

São 23h47, e o trabalho que devia ter terminado há uma hora acabou de produzir a quarta peça subcurvada. Mesmo programa. Mesmo conjunto de ferramentas. Novo lote de chapa. O visor insiste que o eixo Y está perfeitamente calibrado, e mesmo assim a sua curva de 90° continua a sair a 88°, por vezes a 87,8°. Já recalibrou o batente traseiro duas vezes, ajustou a compensação de material, até aumentou o tempo de retenção—mas aqueles últimos 2° continuam a recusar-se a fechar. Em algum ponto profundo da máquina, um componente mecânico está a fornecer dados falsos ao controlador, e cada ajuste que faz apenas reforça a ilusão.
Aqui está o verdadeiro problema: o que parece uma falha de programação quase nunca o é. Quando uma quinadeira se desvia alguns graus, nove em cada dez vezes a causa está na física, não no código. É o que os operadores chamam de momento “crunch da meia-noite”—a produção a pressionar para entregar, o controlo de qualidade a assinalar rejeições, e o controlador a tentar convencê-lo a ajustar mais um desvio. A verdadeira solução não vem de aumentar o valor de sobre-curvatura, mas sim de um diagnóstico rápido e metódico de 7 a 10 minutos que identifica a origem real antes mesmo de tocar no teclado.
Quando os ângulos de curvatura falham consistentemente pela mesma margem, a maioria dos operadores culpa o software de controlo. Na verdade, o controlador apenas mostra o que os sensores lhe indicam—e esses dados de entrada podem derivar. O feedback de posição proveniente dos codificadores, as suposições sobre a espessura do material e a influência da temperatura sobre a hidráulica contribuem para o desvio, mesmo quando o visor permanece aparentemente preciso. Este é o “fantasma na máquina”, que se manifesta como uma diferença constante de um a três graus em cada ciclo.
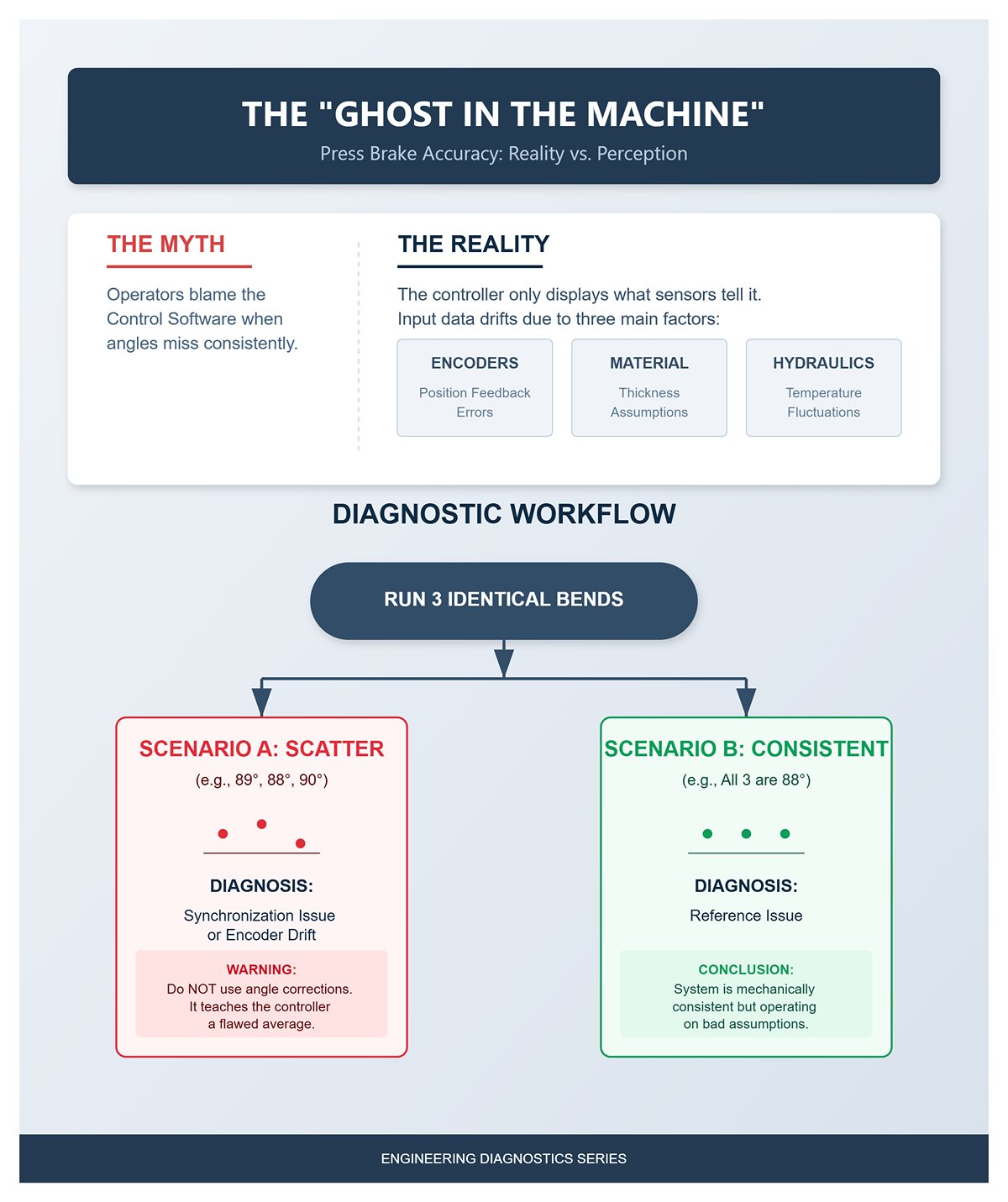
Comece por determinar se o problema está na repetibilidade ou na referência. Execute três curvas idênticas com o mesmo programa. Se todas terminarem igualmente subcurvadas, o sistema é mecanicamente consistente mas baseia‑se em premissas erradas. No entanto, se os resultados variarem—por exemplo, uma peça medir 89°, a seguinte 88° e outra 90°—provavelmente está a lidar com um problema de sincronização ou deriva do codificador. Corrigir essa inconsistência através de ajustes de ângulo apenas ensina ao controlador uma média incorreta, garantindo que o próximo lote falhará de outra forma.
Quando os ângulos de curvatura começam a sair errados, o batente traseiro costuma ser o culpado—principalmente por ser o componente mais visível e parecer fácil de recalibrar. Mas ajustá‑lo em resposta a um ângulo errado é como alinhar a régua para corrigir um corte torto—não resolve o problema verdadeiro. O batente traseiro define o comprimento da aba, não o ângulo da curvatura. A menos que o batente esteja fisicamente solto ou ultrapasse o ponto de paragem, a sua recalibração não afeta a profundidade de fecho do veio, que é o que realmente controla o ângulo.

No caso clássico de obter 88° quando queria 90°, recalibrar o batente traseiro é simplesmente esforço desperdiçado, enquanto os verdadeiros culpados—ferramentas gastas, hidráulica fria ou variações subtis no material—continuam a causar estragos. Um desgaste tão pequeno quanto 0,05 mm na ponta do punção ou no ombro da matriz altera a geometria de contacto e a recuperação elástica o suficiente para desviar o ângulo em cerca de 2°. Do mesmo modo, o óleo hidráulico frio no início do turno engrossa e cria resistência, reduzindo a velocidade de aproximação e limitando o tempo de pressão total. O resultado: peças subcurvadas até o óleo aquecer. Nenhum ajuste no teclado consegue compensar a viscosidade do fluido.
Os operadores experientes conhecem a regra: quando a quinadeira se comporta mal, verifique a máquina antes de culpar a programação. Uma triagem rápida e sistemática ajuda a identificar os quatro suspeitos habituais—desgaste das ferramentas, sincronização hidráulica, inconsistência do material e deriva do batente traseiro ou do codificador—que causam a maior parte dos erros inferiores a um grau.

1. Verificação da Realidade (2 min) – Faça três curvas idênticas e meça cada uma com um esquadro ou um transferidor digital. Se o erro for consistente, o sistema é repetível mas a referência está errada. Se o erro variar, suspeite de um problema de sincronização hidráulica ou de feedback.
2. Triagem Física (3–4 min)
3. Testes Funcionais Rápidos (3–4 min)
Depois de concluídas estas verificações, o passo seguinte é surpreendentemente simples:
Os operadores que seguem este processo eliminam de forma fiável cerca de 90% dessas longas sessões noturnas à procura do ângulo correto. A razão é simples: diagnosticam em vez de adivinhar. Ajustes de controlador e recalibrações do batente traseiro apenas mascaram o desvio mecânico subjacente. Quando se trata a quinadora como a máquina hidráulica de precisão que realmente é — um sistema definido por movimento, feedback e geometria aço‑com‑aço — substitui-se a tentativa e erro pelo controlo. Aquela dobra teimosa de 88° torna-se aquilo que deve ser: uma correção rápida de dois minutos, não uma tarefa que dura a noite inteira.
Quando uma dobra parece suave, o instinto é começar a introduzir correções no controlador — não o faça. Cada ajuste digital agrava o problema se o estado físico da quinadora já se tiver alterado. A consistência na conformação começa com precisão mecânica: tudo plano, alinhado, bem encaixado e limpo. Uma breve verificação física — usando as mãos, os olhos e uma simples calço — muitas vezes revela mais do que qualquer ecrã de diagnóstico.
Comece com uma verificação rápida do estado — um investimento de noventa segundos que pode poupar-lhe horas de resolução de problemas. Inspecione se há fugas de óleo sob o êmbolo ou em redor dos coletores; a infiltração hidráulica conduz a resposta de pressão desigual. Ouça o som da bomba — se ela assobiar ou cavitar, há ar retido ou fluido em falta. Faça um curso a seco do êmbolo; qualquer hesitação indica contaminação ou riscos nas válvulas. Desloque o batente traseiro — se não deslizar de forma suave, provavelmente há detritos nos carris ou lubrificante seco, ambos fontes de referência imprecisa. Se algo parecer errado, afaste-se do teclado. As falhas mecânicas apenas ampliam os erros digitais.
O primeiro elemento enganador em qualquer oficina não é o operador — é o próprio empilhamento de material. Os controladores assumem que cada cálculo de retorno elástico se baseia numa única espessura “nominal”, mas os lotes reais variam. Uma flutuação de ±0,1 mm entre chapas pode alterar o retorno elástico o suficiente para transformar uma dobra perfeita de 90° em 88° ou 92°. O programa não mudou — o metal sim.
Verificação rápida: pegue num paquímetro digital e teste cinco chapas — três pontos por chapa: na borda, no centro e junto à referência da ferramenta. Se a variação exceder 0,1 mm, considere o lote misto. Sem paquímetro disponível? Experimente um teste de densidade: pese uma peça de área conhecida e compare os gramas‑por‑centímetro‑quadrado com a especificação. Qualquer discrepância revela uma variação de liga ou de têmpera.
Remédio imediato: separe a pilha em grupos de “finos” e “grossos”. Execute primeiro os mais finos; o curso mais longo do êmbolo tornará o retorno elástico mais consistente. Quando estiver com pressa, aplique uma sobrecurvatura controlada — cerca de +5 % para alumínio macio ou +2–3° para aço macio — e confirme com três leituras rápidas usando um calibrador de papel. Identifique sempre o lote de forma clara; os cálculos do controlador são apenas tão precisos quanto os dados de material que lhe fornecer.
Ignorar esta verificação é a forma como as peças do turno da noite acabam subdobradas: mesmo uma chapa 0,1 mm mais espessa num veio em V estreito aumenta a tonelagem e distorce o raio de curvatura. Assim que alinhar o seu programa com o material real, cada ajuste volta a ter sentido.
Uma única folha de papel comum — com cerca de 0,1 mm de espessura — pode revelar se o problema está na geometria ou na hidráulica. Insira-a entre o punção e a peça ao longo da linha de dobra, faça uma dobra de ensaio e depois abra. Se o ângulo apertar ou estabilizar dentro de meio grau, o verdadeiro problema está no alinhamento ou no assentamento, não no programa em si.
Realize o teste em três pontos — centro, terço esquerdo e terço direito. Diferenças entre estas áreas indicam inclinação ou sincronização irregular do êmbolo. Melhoria uniforme em todos os pontos indica desgaste na ponta do punção ou contaminação na base da matriz. Em poucos minutos, saberá se a falha é geral ou localizada.
Em seguida, com o punção recuado, verifique a ponta ao toque. Uma área achatada superior a 0,05 mm altera o raio de curvatura efetivo. Certifique‑se de que os parafusos ou cunhas de fixação não se soltaram; até um único grão de sujidade pode levantar a ferramenta o suficiente para distorcer os ângulos. Limpe minuciosamente, aperte firmemente, volte a assentar e remova qualquer película de óleo ou grão.
Se o reaperto não resolver o problema, rode o punção ou substitua por um conjunto de matriz suplente para concluir o trabalho. Repita o teste do calço de papel — se o ângulo já não variar em contacto direto, confirmou que o problema geométrico está resolvido. Dez minutos de testes agora podem poupar horas a perseguir erros de software inexistentes mais tarde.
Cada matriz desenvolve a sua “zona de conforto” — uma pequena secção que o operador tende a preferir instintivamente. A cada dobra, essa área torna‑se polida, transformando‑se num sulco brilhante como um espelho. Pode parecer inofensivo, mas quando os ângulos de dobra começam a variar, o problema revela‑se. O sulco desloca a linha de contacto, altera o eixo neutro e provoca mudanças imprevisíveis no retorno elástico.
Um diagnóstico rápido leva apenas segundos: passe a unha ao longo da aresta do punção — se prender, o raio da ponta achatou. Depois inspecione o veio inferior da matriz sob luz forte; uma faixa brilhante com mais de alguns milímetros indica pressão concentrada e desgaste desigual. Qualquer depressão superior a 0,2 mm perturba o fluxo do material e faz com que as dobras se abram antes do esperado.
Para manter a produção em andamento, aja rapidamente: se houver ferramentas sobresselentes, troque o punção ou a matriz. Pratique as trocas até que sejam tarefas rotineiras de cinco minutos. Se não existir reserva, desloque ligeiramente a peça de lado de modo a que a linha de dobra use uma secção não desgastada, e marque essa nova referência para garantir consistência entre turnos de operadores.
Para uma solução duradoura, reafi e ou reforme a ferramenta assim que detetar um plano superior a 0,05 mm ou quando a área polida atingir metade da largura da matriz. Registe a vida útil da ferramenta em cada encerramento de trabalho — isto cria uma curva preditiva de desgaste e evita surpresas a meio da encomenda.
A maioria dos manuais de prensas dobradeiras passa diretamente para correções de software e tabelas de compensação, ignorando a verificação física básica. Mas nenhum tipo de “magia” do controlador pode compensar uma superfície de assentamento suja, uma espessura de material inconsistente ou uma matriz sulcada. Esta “triagem física” inicial estabelece a única base fiável que o software pode interpretar com precisão: geometria estável e comportamento previsível do material. Uma vez confirmado isso, então — e só então — o teclado merece a sua atenção. Ignore-o, e cada ajuste de programa transforma-se numa perseguição a erros ilusórios no aço.
Muitos operadores recorrem à correção mais óbvia — ajustar individualmente os eixos Y1 e Y2 até que ambos os lados da dobra pareçam corretos. Pode funcionar temporariamente, mas a consistência desaparece rapidamente. O problema é simples: ajustar Y1 e Y2 de forma independente não corrige a causa subjacente — apenas a disfarça. Uma prensa dobradeira depende de ambos os cilindros a moverem-se em perfeita sincronia. Quando começa a compensar um lado em relação ao outro, o sistema de controlo perde a sua referência base. A peça pode parecer aceitável hoje, mas o desequilíbrio de binário, a distorção de arqueamento e a deriva térmica vão agravar essa compensação amanhã.
O método correto é confiar nas compensações de programa geridas pelo controlador. Os sistemas Cybelec e Delem incluem rotinas de correção adaptativa que afinam o curso ou a profundidade com base em desvios medidos no ângulo de dobra, em vez de deslocamentos posicionais arbitrários. Como estes ajustes são calculados pelo controlador para mover ambos os cilindros em harmonia em direção ao ângulo comandado, preservam a simetria e garantem total sincronização.
Imagine a “correção global” como tentar afinar uma guitarra dobrando uma corda até soar mais ou menos certa — pode funcionar momentaneamente, mas tudo sai de tom quando muda de tonalidade. A verdadeira calibração significa que toda a máquina — equilíbrio hidráulico, flexão do êmbolo, arqueamento e sensores de feedback — deve referenciar um ponto zero unificado. As compensações de programação precisam de ser sistémicas e não locais. Uma vez verificadas as bases mecânicas e hidráulicas, utilize as ferramentas de correção integradas do controlador: estas fornecem compensações previsíveis, mantêm a estabilidade da sincronização e registam automaticamente cada alteração na memória do trabalho para rastreabilidade.
Os controladores Cybelec — incluindo as séries ModEva, VisiTouch, CybTouch e a mais recente Cybelec 7 — oferecem dois métodos para aperfeiçoar a precisão da curvatura: Correção de Ângulo e Modo de Profundidade. Compreender a diferença é fundamental para evitar o erro clássico de programação de aplicar ambos simultaneamente sem uma referência de medição precisa.
Correção de Ângulo baseia-se em retroalimentação. Realiza-se uma dobra de teste, mede-se o ângulo resultante e introduz-se esse valor no controlador. O CNC recalcula então a profundidade de curso necessária para produzir o ângulo‑alvo programado no ciclo seguinte. Como este ajuste permanece dentro da lógica do programa, a sincronização e a compensação de arqueamento mantêm-se intactas. Use a Correção de Ângulo quando ocorrem pequenas variações — como mudanças no lote de material, espessura ou temperatura do óleo que afetem o retorno elástico — enquanto o alinhamento mecânico permanece consistente.
Modo de Profundidade funciona puramente com controlo de posição: ambos os cilindros deslocam-se até uma coordenada definida (por exemplo, –75,35 mm a partir do zero da máquina). Este método garante uma sincronização esquerda‑direita impecável e uma penetração do molde repetível, assumindo que as propriedades elásticas do material já foram caracterizadas. O Modo de Profundidade é ideal para aplicações de acabamento ou cunhagem de precisão, onde a manutenção de um movimento perfeitamente paralelo do veio prevalece sobre a obtenção de um ângulo específico em dobra a ar.
Um procedimento rápido e fiável combina ambos os métodos: primeiro, confirme que a sincronização está dentro de ±0,01 mm (a maioria das máquinas mostra valores de desvio em tempo real). Em seguida, dobre uma peça de teste no modo de Correção de Ângulo, registe o ângulo obtido e volte a dobrar a mesma peça no Modo de Profundidade usando o curso ajustado. Isto estabelece a relação entre o curso do veio e o ângulo resultante — essencialmente o seu “mapa de módulo de material” para essa configuração. Evite adicionar continuamente novos pontos de correção de ângulo se as leituras esquerda e direita começarem a divergir; isso indica uma falha hidráulica ou mecânica, não uma discrepância de controlo.
Os controladores Delem — do DA‑52 ao DA‑69T — determinam o ponto morto inferior (BDC) combinando a geometria conhecida da ferramenta com os parâmetros de dobra programados. Os operadores por vezes substituem este BDC para afinar o ângulo, mas uma substituição não controlada pode levar o veio para além do seu curso seguro, causando danos nos sensores ou nas ferramentas.
O procedimento correto é utilizar os campos de parâmetro Desvio ou Ajuste Fino . Cada um permite pequenos ajustes controlados relativamente ao BDC calculado — normalmente em incrementos de 0,05 a 0,10 mm. Introduza um desvio positivo para reduzir a dobra (obtendo um ângulo mais aberto) ou um desvio negativo para aumentá-la (obtendo um ângulo mais fechado). Execute sempre um ciclo a seco sem material para confirmar a folga adequada da ferramenta. Nunca desative a sincronização nem ignore os bloqueios de limite de curso para correções de ângulo — estas proteções evitam sobrecurso do veio e da matriz.
Se as correções cumulativas ultrapassarem aproximadamente 0,3 mm, pare e reavalie os dados de base — as dimensões da ferramenta ou a espessura do material provavelmente estão incorretas. Quando disponível, a função de dobra adaptativa da Delem pode aprender automaticamente o BDC real após uma dobra de calibração, reduzindo a necessidade de desvios manuais. Registe cada desvio na receita do trabalho para garantir consistência em encomendas repetidas.
Os operadores experientes de prensas dobradeiras tratam as substituições do BDC como instrumentos de precisão: pequenas, intencionais e verificadas a cada utilização. Grandes ajustes ocultam erros de configuração e comprometem a consistência futura dos programas. Quando usada corretamente, uma compensação cuidadosa protege as ferramentas, preserva a precisão da máquina e mantém a repetibilidade que o sistema Delem foi concebido para fornecer.
Cada ajuste não sincronizado acrescenta tensão mecânica ao sistema. Quando o Y1 desce mais do que o Y2 para endireitar uma peça desalinhada, torce a estrutura e invalida as configurações de arqueamento, fazendo com que dobras longas afinem nas execuções seguintes. Com o tempo, até a linha de referência do veio se desloca, obrigando a compensações de software cada vez maiores e comprometendo a consistência das peças produzidas.
A abordagem adequada é uma sequência estruturada de correção: começar com o realinhamento mecânico, prosseguir com ajustes de desvio global e terminar com o aperfeiçoamento adaptativo fino. Verifique a temperatura e a pressão do óleo, reinicie ambos os eixos Y, confirme a linha de base do arqueamento (“crowning”) e depois permita que o algoritmo do controlador corrija estatisticamente pequenos erros angulares residuais ao longo de vários ciclos. Uma diretriz prática: se uma correção exceder 1,5° ou 0,2 mm, isso indica um problema mecânico que requer inspeção.
Uma programação eficaz de prensa‑dobradeira reconhece que a precisão resulta de ligações estáveis e repetíveis entre pontos de dados – geometria da ferramenta, perfil de arqueamento, elasticidade do material – e retorno em tempo real dos sensores. Sistemas como Cybelec e Delem incorporam funções avançadas para manter essas relações. A disciplina do operador experiente reside em usá-las corretamente: aplicar correções sistémicas dentro da lógica de controlo em vez de fazer ajustes espontâneos e não registados que perturbam a sincronização. Domine este princípio e o “desvio de ângulo” torna‑se um problema resolvido de uma vez por todas, não uma perseguição contínua.
Todo operador experiente de prensa‑dobradeira acaba por enfrentar o “efeito canoagem” — uma distorção subtil, mas prejudicial, que aparece ao dobrar peças longas. Sob carga elevada, o êmbolo e a bancada sofrem defleção elástica: as extremidades mantêm‑se relativamente rígidas, enquanto o centro flete. Para dobras superiores a um metro, esta distribuição desigual de tensão aumenta a força nas extremidades em cerca de 20–30 %, fazendo com que o centro “abra” dois a três graus. Uma dobra nominal de 90° pode medir 92° no meio e 88° nas bordas — uma inconsistência invisível durante a configuração, mas inconfundível após a montagem.
A forma mais fiável de confirmar a defleção da bancada é através de um simples teste de três pontos. Dobre uma amostra e meça o ângulo em ambas as extremidades e também no centro. Se o centro diferir mais de um grau em relação a qualquer extremidade, está comprovada a presença da distorção de canoagem. Verificar a peça imediatamente após a dobra com uma régua reta revela a mecânica por trás disso: uma curvatura superior a 0,1 mm ao longo da bancada indica subcompensação. Essa pequena defleção acumula‑se sob carga, multiplicando‑se a cada tonelada prensada e gerando deriva angular que nenhum controlador digital consegue corrigir totalmente. Ler a curvatura não é questão de intuição — é uma forma de diagnóstico precoce. Conhecer a profundidade e a posição da defleção indica se o sistema automático de arqueamento consegue lidar com ela ou se será necessária intervenção manual.
Os sistemas hidráulicos modernos de arqueamento foram concebidos especificamente para neutralizar a deformação da prensa‑dobradeira, pré‑curvando a bancada na direção oposta à defleção esperada. Quando corretamente calibrados, podem melhorar a precisão angular em 80–90 %, reduzindo a variação de ±3° para um estreito ±0,25°. O controlador interpreta dados de pressão e propriedades do material, comandando cilindros de cunha de precisão que elevam o centro da bancada pouco antes de o êmbolo atingir a pressão de conformação. O resultado é contacto consistente ao longo do comprimento — e ângulos de dobra uniformes em toda a peça.
Nos controlos Cybelec, navegue até Machine > Compensation > Angle Correction para ajustar. Introduza a diferença medida entre o centro e as extremidades, e o sistema recalibra automaticamente a relação de arqueamento. Para máquinas que apresentam desgaste estrutural, o modo manual permite um aumento fino de +0,5° no centro através de ajustes deslizantes — uma forma rápida e eficaz de recuperar precisão sem reparações físicas. Os sistemas. Delem gerem isto em Setup > Crowning, integrando feedback em tempo real de medidores de ângulo para otimizar continuamente a pressão hidráulica. O seu algoritmo adaptativo mantém precisão constante de ±0,25° mesmo após dez ciclos consecutivos, enquanto o arqueamento manual tende a variar cerca de ±1°.
Nem todas as prensas‑dobradeiras beneficiam do arqueamento eletrónico. Os modelos mecânicos tradicionais dependem de blocos de cunha ou macacos hidráulicos sob a bancada para formar a mesma curva compensatória. A precisão é essencial — levantar o centro da bancada entre 0,002 e 0,005 in. O teste é manual: insira calços de papel sob uma régua reta até que não haja passagem de luz no meio. Quando o centro elevado compensa perfeitamente a curvatura natural, os ângulos de dobra tornam‑se uniformes. Do ponto de vista do design, as prensas de ação ascendente — comuns em máquinas Amada — raramente sofrem com o efeito canoagem porque o seu caminho de carga simétrico flete a estrutura para cima em vez de para baixo, reduzindo ou eliminando a necessidade de ajustes de arqueamento.
Os sistemas de arqueamento pressupõem uma superfície de bancada regular e uniforme. Quando o desgaste ou a curvatura excede 0,2 mm, tanto a compensação eletrónica como a mecânica perdem precisão, deixando os operadores a corrigir erros angulares por tentativa e erro. Quando o tempo de manutenção simplesmente não é possível — durante turnos noturnos ou produção urgente — uma técnica controlada com calços pode restaurar temporariamente a consistência da dobra.
A correção prática custa aproximadamente o mesmo que um almoço modesto. Utilize calços finos de aço de 0,010 polegadas, colocando-os sob a matriz a um quarto da distância de cada extremidade, deixando o centro livre. Este desvio geométrico compensa a depressão medida da mesa, reconstruindo efetivamente uma curvatura correta sob a ferramenta. Execute uma peça de teste para confirmar os resultados — se o centro apertar cerca de 1–2°, o alinhamento foi alcançado. Espere um desempenho fiável durante cinquenta a cem ciclos, o suficiente para concluir a maioria das encomendas urgentes antes da manutenção programada.
Dois pequenos hábitos distinguem profissionais experientes de experimentadores de soluções rápidas. Primeiro, instale os calços antes de ativar qualquer sequência de coroa automática — os sensores de controlo assumem uma mesa perfeitamente plana, e introduzir uma linha de base falsa provocará uma correção excessiva. Segundo, registe as espessuras e posições dos calços para o turno seguinte. Ajustes de nivelamento não registados causam cerca de setenta por cento das discrepâncias de ângulo de “compensação fantasma” investigadas em auditorias de produção.
Os calços não substituem o retificar de precisão da superfície, mas reforçam um conceito fundamental: o controlo adaptativo eficaz começa com uma base mecanicamente sólida. A calibração eletrónica só pode aperfeiçoar a precisão quando a geometria física se comporta de forma previsível. Em ambientes de fabrico de alta diversidade, dominar a sinergia entre hardware e software mantém as aprovações do primeiro artigo acima de 95 % e reduz a retrabalho causado por ângulos de dobra inconsistentes em até 25 %.
O efeito de canoa transforma a programação preditiva em mestria prática de dobragem. Operadores que aprendem a interpretar a deflexão, calibrar corretamente a coroa e aplicar correções práticas temporárias passam de reagir a erros de ângulo para evitá-los completamente. A partir daqui, a verificação da calibração e as rotinas adaptativas passam da teoria ao hábito — lançando as bases para uma precisão contínua e repetível.
Cada dobra perfeita começa com um movimento perfeitamente paralelo. Quando os cilindros Y1 e Y2 se afastam mesmo que uma décima de milímetro, o êmbolo deixa de atuar como uma viga uniforme e transforma-se numa alavanca. A peça conta a história — os ângulos centrais abrem 1–2°, enquanto as extremidades dobram em excesso. Os operadores muitas vezes tentam corrigir o retorno elástico ou a coroa, mas em cerca de 70 % dos casos, o verdadeiro culpado é o atraso de sincronização hidráulica, não a programação.
Os controlos modernos revelam o problema antes que a peça o exponha. Durante uma execução a seco, abra o ecrã de feedback do eixo Y e observe a desvio Y1/Y2 à medida que o êmbolo passa pela zona de transição de velocidade. Se o desvio ultrapassar 0,1 mm, a sincronização saiu da correção automática — as válvulas servo estão a competir em vez de partilhar a carga. Se ambos os lados se mantiverem dentro de 0,05 mm no ponto morto inferior, a causa raiz está no alinhamento mecânico, não nos hidráulicos.
Para tornar a certeza do diagnóstico um reflexo natural, publique este rápido teste de dois minutos mesmo no painel de controlo:
Purga o sistema através dos parafusos da válvula durante cerca de dois minutos a meio curso, garantindo que a temperatura do óleo está abaixo 45 °C, depois volta a executar a verificação. Quando a leitura do eixo Y se move com equilíbrio constante e rítmico — tão uniforme como um batimento cardíaco — restauraste a simetria de que cada dobra depende.
Uma regra prática fiável: a máquina sussurra antes de gritar. Se o êmbolo hesita, inclina-se ou geme, está a pedir-te para corrigires a sincronização antes que os cilindros gravem essa torção em cada peça produzida durante o turno.
Quando o desvio do eixo Y deforma as extremidades, o desvio de tonelagem destrói as ferramentas. O visor dá o primeiro sinal honesto: carga calculada a 100 toneladas, leitura de pico a 150. Isso não é mais potência — é o metal ultrapassar o seu limite de elasticidade e as matrizes a sofrerem o abuso. Um pico de tonelagem que excede 85 % do ponto de alívio definido significa que o circuito hidráulico está a compensar uma obstrução mecânica que não devia existir.
Um estalido seco, uma vibração dupla no fundo do curso ou um pico súbito de 20–30 % acima da carga nominal — tudo são formas da máquina traduzir o desgaste em dados. O dano acumula-se rapidamente: o encosto excessivo torce o êmbolo, faz os cilindros perderem sincronização e flete a mesa até que os ângulos desviem dois graus de lado para lado. O turno seguinte acaba a perseguir um suposto retorno elástico que nunca foi real.
Pensa no gráfico de tonelagem como um semáforo que podes ler em tempo real enquanto a prensa funciona:
Nada grita mais alto do que um pico de tonelagem — é a forma do sistema hidráulico pedir equilíbrio.
Cada operador já enfrentou essa decisão à meia-noite — este problema justifica uma chamada de assistência? A resposta cabe numa mão enluvada: se três ou mais das cinco verificações permanecerem verdes dentro de dez minutos, termina a execução. Caso contrário, chama o técnico antes que os custos aumentem.
| Verificação | Teste de 1 minuto | Avançar / Continuar Produção | Não Avançar / Chamar Técnico |
|---|---|---|---|
| 1. Sincronização Y | Executa três ciclos a seco; compara ângulo final vs. centro | Desvio < 0,1 mm; movimento suave | Inclinação > 0,2 mm; atraso audível |
| 2. Tónelagem | Executa uma dobra de teste em sucata | ≤ 85 % de alívio; sem estalido | Pico > 90 %; disparo de segurança |
| 3. Óleo / Pressão | Verifica estabilidade do manómetro e ruído da bomba | PSI normal; bomba silenciosa | Leitura baixa; cavitação presente |
| 4. Válvulas | Observar o movimento em ambas as direções | Velocidade uniforme, sem hesitação | Agarro ou fuga; limpar e voltar a testar |
| 5. Velocidade de Retorno | Cronometrar o curso completo ascendente | < 3 s | > 5 s sob carga |
Segue este sistema binário como se fosse escritura e evitarás 80 % daquelas chamadas de assistência “urgentes” que drenam os orçamentos de manutenção. A vantagem oculta: a tua prensa aprende o teu ritmo. Verificações consistentes e de rotina mantêm as válvulas servo responsivas — o funcionamento intermitente apenas as confunde.
Se um desequilíbrio do cilindro não se corrigir ou a válvula de alívio se recusar a voltar a assentar, esse é o teu ponto de viragem — a partir daí, arriscas empenar a mesa ou danificar as ferramentas, transformando um diagnóstico de cinco minutos numa avaria de $5.000 disfarçada de poupança em horas extra.
A realização crucial é esta: a verdadeira compreensão hidráulica reside nos dados, não na intuição. A prensa dobra comunica em números — pequenas variações Y1/Y2, rácios de tonagem, segundos de tempo de retorno — e quem é fluente nessa linguagem numérica gere a consistência através do domínio, não da sorte.
O teu primeiro passo amanhã de manhã? Colar a lista de verificação “Vai/Não Vai” diretamente ao lado do botão de arranque. Trata-a como um guia definitivo para cada configuração, independentemente de quão rotineira a tarefa pareça.
Agora imagina isto: o êmbolo a descer em alinhamento perfeito, a linha de tonagem estável e verde — sem estalidos, sem inclinação — apenas pressão suave e equilibrada a traduzir código em criação. Esse é o momento em que a máquina e o operador atuam como um só.
Tudo o que fizeste até agora — compensação de flecha, calçamento, calibração — conduziu a este momento preciso da verdade: os hidráulicos manter-se-ão fiéis ou estás prestes a perseguir erros fantasmas através do aço?
Quando conseguires responder a essa pergunta com certeza, terás ido além de simplesmente operar a prensa dobradeira — estás realmente a comandá-la.


















