

No mês passado, um miúdo apareceu na minha oficina com um “kit completo de prensa dobradeira” na bagageira de um carro. Duas placas laterais de aço, um macaco hidráulico, um punhado de parafusos e uma promessa impressa na caixa: Dobre chapa de 1/4 de polegada em casa.
Ele pousou-o no chão como um conjunto de comboio elétrico na manhã de Natal. Todas as peças estavam lá. Só tinha de o montar com parafusos.
Essa é a ilusão.
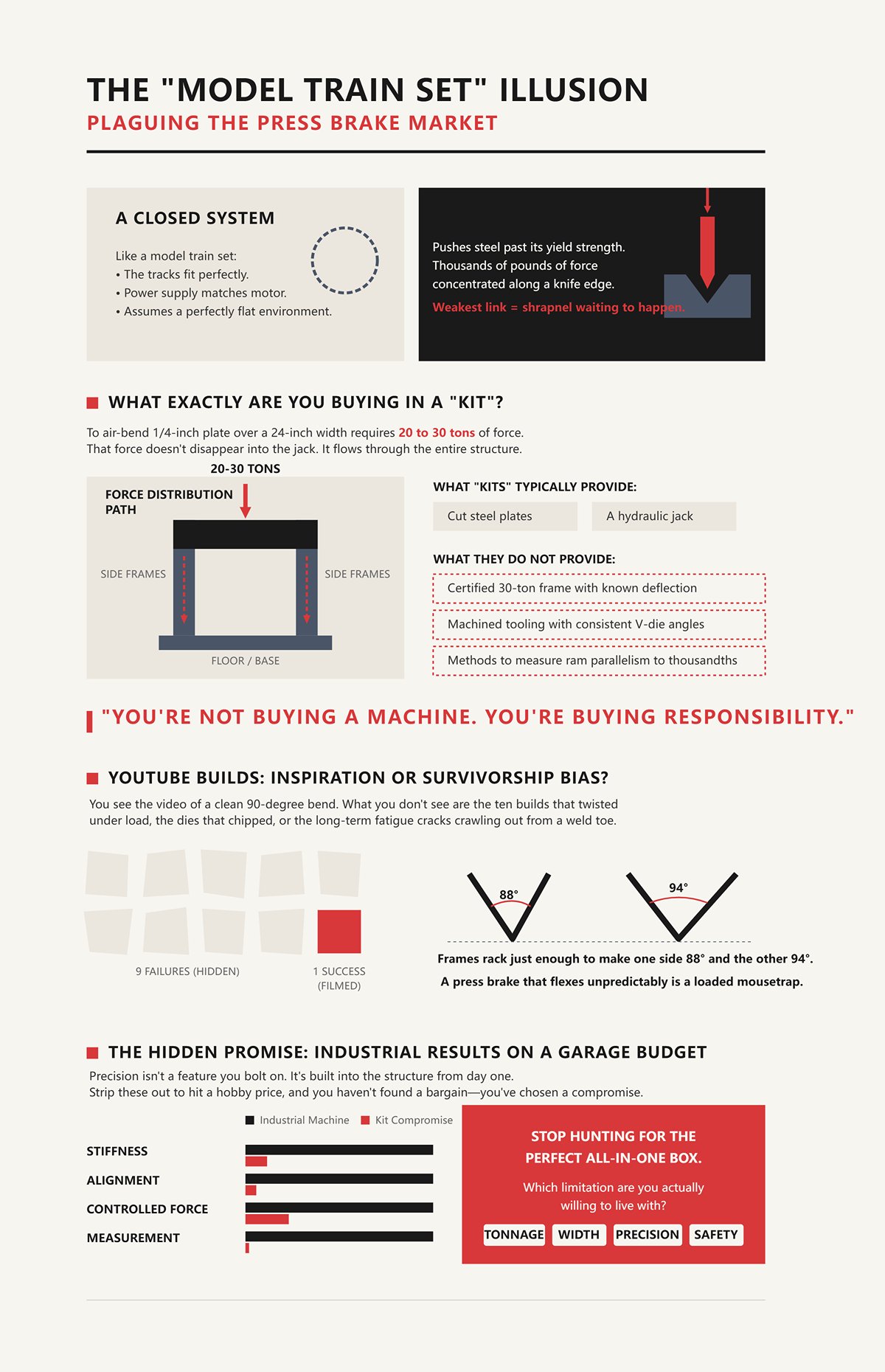
Quando se compra um conjunto de comboio elétrico, compra-se um sistema fechado. Os carris encaixam. A fonte de energia corresponde ao motor. As instruções não pressupõem nada sobre o teu sótão, exceto que é plano.
Uma prensa dobradeira não é um sistema fechado. É uma máquina que resiste. Empurra o aço para além do seu limite elástico — é o ponto onde o metal deixa de voltar à forma e começa a manter-se dobrado — e faz isso com milhares de libras de força concentradas ao longo de uma aresta afiada.
Verdade dura: se qualquer parte desse caminho da força for fraca — estrutura, êmbolo, ferramenta, fixadores, chão — o elo mais fraco transforma-se em estilhaços prontos a acontecer.
Então, quando escreves “kit de prensa dobradeira” numa barra de pesquisa, o que esperas realmente que venha dentro da caixa?
Vamos analisar essa afirmação sobre o aço macio de 1/4 de polegada. Para dobrar ao ar uma chapa de 1/4 de polegada ao longo de, digamos, 24 polegadas de largura, estás na ordem das 20 a 30 toneladas, dependendo da abertura da matriz. Essa força não desaparece dentro do macaco. Flui através do êmbolo, entra nas estruturas laterais e desce até àquilo onde o aparafusaste.
A maioria dos “kits” traz placas cortadas e um macaco. Não trazem uma estrutura certificada de 30 toneladas com deflexão conhecida sob carga. Não trazem ferramentas usinadas com ângulos de matriz em V consistentes. E, definitivamente, não trazem uma forma de medir o paralelismo do êmbolo com precisão de alguns milésimos.
Não estás a comprar uma máquina. Estás a comprar responsabilidade.
E se a caixa não inclui engenharia de deflexão, alinhamento e repetibilidade, quem é suposto resolver isso quando o aço começar a mexer-se?
Já viste os vídeos. Um tipo solda uma estrutura com vigas em I reaproveitadas, instala um cilindro hidráulico, faz dobras limpas de 90 graus em frente à câmara, sorri.
O que não se vê são as dez construções que se torceram sob carga, as matrizes que lascaram, as estruturas que ficaram inclinadas só o suficiente para que um lado da dobra ficasse a 88 graus e o outro a 94. As câmaras não medem conicidade. Não mostram fissuras de fadiga a longo prazo a abrir caminho a partir da base de uma soldadura.
Verdade dura: uma prensa dobradeira que se flexiona de forma imprevisível é uma ratoeira carregada à espera dos teus dedos.
As construções que sobrevivem para serem filmadas são as exceções — o fabricante que entende os caminhos de carga, a sequência de soldadura e a concentração de tensões. Se ainda não conheces essas palavras nas tuas entranhas, estás a copiar um plano… ou a apostar na sorte?
Olha para onde está a ir o verdadeiro dinheiro nas quinadoras neste momento: máquinas CNC multieixo, acionamentos elétricos com batentes traseiros precisos, software que simula o retorno elástico antes da primeira dobra. As oficinas pagam por isso porque a repetibilidade é lucro.
O mercado de kits sussurra algo sedutor: podes ignorar tudo isso e ainda assim obter dobras limpas, quadradas e dignas de produção numa garagem para um carro.
Mas a precisão não é uma característica que se adiciona. É rigidez, alinhamento, força controlada e medição — incorporadas na estrutura desde o primeiro dia. Se tirares esses elementos para atingir um preço de hobby, não encontraste uma pechincha. Fizeste uma escolha de compromisso, quer o admitas ou não.
Por isso, a mudança que eu preciso que faças é esta: deixa de procurar a caixa perfeita “tudo-em-um” e começa a perguntar qual a limitação — tonelagem, largura, precisão ou margem de segurança — com a qual estás verdadeiramente disposto a viver quando o martelo desce.
Estás a fazer a pergunta certa agora: se o “kit completo” não é real, como decides qual o nível de capacidade e de risco que estás realmente disposto a aceitar?
Bom. Esse é o momento em que deixas de comprar como consumidor e começas a pensar como um fabricante.
No verão passado estava a ajustar uma quinadora industrial de 10 pés com vedantes novos e ferramentas calibradas. A temperatura ambiente na oficina variou cerca de 12°C entre a manhã e a tarde. Isso foi suficiente para deslocar o ponto morto inferior — o ponto exato mais baixo do curso do martelo — em cerca de 0,04 mm. No papel parece microscópico. Numa peça especificada com tolerância de dobra de ±0,5°, foi a diferença entre aprovar e rejeitar.
Essa máquina pesa mais do que a tua carrinha.
Se a deriva térmica consegue desviar uma quinadora servo-hidráulica controlada por clima do alvo, o que é que achas que faz um macaco hidráulico num quadro aparafusado enquanto bombeias “ao tato”?
Não estás a escolher entre “barato” e “caro”. Estás a escolher quanto movimento descontrolado estás disposto a tolerar num sistema que multiplica pequenos erros em erros visíveis.
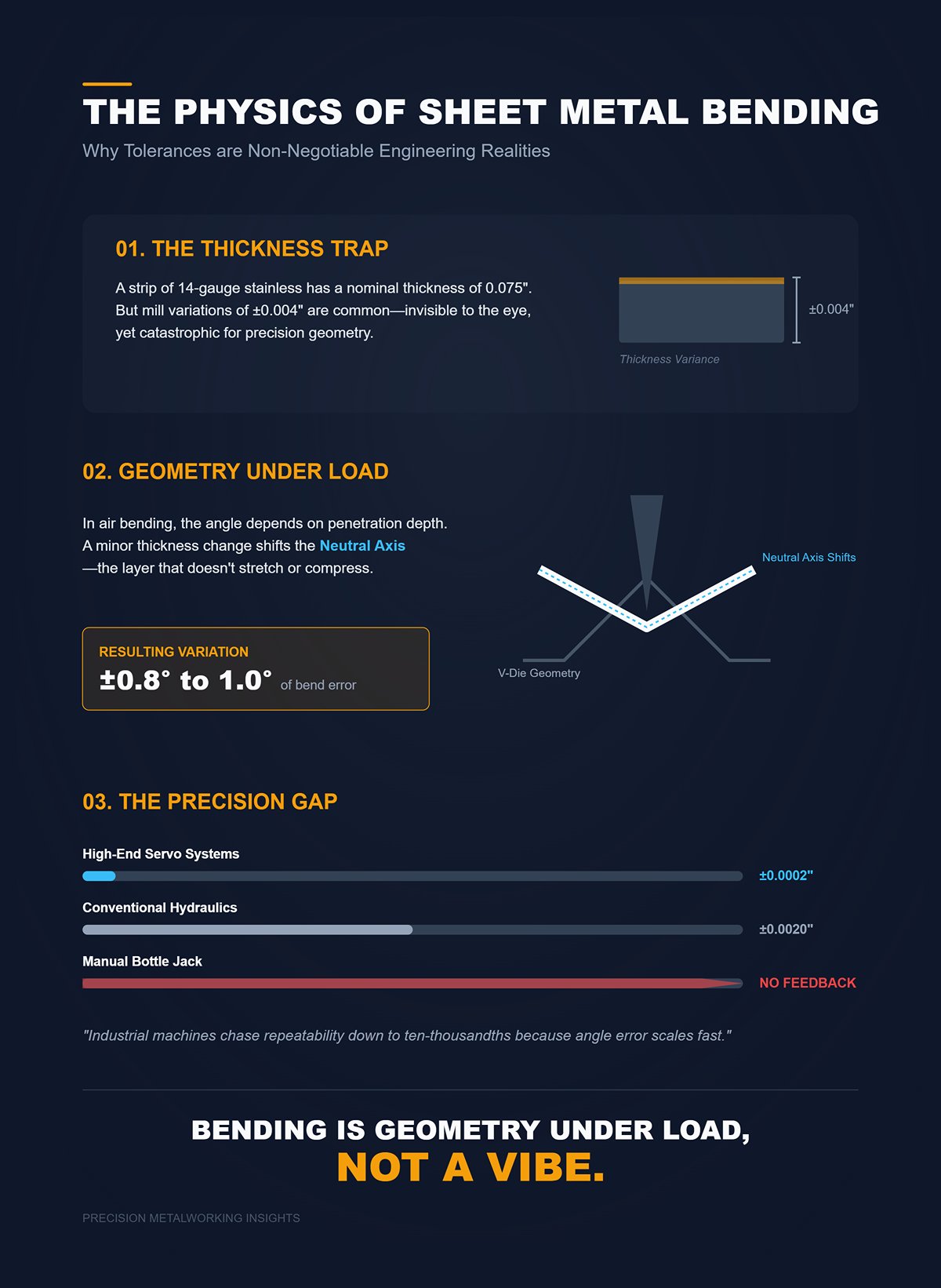
Pega numa tira de aço inoxidável de espessura 14. A espessura nominal pode ser de 0,075 polegadas. Agora imagina que o fornecedor te envia um lote que varia ±0,004 polegadas entre chapas. Isso não parece muito — mal se consegue ver.
Na dobra ao ar — onde o punção pressiona a chapa numa matriz em V sem chegar ao fundo — o ângulo da dobra depende de quão profundamente o punção penetra em relação à espessura. Uma pequena mudança na espessura altera a posição do eixo neutro (a camada que não estica nem comprime) dentro do material. Isso desloca o retorno elástico. No inox, essa variação de espessura por si só pode traduzir-se em cerca de ±0,8 a 1,0° de variação no ângulo de dobra se não ajustares a posição inferior.
E isso é antes de falarmos em flexão da estrutura. Antes da deriva do martelo. Antes do desgaste das ferramentas.
Então, quando um kit promete “dobras de 90°”, o que é que isso realmente significa? Noventa em que espessura, de que fábrica, a que temperatura, com que profundidade de penetração?
A verdade dura: dobrar é geometria sob carga, não uma sensação.
As máquinas industriais perseguem a repetibilidade até alguns centésimos de milímetro na posição do martelo porque o erro do ângulo aumenta rapidamente. Sistemas servo de alta gama conseguem repetir dentro de cerca de ±0,0002 polegadas de curso. Hidráulicos convencionais podem ficar em ±0,002 polegadas — uma ordem de grandeza mais larga — e isso pode significar cerca de ±1° de variação numa dobra ao ar típica.
O teu macaco hidráulico não tem codificador. Nem retorno de informação. Apenas o teu braço e um manómetro.
Já percebes onde isto vai dar.
| Secção | Conteúdo |
|---|---|
| Exemplo de Material | Aço inoxidável de calibre 14 com espessura nominal de 0,075 polegadas |
| Variação de espessura | Variação do fornecedor de ±0,004 polegadas entre chapas |
| Método de dobragem | Dobragem por ar (o punção pressiona a chapa numa matriz em V sem tocar no fundo) |
| Dependência principal | O ângulo de dobra depende da profundidade de penetração do punção em relação à espessura do material |
| Impacto no eixo neutro | As variações de espessura mudam a posição do eixo neutro, afetando o retorno elástico |
| Variação do ângulo resultante | No aço inoxidável, uma variação de espessura de ±0,004 polegadas pode causar aproximadamente uma variação de dobra de ±0,8° a 1,0° sem ajuste da posição inferior |
| Variáveis adicionais | Flexão da estrutura, deriva do êmbolo e desgaste das ferramentas afetam ainda mais a precisão |
| Questionando “dobras de 90°” | O ângulo real de dobra depende da espessura, origem do material, temperatura e profundidade de penetração |
| Princípio Central | Dobrar é geometria sob carga, não adivinhação |
| Precisão industrial | Sistemas servo de gama alta repetem dentro de ±0,0002 polegadas de curso |
| Precisão hidráulica | Hidráulicos convencionais repetem dentro de ±0,002 polegadas de curso |
| Sensibilidade ao Ângulo | A variação do curso pode resultar numa alteração de ângulo de aproximadamente ±1° na flexão a ar típica |
| Limitação Manual | Os macacos hidráulicos não possuem codificadores nem sistemas de retroalimentação, dependendo apenas da força manual e dos manómetros de pressão |
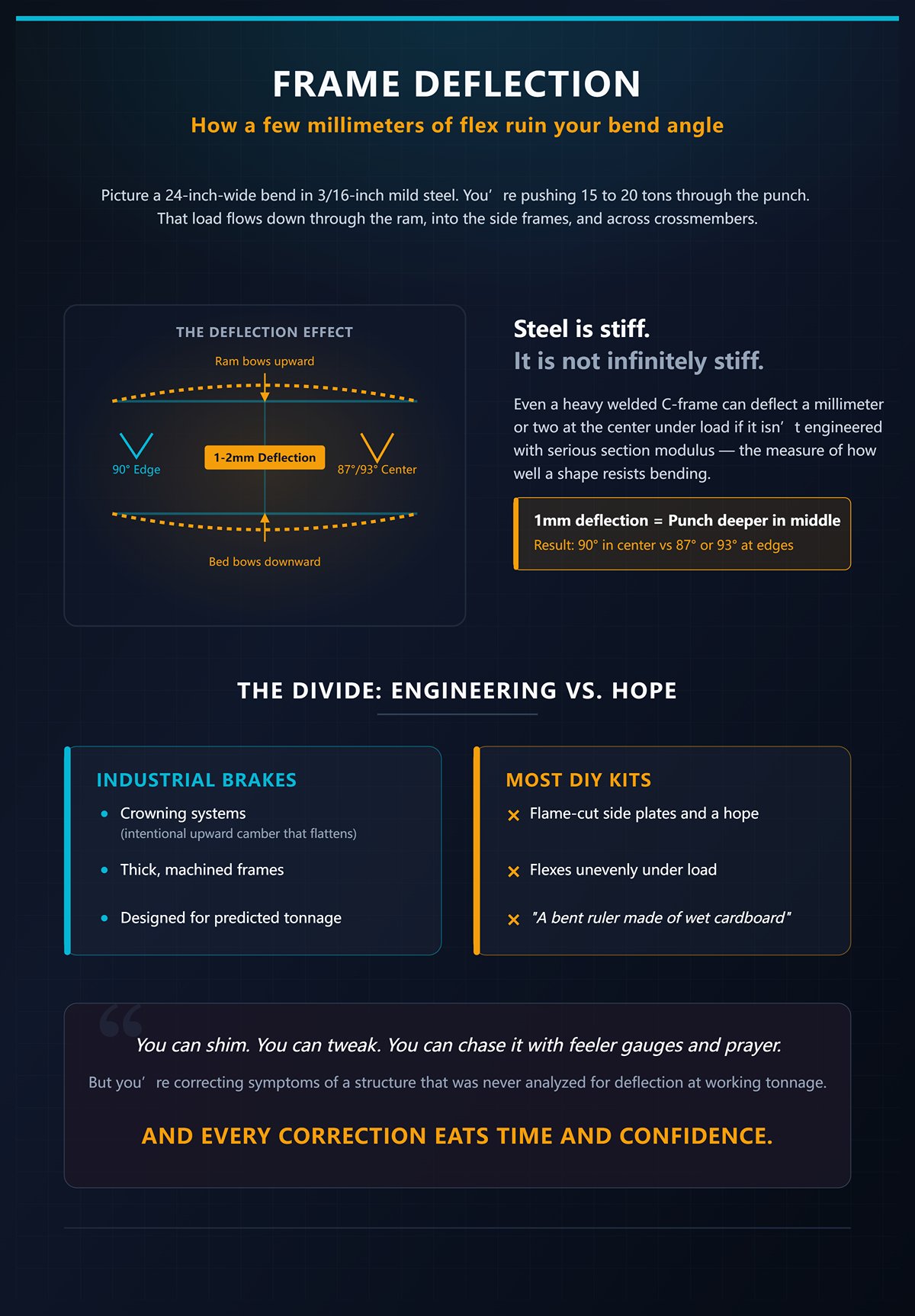
Imagine uma dobra com 24 polegadas de largura em aço macio de 3/16 polegadas. Está a aplicar, digamos, entre 15 e 20 toneladas através do punção. Essa carga flui para baixo através do êmbolo, para as laterais da estrutura e através de qualquer travessa que as una.
O aço é rígido. Mas não é infinitamente rígido.
Mesmo uma estrutura em C soldada e pesada pode fletir um milímetro ou dois no centro sob carga se não for projetada com um módulo de secção adequado — que é a medida de quão bem uma forma resiste à flexão. Um milímetro de deflexão vertical a meio vão não significa apenas “um pouco de flexão”. Significa que o punção está mais fundo no meio do que nas extremidades. O resultado? Um ângulo de 90° no centro e 87° ou 93° nas bordas, dependendo da compensação.
As prensas industriais combatem isso com sistemas de correcção de coroa — uma curvatura ascendente intencional na mesa que se nivela sob carga — e estruturas espessas e maquinadas, concebidas desde o início com base na tonelagem prevista.
A maioria dos kits fornece-lhe placas laterais cortadas a maçarico e esperança.
Uma estrutura que flete de forma desigual sob carga é uma régua torta feita de cartão molhado.
Pode calçar. Pode ajustar. Pode persegui-la com lâminas calibradoras e oração. Mas está a corrigir sintomas de uma estrutura que nunca foi analisada quanto à deflexão na tonelagem de trabalho.
E cada correção consome tempo e confiança.
Agora falemos sobre o que os principiantes tentam quando a flexão a ar não se comporta: eles encostam totalmente.
Encostar totalmente significa que conduz o punção até ao fim, até o material ser forçado firmemente no ângulo da matriz. Em vez de o ângulo ser controlado pela profundidade do curso, é controlado pela geometria das ferramentas. Isso reduz a sensibilidade a pequenos erros de posicionamento do êmbolo. Parece uma solução.
Exceto que o encosto total requer uma tonelagem significativamente maior — frequentemente de 3 a 5 vezes mais do que a flexão a ar para o mesmo material e largura. Se a flexão a ar de uma chapa de 1/4 de polegada exige 25 toneladas, encostá-la totalmente pode exigir valores que ultrapassam amplamente a capacidade real de um macaco de 20 toneladas.
E essa classificação de 20 toneladas? É a força máxima em condições ideais, não uma carga sustentada a meio curso com forças laterais causadas por desalinhamento.
Verdade dura: quando se perde o controlo do curso e se compensa com força bruta, está a multiplicar o esforço num sistema que já era marginal.
Numa prensa rígida e projetada para o efeito, o encosto total é uma escolha calculada. Numa estrutura leve com um macaco hidráulico, é desespero — e desespero em hidráulica é como as vedações rebentam e as estruturas entortam.
Então, se não consegues controlar o curso com precisão suficiente para fazer dobra no ar, e não podes multiplicar a tonelagem com segurança para fazer dobra por encosto, em que modo estás realmente a operar?
Já vi uma prensa de oficina de 12 toneladas lançar uma pista de rolamento através de uma sala quando uma fundição barata rachou sob carga. Sem aviso. Apenas um estalo seco e aço a mover-se mais rápido do que os teus reflexos.
Agora imagina 20 toneladas concentradas numa ponta de punção estreita. Essa força está a reagir através dos parafusos em cisalhamento simples, soldaduras com penetração desconhecida, placas laterais que podem não estar perfeitamente paralelas. Se um parafuso cede, a carga redistribui-se instantaneamente pelos outros. Se o alinhamento estiver errado, o macaco sofre uma carga lateral para a qual nunca foi concebido.
Os cilindros hidráulicos destinam-se a empurrar em linha reta. Se lhes aplicares carga lateral suficiente, riscás o êmbolo, prendes as vedações ou, pior ainda, expeles algo sob pressão.
A dura verdade: a energia hidráulica armazenada não “falha suavemente”. Liberta-se.
Quando montas um kit sem dados publicados de deflexão, sem tolerâncias de alinhamento verificadas, sem fator de segurança definido, és o engenheiro responsável, quer o tenhas planeado ou não.
Eis a mudança de mentalidade que precisas de fazer: em vez de perguntares “Este kit está completo?”, começa a perguntar “Com que tonelagem, largura e tolerância de ângulo deixo de fingir que isto é equipamento de produção e admito que é uma ferramenta de conformação bruta?”
Porque, assim que aceitares esse limite, podemos falar sobre o que mais se aproxima de um verdadeiro compromisso — o acessório para prensa de oficina — e avaliá-lo honestamente segundo esta física, em vez de segundo desejos irrealistas.
Tens uma prensa em H de 20 toneladas num canto. Macaco de garrafa no topo. Pinos de cama ajustáveis. Deslizas um acessório de travagem aparafusado: punção superior, matriz em V inferior, uma pequena barra de torção a unir os dois lados para que o êmbolo não rode. Bombeias a alavanca e a barra plana dobra-se. Sem soldar uma estrutura. Sem maquinar bancadas. Basta aparafusar e dobrar.
Todas as peças estavam lá.
É por isso que isto é o mais próximo de um “kit” genuíno. A estrutura já existe. Não estás a fingir que projetas uma armação de raiz — estás a usar uma classificada para carga de compressão. A questão não é se dobra metal. Dobra. A questão é o que essa estrutura faz ao teu ângulo, à tua repetibilidade e à tua segurança quando deixas de dobrar abas de 1/8 de polegada e começas a forçar mais.
Pega num trabalho simples: quatro dobras de 90° em aço macio de 1/8 de polegada para fazer um suporte de montagem. Doze polegadas de largura. Dobra no ar sobre uma matriz em V de 1 polegada. Está bem dentro da capacidade de uma prensa de 20 toneladas. O acessório mantém a punção aproximadamente centrada. A estrutura em H suporta a carga diretamente para baixo. Para peças únicas? Funciona. Podes aproximar-te do ângulo, verificar com um esquadro, dar mais uma bombada.
Onde se destaca é em trabalhos de baixa tonelagem, estreitos, com tolerâncias permissivas. Projetos de garagem. Abas de trator. Suportes que são soldados em conjuntos onde um ou dois graus desaparecem no ajuste.
Agora força-o.
Mesma prensa. Experimenta 3/16 de polegada em 24 polegadas. Estás a roçar as 15–20 toneladas numa dobra no ar, dependendo da largura da matriz. Os montantes laterais da estrutura em H começam a abrir ligeiramente. Não visivelmente. Uns milésimos. Os pinos da cama passam a suportar carga de flexão em vez de cisalhamento puro. A barra de torção ajuda a evitar que a punção rode, mas não faz nada pela deflexão vertical na estrutura.
Persegues o ângulo com o curso.
É aqui que os principiantes se tornam engenhosos da pior forma. Fazem entalhes de alívio em peças mais espessas para que a prensa “não tenha de trabalhar tanto.” Já vi tipos marcar chapa de 1/4 de polegada antes de dobrar e depois soldar o corte. Não resolveste um problema de força — moveste-o mais à frente. Agora estás a desbastar soldas, a combater distorção e a fingir que isso é precisão. Essa peça torna-se um iniciador de fissura, um concentrador de tensões à espera de se propagar sob vibração.
O que estes acessórios arruínam não é apenas a consistência do ângulo. É a disciplina do processo. Eles tentam-te a compensar no lugar errado.
Verdade dura: se a estrutura e o controlo do curso não conseguem manter a geometria, nenhuma quantidade de soldadura posterior tornará a dobra “verdadeira”.”
Então olhas para o catálogo e pensas: está bem, vou melhorar as ferramentas.
Podes comprar matrizes em V endurecidas e retificadas com precisão. Coisas belas. Cantos vivos. Ângulos incluídos consistentes. Alguns kits até oferecem cilindros servoelétricos no lugar do macaco hidráulico — mais rápidos, suaves, com repetibilidade dentro de alguns milésimos de polegada do curso.
Isso importa. Numa máquina rígida.
Mas a precisão não é uma característica que se aparafusa.
Imagina que o curso do cilindro é repetível em ±0,002 polegadas. Parece apertado. Numa dobra a ar típica em aço macio, alguns milésimos de curso podem alterar o ângulo em quase um grau, dependendo da largura da matriz. Agora soma isso a uma estrutura que flete um milímetro a meio do vão sob carga — já falámos sobre como isso transforma os teus 90° num sorriso ou num esgar ao longo de 24 polegadas. O ângulo da matriz é perfeito. O aço não quer saber. Ele segue o caminho da força.
E aquela barra de torção? Sincroniza o movimento esquerdo e direito para que o punção não se desalinhe. Bom. Necessário. Mas não introduz curvatura — aquela elevação intencional que as prensas industriais inserem na cama para contrariar a deflexão. A tua estrutura em H foi concebida para prensar rolamentos e buchas, não para manter tolerância angular ao longo da largura.
Agora acrescenta os limites de força. Alguns acessórios servoelétricos ficam bem abaixo da tonelagem hidráulica. São rápidos e repetíveis — até tentares 1/4 de polegada na largura real e simplesmente ficares sem força. Depois voltas ao macaco hidráulico, a bater no fundo porque a dobra a ar não atingirá o ângulo de forma consistente.
Verdade dura: quando compensas a flexão estrutural com mais força, estás a sobrecarregar pinos, soldaduras e vedantes de macaco de formas para as quais a prensa nunca foi projetada.
Um acessório de prensa de oficina com matrizes premium numa estrutura leve em H é como pendurar um carburador de corrida num motor de cortador de relva — promessa barulhenta, mesmo desempenho fraco.
Então, onde é que isso nos deixa?
Imagina isto: precisas de oito suportes idênticos para construir um atrelado. Tolerância? Dentro de dois graus. Largura? Dez polegadas. Material? 1/8 de polegada. Um acessório de prensa de oficina levar-te-á lá se trabalhares metodicamente — marca a posição do curso, faz uma dobra de teste do mesmo lote, aceita pequenas variações de retorno elástico. Para uma garagem doméstica, é um compromisso racional.
Agora imagina cinquenta peças. Ou 3/16 de polegada na largura total da prensa. Ou um projeto onde o alinhamento dos furos após a dobra importa dentro de um dezasseis avos. A falta de ajuste no fim do curso, a abertura da estrutura, a dependência da “sensação” no manípulo da bomba — tudo isso acumula-se. Passas mais tempo a medir e corrigir do que a dobrar.
Um tipo solda uma estrutura a partir de uma viga I de sucata, instala um cilindro hidráulico, dobra ângulos de 90° limpos em frente à câmara, sorri. O que não vês é a décima peça, a vigésima, a forma como o ângulo varia à medida que a estrutura aquece e os pinos se desgastam, a dúvida crescente sobre se a última bombada foi igual às outras.
Verdade dura: esta configuração é uma ferramenta de conformação grosseira que pode ser usada em segurança dentro do seu limite — chapa fina, largura modesta, tolerâncias permissivas — e torna-se uma aposta fora dele.
Se aceitares esse limite, o acessório de prensa de oficina é o meio-termo mais honesto que encontrarás numa caixa. Se não, tentarás fazê-lo comportar-se como uma prensa real e culpar-te-ás quando a física vencer.
Ferramentas necessárias:
Então, se o sistema aparafusado é honesto, mas limitado, o que acontece quando passa para os conjuntos de travão “solda‑tu‑mesmo” que prometem “rigidez real” — e que novas armadilhas vêm com esse aço extra?
Está a pensar: muito bem. Se os acessórios aparafusados fletirem e o enganarem, vou simplesmente soldar uma estrutura verdadeira. Mais aço. Placas laterais mais espessas. Problema resolvido.
Vi um construtor montar um destes kits numa mesa de soldadura. Duas placas laterais cortadas a laser, talvez com 3/4 de polegada de espessura. Uma placa de base. Um suporte para o punção. Alguns varões guia. Um cilindro hidráulico com olhal. Todas as peças estavam lá. Ele fixou os montantes, verificou‑os com um esquadro de carpinteiro e soldou‑os a quente. Parecia robusto.
Primeira dobra de teste? Perto de 90. Segunda? 92 à esquerda, 89 à direita.
Então, o que mudou realmente?
Abra um destes conjuntos e não recebe uma máquina. Recebe peças.
As placas laterais são cortadas por chama ou laser. Isso significa que as arestas têm zonas afetadas pelo calor e uma ligeira conicidade. A placa de base pode ser suficientemente plana para um engate de reboque, mas não é retificada à superfície. O punção e a matriz são frequentemente genéricos — endurecidos, sim — mas não combinados como conjunto, não ajustados em altura e não garantidos para partilhar uma mesma altura de fecho. A altura de fecho é simplesmente a distância entre o êmbolo e a base quando o punção encosta à matriz. Num travão verdadeiro, essa dimensão é controlada ao milésimo.
Aqui? Está “aproximado”.”
Medi placas cortadas a laser que não estavam planas por 0,010–0,020 polegadas ao longo de dois pés apenas devido a tensões residuais. Se isso for soldado numa estrutura em C sem alívio de tensões, fixa essa torção de forma permanente. Agora o seu êmbolo percorre uma geometria que nunca foi perpendicular desde o início. Pode calçar. Pode retificar. Mas está a corrigir uma distorção que foi incorporada antes de dar o primeiro arco.
E as ferramentas? As matrizes em V genéricas funcionam — até certo ponto. Mas as oficinas profissionais que evoluem de problemas de alinhamento não acrescentam apenas tonagem; mudam para ferramentas retificadas com precisão, para que a força se distribua uniformemente ao longo de todo o comprimento. Esse contacto uniforme é o que mantém o ângulo consistente nos 24 polegadas. Se os ombros da matriz variarem alguns milésimos em altura de uma extremidade para outra, o seu ângulo varia com eles. Nenhuma soldadura da estrutura corrige isso.
Dura verdade: quando nada no kit é maquinado plano ou ajustado como sistema, a precisão torna‑se aquilo que as suas competências de fabrico conseguirem recuperar.
Então, de onde vem a precisão que falta?
Observa um construtor cuidadoso montar um destes. Varões guia instalados primeiro para “manter o alinhamento”. Porta‑punções deslizado, grampos apertados. Uma linha feita com marcador no êmbolo para marcar a profundidade. Dobra de teste. Medir. Ajustar. Testar novamente.
Está a construir precisão por iteração.
Há uma razão pela qual as prensas industriais conseguem atingir ±0,3 graus o dia inteiro com dobra por ar. Elas não são magicamente mais rígidas em cada ponto; têm superfícies de referência controladas — camas maquinadas, alturas de ferramentas combinadas, sistemas de curso calibrados — e frequentemente sensores para compensar. A geometria é conhecida antes de a primeira peça entrar.
A tua estrutura “solda‑tu‑mesmo” não tem geometria conhecida a menos que a cries. Isso significa:
Se um lado da tua estrutura se retrair 0,015 polegadas durante a soldadura, o êmbolo vai seguir ligeiramente fora da vertical. Sob 15 toneladas, esse desalinhamento transforma‑se em carga desigual ao longo da matriz. Um dos ombros morde primeiro. O outro apanha depois. A dobra torna‑se uma leve espiral.
Isso não é um problema cosmético. É um ponto de concentração de tensões à espera de acontecer em peças estruturais.
Poderias maquinar a cama depois da soldadura? Sim — se tiveres uma fresadora suficientemente grande, souberes como indicar uma peça soldada deformada e estiveres disposto a pagar por cortadores capazes de lidar com a incrustação e a dureza. A maioria dos construtores domésticos não tem. Confiam numa soldadura cuidadosa e em esperança.
Esperança não é um sistema de medição.
E mesmo que acertes o alinhamento na montagem, o aço move‑se. O calor da soldadura introduz tensões residuais. Sem alívio de tensões — aquecimento e arrefecimento controlados para normalizar a estrutura — a armação pode deformar‑se com o tempo. A décima peça pode não corresponder à primeira.
Então o que isso faz ao argumento do “orçamento”?
Vamos fazer um hipotético simples.
O conjunto custa menos do que uma pequena prensa de bancada. Poupas à partida. Passas um fim de semana a soldar. Depois outro a acertar o alinhamento. Descartas três peças de teste de chapa de 3/16 de polegada a tentar acertar o ângulo porque as marcas de curso não eram repetíveis sob carga. Compras um indicador de relógio para medir a deflexão do êmbolo. Substituis a matriz genérica depois de notares ombros inconsistentes. Agora já estás à procura de ferramentas de precisão retificadas de qualquer maneira.
Esse é o segundo pagamento.
Já vi tipos a perseguir um erro de meio grau durante dias. Calçam a matriz. Re‑soldam um reforço. Adicionam uma barra superior de união. Cada mudança afeta outra coisa porque o sistema nunca foi concebido como uma máquina unificada. É como afinar um carburador num motor com o bloco rachado — muito ruído e movimento, mas sem referência estável.
Entretanto, o teu tempo tem valor, mesmo que finjas que não. Dois fins de semana a resolver problemas equivalem à diferença de preço que pensaste ter evitado. E ainda não tens repetibilidade documentada — apenas uma configuração que tens medo de tocar.
Verdade dura: a falsa economia não é apenas dinheiro; é confiança. Quando não confias na máquina, medes em excesso, compensas em excesso e abrandas até rastejar.
Os conjuntos “solda‑tu‑mesmo” podem funcionar. Em mãos competentes, com acesso a maquinação, com paciência. Mas se compraste um para escapar aos limites dos acessórios aparafusados, limitaste‑te a trocar a flexão visível por erros de geometria invisíveis.
Portanto, se os kits aparafusados são honestos mas limitados, e os conjuntos “solda‑tu‑mesmo” exigem competências de fabricante de máquinas para alcançar verdadeira precisão, o que é que uma prensa de bancada dedicada te oferece que o aço e o suor extra não oferecem?
Observei um travão de bancada de 24 polegadas dobrar uma tira de 3/16 de polegada e assentar na curva sem que a estrutura tremesse. Sem calços colados na matriz. Sem marcas de caneta deslizando para o lado. O êmbolo desceu, o punção tocou o “V” e ambas as extremidades do ângulo mostraram o mesmo valor no medidor.
É isso que o dinheiro extra compra: uma máquina que foi maquinada como um sistema antes de sequer a tocares.
Não é magia. Não é marca. É geometria que não tiveste de inventar.
Vais ver “20 toneladas” num catálogo e o teu cérebro agarra‑se a isso. Parece robusto. Mas coloca um relógio comparador na mesa de uma estrutura em C ligeira sob 15 toneladas e verás mover‑se alguns milésimos no meio. Essa deflexão altera a abertura efetiva do “V” à medida que o punção desce. Muda o “V” uma fração, e mudas o ângulo da dobra.
Num travão de bancada concebido de raiz, os montantes são mais espessos, sim — mas, mais importante, as faces da mesa e do êmbolo são maquinadas em paralelo após a soldadura. Isso significa que, quando a carga aumenta, ambas as extremidades a partilham de forma uniforme. A estrutura continua a fletir. Todas as estruturas fletem. Mas flete‑se de forma previsível, simétrica, dentro de um intervalo que o projetista considerou.
Uma classificação de tonelagem bruta diz‑te quão forte o cilindro pode empurrar. Não diz nada sobre a reação da estrutura quando o faz.
Já vi catálogos de ferramentas brincar com unidades e ângulos agudos para inflacionar números de capacidade. Oitenta e uma toneladas curtas por pé parecem mais do que setenta e três toneladas longas por pé, e poucos amadores notam a diferença. Ferramentas agudas também podem aumentar a classificação. Pensas que tens margem. Não tens.
Verdade dura: se a estrutura se abre sob carga, essa força deixa de ser vertical e começa a deslocar‑se lateralmente para parafusos, pinos e ombros da matriz. Isso é estilhaço à espera de acontecer.
Um travão dedicado não é imune a cálculos errados. Continuas a calcular material, espessura, comprimento. Mas partes de uma estrutura concebida para suportar carga diretamente na base, não através de qualquer sequência de soldadura que tenhas conseguido na tua garagem.
Ferramentas necessárias:
Assim, a rigidez mantém tudo direito sob pressão. Mas direito não é o mesmo que preciso, pois não?
Pegue uma peça rotulada como 4,0 mm. Meça‑a. Pode obter 3,85 mm. Essa diferença de 0,15 mm não parece muito até recordar que a tonelagem aumenta aproximadamente ao quadrado da espessura na quinagem a ar. Pequena alteração de espessura, grande alteração de força. Maior força, diferente recuperação elástica.
Mesmo travões CNC de topo têm, em média, cerca de meio grau de variação sem sistemas avançados de feedback e compensação dinâmica. Meio grau — em máquinas que custam mais do que a sua casa. E essa variação vem frequentemente da inconsistência do material, não de armações mal construídas.
Por isso, quando ouvir “esta prensa de bancada $2.000 é precisa”, entenda o que isso significa. Significa que o êmbolo desloca‑se perpendicular à mesa. Significa que as alturas das ferramentas estão ajustadas. Significa que o lado esquerdo não está a dobrar a 92° enquanto o lado direito fica a 89° porque um ombro da matriz é mais alto.
Não significa que a máquina anule aço de má qualidade, medições falhadas ou uma montagem descuidada.
Verdade dura: uma prensa rígida e alinhada vai reproduzir fielmente os seus erros com consistência profissional. É uma guilhotina à espera das suas tolerâncias.
A diferença entre “consegue dobrar” e “consegue dobrar com precisão” é a repetibilidade. Se dobrar oito suportes idênticos de 1/8 de polegada e todos ficarem dentro da mesma janela de meio grau, pode compensar uma vez e seguir em frente. Com um kit montado, está a compensar cada peça porque a referência muda.
Precisão não é perfeição. É uma referência estável em que pode confiar.
O que nos leva à parte que faz as pessoas engasgarem com o preço.
Abra a caixa de uma prensa de bancada decente e verá que o punção e a matriz combinam com a largura da máquina, são retificados para uma altura consistente e fixados de forma repetível. A barra de fixação não é um monte de parafusos que aperta “mais ou menos igual” de cada vez. É um sistema.
Poderia comprar ferramentas de precisão separadamente e aparafusá‑las a um kit soldado? Claro. Faça as contas. Depois acrescente o tempo para maquinar ou calçar a mesa para que as ferramentas fiquem realmente planas. Todas as peças estavam lá no papel com a opção mais barata — armação, cilindro, matrizes. Mas precisão não é uma característica que se adicione com parafusos.
Um tipo solda uma armação com vigas em I de sucata, monta um cilindro hidráulico, dobra a 90° perfeitos em frente à câmara e sorri. O que não vê é a hora que ele passou a alinhar a matriz com lâminas calibradas, ou o facto de estar a dobrar sempre o mesmo aço macio e tolerante.
O sistema de ferramentas integrado não elimina a necessidade de cálculo. Mesmo os fabricantes dirão para considerar material, comprimento e margem de segurança sempre. Não existe um “esta prensa ganha” universal apenas pelo tonnage. O que está a pagar é que a altura do punção corresponde ao curso do êmbolo, o encaixe da matriz corresponde à mesa, e o método de fixação não introduz torção cada vez que o aperta.
Verdade dura: misturar ferramentas genéricas com geometria de armação desconhecida é uma armadilha para o seu dinheiro.
Quatro vezes o preço é justificável? Se apenas dobra ocasionalmente uma lingueta, talvez não. Se espera que as peças tenham correspondência daqui a um mês, ou se valoriza o seu tempo mais do que o aço perdido, esse acréscimo paga‑lhe uma máquina que não vacila quando o manómetro de tonelagem sobe — e essa estabilidade é o que lhe permite focar‑se no material e nas ferramentas em vez de reconstruir a prensa entre trabalhos.
E quando aceita que a armação e as ferramentas são apenas parte da conta, começa a reparar noutra coisa que se acumula silenciosamente em segundo plano.
Está a olhar para a etiqueta de preço da máquina e a pensar que esse é o número. Não é.
A prensa é apenas o músculo. As ferramentas são os dentes. E os dentes são o que realmente toca na peça de trabalho.
Pode comprar uma pequena estrutura de bancada rígida por alguns milhares e sentir que venceu o sistema. Depois abre um catálogo de ferramentas e vê que um único punção retificado de precisão e uma matriz em V correspondente custam um quarto do que pagou por toda a prensa. É aí que o estômago dá um nó. Porque então percebe que a máquina “completa” não completou nada — apenas o levou até à linha de partida.
Esse é o multiplicador de que ninguém fala.
Porque é na matriz que a geometria se torna realidade.
Uma matriz de prensa não é apenas um pedaço de aço com uma ranhura. É fresada para ficar direita, aplainada para ficar plana, tratada termicamente para resistência ao desgaste, e retificada para que o ângulo e a altura se mantenham dentro de tolerâncias apertadas. Aqueles ±0,5° de que se fala nas boas máquinas? Só são possíveis porque o raio da ponta do punção, o ângulo da matriz e as alturas dos ombros são consistentes ao longo de todo o comprimento.
Quando o martelo desce, a máquina apenas aplica força. É a matriz que decide como essa força flui para o material. Se os ombros não estiverem nivelados, a carga desvia-se lateralmente. Se o ângulo estiver errado por um grau, cada dobra persegue esse erro. Verdade dura: uma ferramenta de má qualidade transforma um caminho de carga linear numa luta lateral, e isso é uma fratura de dentes à espera de acontecer.
Não estás a pagar pelo aço. Estás a pagar pela geometria controlada sob carga.
E a geometria controlada requer processos industriais que a tua garagem não tem.
Resposta curta? Não, se te importares com os teus dedos ou com as peças acabadas.
Já vi pessoal soldar um bloco em V a partir de chapa, esmerilhar “quase certo” e chamar-lhe matriz inicial. Vai dobrar aço macio e fino. Uma vez. Talvez duas. Depois os ombros alargam, o ângulo abre, e o teu 90 torna-se 93 numa ponta e 88 na outra. Impressões em plástico? São boas para maquetas e experiências de cálculo de folga de dobra. Aplica-lhes força real e deformam-se como manteiga quente.
A face da matriz sofre tensão de contacto concentrada. Isso significa pressão localizada suficientemente alta para brunir — deformar permanentemente — aços mais macios. Sem tratamento térmico e acabamento superficial adequados, a superfície da matriz engripa, transfere material e deixa marcas na peça. Agora não és apenas impreciso. Estás a estragar peças.
Verdade dura: ferramentas fabricadas em casa sob carga real são um martelo de vidro — parecem sólidas, partem-se quando é preciso.
Consegues desenrascar-te para trabalho de protótipo com material tolerante e baixo volume? Claro. Mas no momento em que precisas de repetibilidade, ou mudas para material mais duro, vais acabar por comprar ferramentas reais na mesma. E vais desejar ter orçamentado para isso em vez de fingir que o kit era todo o investimento.
Então o que é que realmente decide se o dinheiro que gastaste foi inteligente ou estúpido?
O sistema de fixação e alinhamento.
Não o cilindro. Não a espessura da estrutura. A forma como o punção e a matriz se assentam, se posicionam e se repetem quando os trocas.
Se as tuas ferramentas não assentam numa superfície de referência maquinada — plana, paralela, consistente — cada mudança torna-se um jogo de adivinhas. Soltas parafusos, bates com o martelo, apertas um lado, depois o outro, e esperas não ter criado uma torção. Cada configuração custa tempo. Se o tempo da tua oficina vale alguma coisa, isso é dinheiro real a escorrer.
Nos sistemas de gama alta, as ferramentas localizam-se através de ombros endurecidos ou chaves de precisão. As alturas são normalizadas. Podes tirar uma matriz em V de 4 polegadas e colocar uma de 2 polegadas, e a relação com o martelo permanece conhecida. É isso que faz com que matrizes progressivas ou especiais tenham sentido mesmo numa pequena oficina — porque a máquina pode regressar ao ponto zero sem drama.
O multiplicador não é apenas o preço das ferramentas. É o tempo de configuração, a taxa de desperdício e o custo de perseguir erros que nem sequer estavam no aço para começar.
E, quando percebes isso, deixas de perguntar “Qual é o kit completo mais barato?” e começas a fazer uma pergunta melhor: tendo em conta o material que dobro, as quantidades que produzo e o risco que estou disposto a tolerar — onde devo investir em rigidez e onde posso aceitar compromissos?
Não começas pela máquina.
Começas pelo aço que realmente planeias dobrar, quantas vezes pretendes dobrá-lo e quão irritado vais ficar quando a décima peça não bater certo com a primeira. Todas as peças estavam lá — tabelas de tonelagem, kits brilhantes, cilindros hidráulicos com grandes números gravados — mas nada disso importa até definires o teu verdadeiro volume de trabalho. Porque o teu primeiro passo não é comprar capacidade. É escolher que limitação consegues aceitar.
Então, quais são os números que te limitam?
Espessura é a medida da grossura. A grossura determina a tonelagem. A tonelagem determina o esforço sobre a estrutura.
Essa é a primeira barreira.
Aço macio de 16‑gauge sobre uma aba curta é um mundo. Um quarto de polegada por sessenta centímetros é outro. A força não aumenta de forma educada; cresce depressa, e cada tonelada extra tenta abrir a estrutura, torcer o êmbolo e empurrar o punção de lado. Dura verdade: quando te aproximas da tonelagem máxima da máquina, estás a carregá-la como um sino rachado — a um golpe bom de distância da distorção permanente.
O material é a segunda barreira. O alumínio perdoa. O aço macio tolera. O aço de alta resistência reage e volta a abrir depois da dobra — isso é o “springback”, o retorno elástico do metal quando a pressão é libertada. Se a tua prensa dobradora não regressar à mesma posição inferior todas as vezes, vais andar atrás dos ângulos durante toda a tarde.
Depois, o raio de curvatura — a curva interior da dobra. Apertado demais para o material e estás a esticar as fibras exteriores além do seu limite. As peças racham perto de furos, as abas deformam-se, e o teu “90” torna-se num jogo de adivinhas porque o metal está a ceder de forma desigual através da sua espessura.
Esses três números — espessura, tipo de material, raio desejado — determinam quanto em estrutura e alinhamento tens de pagar. Em que perfil te enquadras realmente?
Se estás a dobrar aço macio de 14–18 gauge, abas curtas, poucas peças de cada vez, uma conversão de prensa de oficina pode ser trabalho honesto.
Honesto. Limitado.
Aceitas que a mesa não está perfeitamente paralela. Aceitas não ter batente traseiro — que define o comprimento da aba — e, por isso, medes e marcas cada chapa. Aceitas que um cilindro hidráulico significa que o êmbolo pode desviar ligeiramente se uma vedação perder pressão, e esse desvio faz com que um lado da dobra feche mais do que o outro.
Dura verdade: uma prensa de um só cilindro sob carga desigual é uma régua torta feita de cartão molhado.
Para “suportes de fim de semana”, esse compromisso pode ser racional. Estás a trocar repetibilidade por preço. Estás a trocar velocidade por simplicidade. Se uma aba fica um grau fora, ajustas-a num torno e segues em frente.
Ferramentas necessárias:
Mas e se quiser vender esses suportes em vez de apenas fixá-los na sua própria parede?
No momento em que promete datas de entrega, a matemática muda.
Agora importa que a peça #1 e a peça #50 coincidam dentro de meio grau. Agora importa que os comprimentos das abas se repitam sem voltar a medir cada chapa. É aí que uma verdadeira prensa dobradeira de bancada — com superfícies de fixação maquinadas e guiamento sincronizado do pistão — deixa de ser um luxo e passa a ser um seguro.
Não porque seja mais potente.
Porque é consistente.
Uma dobradeira dedicada é construída com base no paralelismo. O punção e a matriz assentam em superfícies de referência que foram maquinadas perpendiculares à estrutura. Essa geometria significa que, quando dobrar ligeiramente em excesso para compensar o retorno elástico — e vai fazê-lo — a correção aplica-se de forma uniforme em toda a largura.
Verdade dura: sobrecarregar mesmo uma dobradeira de bancada além da sua tonelagem nominal é deformar o quadro em câmara lenta, e estruturas deformadas nunca voltam ao normal.
Se o seu negócio paralelo incluir chapa mais espessa “de vez em quando”, não compra a dobradeira que mal aguenta. Ou aumenta a capacidade ou redesenha a peça. A precisão não é uma característica que se adiciona mais tarde; está incorporada na estrutura que escolhe desde o primeiro dia.
Ferramentas necessárias:
E se os seus números não justificarem possuir nada?
Aqui vai a parte que ninguém quer ouvir.
Se precisa de dez dobras pesadas em chapa de 3/8 de polegada duas vezes por ano, comprar qualquer dobradeira é ego, não economia. Uma oficina de fabrico com uma máquina de 100 toneladas e compensação adequada de coroamento — isto é, compensação de deflexão controlada ao longo da bancada — fará os seus ângulos numa única preparação.
Pode gastar milhares para evitar pagar algumas centenas.
Dura verdade: forçar uma máquina leve a fazer trabalho pesado é estilhaços à espera de acontecer.
Externalizar não é rendição. É admitir os seus limites estruturais e investir o seu dinheiro onde realmente controla as variáveis — corte, soldadura, acabamento. Mantém o trabalho de chapa leve internamente com uma configuração modesta, e subcontrata os raros monstros que de outra forma iriam levar o seu equipamento além do limite seguro.
Eis a lente que quero que leve consigo:
Combine estrutura com tensão e precisão com promessa.
A espessura e o material indicam-lhe a tensão. O volume e as expectativas do cliente indicam-lhe a promessa. Onde a tensão é baixa e as promessas são ocasionais, pode comprometer a estrutura. Onde a tensão é alta ou as promessas são rigorosas, compra alinhamento e capacidade primeiro — ou deixa que outra pessoa aguente a carga.
Esse é o seu primeiro passo.


















