

No último inverno, vi um bom operador perder oito minutos antes mesmo de tocar no martelo.
Ele precisava da quarta matriz numa pilha. Para a alcançar, removeu três segmentos de 1,2 metros, colocou-os no chão, agarrou na peça do fundo e depois voltou a empilhar o resto. Oito minutos. Num dia com doze trocas de ferramenta.
Esse carrinho “guardava tudo”. Esse era o argumento de venda.
Quinze minutos à procura por turno correspondem a cerca de 1,25 horas por semana. Com um custo laboral de $75, isso dá mais de $4.800 por ano por operador. E isso antes de falarmos de segmentos caídos ou ombros lascados.
Os fornecedores vendem capacidade como se fosse potência: “Acomoda 30% mais ferramentas.” “Maximiza o espaço vertical.” No papel, soa a eficiência.
Promessa do Fornecedor: Mais ferramentas por carrinho equivalem a menos viagens até ao suporte. Realidade no Piso de Produção: Mais ferramentas por compartimento equivalem a mais desempilhamentos, mais manuseamento duplicado, mais microatrasos que se acumulam mais depressa do que as próprias matrizes.
Num arsenal militar, os fuzis não são amontoados em caixas só porque poupa espaço. Estão dispostos de modo que um soldado possa pegar exatamente no que precisa, instantaneamente, sem mexer nos restantes. As ferramentas de prensa dobradeira não são diferentes. Não estamos a armazenar aço. Estamos a acionar arestas de precisão sob pressão de tempo.
Então o que acontece realmente quando a densidade vence?
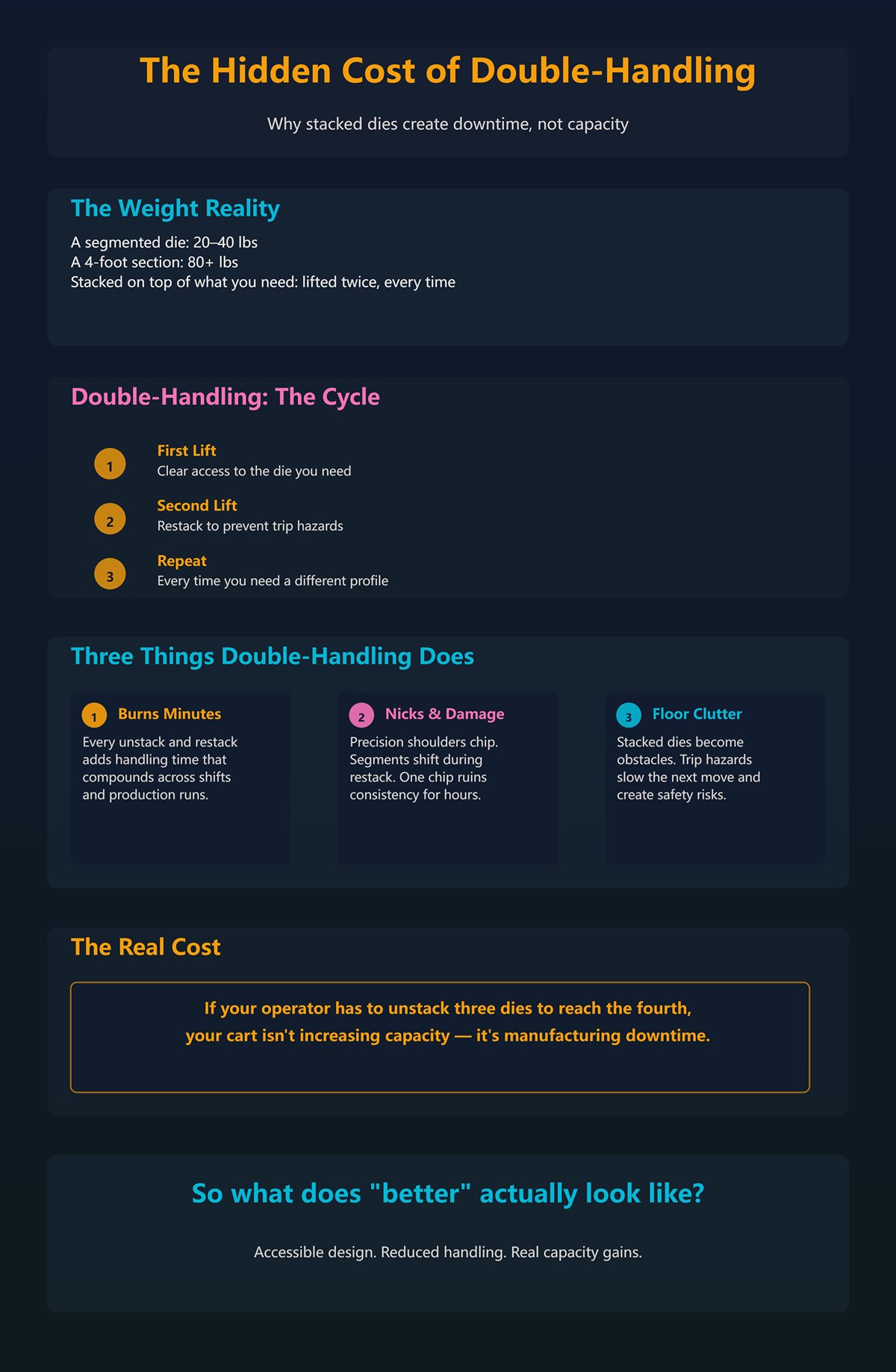
Uma matriz segmentada pesa entre 9 e 18 quilos. Uma secção de 1,2 metros pode ultrapassar os 36. Agora imagine levantá-la duas vezes porque está em cima do que realmente precisa.
Primeira elevação: libertar o acesso. Segunda elevação: voltar a empilhar para não se tornar num obstáculo.
Isso é manuseamento duplicado. Sempre.
O manuseamento duplicado faz três coisas: consome minutos, aumenta a probabilidade de riscos nos ombros de precisão e cria desordem no chão que atrasa o movimento seguinte. Eu próprio estraguei uma ponta de punção porque um segmento empilhado se deslocou durante a reposição. Um lasco transformou-se em dobras inconsistentes para o resto do turno.
Se o seu operador tiver de desempilhar três matrizes para alcançar a quarta, o seu carrinho não está a aumentar a capacidade — está a produzir tempo de paragem.
Então, se “conter mais” cria fricção, como é que “melhor” realmente se parece?

Já vi armários construídos para padrões de ferramentas específicos — compartimentos verticais dimensionados pela largura de adaptação, 200 kg por gaveta, sem empilhamento permitido. Puxa-se um segmento. Nada mais se mexe.
Eles não se vangloriam da capacidade. Vangloriam-se da separação.
Essa é a mudança.
“Guarda todas as ferramentas” é uma métrica de armazém. “As ferramentas estão exatamente onde precisas” é uma métrica de implementação.
Se os teus trabalhos habituais usam 30% das tuas ferramentas 80% do tempo, por que é que essas peças estão enterradas atrás de perfis raramente usados? Os carrinhos de alta densidade tratam todas as ferramentas como iguais. A produção não.
Um arsenal organiza as armas segundo a frequência das missões. Um sistema de implementação organiza as ferramentas segundo a frequência das dobras, comprimento e família de perfil. Isso requer conhecer o teu perfil de ferramenta — americano, europeu, segmentado, comprimento total — e projetar de acordo com a forma como realmente executas as peças.
Mas e se simplesmente colocássemos essa mesma confusão de alta densidade sobre rodas?
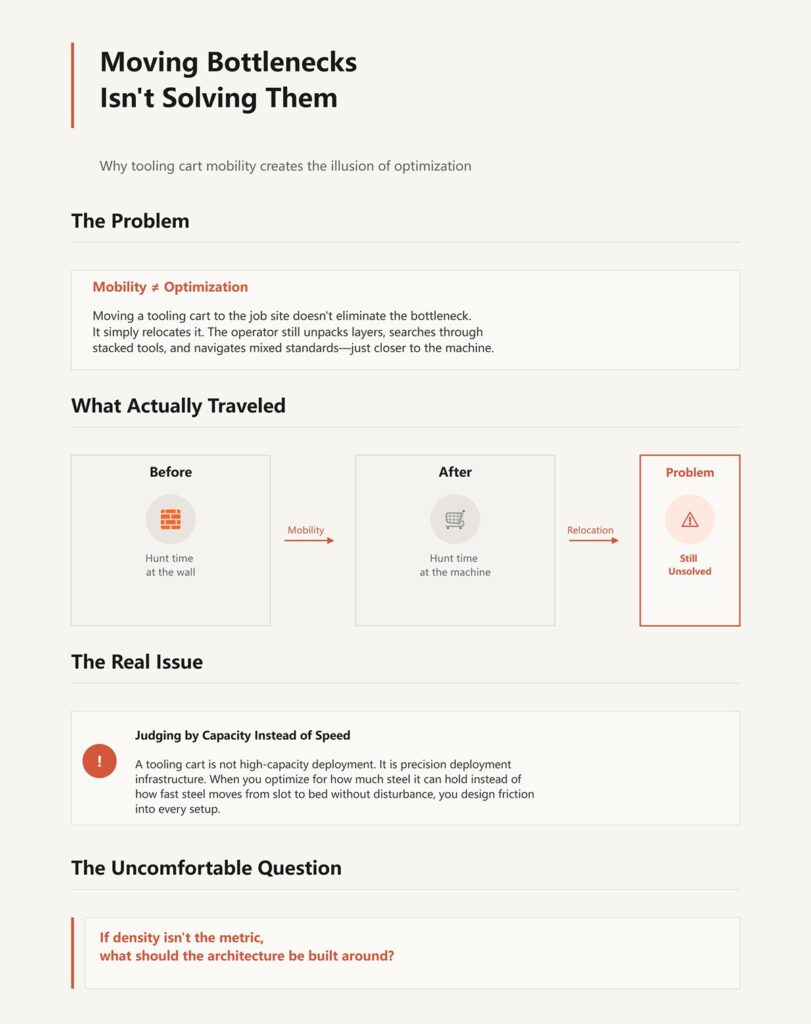
Tenho visto oficinas celebrar um novo carrinho de ferramentas porque ele “viaja com o trabalho”.”
O que viajou foi o estrangulamento.
Se a arquitetura do carrinho obriga a empilhar, misturar padrões ou enterrar segmentos, tudo o que fizeste foi deslocar o tempo de procura da parede para a máquina. O operador ainda tem de desempacotar camadas. Só o faz mais perto do cilindro.
Mobilidade não é otimização. É deslocamento.
A mudança cognitiva é esta: um carrinho de ferramentas não é uma implementação de alta capacidade. É infraestrutura de implementação de precisão. No momento em que o julgas pela quantidade de aço que pode guardar em vez de pela rapidez com que o aço se move do encaixe para a mesa sem interrupção, começas a projetar fricção em cada configuração.
E, uma vez que aceitas isso, a verdadeira questão torna-se desconfortável:
Se a densidade não é a métrica, em que deve basear-se a arquitetura?
Um entalhe de 20 mm não se encaixa no mesmo trilho que um entalhe de 0,500 polegadas sem consequências.
No ano passado trouxemos um novo lote de punções estilo Wila — entalhe de 20 mm de largura, ranhuras duplas à frente e atrás para fixação automática. Peças lindas. Bem polidas. Botões para ferramentas leves, travas de pino para as mais pesadas. Colocámo-las no mesmo carrinho que carregava ferramentas americanas há anos: trilhos horizontais simples, dimensionados para o entalhe de meia polegada.
No papel, elas “encaixavam”. No chão de fábrica, resistiam.
Os trilhos não sustentavam uniformemente o entalhe mais largo. As ranhuras de que a fixação automática dependia não tinham nada a protegê-las. Os operadores tinham de inclinar o punção ligeiramente para limpar a borda e depois rodá-lo para o plano. São dois movimentos em vez de um. Multiplica isso por 40 peças numa troca.
Quinze segundos extra por ferramenta é dez minutos perdidos.
Promessa do Fornecedor: “Os trilhos universais acomodam todos os principais estilos de ferramentas.” Realidade na Oficina: Universal significa que cada perfil fica parcialmente sem apoio.
Quando se projeta um carrinho em função da densidade máxima, parte-se do princípio de que as ferramentas são apenas formas de aço com peso. Mas os sistemas americano, europeu e Wila-Trumpf são interfaces mecânicas diferentes. Encaixam-se no martelo de forma distinta. Assentam de maneira diferente. Extraem-se de forma diferente. Se o carrinho ignorar essa geometria de interface, obriga os operadores a compensar com ângulos de pulso, elevações adicionais e muito cuidado.
E cada compensação custa tempo.
Se a densidade não é o parâmetro, então a arquitetura tem de seguir o próprio sistema de retenção. O carrinho deve respeitar a forma como a ferramenta se bloqueia na máquina — porque essa mesma geometria determina como deve repousar quando está inativa. Se não o fizer, não está a preparar as ferramentas para utilização. Está apenas a estacioná-las com atrito.
Então, o que acontece quando se mistura uma ferramenta europeia retificada com precisão com carris concebidos segundo pressupostos americanos de retenção?
Uma lingueta europeia de 13 mm é mais estreita e profunda do que a americana. É concebida para uma superfície de fixação mais consistente ao longo da altura. É parte do motivo pelo qual tem boa repetibilidade.
Agora insira essa lingueta de 13 mm num carril projetado para sustentar um ombro mais largo de 0,500 polegadas.
Há folga lateral.
Não o suficiente para se ver através da oficina. O suficiente para se sentir ao agarrar o segmento. O punção balança ligeiramente. A aresta toca na parede do carril. Com o tempo, esse microcontacto arredonda cantos que foram retificados para garantir precisão.
Não o notará no primeiro dia.
Notará quando uma curvatura se desviar meio grau e perder vinte minutos a ajustar o encosto traseiro antes de perceber que a repetibilidade de fixação mudou.
As ferramentas ao estilo americano já têm, por conceção, menos superfície de fixação. A troca frequente acelera o desgaste porque essa lingueta de meia polegada suporta a carga numa interface mais pequena. Se o seu carrinho força deslizamentos repetidos em ranhuras sobredimensionadas, está a acrescentar abrasão lateral a um sistema que já é mais sensível a isso.
Promessa do fornecedor: “Um carrinho para frotas mistas.” Realidade na oficina: Frotas mistas precisam de arquitetura segregada, não de carris partilhados.
Ele precisava da quarta matriz de uma pilha. Agora imagine que essa quarta matriz é uma ferramenta europeia de precisão colocada numa ranhura com folga concebida para algo mais largo. Cada retirada torna-se uma extração cuidadosa. Cuidadoso significa lento.
E lento repetido cem vezes por semana torna-se normal.
Se as ferramentas europeias sofrem com folga lateral em carris ao estilo americano, o que acontece quando invertamos — quando tentamos dispor ferramentas Wila-Trumpf de fixação automática em carris padrão que ignoram totalmente o sistema de botão e ranhura?
As ferramentas Wila-Trumpf com cerca de 27 libras geralmente usam botões de segurança com mola. As peças mais pesadas usam bloqueios por pino. Ambos são concebidos para inserção vertical e engate positivo na prensa.
Os carris horizontais padrão não têm em conta esse mecanismo.
Já vi operadores puxarem um punção Wila diretamente para cima, apenas para o botão de mola arrastar contra a aba do carril porque o espaçamento do carril não permitia o curso do botão. Então eles inclinam. Depois levantam. Depois rodam.
Três movimentos onde bastaria um.
Dez segundos aqui. Doze ali. Quarenta ferramentas depois, já estás atrasado antes da primeira dobra de teste.
Mas o verdadeiro estrangulamento não são os segundos. É a interferência. Quando o trilho do carro toca na caixa do botão ou na borda do sulco, os operadores instintivamente abrandam para evitar danos. Essa hesitação é fricção incorporada na arquitetura.
Mas e se simplesmente puséssemos essa mesma confusão de alta densidade sobre rodas e a estacionássemos ao lado da prensa?
Agora relocaste o estrangulamento da extração para o ponto de maior pressão temporal. O operador está à frente da máquina, o relógio de trabalho a contar, lutando para retirar uma ferramenta de um trilho que nunca foi concebido para o seu sistema de retenção.
Um arsenal não concebe suportes que prendem o seletor de segurança de cada espingarda. Porque é que aceitamos carros que prendem o hardware de auto-fixação?
Se os sistemas de retenção ditam a folga vertical e o suporte lateral, o comprimento do segmento dita algo completamente diferente: o espaçamento.
Um segmento de matriz de quatro pés pesa o suficiente para que não o “sacudas” para o soltar. Comprometes-te com a elevação.
Agora imagina levantá-lo duas vezes porque está em cima do que realmente precisas.
Segmentos longos mudam a matemática. Uma peça de 12 polegadas pode ser retirada num ângulo de um espaço apertado. Um segmento de 48 polegadas precisa de extração em linha reta. Isso significa folga vertical acima e lateral ao longo de todo o comprimento.
Os carros de alta densidade contornam isto empilhando comprimentos ou misturando tamanhos de segmentos em canais partilhados.
Promessa do fornecedor: “Os canais ajustáveis servem para todos os comprimentos.” Realidade na oficina: canais ajustáveis significam espaçamento de compromisso.
Se o teu trabalho habitual alterna entre segmentos de 2 pés e 4 pés, o teu carro deve dedicar pistas que permitam extração num só movimento para a peça mais longa dessa família. Isso normalmente significa menos pistas.
Menor quantidade. Maior velocidade.
E depois há a altura de fechamento. Todas as ferramentas numa configuração devem ter a mesma altura de fechamento — espaço entre o punção e a base. Se o teu carro mistura elevadores, espaçadores e matrizes de base sem separação estrutural, os operadores acabam por fazer correções de altura na máquina. Isso não é implementação. É montagem sob pressão.
Portanto, a questão arquitetónica não é “Quantas ferramentas pode este carro suportar?”
É esta: Para o meu estilo de ferramenta dominante — americano, europeu ou Wila — que geometria, folga e suporte requer a extração para que uma ferramenta saia sem perturbar outra?
Quando o carro responde a isso com precisão, a configuração acelera.
Quando não responde, cada retirada torna-se uma negociação.
Uma matriz de 60 libras e 4 pés prende-se a meio da saída de um canal de aço nu. O operador levanta, sente resistência, torce ligeiramente para a libertar, depois volta a levantar para ultrapassar a borda. São dois movimentos adicionais sob carga, com uma aresta de precisão a arrastar sobre um material nunca projetado para o proteger.
Agora imagine isso duas vezes, porque está em cima do que realmente precisa.
Se a arquitetura deve seguir a geometria de retenção, então um carro devidamente concebido para ferramentas americanas transporta longas linguetas de 0,500 polegadas em coxins de largura correspondente, com restrição lateral e folga superior aberta para levantamento em linha reta. Os sistemas de lingueta europeus de 13 mm exigem canais mais estreitos com suporte lateral em toda a altura para evitar balanço. O sistema Wila-Trumpf de fixação automática requer zonas de alívio que libertem botões de mola e mecanismos de bloqueio por pino, para que a extração seja vertical e ininterrupta.
Isso não é uma preferência. É uma necessidade mecânica.
Promessa do fornecedor: “Implantação universal de alta capacidade.” Realidade no chão de fábrica: A geometria de retenção dita a largura das vias, o suporte lateral e o percurso de saída.
A analogia com o arsenal aplica-se aqui. As armas não são empilhadas em caixas para máxima densidade. São dispostas de modo a que uma possa ser retirada sem riscar a seguinte.
Quinze minutos por turno perdidos em extrações cautelosas custam cerca de $4.000 por ano por operador, às taxas típicas de mão de obra da oficina. Já vi esse tempo desaparecer não em deslocamentos—mas em hesitação.
Os suportes verticais recuperam espaço no chão. Alguns fabricantes afirmam até 90% de recuperação de área e grandes reduções na distância percorrida. Em oficinas apertadas, isso é importante. Mas os modelos verticais frequentemente utilizam prateleiras deslizantes com interbloqueios que impedem a abertura de várias gavetas ao mesmo tempo. Seguro no papel.
Sob pressão de mudança, essa segurança torna-se um estrangulamento. Uma longa matriz colocada na vertical numa via de alta densidade requer levantamento para cima mais folga à frente. Se o espaçamento das vias for apertado, o operador inclina a matriz para a libertar. A ponta toca na borda da prateleira. É aí que começam as microfissuras.
Os sistemas de gavetas invertem a geometria. A ferramenta fica na horizontal. A retirada torna-se um deslizar horizontal e depois um levantamento. Para punções curtos e segmentados, as gavetas protegem as pontas porque a aresta de corte não suporta peso durante a extração. Para matrizes longas, porém, gavetas mal suportadas criam deflexão a meio do vão. Uma matriz de 4 pés a afundar no meio roça os ombros nas paredes laterais enquanto desliza.
Então, qual previne danos?
Os segmentos de punção de precisão curtos favorecem gavetas rasas dedicadas com superfícies de polímero em todo o comprimento e sem empilhamento. As matrizes longas e pesadas favorecem suportes horizontais rolantes com apoio contínuo e extração em linha reta.
Os sistemas verticais focados na densidade ganham em espaço no chão. Os sistemas horizontais focados na aplicação ganham em remoção por um único movimento. Que métrica está realmente a atrasar as suas configurações?
| Aspeto | Suportes Verticais | Sistemas de Gavetas | Impacto nos Danos na Ponta do Punção |
|---|---|---|---|
| Eficiência de Espaço no Chão | Pode recuperar até 90% de espaço no chão; reduz a distância percorrida | Requer mais espaço no chão | Os suportes verticais ganham na otimização de espaço |
| Movimento de recolha | Elevação para cima mais espaço livre à frente | Deslizamento horizontal, depois elevação | O movimento horizontal reduz o risco de contacto das pontas |
| Mecanismo de segurança | Os sistemas de bloqueio impedem a abertura de várias prateleiras ao mesmo tempo | Normalmente acesso a uma única gaveta | Os bloqueios podem tornar a recolha mais lenta sob pressão |
| Velocidade de troca | Pode criar estrangulamentos durante mudanças sob alta pressão | Remoção mais rápida num único movimento | Os sistemas de gavetas reduzem o tempo de hesitação |
| Risco para segmentos de punção curtos | Espaçamento apertado pode causar contacto das pontas com a borda da prateleira | Gavetas rasas e dedicadas protegem as arestas de corte | As gavetas evitam melhor a micro-lascagem de punções curtos |
| Risco para matrizes longas | O armazenamento na vertical pode exigir inclinação durante a remoção | Um suporte deficiente pode causar deflexão a meio vão | As prateleiras verticais correm o risco de contacto nas extremidades; gavetas mal projetadas correm o risco de fletir |
| Suporte para matrizes longas | Depende do espaçamento das calhas; pode não oferecer suporte contínuo | Requer suporte ao longo de todo o comprimento para evitar flexão | Suporte contínuo por rolos é o preferido |
| Melhor caso de utilização | Armazenamento de alta densidade onde o espaço no chão é crítico | Implementação rápida e proteção precisa das ferramentas | Ajustar o layout ao tipo de ferramenta e à prioridade de configuração |
| Vantagem geral | Maximiza a densidade de armazenamento | Otimiza a extração num único movimento | A escolha depende de se o espaço ou o tempo de configuração é a prioridade |
Uma ponta de punção com acabamento em contacto com aço sem revestimento sob uma carga pontual de 60 libras não é neutra. O aço contra aço sob carga deslizante cria desgaste adesivo. Os pontos microscópicos de alta elevação cisalham. Isso não é teoria — é tribologia.
Os trilhos de aço sem revestimento são baratos. Também são mais duros que a paciência do operador.
O UHMW (polietileno de ultra-alto peso molecular) tem um baixo coeficiente de fricção e alta resistência à abrasão. Não provoca gripagem contra o aço das ferramentas. Quando uma matriz repousa sobre UHMW, a tensão de contacto distribui-se ligeiramente à medida que o material cede microscopicamente. Isso protege as arestas.
O poliuretano situa-se entre os dois. Maior capacidade de carga do que o UHMW, mais resistência ao impacto, mas um pouco mais de fricção dependendo do durometro. Bom para proteção contra impactos verticais. Menos ideal para extrações longas e deslizantes se a superfície aderir.
Promessa do fornecedor: “Aço com pintura eletrostática para durabilidade.” Realidade no chão de fábrica: A durabilidade do carrinho é irrelevante se desgastar a ferramenta $1,200.
Para ferramentas americanas com ombros de espiga mais largos, as selas revestidas com UHMW evitam o desgaste lateral durante a retirada. Os sistemas europeus beneficiam-se de paredes laterais completas de polímero para eliminar o contacto oscilante. Os sistemas Wila precisam de cavidades aliviadas à volta das caixas dos botões, revestidas para evitar atrito durante o desengate.
O material de contacto não é apenas estético. Define se o desdobramento é protetor ou abrasivo.
Uma matriz de 70 libras apoiada num trilho de aço plano requer mais força para iniciar o movimento do que a mesma matriz num polímero de baixo atrito. Essa força inicial de arranque é onde os operadores fazem movimentos bruscos.
É nos movimentos bruscos que ocorrem as quedas.
Quando é utilizada extração com rolos horizontais — rolos devidamente classificados com suporte de comprimento total — a força necessária diminui drasticamente. A matriz move-se num percurso controlado. Sem torções. Sem reposicionamento a meio do percurso. A tensão ergonómica diminui, o que reduz diretamente a probabilidade de impactos das arestas contra ferramentas adjacentes.
Mas a fricção não é apenas física. É comportamental.
Se a extração parece resistente, os operadores abrandam. Ajustam a pega. Hesitam perto das arestas adjacentes. Essa carga cognitiva acumula-se ao longo de 30 ferramentas numa mudança.
Os corredores verticais de alta densidade muitas vezes aumentam a fricção através de tolerâncias apertadas destinadas a evitar balanços. Isso estabiliza durante a inserção, mas penaliza a retirada. Os sistemas de rolos horizontais reduzem a fricção, mas requerem alinhamento preciso para evitar desvios.
Assim, a questão torna-se simples: o seu carrinho requer correções forçadas durante a extração, ou guia a ferramenta para fora num único movimento contínuo?
Se o operador tem de lutar contra o material, incorporou resistência no fluxo de trabalho.
Um carrinho com capacidade para 1.000 libras parece impressionante. Peso vazio: cerca de 265 libras num modelo comum de serviço pesado. Adicione 500 libras de ferramentas e empurre-o sobre um piso de betão ligeiramente irregular.
Agora observe o chassis a torcer-se.
Testei carrinhos que pareciam sólidos a 300 libras e instáveis a 500. Não a virar — a flexionar. As gavetas desalinham-se ligeiramente. Os trilhos dos rolos prendem. De repente, a extração suave pela qual pagou torna-se um puxar a duas mãos porque o chassis se deformou sob carga.
Os limites de peso são números estáticos. O desdobramento é dinâmico.
Quando totalmente carregado, o centro de gravidade sobe — especialmente com suportes verticais. A força de impulso aumenta. Em pisos irregulares, uma roda descarrega momentaneamente, transferindo o peso diagonalmente através do chassis. Essa microtorção altera o alinhamento dos trilhos em milímetros. E milímetros importam quando a folga de retenção é apertada por conceção.
Promessa do fornecedor: “Capacidade de 1.000 lb.” Realidade no chão de fábrica: capacidade sem rigidez torsional é uma desvantagem de mobilidade.
Um carrinho de desdobramento devidamente projetado sobreconstrói o chassis em relação à carga nominal, usa travessas para resistir à torção e posiciona os corredores pesados em baixo para manter o centro de gravidade reduzido. Caso contrário, os materiais de contacto e as geometrias dos corredores cuidadosamente concebidos degradam-se no momento em que o carrinho se move com peso real.
E isso levanta a próxima questão.
Se a arquitetura e os materiais podem proteger arestas de precisão e acelerar a extração numa posição estática, o que acontece quando introduzimos movimento no próprio sistema?
Sempre que um carro de 270 quilos atravessa uma junta no chão, a torção sobe pela estrutura e as suas pistas cuidadosamente alinhadas desviam-se um milímetro.
É assim que o movimento amplifica os defeitos de design estático. Em posição estacionária, bases de polímero de baixo atrito, folgas de retenção reduzidas e pistas verticais equilibradas comportam-se exatamente como projetadas. No momento em que se introduz aceleração, desaceleração e deslocamentos diagonais de carga causados por betão irregular, o chassis torna-se parte da interface da ferramenta. Uma roda descarrega. O peso transfere-se. Os trilhos entortam ligeiramente. Agora a matriz que antes deslizava precisa de um puxão corretivo.
E puxões corretivos lascam as arestas.
Promessa do Fornecedor: “Flexibilidade móvel entre máquinas.” Realidade na Oficina: Flexibilidade significa que cada solavanco é um teste real da tolerância de alinhamento.
Tratamos as rodas como neutras. Não são.
Se o seu carro se desloca mais longe do que o operador durante um turno, redesenhou a oficina para se centrar nas rodas em vez do fluxo de trabalho.
Três metros é aproximadamente a distância entre a mesa de travagem e a área adjacente de preparação num layout racional.
Dentro desse raio, a mobilidade pode reduzir passos sem introduzir instabilidade significativa — empurrões curtos e controlados sobre condições de piso conhecidas, baixa aceleração, paragens previsíveis. O carro comporta-se como uma estação de trabalho reposicionada, não como um veículo de transporte.
Mas se estender isso a 12 metros através de juntas de dilatação, linhas de ar e vias de tráfego, a física muda. O momento aumenta. Os operadores conduzem com uma mão enquanto afastam obstáculos com a outra. As forças de travagem deslocam a carga para a frente. O centro de gravidade sobe à medida que as pistas superiores se enchem. O que era implementação torna-se transporte.
Ele precisava da quarta matriz na pilha.
Agora imagina levantá-lo duas vezes porque está em cima do que realmente precisas.
A mobilidade de curto percurso elimina a necessidade de andar. A mobilidade de longo percurso adiciona ciclos de manuseamento disfarçados de conveniência.
Promessa do Fornecedor: “Mova toda a sua configuração para qualquer ponto da oficina.” Realidade na Oficina: Quanto mais longe rola, mais a sua arquitetura protetora se comporta como contenção de carga em vez de implantação de precisão.
Portanto, a verdadeira questão não é “Rola?” mas sim “Até que ponto, com que frequência e sob que carga?”
Quinze minutos à procura por turno custam mais em mão de obra do que um conjunto de rodas industriais custa em aço.
Um armário estacionário de alta densidade — devidamente projetado com prateleiras de extração total e suporte de monorail — reduz o tempo de procura porque nada se move exceto a gaveta. Sem torção. Sem deflexão das rodas. A gravidade é constante. As ferramentas mantêm-se alinhadas com a estrutura que as suporta.
Mas a densidade tenta-o a sobrecarregar. E o excesso de carga reintroduz o duplo manuseamento.
Carrinhos dedicados de ponto de utilização resolvem um problema diferente. Eles preparam apenas as ferramentas do próximo trabalho, sequenciadas na ordem de remoção, posicionadas à altura da cintura, com corredores desobstruídos e sem empilhamento. Baixa densidade por conceção. Máxima clareza. Não tentam acomodar tudo. Existem para disponibilizar o que vem a seguir.
Mas e se simplesmente colocássemos essa mesma confusão de alta densidade sobre rodas?
Agora combinaste os piores traços: corredores cheios que dificultam a extração e uma base móvel que flete sob carga. O movimento amplifica as penalizações da densidade. Os armários estacionários toleram densidade porque a estrutura nunca se torce. Os carrinhos móveis exigem contenção porque a estrutura torce sempre.
A mobilidade não é uma funcionalidade. É um multiplicador de tensão.
Oito minutos de caminhada por troca em quatro prensas somam horas por semana.
Numa oficina com múltiplas prensas, a centralização pura obriga os operadores a deslocarem-se até um “arsenal” de ferramentas em cada configuração. A mobilidade pura inunda o chão com carrinhos sobrecarregados que funcionam como armazéns ambulantes.
Um modelo híbrido “hub-and-spoke” divide a diferença. O “hub” é um armário estacionário de alta densidade, concebido para estabilidade e eficiência de procura. Contém todo o inventário de ferramentas. Os “spokes” são carrinhos de baixa capacidade, resistentes à torção, preparados por trabalho, carregados intencionalmente a partir do hub, deslocando-se apenas dentro da regra dos 3 metros em cada prensa.
Pensa num arsenal militar. As armas não estão empilhadas em caixas para máxima densidade — estão organizadas para um desdobramento rápido e sem danos sob pressão. O arsenal é fixo. O kit de missão é montado deliberadamente e depois transportado para onde é necessário.
O erro é assumir que cada ferramenta deve viver sobre rodas.
Mede a distância entre o hub e a prensa. Mede quantas vezes os carrinhos atravessam corredores de tráfego. Mede quantas ferramentas num carrinho nunca são usadas durante um turno. Esses números dizem-te se a mobilidade está a resolver estrangulamentos — ou a criá-los silenciosamente.
E quando consegues medi-lo, a questão deixa de ser conveniência.
Passa a ser retorno do investimento.
Doze minutos por troca a $30 por hora equivalem a $6 em mão de obra. Se fizeres cinco trocas por dia, 240 dias por ano, gastaste $7.200 porque o teu sistema de disponibilização de ferramentas luta contra ti em vez de te apoiar.
Esse é o cálculo que todos evitam porque os carrinhos são rotulados como “despesas gerais”, e não como “geradores de produtividade”. Vamos ser diretos: a mobilidade só gera ROI quando os minutos que poupa superam os minutos que adiciona silenciosamente através de manipulação duplicada, busca e danos. Não o que sentes. O que consegues cronometrar com um relógio de bolso.
Então, como calcular quando as rodas te fazem ganhar dinheiro em vez de custar?
Quinze minutos de “está por aqui algures” custam $7,50 por operador por turno a $30 por hora. Multiplica isso por dois operadores e 240 dias e estarás a olhar para $3.600 por ano só em tempo de procura.
Mas não inicias o cronómetro ao desapertar. Começas quando a última peça boa do Trabalho A sai da prensa. E paras quando a primeira peça verificada boa do Trabalho B chega ao palete. Esse é o tempo real de troca.
Divide-o em componentes:
Promessa do fornecedor: “Carrinho de alta capacidade reduz viagens.” Realidade na oficina: Os bloqueios de segurança permitem que apenas uma prateleira de 4.000 libras esteja aberta de cada vez, por isso a recolha torna-se sequencial, não paralela.
Cronometra cada peça durante uma semana. Exemplo hipotético: a tua equipa acredita que as trocas demoram em média 20 minutos. O cronómetro indica 32. Destes, 6 minutos são a procurar ferramentas, 4 a desencaixar para chegar à matriz correta, 3 a voltar a encaixar punções que não deslizam bem porque o carrinho se torceu ao atravessar uma junta de dilatação.
Não tinhas um problema de máquina. Tinhas um problema de implementação.
Agora faz a pergunta desconfortável: se as ferramentas retificadas de precisão e a fixação hidráulica podem reduzir a preparação do lado da máquina para quase um dígito, mas o carrinho volta a introduzir 10 minutos de fricção, para onde é que foi realmente o investimento de capital?
Um punção tipo “gooseneck” lascado pode custar de $800 a $1.500, dependendo do comprimento e do perfil. Não é conversa de catálogo para assustar. Eu próprio assinei a ordem de substituição depois de termos arrastado um sobre um trilho flexionado.
Agora imagina levantá-lo duas vezes porque está em cima do que realmente precisas.
Os danos raramente acontecem durante a dobra. Acontecem durante o manuseamento. Um carrinho carregado com densidade máxima eleva o centro de gravidade. Bate numa junta do chão. Uma roda perde carga. O chassis torce um milímetro. A aresta endurecida toca no aço em vez do polímero.
Promessa do fornecedor: “40% mais capacidade por área.” Realidade na oficina: Empilhamento mais alto significa mais elevações por recolha, o que se traduz em mais exposição de arestas sob carga.
Se a tua oficina lasca dois punções por ano devido a manuseamento caótico, e cada um custa em média $1.000, isso equivale a $2.000 anuais. Acrescenta o tempo perdido de produção à espera de substituição ou retificação. Acrescenta o risco de qualidade se alguém o usar mesmo assim.
O seguro não se trata de frequência. Trata-se de consequência.
Um carrinho de implementação desenvolvido para esse fim, com corredores separados, geometria de retenção ajustada ao estilo da tua lingueta e uma base larga que resiste à torção, não poupa apenas minutos. Reduz eventos de contacto de arestas. Menos contactos de arestas significam menos ordens de substituição.
Quando comparas um punção “gooseneck” lascado com um ano de trocas mais rápidas, o carrinho “caro” começa a parecer uma franquia que já estás a pagar.
Mas quantos minutos precisa realmente de poupar para se justificar?
Vamos fazer uma hipótese simples.
Carrinho premium construído para um propósito específico: $8.000. Mão-de-obra do operador: $30 por hora. Turnos: 240 por ano.
Para amortizar $8.000 em um ano apenas com base na mão-de-obra, é preciso recuperar cerca de 267 horas de trabalho. Isso equivale a aproximadamente 1,1 horas por turno.
Parece impossível até distribuí-lo.
Se fizeres quatro trocas por turno, isso corresponde a cerca de 16–17 minutos poupados por troca em toda a equipa. Não por operador. Por evento.
Onde se escondem esses 17 minutos?
São 17.
Se a tua auditoria com cronómetro mostrar apenas 6 minutos recuperáveis por troca, o carrinho não se paga no primeiro ano apenas com mão-de-obra. Agora, se considerares uma única substituição evitada de punção de $1.000, os cálculos mudam novamente.
Esta é a parte não óbvia: o ROI não depende de o carrinho rolar ou não. Depende de saber se o teu perfil de ferramentas, frequência de trocas e padrão de manuseamento geram atrito suficiente para que uma implementação projetada elimine minutos mensuráveis e danos mensuráveis.
Pensa num arsenal. As armas não são empilhadas em caixotes para obter máxima densidade — são dispostas para um desdobramento rápido e sem danos sob pressão. O arsenal é fixo. O kit de missão é montado de forma deliberada.
O teu hub é fixo. O teu raio é intencional. O teu carrinho não é uma caixa com rodas; é um dispositivo de conversão de tempo e risco.
Por isso, a perspetiva muda. Não perguntas: “Este carrinho é caro?”
Perguntas: “Quantos contatos de borda e minutos de manuseamento estamos a recuperar por turno — e somos disciplinados o suficiente para medi-los?”


















