e centragem ao longo de todo o comprimento de trabalho, não apenas numa extremidade. Uma cavidade pode estar quadrada no lado esquerdo e a desviar no lado direito se o suporte ou bancada tiver resíduos, rebarbas ou torque desigual nas fixações.
O aço limpo importa aqui mais do que o software alguma vez irá.
Se o tang não estiver totalmente encaixado, o seu ângulo de paragem integrado — aquele que contém a compensação de recuperação elástica — não está onde pensa que está. Agora o seu “sobre-curvatura maquinada” é uma variável flutuante.
E não vai perceber até que as peças se acumulem fora de especificação.
Com o alinhamento confirmado, baixe lentamente o êmbolo até ao contacto sem material. Verifique o contacto uniforme ao longo da face da cavidade usando lâminas calibradas ou papel de pressão se tiver disponível.
Não está a verificar o ângulo. Está a verificar a distribuição da força de assentamento.
Depois introduza o material e faça uma batida controlada para confirmar o assentamento completo contra a paragem na tonelagem calculada. Observe a curva de carga se a sua prensa mostrar. Uma subida limpa e um platô estável indicam que está corretamente limitado pela força. Um pico ou subida irregular podem sinalizar contacto localizado ou contacto prematuro com a parede.
Lembre-se do que acontece quando a geometria oferece mais resistência: a prensa tem de ter autoridade suficiente para transferir o ângulo da cavidade para a peça. Se faltar força, a peça irá afastar-se da paragem e enganar na bancada.
Os números de profundidade não significam nada se a força não estiver presente.
A maioria das oficinas mede o ângulo e considera que está bom.
Isso é pensamento de dobra ao ar.
Para tangs moldados, valide três coisas na primeira peça: ângulo final, localização da característica em relação à linha de dobra e marcas de contacto na parede dentro da cavidade. Essas marcas indicam se o assentamento é uniforme ou enviesado.
Se o ângulo estiver correto mas a característica tiver deslocado, a sua suposição de K sob constrangimento pode estar errada — ou o atrito não é como modelou. Se as marcas de contacto forem pesadas num lado, o alinhamento ou a lubrificação ainda não estão estáveis.
É aqui que a matemática reconstruída encontra a realidade do aço.
Acertando, transforma uma configuração frágil num sistema repetível. Errando, cada ciclo só produz sucata mais depressa.
E quando alinhamento, atrito e curso estiverem disciplinados, surge outra questão — o que acontece quando o próprio material não se comporta da mesma forma de bobina para bobina?
| Passo | Conteúdo |
|---|---|
| Passo 1: Assentar a lingueta e verificar o alinhamento da matriz | Antes de executar qualquer material, encaixe totalmente o tang no suporte e indique as faces da matriz em relação à linha central do êmbolo. Não a olho. Indique. Procura paralelismo e centragem ao longo de todo o comprimento de trabalho, não apenas numa extremidade. Uma cavidade pode estar quadrada no lado esquerdo e a desviar-se no direito se o suporte ou a cama tiverem resíduos, rebarbas ou torque desigual nas braçadeiras. O aço limpo importa aqui mais do que o software alguma vez irá. Se o tang não estiver totalmente encaixado, o seu ângulo de paragem integrado — aquele que contém a compensação de recuperação elástica — não está onde pensa que está. Agora o seu “sobre-curvatura maquinada” é uma variável flutuante. E não vai perceber até que as peças se acumulem fora de especificação. |
| Passo 2: Calibrar o curso do êmbolo para sobredeslocação | Com o alinhamento confirmado, baixe lentamente o êmbolo até ao contacto sem material. Verifique o contacto uniforme ao longo da face da cavidade usando lâminas calibradas ou papel de pressão se tiver disponível. Não está a verificar o ângulo. Está a verificar a distribuição da força de assentamento. Depois introduza o material e faça uma batida controlada para confirmar o assentamento completo contra a paragem na tonelagem calculada. Observe a curva de carga se a sua prensa mostrar. Uma subida limpa e um platô estável indicam que está corretamente limitado pela força. Um pico ou subida irregular podem sinalizar contacto localizado ou contacto prematuro com a parede. Lembre-se do que acontece quando a geometria oferece mais resistência: a prensa tem de ter autoridade suficiente para transferir o ângulo da cavidade para a peça. Se faltar força, a peça irá afastar-se da paragem e enganar na bancada. Os números de profundidade não significam nada se a força não estiver presente. |
| Passo 3: Validação da primeira peça para além da verificação do ângulo | A maioria das oficinas mede o ângulo e considera que está bom. Isso é pensamento de dobra ao ar. Para tangs moldados, valide três coisas na primeira peça: ângulo final, localização da característica em relação à linha de dobra e marcas de contacto na parede dentro da cavidade. Essas marcas indicam se o assentamento é uniforme ou enviesado. Se o ângulo estiver correto mas a característica tiver deslocado, a sua suposição de K sob constrangimento pode estar errada — ou o atrito não é como modelou. Se as marcas de contacto forem pesadas num lado, o alinhamento ou a lubrificação ainda não estão estáveis. É aqui que a matemática reconstruída encontra a realidade do aço. Acertando, transforma uma configuração frágil num sistema repetível. Errando, cada ciclo só produz sucata mais depressa. E quando alinhamento, atrito e curso estiverem disciplinados, surge outra questão — o que acontece quando o próprio material não se comporta da mesma forma de bobina para bobina? |
Ajustas tudo. Indicavas a matriz. Verificaste o assentamento. Bloqueaste a lubrificação como se fosse uma dimensão. A primeira bobina corre perfeitamente.
Chega a segunda bobina. Mesma especificação no papel: aço inoxidável de 16 gauge. Bate-se o batente, toda a tonelagem, curva de carga limpa. Em vez disso, abriu para 62°.
Nada se moveu na máquina. A geometria não mudou. Então, o que mudou?
Quando fazes dobra no ar, tens margem para manobrar. A profundidade altera o ângulo. O material apoia-se em dois ombros. Se a espessura aumenta alguns milésimos, ajustas o êmbolo e segues em frente. O controlador assume parte da carga.
As ferramentas de entalhe moldado não te dão esse volante de direção. A cavidade dita o ângulo. O batente dita o sobre-dobramento. Quando a ferramenta é a matemática, qualquer variação no que preenche essa cavidade passa a ser o teu problema.
Esse é o calcanhar de Aquiles.
Já vi uma prensa de precisão lutar com aço inoxidável que variava 0,003 polegadas entre a borda e o centro. Mais espesso no meio, mais fino nos lados. Sem padrão que permitisse uma correção simples como “dois milésimos equivalem a dois graus.” Ao longo da mesma linha de dobra, uma secção ficou subdobrada enquanto outra ficou demasiado assentada.
Na dobra no ar, essa inconsistência é parcialmente compensada. A chapa contacta em três pontos. As secções mais espessas resistem mais à penetração, por isso ajustas a profundidade ou deixas o sistema de correção de ângulo trabalhar um pouco. Não é perfeito, mas é ajustável.
Agora coloca essa mesma chapa numa cavidade de entalhe moldado.
Já não estás a dobrar entre pontos. Estás a deslocar material para dentro de um volume definido. Se a chapa for 0,003 polegadas mais espessa a meio do vão, atinge as paredes da cavidade mais cedo. A pressão de contacto aumenta localmente. A fricção cresce nesse ponto. Isso desloca o eixo neutro de forma diferente nessa zona, o que altera o fator K efetivo ao longo do comprimento.
E aqui está o que a maioria das pessoas não percebe: o batente não sabe nada disso. Ele apenas diz: “Este é o ângulo.”
Assim, a secção mais espessa pode nunca assentar totalmente contra a face de sobre-dobramento, enquanto as bordas mais finas o fazem. Acabas com uma peça que parece perfeita numa extremidade e te engana na outra.
Verificação da Realidade: já vi isto eliminar uma produção de $50k. O desenho exigia simetria precisa do entalhe. O certificado do material dizia “dentro da tolerância.” A bobina era conforme. As peças não eram.
Com geometria fixa, a tolerância de espessura deixa de ser uma nota de rodapé de compras e passa a ser uma variável de conformação. Queres precisão moldada? Então a variação de espessura do material de entrada tem de ser mais apertada do que o que a dobra no ar alguma vez exigiu. Caso contrário, estarás a lutar contra o metal dentro de uma cavidade que não podes ajustar.
Portanto, se a espessura é um eixo de variabilidade, e quanto ao modo como o metal flui?
Tira duas chapas da mesma folha. Uma cortada com a linha de dobra paralela à direção de laminação, outra perpendicular. Mesma espessura. Mesmo tipo de liga. Mesmo ajuste.
Paralelo ao grão costuma dobrar mais facilmente. Perpendicular resiste mais. Isso é metalurgia básica — a laminação alonga os grãos, e dobrar através deles significa esticar através de mais fronteiras. A resistência ao escoamento muda efetivamente com a orientação.
No dobramento ao ar, sente-se essa diferença como o retorno elástico. Ajusta-se a profundidade ou a correção do ângulo. Feito.
Numa cavidade moldada para a lingueta, a história muda porque o material não é livre para encontrar o seu próprio raio. O raio interior é amplamente ditado pela geometria da cavidade. No dobramento ao ar, o retorno elástico é em grande parte função do raio interior, da resistência do material e da profundidade de penetração. Aqui, a profundidade de penetração é fixada pela paragem, e o raio é limitado pela matriz.
Assim, quando se roda a direção do grão e a tensão de escoamento se altera, também muda a resistência do material a ser forçado para dentro desse raio fixo. O que acontece quando a geometria resiste mais? Ou não se atinge a força de assentamento total — significando conformidade incompleta com a cavidade — ou atinge-se essa força com tensões mais elevadas retidas na peça.
Já vi ferramentas de lingueta idênticas trabalhar aço macio toda a semana, depois mudar para aço inoxidável sem repensar o fator de cavidade. O aço inoxidável encrua mais rapidamente. Prefere um raio interior maior — pense em 10–12 vezes a espessura na seleção de matrizes convencionais, não 8. Se a sua cavidade moldada foi concebida tendo em conta o fluxo do aço macio, o inoxidável vai lutar para preenchê-la ou rachar no canto.
Não existe uma cavidade universal que ignore a liga e o grão. Se não compensar previamente a geometria pelo comportamento de fluxo do material específico, voltará a andar em círculos com ajustes de curso que não corrigem verdadeiramente o caminho da deformação.
Portanto, trava-se a espessura. Controla-se a orientação do grão no padrão plano. Projetam-se cavidades por liga, não por espessura nominal.
Agora imagine que fez tudo isso.
O que acontece depois de cinquenta mil ciclos?
As primeiras peças de uma nova ferramenta de lingueta moldada são uma coisa de beleza. Linhas de contacto nítidas. Assentamento limpo. Ângulos perfeitos porque a face da cavidade ainda mantém a sua sobrecurvatura maquinada — talvez cortada a 88° para que a peça regresse aos 90°.
Use-a tempo suficiente, especialmente com inoxidáveis de alta resistência, e as arestas da cavidade polim. Depois arredondam. Micrómetros ao início. Depois, visível e mensurável.
Não o verá a olho nu. Verá nas peças. Começam a sair ligeiramente mais abertas. Não erradas ao ponto de falhar. Apenas a desviar-se.
Lembre-se, neste sistema o ângulo reside no aço da matriz. Se a face de sobrecurvatura se desgasta de 88° para 89°, acabou de reduzir a compensação incorporada para o retorno elástico. A prensa ainda faz fundo na mesma paragem. A curva de carga ainda parece saudável. Mas a geometria mudou.
Esse é o lado negro do “a ferramenta é a matemática.” A matemática pode degradar-se.
O desgaste também altera o comportamento de fricção. Paredes polidas podem reduzir o arrasto, permitindo ligeiramente mais arremate antes do assentamento completo. Isso altera novamente a distribuição de deformação, ajustando o seu fator K efetivo sem que ninguém mude um número no controlador.
O dobramento ao ar tolera algum desgaste da ferramenta porque o ângulo vem da profundidade. A conformação por lingueta moldada é menos indulgente. São necessários intervalos de inspeção do desgaste ligados à contagem de golpes e ao tipo de material. Meça periodicamente o ângulo da cavidade. Aplique tinta azul nas faces e verifique os padrões de contacto. Trate o reafilamento como uma alteração dimensional que requer revalidação dos padrões planos, não apenas uma tarefa de manutenção.
Se a ferramenta detém a precisão, então a vida útil da ferramenta, o controlo da espessura de entrada e a disciplina do grão não são questões secundárias. São o próprio processo.
E isso leva à grande questão que todas as oficinas acabam por enfrentar: este nível de controlo — sobre o material, a ferramenta e a inspeção — justifica o que a precisão de lingueta moldada promete?
Está a fazer a pergunta certa: todo esse controlo a montante e vigilância a jusante valem a pena?
Aqui está a parte que não é óbvia. No trabalho com lingueta moldada, não estás a comprar ângulos mais apertados — estás a comprar o direito de deixar de os ajustar.
No dobramento a ar, vives diante do ecrã. A peça sai a 91° em vez de 90°? Ajusta a profundidade. Bobina diferente? Corrige o desvio. Estás a conduzir um atrelado solto com o volante, corrigindo cada balanço. Isso funciona porque o ângulo é uma função da penetração e do retorno elástico. No dobramento a ar, o retorno elástico é em grande parte função do raio interno, da resistência do material e da profundidade de penetração. Controlas a penetração. Portanto, controlas o ângulo.
O equipamento de lingueta moldada arranca-te esse volante das mãos.
A cavidade é o ângulo. O batente é a profundidade. A sobrecurvatura está mecanicamente embutida. Se a ferramenta foi cortada a 88° para que a peça recupere para 90°, essa decisão está congelada no aço. Quando funciona, funciona sem vigilância. Quando não, não ajustas — redesenhas. Essa é a mudança de mentalidade que a maioria das oficinas nunca faz completamente.
Portanto, a verdadeira questão não é “É mais preciso?” É “Quero a precisão incorporada no aço em vez de ajustada às 10:37 por quem estiver de turno?”
Perseguir ângulos é reativo. Projetar dobras é proativo.
Quando persegues, estás a reagir ao que saiu da prensa há cinco minutos. Quando projetas, estás a decidir — antes mesmo de a ferramenta ser cortada — o que o eixo neutro irá fazer, onde o material irá afinar, como o grão reagirá dentro de um raio fixo. Isso significa que o teu fator K já não é um número de manual. É uma constante específica da geometria associada àquela cavidade.
E é aí que a maioria das oficinas tropeça.
Cortam uma ferramenta de lingueta moldada baseada na espessura nominal e num fator K “típico”, e depois esperam que o controlador corrija o que estiver errado. Não pode. Já vi isto inutilizar uma produção de $50k. Quando a cavidade está errada, cada golpe é consistentemente errado. Lindamente errado.
Verificação da realidade: se o teu ferramentista salta a verificação do diâmetro do cortador antes de acabar a cavidade, ou se a tolerância de retificação passa de alta precisão verdadeira para “aproximado”, incorporaste o erro na única coisa que define o ângulo. Não o vais conseguir corrigir depois. A ferramenta não se importa com o que o controlador diz.
Portanto, projetar dobras significa reunir controlo de material, tolerância de fabrico da ferramenta e cálculo do desenvolvimento plano na mesma sala antes de cortar o aço. É mais lento no início. É implacável. E obriga-te a uma pergunta diferente — quando é que essa dor se justifica?
Aqui está o teste que dou aos clientes.
Primeiro: volume. Se produzes algumas centenas de peças por ano, uma ferramenta de lingueta moldada é como comprar um motor de corrida para uma carrinha de entregas. Não vais amortizar a disciplina que ela exige.
Segundo: acumulação de tolerâncias. Se o ângulo da lingueta controla uma folga de soldadura a jusante, compressão de vedante ou janela de montagem robótica, e atualmente estás a gastar mão de obra a ajustar ângulos e a selecionar peças, então a geometria fixa começa a fazer sentido. Não estás a pagar pelo ângulo. Estás a pagar para eliminar o trabalho de ajuste e o desvio de variação.
Terceiro: estabilidade do projeto. Ferramentas rígidas destacam-se quando o desenho está estabilizado. Se a engenharia ainda está a “descobrir o ângulo certo”, a lingueta moldada é o campo de batalha errado. Alterações depois disso não significam um novo programa. Significam novo aço.
Há outra camada que a maioria das pessoas ignora: maturidade da cadeia de fornecimento. Se não consegues garantir faixas de espessura mais apertadas do que as toleradas no dobramento a ar, se não consegues bloquear a direção do grão nas chapas, se o teu fornecedor de ferramentas não consegue manter a classe de retificação que especificaste, então a ferramenta não detém realmente a precisão. A variabilidade apenas se deslocou para um ponto invisível.
Então, o esforço é justificado? Apenas quando o processo que rodeia a ferramenta é suficientemente maduro para que a geometria possa realmente cumprir a sua função.
Isso leva ao ganho — o que acontece quando é?
Quando a moldagem da ferramenta tang é feita corretamente, algo interessante acontece.
O seu prensa dobradeira deixa de ser uma estação de afinação e torna-se uma máquina de replicação.
Em vez de programas com correções de ângulo por lote de material, constrói-se uma biblioteca de conjuntos de ferramentas associadas a ligas específicas, faixas de espessura e orientações de grão. Ferramenta A com Material X a 0,125 pol. e grão paralelo. Ferramenta B para a variante em aço inoxidável. Cada uma validada, documentada e bloqueada.
Agora o seu fator K não é teórico. É empírico e congelado para essa cavidade. O seu retorno elástico não é um ajuste; é uma sobrecurvatura maquinhada. O seu operador não está a perder tempo — está a carregar peças numa base maquinada que dita o resultado.
Essa é a nova perspetiva que quero que leve consigo: a precisão da moldagem tang não é sobre apertar mais os números dentro da mesma mentalidade. Trata-se de mover a precisão para montante, para o design e a ferramenta, para que o trabalho da máquina se torne consistentemente entediante.
A dobragem com ar ensina-o a pensar em correções.
A moldagem tang obriga-o a pensar em compromissos.
E uma vez que aceita que o compromisso vive no aço e não no ecrã, a questão deixa de ser “Posso ajustar isto?” para “Projetei isto corretamente?”


















