

Vi eu novo contratado apoiar-se no pedal como se estivesse a pisar uvas. Folha de aço macio de um oitavo de polegada no molde em V, o êmbolo a descer com força. A chapa atingiu noventa graus sob carga. O êmbolo levantou. A peça relaxou para noventa e quatro.
Ele olhou para a máquina como se ela tivesse mentido para ele.
Esses quatro graus são onde a ilusão começa.
Para um principiante, o êmbolo desce, o metal dobra, fim da história. Pressão hidráulica entra, ângulo sai. Como esmagar uma lata de refrigerante.
Mas o metal não é uma esponja. É uma rede de cristais que se esticam antes de ceder. Quando empurras pela primeira vez essa chapa para dentro da matriz, o aço ainda é elástico—o que significa que se comporta como uma mola. Podes descarregá-la e ela voltará a ficar plana. Nada de permanente aconteceu ainda.
A dobra só se torna real num limiar muito específico.

Imagina o êmbolo a descer sobre aquela mesma chapa de 1/8 de polegada. No início, a resistência aumenta suavemente. Estás apenas a flexioná-la. Depois, a uma certa tensão—o ponto de cedência—começa o deslizamento da estrutura interna. As deslocações movem-se. O metal deixa de “lembrar” o plano.
Isso é deformação plástica. Mudança permanente.
Antes da cedência, estás apenas a esticar uma mola. Depois da cedência, estás a redesenhá-la.
Aqui está a parte que a maioria dos principiantes ignora: a máquina não anuncia esse momento. Não há clique, nem luz. Estás a ajustar a tonelagem com base na espessura do material, na abertura da matriz e na resistência à tração para que apenas passes essa linha—sem exceder loucamente.
A Armadilha da Tonelagem é pensar que mais pressão significa dobras melhores. Depois do ponto de cedência, força extra apenas deflete a máquina e as ferramentas em vez de melhorar o ângulo.
Tecido cicatricial: já vi operadores tentarem corrigir erros de ângulo com pressão e acabarem por curvar o êmbolo alguns milésimos—depois admiram-se por que razão as peças longas saem onduladas.
Se a cedência torna a dobra permanente, porque é que aquela dobra de noventa graus não ficou a noventa?
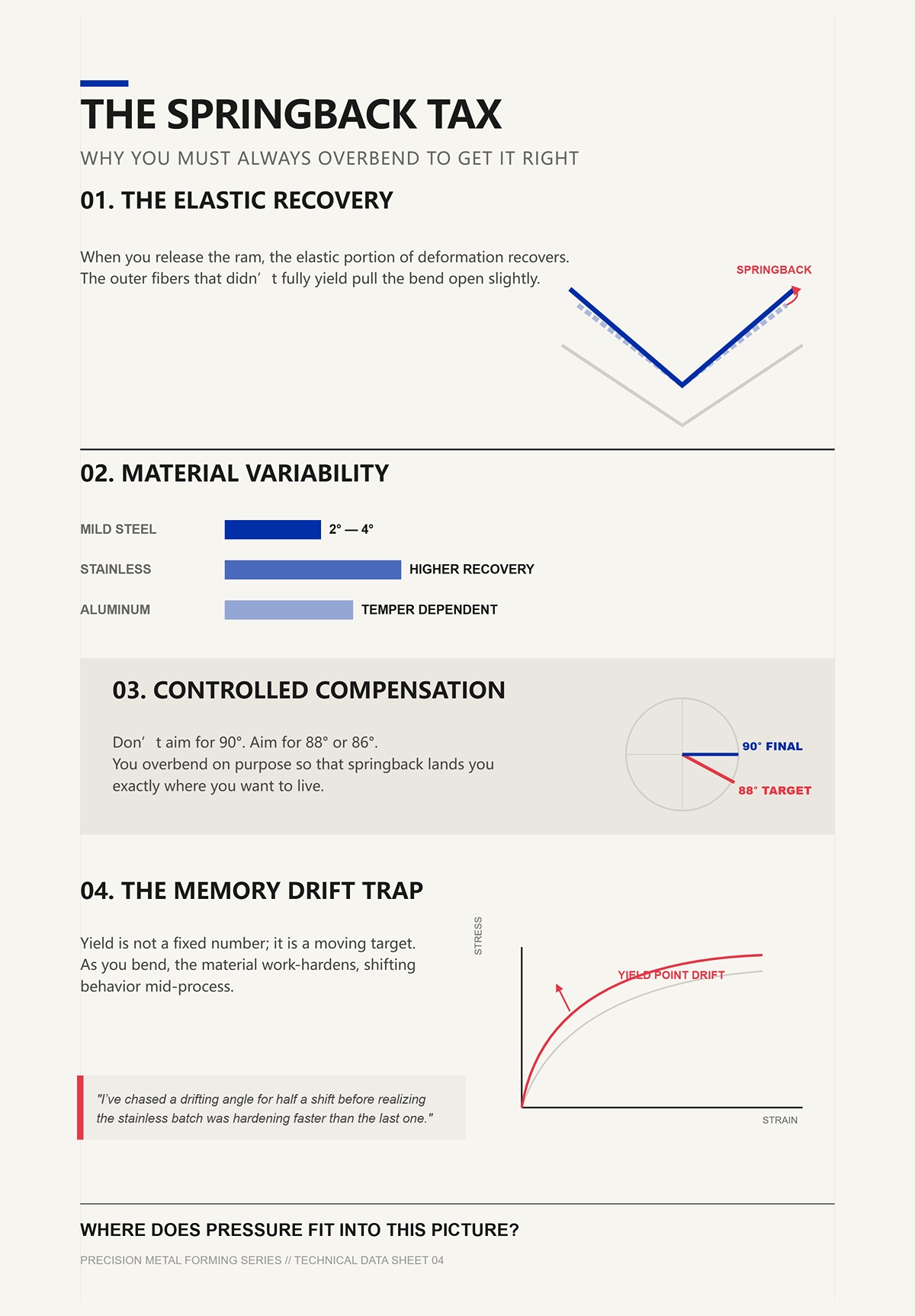
Quando libertas o êmbolo, a parte elástica dessa deformação recupera. As fibras exteriores que não cederam totalmente puxam ligeiramente a dobra para fora. Isso é recuo elástico.
No aço macio, talvez de dois a quatro graus em dobra ao ar. No inox, mais. No alumínio, depende da têmpera.
Portanto, não miras em noventa. Apontas para oitenta e oito, talvez oitenta e seis, dependendo do trabalho. Excedes a dobra de propósito para que o retorno elástico te leve exatamente ao ponto onde queres ficar.
Não é adivinhação. É compensação controlada.
E é aqui que as coisas ficam interessantes: à medida que dobras, o material enrijece por deformação. O seu ponto de cedência sobe ligeiramente. O metal com que terminas já não é exatamente o mesmo com que começaste. Se trabalhares demasiado rápido ou mantiveres a pressão demasiado tempo, alteras o comportamento a meio do processo.
A Armadilha da Deriva da Memória é assumir que o limite de escoamento é um número fixo em vez de um alvo móvel durante a conformação.
Tecido cicatricial: já persegui um ângulo em deriva durante meia jornada antes de perceber que o lote de inox estava a endurecer mais depressa do que o anterior.
Se o ângulo depende de quão fundo ultrapassas o limite de cedência e de quanto retorno elástico prevês, onde entra realmente a pressão nesta equação?
Faz duas montagens. Mesma chapa. Mesma máquina.
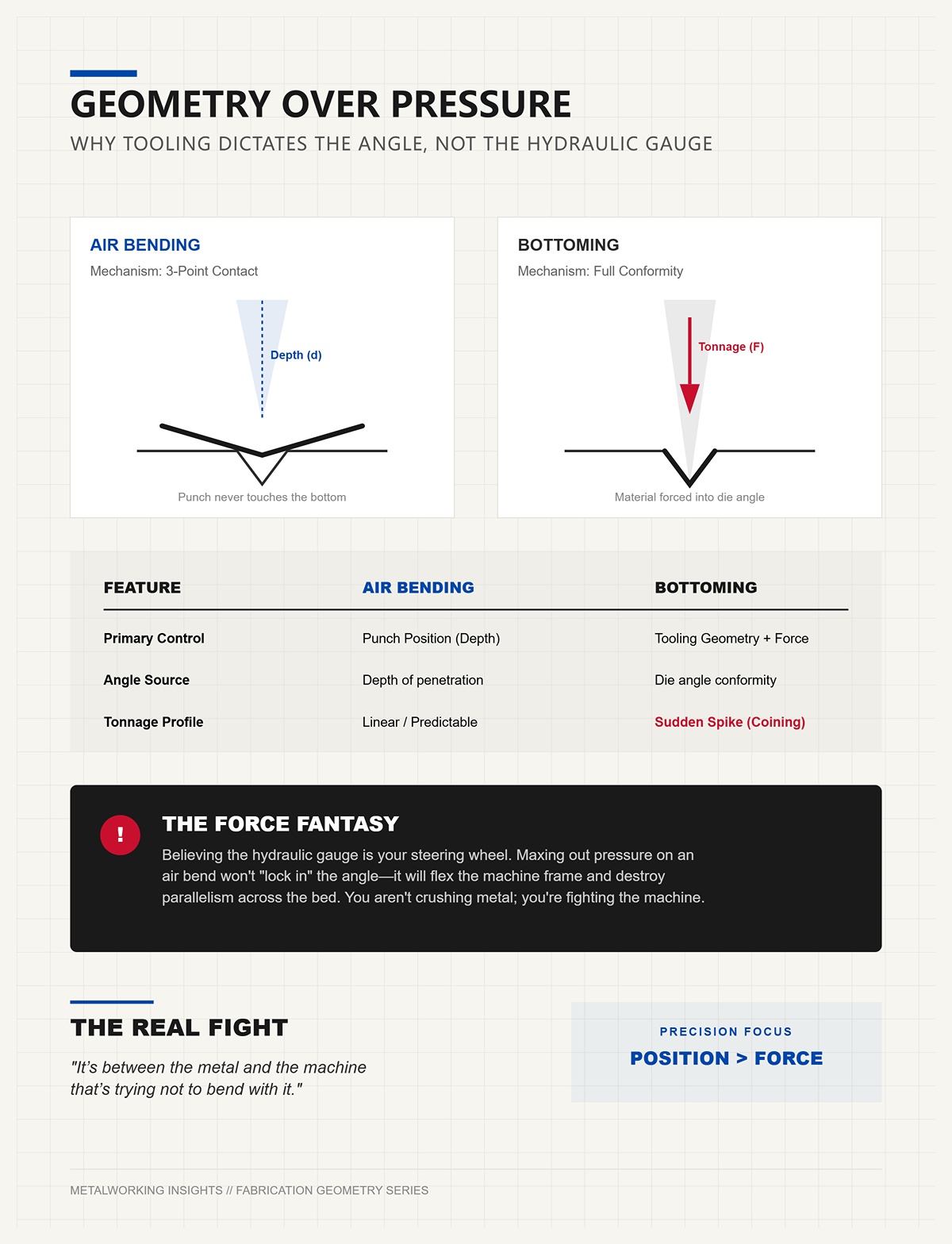
Na dobragem no ar, o punção nunca força o metal até ao fundo da matriz em V. A chapa toca na ponta do punção e nos ombros da matriz, formando uma dobra em três pontos. O ângulo final depende da profundidade com que o punção penetra na abertura da matriz. Mudares a profundidade por alguns milésimos muda o ângulo.
A pressão apenas leva-te à profundidade necessária. A geometria define o resultado.
No cunhamento, empurras a chapa firmemente até ao ângulo da própria matriz. Agora o ângulo da ferramenta domina, e o esforço aumenta drasticamente porque estás a cunhar o material — a forçá‑lo a conformar-se.
Vês a mudança?
A dobragem no ar é sobre controlo de posição. O cunhamento depende mais da força. Mas mesmo aí, ainda estás a gerir o limite de cedência e o retorno elástico, não a esmagar o metal à força.
A Fantasia da Força é acreditar que o manómetro hidráulico é o teu volante. Na realidade, a profundidade do punção e a geometria da ferramenta é que mandam.
Tecido cicatricial: já vi operadores aumentarem a pressão ao máximo numa dobragem no ar a pensar que “fixariam” o ângulo, apenas para deformar a estrutura e perder paralelismo ao longo da mesa.
Se o ângulo resulta da geometria e da dobra controlada para além do ponto — e não de força bruta — então a verdadeira luta não está apenas dentro do metal.
Está entre o metal e a máquina que tenta não se dobrar com ele.
| Aspeto | Dobragem a Ar | Encosto |
|---|---|---|
| Configuração | Mesma chapa e mesma máquina como linha de base de comparação | Mesma chapa e mesma máquina como linha de base de comparação |
| Método de Contacto | O punção contacta a chapa em três pontos (ponta do punção e ombros da matriz) | A chapa é pressionada firmemente no ângulo da matriz |
| Como o Ângulo É Determinado | Determinado pela profundidade de penetração do punção na abertura da matriz | Determinado principalmente pelo ângulo da ferramenta (matriz) |
| Papel da Pressão | A pressão apenas atinge a profundidade necessária; a geometria define o ângulo | A tonelagem aumenta significativamente para forçar o material a assumir o formato da matriz (efeito de cunhagem) |
| Princípio de Controlo | Controlo de posição (gestão precisa da profundidade) | Maior dependência da força, embora ainda se controle o escoamento e o retorno elástico |
| Sensibilidade | Pequenas variações de profundidade (milésimos) afetam significativamente o ângulo | O ângulo é dominado pela geometria da matriz quando esta assenta completamente |
| Erro Comum | Aumentar a pressão irá “fixar” o ângulo | A força por si só garante precisão |
| Risco Observado | Pressão excessiva pode deformar a estrutura da máquina e afetar o paralelismo da mesa | Elevada tonelagem aumenta o esforço sobre a máquina |
| Perceção Fundamental | O ângulo resulta da geometria e da curvatura controlada — não apenas da tonelagem bruta | Mesmo com maior força, a geometria e o comportamento do material continuam a ser decisivos |
| Tensão Subjacente | Equilíbrio entre deformação do metal e rigidez da máquina | Equilíbrio entre o limite elástico do material e os limites estruturais da máquina |
Na minha antiga quinadeira de 10 pés, eu conseguia dobrar um suporte de 3 pés com precisão absoluta e falhava o mesmo ângulo por um grau aos 9 pés sem alterar o programa. Mesmo material. Mesmo molde. Mesma profundidade alvo.
Se a geometria define o ângulo, e a profundidade define a geometria, como é que a deflexão da máquina se intromete e rouba a precisão?
Porque a profundidade não é o que o ecrã indica. É o ponto onde o punção realmente assenta sob carga — depois de o quadro se esticar, o êmbolo se curvar e o sistema de transmissão terminar de aplicar força. Duas máquinas podem ostentar o mesmo emblema de “100 toneladas”. Mas aquela que não consegue controlar como essa força é aplicada, aumenta e pára, nunca manterá a mesma profundidade de punção ao longo da mesa. E se a profundidade varia milésimos, o ângulo varia também.
Portanto, quando perguntamos “Com que força?”, estamos na verdade a perguntar: Como é que esta máquina gera força, e com que precisão consegue parar exatamente onde a geometria exige?
Sistemas de transmissão diferentes respondem a essa pergunta de cinco maneiras muito distintas.
Aprendi numa máquina de volante que soava a comboio de mercadorias. Uma grande massa giratória no topo, a embraiagem aciona, a cambota converte a rotação em movimento vertical do êmbolo. Assim que a embraiagem agarra, o êmbolo desce. Ponto final.
Eis o mecanismo. Uma prensa mecânica armazena energia num volante em rotação. Ao engatar a embraiagem, essa energia cinética armazenada é libertada através de uma ligação de manivela. A força atinge o pico perto do ponto morto inferior — aquela última parte do curso. Antes disso, a tonagem está a subir, mas ainda não atingiu o máximo.
A forma dessa curva de força é importante.
No ar, durante a dobragem, o que nos interessa é a posição. Mas uma prensa mecânica é regida pela geometria da manivela, não por um fluxo hidráulico finamente dosado. Não se consegue controlar facilmente o último milésimo. O êmbolo quer atravessar o ponto morto inferior porque o sistema de bielas ainda está em movimento. Assim, estás a sincronizar o acionamento da embraiagem, a libertação do travão e a esperar que a inércia não te leve mais fundo do que o planeado.
É por isso que são rápidas. As taxas de curso podem ser elevadas porque não estás à espera que o óleo se mova. Mas essa mesma inércia é a Armadilha da Deriva de Precisão. Uma vez que a energia está no sistema, não a dissipamos com delicadeza — travamo-la.
Cicatrizes da experiência: já vi uma peça longa sair arqueada porque o centro do êmbolo atingiu a tonagem máxima um instante antes das extremidades, e não havia microajuste possível para corrigir a meio do impacto.
As prensas mecânicas recompensam a repetição em séries curtas com configurações fixas. Mas quando a espessura da chapa varia alguns milésimos, ou quando se persegue tolerâncias de meio grau ao longo de dois metros e meio, a questão torna-se desconfortável:
Como se “calça” a profundidade quando o movimento da máquina está bloqueado por uma roda em rotação?
Da primeira vez que dobrei chapa de meia polegada numa prensa dobradora hidráulica moderna, observei o manómetro subir suavemente à medida que o êmbolo descia. Sem dramatismo. Apenas força controlada.
Os sistemas hidráulicos geram força pressurizando óleo nos cilindros. Pressão vezes área do pistão equivale a força. Matemática simples. A beleza está no controlo: válvulas proporcionais regulam o fluxo, válvulas servo afinam-no, e é possível abrandar o êmbolo até à velocidade mínima nos últimos milímetros. Isso significa que se pode ajustar a profundidade com verdadeira autoridade.
E sob carga continuada, os sistemas hidráulicos brilham. Tonelagem alta e constante em chapa espessa é o seu território natural, porque a pressão pode ser mantida de forma estável sem depender de energia cinética acumulada. A estrutura ainda flete, sim — mas o sistema pode manter, sustentar e compensar.
Eis a luta silenciosa.
O óleo comprime-se ligeiramente. As mangueiras expandem. As vedações fletam. Sob carga pesada, especialmente em mesas compridas, os dois cilindros devem permanecer sincronizados. Se Y1 e Y2 (cilindros esquerdo e direito) se desfasarem mesmo alguns milésimos, o êmbolo inclina-se. Agora a profundidade de perfuração já não é paralela.
Os sistemas CNC eletro-hidráulicos fecham esse ciclo com escalas lineares que medem cada lado de forma independente. Os sistemas mais antigos de barra de torção ligam ambos os lados mecanicamente; se um lado atrasar sob carga, a barra torce e tenta compensar pela média.
Essa é a Ilusão do Paralelismo: assumir que pressão igual significa posição igual. Pressão é força. Posição é geometria. Não são a mesma coisa.
Cicatriz: já persegui um desvio num painel de inox de três metros e meio apenas para descobrir que um cilindro estava a adiantar-se três milésimos sob carga máxima — invisível no manómetro, óbvio no ângulo.
Os sistemas hidráulicos continuam dominantes porque podem gerar e modular força significativa. Mas a sua precisão depende de quão bem a máquina mede e corrige a deflexão em tempo real.
Então, se o óleo nos dá força com movimento controlável, o que acontece quando eliminamos completamente o óleo?
Visitei uma oficina que operava uma pequena prensa dobradora servo-elétrica de 22 toneladas — parafusos de esferas acionados por motores servo, sem unidade hidráulica a zumbir em segundo plano. Estavam a dobrar invólucros finos de inox com menos de um metro de comprimento. Alegavam repetibilidade na faixa dos micrómetros.
Mecanicamente, é um sistema limpo. Um motor servo roda um parafuso de esferas — um veio roscado com esferas recirculantes que convertem movimento rotativo em deslizamento linear com elevada eficiência. A posição é monitorizada por codificadores diretamente no motor ou no parafuso. Quando o controlador ordena parar, o motor pára. Sem compressão de óleo. Sem atraso de válvulas.
Para peças curtas e chapas finas, esse controlo direto de posição é cirúrgico. É possível programar a velocidade de aproximação, de dobra e de retorno de forma independente. O consumo de energia diminui porque o motor só consome potência quando está em movimento.
Mas é aqui que os cartazes de marketing ficam frágeis.
Os parafusos de esferas têm limites de carga. Sob tonagem elevada, esticam microscopicamente. A estrutura ainda flete. E a resposta dinâmica sob material espesso pode ser mais lenta em comparação com sistemas hidráulicos projetados para pressão elevada e sustentada. Algumas comparações mostraram sistemas elétricos a perder desempenho em trabalho espesso e de alta tonagem, onde a estabilidade da pressão sob carga é mais importante do que a eficiência em vazio.
A Armadilha do Halo da Eficiência é pensar que mais silencioso e mais limpo significa automaticamente mais preciso em todos os cenários. A precisão sob carga depende da rigidez e da retroalimentação, não apenas do tipo de motor.
Tecido cicatricial: Vi uma oficina comprar uma prensa elétrica para poupar energia, e depois subcontratar os trabalhos mais espessos porque a máquina simplesmente não foi construída para manter a profundidade sob esse tipo de tensão.
Os sistemas servoelétricos são bisturis brilhantes. Os hidráulicos são martelos controlados. A ferramenta que escolhes determina como combates a deflexão — e quanto dela podes, realisticamente, neutralizar.
Então, onde se encaixa o ar comprimido nesta orquestra?
Só confiei em prensas pneumáticas para painéis finos de alumínio e suportes leves. São rápidas. São silenciosas. E ficam sem fôlego depressa.
O ar comprimido aciona cilindros tal como os sistemas hidráulicos, mas o ar é altamente compressível. Isso significa que, sob carga, o sistema comporta-se como uma mola. À medida que a resistência aumenta, o ar comprime-se mais antes de transmitir a força total ao êmbolo.
Para trabalho leve, essa elasticidade não é fatal. Na verdade, os tempos de ciclo podem ser rápidos porque o sistema é simples e de movimento veloz. Para chapa fina, onde a tonelagem necessária é baixa, os sistemas pneumáticos podem superar os sistemas hidráulicos mais pesados em pura velocidade.
Agora coloca aço de um quarto de polegada debaixo dele.
A tonelagem necessária aumenta acentuadamente com a espessura e a largura da matriz em V. O ar comprime-se ainda mais. O controlo torna-se esponjoso. A profundidade torna-se mais difícil de travar com precisão porque o próprio meio é elástico.
Mas o metal não é uma esponja. O ar é.
Esse desajuste é a Cascata de Conformidade: sistema de acionamento elástico alimentando material elástico enquanto a estrutura flexiona pelo meio. Estás a empilhar molas e a esperar precisão.
Tecido cicatricial: Vi uma unidade pneumática parar a meio de uma dobra mais espessa, com a pressão no máximo e o êmbolo aquém da profundidade alvo — a máquina simplesmente não conseguia fornecer a força que a geometria exigia.
As pneumáticas têm o seu campo próprio. Sai dele, e a deflexão vence antes mesmo de atingires o ponto de cedência.
Então, mesmo que escolhamos o “músculo” certo, ainda existe um cérebro por trás — ou, por vezes, quase nenhum.
Certa vez, usei uma prensa NC de barra de torção onde se programava uma única profundidade Y. Ambos os cilindros moviam-se em conjunto, ligados mecanicamente. Se a estrutura vergasse sob uma dobra longa e pesada, compensavas ajustando a profundidade e talvez acrescentando compensação manualmente.
Estavas a controlar o movimento.
Os sistemas modernos CNC eletro-hidráulicos medem Y1 e Y2 de forma independente com escalas lineares montadas perto do êmbolo. O controlador compara a posição comandada com a posição real milhares de vezes por segundo, ajustando válvulas para manter ambos os lados sincronizados sob carga.
Isso é programar um resultado.
A diferença aparece em peças longas. Com sistemas NC de torção, se um lado atrasar devido a carga desigual ou torção da estrutura, a barra de torção faz a média do erro. Com CNC completo, cada lado é corrigido em tempo real. O programa angular pode disfarçar pequenas discrepâncias no NC, mas é apenas uma solução alternativa — não um controlo paralelo verdadeiro.
A Armadilha da Casa a Meio Caminho é acreditar que medidores traseiros acionados por servo e ecrãs digitais significam automaticamente sincronização total dos eixos. Sem feedback independente de Y1/Y2, ainda estás a confiar mais na estrutura do que devias.
Tecido cicatricial: Já vi oficinas tentarem perseguir consistência de ângulo ajustando as posições do medidor traseiro quando o verdadeiro culpado era o movimento não sincronizado do êmbolo sob carga.
Duas máquinas podem ambas declarar 100 toneladas. Uma fornece-as com uma roda de inércia em rotação, outra com óleo pressurizado, outra com fusos de esferas, outra com ar comprimido. Uma mede ambos os lados do êmbolo e corrige a meio da dobra; outra assume simetria e espera o melhor.
Se o ângulo vem da geometria e de uma sobrecurvatura controlada — e não da força bruta — então o sistema de acionamento não se trata apenas de “quão forte”.”
Trata-se de quão precisamente podes parar, manter e conservar essa força perfeitamente paralela quando a música começa a ficar alta.
E mesmo com o melhor acionamento do mundo, a própria estrutura ainda está a tentar dobrar-se.
Imagina uma tira de 10 pés de A36 de 1/4 de polegada disposta sobre a mesa. Tens o gráfico de tonelagem ajustado. Os cilindros estão sincronizados. O controlador indica que ambos os lados estão perfeitamente nivelados dentro de alguns mícrons. Carregas no pedal, e a chapa chega aos noventa graus sob carga.
Depois verificas.
Noventa no centro. Oitenta e oito e pouco em ambas as extremidades.
Nada “perdeu pressão.” Nada deslizou. O que se moveu foi a própria máquina. Sob carga total, o êmbolo e a mesa fletiram—curvaram-se microscopicamente—pelo que o punção penetrou mais no meio do que nas extremidades. O sistema de acionamento fez exatamente o que lhe foi ordenado. A estrutura transmitiu essa força de forma desigual ao longo do seu comprimento. Se o ângulo vem da geometria e da sobrecurvatura controlada — e não da força bruta — então a verdadeira luta não está apenas dentro do metal.
Está ao longo de dez pés de aço a tentar comportar-se como um diapasão sob tensão.
Duplicar a espessura do material não duplica apenas a tonelagem; no ar, o dobramento aumenta-a aproximadamente quatro vezes porque a força necessária escala com o quadrado da espessura. Trabalha com aço macio de 1/8 de polegada e estás confortável. Passa para 1/4 de polegada no mesmo V-die e a tua carga sobe rapidamente. Essa carga mais alta exerce mais pressão contra a garganta da estrutura e o centro da mesa, onde o vão é maior. A deflexão aumenta de forma não linear, mas as tuas “200 toneladas” anunciadas não mudaram. A classificação é um teto. O paralelismo é um alvo móvel.
Tecido cicatricial: Já vi uma oficina culpar variações do material por uma inclinação de 2 graus que não era mais do que uma deflexão a meio do vão que nunca mediram.
Portanto, mesmo que a tua força seja precisa e a tua profundidade exata, como manter esse êmbolo realmente nivelado quando a própria carga se desloca ao longo da mesa?
Executa um suporte curto apenas no lado esquerdo. Agora a carga é excêntrica—fora do centro. O cilindro esquerdo enfrenta maior resistência; o lado direito está praticamente a rolar livre. Numa máquina mais antiga com barra de torção, a ligação mecânica força ambos os lados a moverem-se juntos, suavizando o erro. O lado pesado quer atrasar; o lado leve quer adiantar-se. A barra divide a diferença.
Obténs movimento paralelo. Não obténs força igual.
As prensas CNC modernas leem Y1 e Y2 de forma independente, com escalas lineares montadas perto do êmbolo. O controlador compara a posição comandada com a real milhares de vezes por segundo e ajusta cada válvula separadamente. Se o lado esquerdo baixar sob maior carga, o sistema fornece-lhe mais pressão para manter as posições equalizadas.
Parece uma vitória.
Mas aqui está o problema: quando a espessura aumenta ou a largura da matriz diminui, a tonagem dispara abruptamente. Se baixares para menos de aproximadamente seis vezes a espessura do material na abertura em V, a força necessária sobe rapidamente, juntamente com as marcas na superfície e uma distribuição de tensões imprevisível. Agora o sistema de correção está a esforçar-se mais, amplificando a pressão de um lado para tentar manter o paralelismo. Criaste um cabo-de-guerra entre sincronização e rigidez estrutural.
A Armadilha da Sincronização é acreditar que posição igual significa sempre ângulo igual. Se a estrutura torce ligeiramente sob carga assimétrica, o êmbolo pode estar numericamente paralelo enquanto a mesa por si só não apresenta uma superfície de reação uniforme.
Tecido cicatricial: já vi operadores perseguirem offsets de Y1/Y2 durante uma hora, quando o verdadeiro culpado era uma matriz estreita a sobrecarregar silenciosamente um lado da estrutura.
Então, mesmo que mantenhamos o êmbolo nivelado de lado a lado, porque é que uma mesa perfeitamente reta ainda produz uma curvatura ao dobrar peças longas?
Pega nessa mesma dobra de 10 pés, centrada desta vez. Ambos os cilindros equilibrados. Nenhuma carga excêntrica. Antes de tocares no pedal, a mesa está reta dentro da tolerância de maquinagem.
Sob carga, não vai permanecer assim.
O punção desce no centro do vão, e a mesa flete para baixo nesse ponto enquanto as estruturas laterais resistem. O êmbolo, que cobre a mesma largura, arqueia ligeiramente para cima nas extremidades. Juntos criam um padrão de folga: penetração mais profunda ao meio, mais rasa nas pontas. O resultado é um ângulo mais fechado no centro e mais aberto nas extremidades.
Ironicamente, quanto mais reta está a tua mesa em repouso, mais previsível se torna a curvatura sob carga — e mais tens de a contrariar intencionalmente.
É aí que entra o compensador (“crowning”). Os sistemas de compensação mecânica ou hidráulica introduzem uma curva ascendente controlada na mesa antes de a carga ser aplicada. Estás a pré-dobrar a máquina para contrariar a curva de deflexão esperada. Se ajustares bem, quando a tonagem total chega, a mesa endireita-se sob pressão, distribuindo a força uniformemente ao longo do comprimento.
Estás a calçar o instrumento antes da música começar.
Se errares — compensação insuficiente — o centro fecha-se demasiado. Compensação excessiva — e as extremidades dobram demais. Como a tonagem escala com o quadrado da espessura, uma mudança de material de 3 mm para 6 mm não requer apenas mais força; exige uma curva de compensação diferente. A compensação não é um ajuste único. É uma afinação contínua ligada à geometria, largura da matriz e limite de escoamento do material.
Tecido cicatricial: já vi uma equipa fazer ângulos perfeitos toda a manhã, mudar para chapa mais grossa após o almoço e passar a tarde a culpar o operador, quando a única coisa que mudou foi a curva de deflexão.
O que nos leva à verdade incómoda: durante décadas, os operadores compensaram por sensação e ensaios de dobra. Agora as máquinas prometem pensar por ti.
Os sistemas modernos medem a posição do êmbolo com codificadores lineares e, nalguns casos, estimam a carga através de sensores de pressão. O controlador consulta uma biblioteca de materiais — espessura, resistência à tração, abertura da matriz — e calcula a deflexão esperada. Depois ajusta automaticamente a compensação e a profundidade do êmbolo durante o curso.
Não estás apenas a comandar uma profundidade. Estás a programar um evento elástico previsto.
Nos sistemas eletro-hidráulicos de curso descendente, a sincronização ocorre continuamente à medida que o êmbolo se aproxima do ponto morto inferior. A máquina pode desacelerar, corrigir a divergência Y1/Y2 e aplicar uma compensação dinâmica com base no feedback em tempo real. Feito corretamente, a variação de ângulo ao longo de uma dobra longa diminui drasticamente em comparação com máquinas manuais.
Mas os sensores não tornam o aço mais rígido.
Se a estrutura não tiver rigidez suficiente, a correção eletrónica aumenta a pressão localizada para manter a posição, o que pode aprofundar a tensão estrutural noutros pontos. Os sistemas de curso descendente ao estilo JEELIX melhoram o paralelismo, sim — mas também exigem monitorização precisa da tonagem, porque a própria compensação redistribui a força. Estás a resolver um vetor de erro enquanto sobrecarregas outro.
A Armadilha do Halo da Automação assume que o software anula a física. Ele apenas a modela — e apenas tão bem quanto os teus dados de entrada corresponderem à realidade.
Tecido cicatricial: já vi sensores de ângulo mascararem um problema de fadiga progressiva na estrutura durante meses, até que um dia a compensação ficou sem curso e a conicidade voltou com dentes.
Neutralizámos a deriva do cilindro, pré-curvámos a mesa contra a sua própria deformação, e deixámos a eletrónica ajustar os últimos micrómetros. O que resta é o trabalho diário: escolher razões de ferramentas que não provoquem picos de tonelagem, ajustar os backgauges para que não torçam as peças sob carga assimétrica, e controlar o curso para que a sobrecurvatura corresponda à recuperação elástica real — não aos valores de catálogo.
É aí que a teoria de deflexão ou sobrevive ao contacto com o chão de fábrica ou é esmagada pelas suas próprias suposições.
Imagina uma tira de 10 pés de aço macio de 1/8 de polegada na mesa. Ajustaste a coroa da máquina para a carga. A biblioteca de materiais está configurada. O ecrã indica 92 toneladas.
Carregas no pedal.
A chapa atingiu noventa graus sob carga.
E quando o cilindro sobe, relaxa para noventa e quatro.
Esses quatro graus não são um erro. É o retorno elástico — recuperação após a remoção da carga. Mas o metal não é uma esponja. Não recupera de forma aleatória. Liberta a deformação elástica armazenada com base na espessura, na largura da matriz e na resistência ao escoamento. Se o ângulo vem da geometria e da sobrecurvatura controlada — não da tonelagem bruta — então a verdadeira luta não está apenas dentro do metal, mas em como se faz a sequência de preparação para que máquina, ferramenta e material atinjam o mesmo valor ao mesmo tempo.
Eis como realmente se faz isso.
Começa pela matriz, não pela tabela de tonelagem.
Pegando nesse mesmo aço macio de 1/8 de polegada — 0,125 polegada de espessura. Uma regra prática comum é uma abertura em V cerca de 8 vezes a espessura. Isso dá uma matriz de 1 polegada. Insere-a na fórmula padrão de dobra por ar e ficas algures entre 14–15 toneladas por pé. Estende isso para 10 pés e estás perto de 150 toneladas.
Agora reduz a abertura da matriz para 0,5 polegada. Mesmo material. Mesma extensão. A força necessária quase duplica porque a tonelagem é inversamente proporcional à largura da matriz. Não mudaste a peça. Mudaste a geometria. E a estrutura agora deflete mais sob o mesmo trabalho.
A Armadilha da Geometria é pensar que matrizes mais apertadas significam maior precisão. Na realidade, significam carga superior e mais deflexão a neutralizar.
Tecido cicatricial: já vi operadores perseguirem uma conicidade de dois graus que nasceu no momento em que trocaram para uma matriz estreita “para precisão”.”
A matriz controla o raio interno — aproximadamente 16 por cento da abertura em V na dobra por ar. Esse raio determina quanto as fibras externas se esticam e quanta deformação elástica é armazenada. Raio menor, mais energia armazenada, mais retorno elástico a compensar. Não “forças” um ângulo de 90. Sobrecurvas para 86 ou 88 sob carga para que relaxe de volta para 90 após a libertação.
Essa sobrecurvatura é ditada pela geometria. Não pelo ego.
A cunhagem parece um atalho. Pressiona o punção até ao fundo da matriz, excede o limite de escoamento em toda a espessura, e o retorno elástico quase desaparece porque comprimiste plasticamente o material para corresponder às ferramentas. Mas a cunhagem multiplica a tonelagem de três a cinco vezes em relação à dobra por ar. A estrutura da máquina, o cilindro, os pinos — tudo sente esse pico. Surge vibração. Acionam-se sobrecargas de emergência.
Trocaste a incerteza elástica por tensão estrutural.
Assim, a primeira calça neste argumento triplo é a geometria da ferramenta. Escolhe uma matriz larga o suficiente para manter a tonelagem — e, portanto, a deflexão — numa faixa controlável. Escolhe um raio de punção que corresponda ao raio interno pretendido sem esticar demasiado as fibras exteriores. Mapeia o fluxo do metal antes mesmo de tocares no pedal.
Depois perguntas: se a geometria define a linha de dobra, como é que garantes que cada peça assenta realmente nessa mesma linha?
Uma vez vi um novo operário produzir um lote de suportes. Os ângulos estavam consistentemente perfeitos. Os comprimentos, não. Algumas abas tinham um desvio de 0,020 polegada. Ele continuava a ajustar a profundidade, convencido de que o martelo estava a variar.
Não tinha.
Os dedos do batente traseiro estavam ligeiramente fora de paralelo — alguns milésimos ao longo da extensão. Quando a chapa assentava contra eles, torcia-se microscopicamente antes mesmo de o punção a tocar. A máquina dobrava exatamente onde era mandada. A peça é que não estava bem alinhada.
Os batentes traseiros são sistemas de posicionamento linear — tipicamente fusos de esferas ou correias acionadas por servomotores, com resolução até alguns mícrons. Não definem apenas o comprimento da aba. Definem onde o eixo neutro da dobra começa em relação à linha central da ferramenta. Se um dedo estiver 0,003 polegada à frente do outro numa peça de 10 pés, criaste uma diagonal na configuração.
A máquina vai dobrar fielmente essa diagonal.
A Armadilha do Alinhamento é assumir que a leitura digital equivale à verdade física. Os codificadores reportam a posição do fuso, não se os dedos estão coplanares sob carga.
Tecido cicatricial: já vi uma sincronização Y1/Y2 perfeita ser culpada por peças afiladas quando o verdadeiro vilão era um trilho de batente traseiro cheio de aparas.
Em peças longas, apoias a chapa para que a gravidade não a faça cair dos dedos. Em peças assimétricas, reposicionas os batentes para evitar empurrar o material de lado à medida que o martelo desce. Cada ponto de contacto é um braço de alavanca que pode torcer a chapa antes de a conformação começar.
O paralelismo não diz apenas respeito ao martelo e à mesa. Diz respeito a como a peça entra na luta.
Portanto, a geometria está mapeada, a chapa está bem assentada. Agora vem o momento que separa os travões mecânicos dos sistemas controlados: a forma como o curso decide quando chega.
Num travão eletro-hidráulico moderno, codificadores lineares ficam em cada lado da estrutura a medir a posição real do martelo, não apenas o movimento do cilindro. Transdutores de pressão leem a carga hidráulica. O controlador compara a profundidade-alvo com o feedback em tempo real milhares de vezes durante o curso descendente.
Não está a adivinhar. Está a corrigir.
Quando o punção toca a chapa, a carga aumenta abruptamente. A estrutura começa a alongar-se — sim, alongar-se — alguns milésimos. Esse alongamento significa que o martelo pode estar na profundidade programada em relação aos cilindros, mas ainda não em relação à mesa. O controlador continua a aplicar pressão até que o feedback do codificador indique que a posição comandada sob carga foi atingida.
É por isso que uma dobra pode exigir uma penetração 0,010 polegada mais profunda sob tonelagem total do que a abordagem sem carga sugeria.
Tecido cicatricial: já medi máquinas que eram 0,006 polegada mais altas em repouso do que sob um impacto de 120 toneladas. O aço move-se. Sempre.
Os travões de prensa mecânicos não “sentem” isto. Um veio de manivela conduz o martelo até um ponto morto inferior fixo. Se a deflexão mudar com o material ou o comprimento, a única correção é o ajuste manual posterior. Os sistemas hidráulicos e servoelétricos ajustam dinamicamente a profundidade, mas ainda vivem dentro da rigidez da estrutura. Se a força necessária duplicar porque duplicaste o comprimento da dobra, a deflexão duplica também. O controlador compensa dentro dos limites do seu curso — não torna a estrutura em C mais espessa.
A Armadilha da Excesso de Confiança é acreditar que, porque a maioria das curvaturas sai bem, o drama acabou. Os sistemas modernos de retroalimentação tornaram o ato de equilibrar algo rotineiro, não irrelevante. Oitenta por cento das peças de produção têm sucesso porque o operador forneceu à máquina uma geometria honesta, dados realistas de material e uma escolha de matriz que manteve a tonagem dentro da zona de conforto elástica da máquina.
Quando os três concordam — geometria da ferramenta, comportamento do material e posição do êmbolo — o ângulo atinge a medida dentro de alguns milésimos ao longo da extensão.
Não a esmagaste até à submissão.
Ajustaste um longo e pesado instrumento de aço sob tensão até a nota soar verdadeira.
O que levanta outra questão: se operar uma quinadeira hidráulica é realmente sobre afinação e retroalimentação, porque continuamos a falar delas como se fossem apenas grandes números de força numa ficha técnica?
Percorre qualquer exposição de equipamento e o primeiro número que irão colocar sob o teu nariz é a tonagem. Duzentas toneladas. Trezentas. Maior deve ser melhor.
Isso acontece porque a tonagem é fácil de imprimir num autocolante e fácil de comparar entre marcas. Largura de banda de controlo, resolução de codificador, precisão de sincronização Y1/Y2 sob carga assimétrica — esses não cabem num cartaz de vendas. A força é visível. O paralelismo sob carga não é.
Se o ângulo vem da geometria e do sobrecurvamento controlado — e não da tonagem bruta — então a verdadeira luta não está apenas dentro do metal. Está dentro de uma estrutura longa e flexível que se estica, torce e recupera cada vez que pressionas o pedal. A chapa atingiu noventa graus sob carga, e a máquina fazia parte desse caminho de carga. A quinadeira é uma estrutura elástica controlada, não uma parede de betão.
Mas o metal não é uma esponja.
Não podes simplesmente encharcá-lo com mais pressão e esperar que a precisão escorra. Para além de certo ponto, tonagem extra não afina o controlo; amplia a deflexão. O erro do principiante — A Armadilha do Triturador — é pensar que capacidade excessiva equivale a precisão excessiva. Na realidade, sobredimensionar sem controlo é como colocar um motor maior num camião com direção frouxa. Moverás mais força, mas não seguirás mais direito.
Então, se a tonagem não é a estrela polar, o que é?
Começa a tratar a tonagem como um teto, não como um objetivo.
Calculas a força necessária a partir da espessura do material, largura da matriz e comprimento da curvatura. Isso é matemática básica de oficina. A espessura duplica, a força aumenta cerca de quatro vezes. Certo. Mas assim que estás confortavelmente abaixo da classificação máxima da máquina, a questão muda de “Consegue empurrar com força suficiente?” para “Consegue parar com precisão suficiente sob carga?”
Isso é controlo de curso.
No papel, duas máquinas podem oferecer ambas um curso de 10 polegadas e 200 toneladas. Uma usa sincronização hidráulica básica através de uma barra de torção — um elo mecânico que liga ambos os cilindros até ao ponto morto inferior. A outra utiliza cilindros independentes com escalas lineares em cada lado, corrigindo a posição Y1 e Y2 em tempo real.
Sem carga, parecem idênticas.
Numa curvatura assimétrica de 10 pés, não o são.
Quando o lado esquerdo vê mais material do que o direito, a distribuição de força muda. Uma barra de torção resiste mecanicamente à torção, mas não pode afinar a penetração de lado a lado quando a carga se acumula. Cilindros independentes podem corrigir cada lado — se o circuito de controlo for rápido e calibrado. Esse “se” é tudo. A Armadilha do Cilindro Independente é presumir que flexibilidade significa automaticamente precisão; sem retroalimentação rigorosa, apenas criaste duas formas de estar errado.
Cicatriz: Já vi um sistema de duplo eixo mal calibrado entortar um ligeiro saca-rolhas num aço inoxidável — algo que uma ligação mais simples e rígida teria evitado.
Por isso, quando leres uma ficha técnica, faz três perguntas: Como mede a posição do êmbolo sob carga? Como sincroniza a esquerda com a direita? E como compensa a deflexão da mesa ao longo do vão? Se essas respostas forem vagas, o número de tonagem é apenas uma distração.
O que nos leva aos próprios sistemas de acionamento.
Os travões mecânicos funcionam com um veio de manivela. O êmbolo chega a um ponto morto inferior fixo em cada ciclo. Repetível, sim. Adaptável, não. Se a espessura do material variar ou o comprimento da dobra mudar, fazes ajustes manuais. Não há escuta — apenas tocar a mesma nota sempre, esteja o instrumento afinado ou não.
Os sistemas hidráulicos trouxeram modulação. A pressão aumenta progressivamente. Com válvulas proporcionais e codificadores, o controlo pode “sentir” a resistência a crescer e parar na profundidade programada sob carga. As velocidades da viga superior geralmente reduzem para milímetros por segundo antes do contacto por um motivo: o controlo vive nessa janela estreita onde força e posição mudam simultaneamente. Mais rápido não é melhor se ultrapassares o teu circuito de retroalimentação.
As máquinas servoelétricas substituem o óleo por fusos de esferas e motores. Mais limpas. Muitas vezes mais rápidas entre dobras. Extremamente precisas no controlo de posição porque a rotação do motor se traduz diretamente em deslocamento do êmbolo. Mas os limites de binário substituem os limites de pressão hidráulica; quando te aproximas da capacidade, as mesmas verdades elásticas aplicam-se. As estruturas ainda se esticam. As mesas ainda se curvam. A física entra em cena, quer pagues hidráulica ou servos.
A Armadilha do Tipo de Acionamento é pensar que a fonte de energia determina a precisão. Não determina. A qualidade da medição, sincronização e compensação é que determina.
Cicatriz: Já vi um travão servo magnificamente maquinado ter dificuldade com peças longas e excêntricas porque o seu sistema de compensação foi pensado como um pormenor secundário.
Assim, o quadro do principiante torna-se simples: escolhe tonagem suficiente para evitar sobrecarga, depois avalia a máquina pela inteligência com que mede e se corrige durante a dobra.
O que é que isso te traz no chão de fábrica?
A confiança não vem de saber que a tua máquina consegue atingir 300 toneladas. Vem de saber porque é que o lote de 1/8 desta semana dobrou de forma diferente do de ontem.
Quando passas a ver o travão como um sistema de controlo de força, deixas de reagir emocionalmente à variação. O ângulo abriu dois graus? Perguntas: o limite de escoamento do material mudou, a largura da matriz alterou a tonagem efetiva, a temperatura modificou a resposta hidráulica, o Y1/Y2 desviou milésimos? Estás a diagnosticar um sistema, não a culpar um número.
Também deixas de te impressionar apenas com capacidade bruta. Uma máquina mais pequena, com escalas lineares de alta resolução, válvulas ou acionamentos reativos e um sistema de compensação bem concebido, pode manter o paralelismo mais apertado em trabalhos reais do que uma estrutura maior e menos inteligente. Isso não é óbvio, porque a força parece poderosa, e o controlo parece invisível.
A indústria vende tonagem porque é simples de comparar. Os compradores escolhem-na porque parece segura. Mas segurança na dobra não é sobre quão forte consegues empurrar. É sobre quão precisamente consegues parar — e quão uniformemente consegues distribuir essa paragem ao longo de três metros de aço que está a resistir.
Quando percebes isso, a ficha técnica muda nas tuas mãos. O número grande desaparece. Os teus olhos passam a procurar circuitos de retroalimentação, estratégias de sincronização e desenho de compensação.
E da próxima vez que alguém se gabar de potência de esmagamento, farás uma pergunta mais calma e mais incisiva: como é que se mantém paralelo quando a música fica alta?


















