

Na última terça-feira, vi um suporte de 600 peças funcionar “de forma suave”. Oito dobras num V-die padrão. Depois, dois operadores passaram 3,5 horas a eliminar o alargamento e a achatar a distorção, a $32/hora cada. Isso dá $224 em mão de obra depois de a prensa dobradeira parar de ciclar.
Ninguém escreveu “operações secundárias” no documento de produção. Simplesmente ficou lá, quieto, como uma fuga de margem de 3% que ninguém se dá ao trabalho de apertar.
Com 600 peças, isso representa $0.37 por peça só em limpeza. Se o trabalho tinha apenas $1.10 de margem bruta, acabaste de queimar 34% dela com uma lima e um malho. E continuas a chamar o fabrico de ferramentas personalizadas de um “luxo” reservado para lotes de 10.000 peças?
Vi oficinas recusarem um punção personalizado de $4,800 porque a produção era “apenas” de 800 peças. A mesma oficina gasta felizmente $0.40 por peça em retrabalho, atrasos de inspeção e lentidão — $320 neste lote, $320 no próximo, $320 em cada nova encomenda — como se fosse dinheiro invisível.
Não se sente $0.40. Sente-se $4,800.
Mas a matemática não se preocupa com sentimentos. Se uma ferramenta personalizada elimina $0.40 por peça em trabalho secundário e tratamento de defeitos, o ponto de equilíbrio é 12.000 peças a essa taxa. Agora aumenta o custo da mão de obra das antigas $18/hora para as atuais $32/hora, e esse $0.40 transforma-se silenciosamente em $0.70. O ponto de equilíbrio desce para menos de 7.000. Acrescenta ainda uma redução de defeitos de 2% numa peça de $12 — poupas $0.24 — e estás abaixo das 5.000 peças.
E isso antes de falarmos sobre configurações.
Se o custo oculto por peça × volume ≥ custo da ferramenta, então personalizado não é luxo — é aritmética.
Então por que continuamos a pagar o imposto do caixote de sucata?

Olha para uma peça que precisa de rebordar, achatar e retoques cosméticos depois de uma dobra aérea padrão. Cada toque leva 20 segundos. Três toques são um minuto. A $32/hora, isso dá $0.53 por peça em mão de obra.
Produz 500 peças. Acabaste de gastar $265 fingindo que és “flexível”.”
Uma matriz personalizada devidamente desenhada que forme e reborde num único golpe pode acrescentar 15% mais tempo de configuração — digamos 30 minutos extras a $32/hora, ou seja, $16. Mas se eliminar aquele $0.53 por peça, recuperas $265 nas primeiras 500 peças. Ganho líquido: $249. Isso equivale a um aumento de margem de 15% num trabalho de $1,600.
Sim, o personalizado pode introduzir risco — surpresas de recuperação elástica, limites de tonelagem. Mas as ferramentas padrão não eliminam isso. Apenas transferem a correção para mãos humanas a $32/hora. Se a tua mão de obra secundária por peça × 500 exceder a configuração adicional + amortização da ferramenta, então estás a alugar flexibilidade com prejuízo.
Então, de onde veio esta superstição das 10.000 peças?
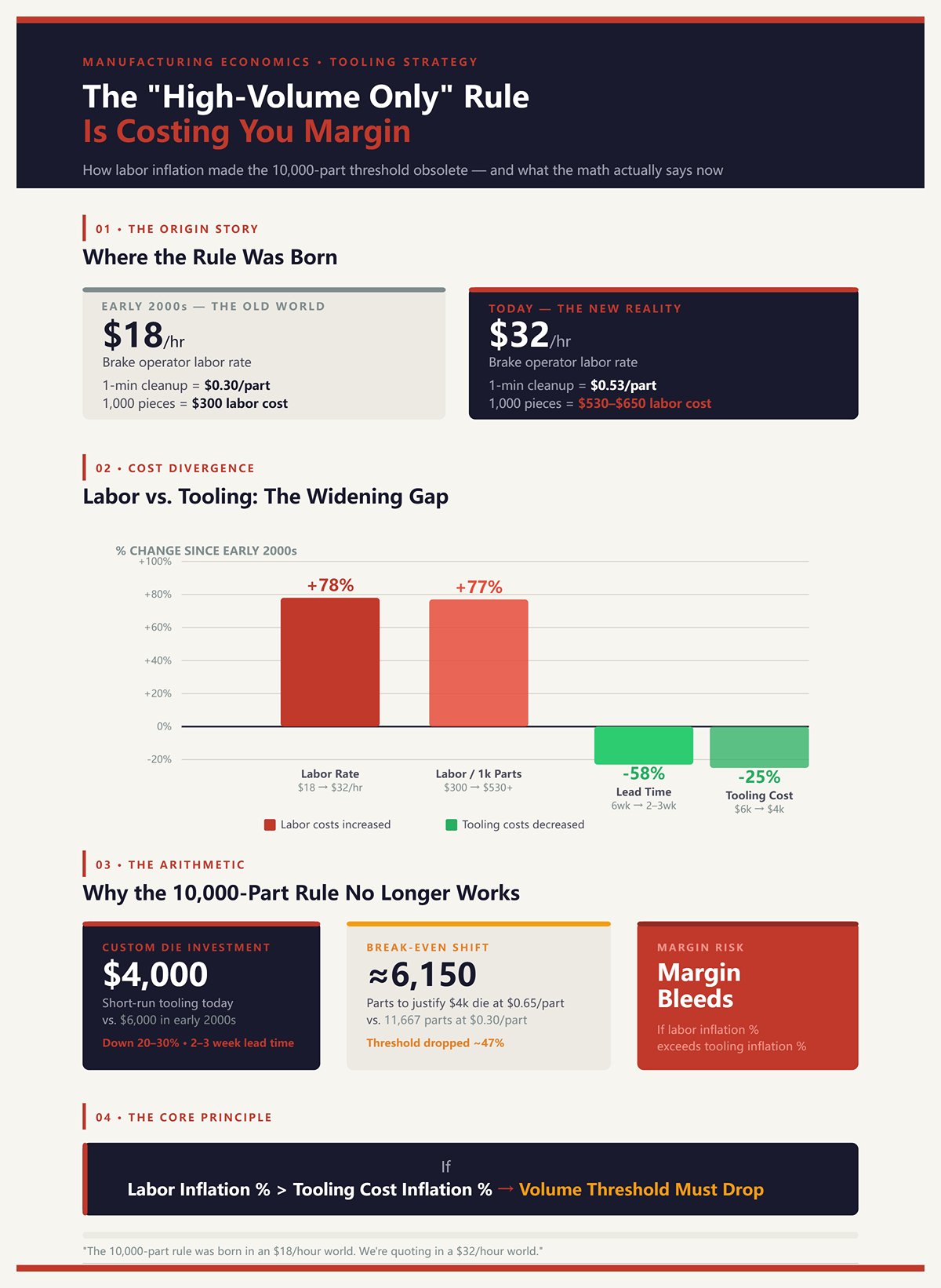
No início dos anos 2000, pagava $18/hora aos operadores de prensa. Um minuto de limpeza custava $0.30 por peça. Em 1.000 peças, isso era $300. Difícil justificar uma matriz personalizada de $3,500 perante isso.
Avançando no tempo. O mesmo minuto custa $0.53. As mesmas 1.000 peças custam $530. Acrescenta encargos de pessoal e estás perto de $650. A linha de custos de mão de obra duplicou; o livro de regras mental não.
Entretanto, o CAD e o EDM por fio tornaram o fabrico de ferramentas de curta duração mais barato e rápido. O que antes demorava 6 semanas e custava $6,000 pode agora ser feito em 2–3 semanas por $4,000, dependendo da complexidade. A curva de custo desceu 20–30%. A mão de obra subiu 70–80%.
A regra das 10.000 peças nasceu num mundo de $18/hora. Estamos a fazer cotações num mundo de $32/hora. Se a inflação laboral % > inflação do custo das ferramentas %, então o teu limiar de volume tem de descer ou a tua margem esvai-se.
Então, porque é que o número antigo ainda parece “seguro”?

Porque a dor está distribuída.
Uma ferramenta de $5.000 aparece na ordem de compra uma vez. É ruidosa. Surge na revisão de capital. Trabalho secundário a $0,50 por peça está escondido dentro da produção. Parece “horas normais.” Nenhum sinal de alerta. Apenas 2–3% menos margem em cada execução, como uma linha hidráulica que perde 2% de pressão em cada ciclo.
E ferramentas personalizadas exigem compromisso. Tens de bloquear desenhos. Confirmar tonagem. Aceitar que, se a peça mudar 10%, o molde pode precisar de modificação. Isso parece arriscado numa encomenda de 500 peças. Mas também é arriscado perder $300–$400 cada vez que o trabalho se repete porque ninguém quis assumir a decisão.
O conforto não aparece na demonstração de resultados. O trabalho sim.
Se o volume repetido × trabalho oculto por peça exceder o custo da ferramenta em dois ciclos, então “sempre fizemos assim” não é uma estratégia — é um subsídio à ineficiência.
Agora, a verdadeira questão não é se as ferramentas personalizadas são um luxo. É onde, exatamente, esse imposto oculto está a residir no teu fluxo de trabalho atual.
No mês passado fizemos um painel lateral em aço inox com 500 peças. Parecia inofensivo no papel: quatro curvaturas, uma dobra, chapa 304 de 14-gauge. Matriz V padrão, dobra a ar, virar, dobra final numa segunda passagem. Tempo de prensa? 2,8 horas no total.
O que o encaminhamento não mostrava: 1,5 horas na estação de rebarbagem a eliminar microfendas na dobra, 45 minutos em inspeção a perseguir desvios de ângulo, e 30 minutos de retoques de soldadura por pontos porque a dobra não ficava plana. A $32/hora, isso dá $144 em limpeza e correção além da conformação. Num trabalho com $900 de margem bruta, isso é 16% perdido — não em desperdício, não em horas extra — apenas em “fluxo normal.”
Não o verás na cotação. Está escondido em categorias de trabalho chamadas “suporte.”
Mas a matemática não se importa com sentimentos.
A $0,29 por peça em manuseamento secundário ($144 ÷ 500), a tua série de 500 peças acabou de pré-pagar 3%–5% de uma ferramenta personalizada modesta de $4.000. Fazendo isso duas vezes por ano, sangras $288 anualmente pelo privilégio de manteres-te “flexível.” Esse é o imposto do contentor de sucata — pequeno o suficiente para ser ignorado, constante o suficiente para doer.
Se o trabalho oculto por peça × volume anual ≥ 20% do custo da ferramenta, então estás a financiar a ineficiência em prestações.
Então, onde é que isso se esconde na tua oficina?
Imagina um canal com desvios. Ferramentas padrão significam primeiro golpe para formar as pernas, reconfigurar, segundo golpe para criar o desvio. Duas configurações, dois eventos de medição, duas hipóteses de falhar por 0,5°.
Num lote de 500 peças, isso não é apenas 500 golpes extra. São 500 descarregamentos, 500 caminhadas até ao palete, 500 medições novamente. Mesmo que cada ciclo de manuseamento seja de 25 segundos, isso são 3,5 horas de trabalho — $112 a $32/hora — antes de contares a segunda configuração de 20 minutos, mais $11. Estás $123 fundo apenas porque a geometria não se encaixa no teu conjunto de matrizes.
E aqui está o assassino silencioso: cada rebitagem introduz variação. Digamos que o seu desperdício aumente 2% devido a um erro de manuseamento numa peça de $18. Dez peças rejeitadas equivalem a $180 em material e despesas gerais. Agora, o seu custo de “segundo golpe” é de $303 em 500 peças — $0,61 por peça — sem que ninguém precise de emitir um cheque com a designação “erro”.”
É assim que uma segunda dobra se transforma numa segunda máquina, numa segunda fila e numa segunda fatura que nunca detalha.
Se (mão de obra extra de manuseamento + desperdício de re-manuseamento) por peça × 500 ≥ amortização da ferramenta por execução, então a opção personalizada de um único curso vence — mesmo em baixo volume.
Então, por que estamos a lutar contra o material em vez de o moldar de uma vez e seguir em frente?
Execute aço de alta resistência de 980 MPa numa matriz em V genérica e veja o que acontece. Programa 88° para obter 90°. As cinco primeiras peças ficam em 89,5°. O operador ajusta para 87,5°. Agora está em 90,8°. Retraia um pouco. Volte a ajustar.
Dez peças de teste a $12 cada totalizam $120 em material antes de estabilizar. Acrescente 40 minutos de tempo de operador para ajustes — $21. São $141 gastos antes de a peça #11 ser enviada. Numa encomenda de 500 peças, isso equivale a $0,28 por peça apenas em custo de afinação.
Ferramentas padrão tratam o retorno elástico como o clima — algo com que se deve lidar. Ferramentas personalizadas alteram a geometria: raio de punção mais apertado, estampagem controlada, talvez um ombro aliviado para fixar a dobra. Troca-se 15% de custo adicional inicial de conceção da ferramenta por 50% menos desvio de ângulo e quase zero desperdício de teste.
Sim, poderia redesenhar a peça — aumentar o raio, mudar para 5052 em vez de 6061, suavizar a especificação. Às vezes é sensato. Mas quando o desenho está bloqueado e a liga é ditada pelo caso de carga, fica a pagar $0,25–$0,40 por peça em mão de obra de ajuste porque a matriz não corresponde à física.
Se o tempo de afinação do retorno elástico + desperdício de teste por execução exceder 5% do custo da ferramenta em duas encomendas, então a correção geométrica vence o ajuste do programa.
O que nos leva à próxima fuga — aquela sobre a qual a inspeção continua a discutir.
Sempre que vira uma peça, redefine o zero.
Pegue numa caixa com quatro dobras formada em duas configurações separadas. Cada configuração traz uma variação angular de ±0,5°. Ao acumular isso em quatro dobras, pode ver ±1,5 mm na flange mais distante. A inspeção assinala 8% das peças como “no limite”. Os operadores começam a ajustar manualmente com um martelo de borracha.
Numa produção de 500 peças, 40 peças recebem correção manual de 90 segundos cada. Isso é uma hora de trabalho — $32. Nada catastrófico. Mas some-se os 45 minutos do inspetor a classificar — $24 — e chega-se a $56, ou $0,11 por peça, apenas para ajustar novamente a tolerância.
Agora adicione o custo de oportunidade: a prensa ficou parada 30 minutos à espera da aprovação da inspeção. A uma taxa de máquina de, digamos, $85/hora, isso são mais $42 de capacidade que não pode faturar.
Assim, a sua “gestão” de tolerâncias acabou de custar $98 — 11% de uma margem de $900 — porque a variação foi introduzida a montante e resolvida a jusante por pessoas, não pelo aço.
Ferramentas de fase personalizadas que formam todas as quatro dobras numa única posição de referência eliminam duas inversões e duas redefinições de tolerância. Menos acumulação. Menos discussões. Menos fugas de $0,11 que parecem pequenas demais para perseguir.
Se o trabalho de correção a jusante + tempo de inspeção por execução ≥ 10% do tempo de conformação, então o processo está a compensar a ferramenta, não a produzir peças.
E isso leva ao custo que todos encolhem os ombros ao ver.
Ouço isso constantemente: “As preparações standard são apenas 20–30 minutos.”
Muito bem. Chamemos-lhe 25 minutos a $32/hora — $13. Adicione 10 minutos de procura e preparação de ferramentas — mais $5. Já está em $18 antes do primeiro artigo.
Faça isso três vezes, porque o trabalho necessita de três configurações de ferramentas, e chega a $54 por lote. Em 500 peças, isso equivale a $0.11 por peça. Parece inofensivo.
Até o trabalho se repetir quatro vezes por ano. Agora já gastou $216 anuais apenas em fricção de preparação repetida — 24% dessa mesma margem de $900 — e ninguém melhorou o processo nem um milímetro.
Ferramentas consolidadas personalizadas podem acrescentar 40 minutos à primeira preparação — $21 extra — mas eliminar duas preparações futuras por lote. Ao longo de quatro execuções, poupa 200 minutos de tempo de travagem — $107 — e liberta capacidade para executar outro trabalho no valor de $1,200 em receitas.
O tempo de preparação não é um incómodo. É juro. Compõe-se silenciosamente em 10%–25% da margem ao longo de um ano se o deixar repetir-se sem alterações.
Se (minutos de preparação poupados por execução × execuções por ano × taxa laboral) ≥ custo incremental da ferramenta ao longo de dois anos, então as ferramentas standard estão a cobrar-lhe renda.
E renda é o que se paga quando não se possui a solução.
Numa caixa de aço inoxidável de 500 peças que executámos no último trimestre, o desenho requeria uma aba de retorno e uma dobra de acabamento na mesma aresta. Com segmentos standard, isso significava pré-dobra, virar, fechar a aba, e depois uma passagem de nivelamento separada. Três golpes. Duas preparações. Um dispositivo de soldadura a jusante porque a aba nunca fechava perfeitamente direita. Gastámos $2,400 numa punção personalizada por etapas que formava o retorno e a aba num só movimento controlado. Mesmo travão. Mesmo operador. Um único golpe.
A diferença não foi teórica. O tempo de ciclo caiu de 55 segundos para 28 segundos — 27 segundos poupados × 500 peças são 3.75 horas de trabalho, $120 a $32/hora. Eliminámos uma preparação secundária de 30 minutos — $16. Eliminámos também o retoque de soldadura que levava em média 45 segundos por peça — mais 6.25 horas, $200. Isso é $336 em mão de obra direta nas primeiras 500 peças, além de termos eliminado um dispositivo que ocupava 20 pés quadrados de espaço e $1,100 em custo de construção. Na segunda execução, a ferramenta já tinha recuperado 28% do seu preço, e a célula de soldadura deixou de perder 12% de margem em retrabalho.
É assim que se decide. Não se pergunta “Isto é alta produção?” Pergunta-se “Quantos centros de custo desaparecem se eu o moldar uma vez em vez de o combater três vezes?” Se operações eliminadas por peça × taxa laboral × 500 ≥ amortização da ferramenta, então a personalização deixa de ser um luxo e passa a ser uma chave inglesa numa linha com fuga.
Já vi operadores fazerem “Oito dobras numa V-die standard” porque era o que estava no suporte. Dobrar, deslizar, reajustar, dobrar novamente. Cada reposicionamento são 6–8 segundos se o operador for rápido. Chamemos-lhe 7 segundos × 7 movimentos extra = 49 segundos de manuseamento puro. A $32/hora, isso é $0.44 por peça só em tempo de movimentação. Em 500 peças, já queimou $220 antes de contar verificações de ângulo ou desperdício.
Uma ferramenta de etapa de golpe único reúne essas oito características e referencia-as numa só posição calibrada. Um golpe de 18 segundos. Acabou de cortar 49 segundos de manuseamento e 20 segundos de ciclo extra — cerca de 69 segundos no total. São 9.6 horas de trabalho poupadas por 500, ou $307. E aqui está a parte que a maioria das pessoas ignora: também elimina sete oportunidades de erro de calibração. Se o desperdício desce de 3% para 1% numa peça de $18, isso são menos 10 peças no caixote do desperdício — $180 recuperados.
Não poupou apenas tempo. Eliminou variabilidade. Se (golpes extra − 1) × segundos de manuseamento × taxa laboral × 500 + variação de desperdício ≥ custo da ferramenta personalizada, então a ferramenta de golpe único é o aço mais barato.
Mas todas as ferramentas personalizadas resolvem o mesmo problema?
Executámos suportes de alta resistência de 980 MPa que rachavam num raio de punção de 0.125″. Ferramenta de catálogo standard. Barata. Após 12 peças, fissuras finas na linha de dobra — 4% de desperdício numa chapa de $22. São $44 perdidos nas primeiras 50 peças e a subir para $440 em 500 se deixar continuar.
A correção não foi “mais habilidade.” Foi geometria. Encomendámos uma punção com raio de 0,250″ e ombro aliviado para controlar o fundo. Custo da ferramenta: $1.800. O desperdício caiu de 4% para menos de 1%. Em 500 peças, isso equivale a 15 peças salvas — $330 em material — além de deixarmos de gastar 30 minutos por execução a ajustar o retorno de mola, mais $16. O retorno não foi magia; foi física.
Isto é personalização orientada pela geometria: alteras a forma para corresponder ao desenho.
Depois há a personalização orientada pelo material. Painéis polidos de aço inoxidável 304 estavam a sair da prensa com marcas de agarramento provenientes de matrizes fresadas a frio de 32 Rc. A taxa de rejeição estética atingiu 6% num painel de $28 — $168 por 100 peças, $840 em 500. Mudámos para insertos endurecidos e sem marcação a 50+ Rc. O custo das ferramentas foi $2.200. As rejeições caíram para 1%. Recuperas $700 em desperdício nas primeiras 500 e deixas de perder 2 horas de polimento — $64 — em cada lote.
Problemas diferentes. A mesma matemática. Se o comportamento do material ou o requisito de superfície está a causar mais de 3% de desperdício ou mais de 30 minutos de ajuste por execução, então a geometria da ferramenta deve mudar ou a margem sofre.
Mas mesmo quando a curvatura está certa, o que está a fazer a tua prensa enquanto trocas o aço?
| Categoria | Personalização Orientada pela Geometria | Personalização Orientada pelo Material |
|---|---|---|
| Ideia Central | Alterar a forma da ferramenta para corresponder ao desenho | Alterar o material da ferramenta para corresponder ao comportamento do material ou ao requisito de superfície |
| Exemplo de Problema | Suportes de alta resistência de 980 MPa a rachar com raio de punção de 0,125″ | Painéis polidos de aço inoxidável 304 com marcas de agarramento de matrizes de 32 Rc |
| Ferramentas Iniciais | Ferramenta de catálogo padrão (barata) | Matrizes fresadas a frio de 32 Rc |
| Resultado de Falha | 4% de desperdício após 12 peças; fissuras finas na linha de dobra | 6% de taxa de rejeição estética |
| Impacto no Custo (500 peças) | ~$440 perda projetada por refugo | $840 perda por refugo |
| Solução | Punção com raio de 0,250″ e ombro aliviado para controlar o contacto de fundo | Inserções endurecidas, que não marcam, a 50+ Rc |
| Custo da ferramenta | $1,800 | $2,200 |
| Refugo após a correção | Reduzido de 4% para menos de 1% | Reduzido de 6% para 1% |
| Poupança de material (500 peças) | 15 peças poupadas = $330 | $700 recuperado em refugo |
| Poupança de mão de obra | 30 minutos de afinação de retorno elástico poupados por execução (~$16) | 2 horas de polimento poupadas por lote (~$64) |
| Lógica de retorno | Correção geométrica baseada em física | Compatibilidade de material e proteção de superfície |
| Regra de decisão | Se o refugo >3% ou a afinação >30 min/execução, alterar a geometria | Se as perdas >3% ou o ajuste >30 min/ciclo, alterar o material da ferramenta |
Cronometrei um trabalho no mês passado. Três trocas de ferramenta. Cada troca: 12 minutos para retirar segmentos, limpar a base, posicionar novos, ajustar o alinhamento. São 36 minutos de tempo sem corte. Com uma taxa de máquina carregada de $85/hora, isso dá $51 por lote. Em quatro repetições por ano, $204 perdidos — 22% de uma margem de $900 — apenas em tempo de chave.
Ferramentas personalizadas consolidadas transformaram aquelas três configurações numa única preparação de 20 minutos. Adicionas 8 minutos no início, claro — $11. Mas eliminas 24 minutos por ciclo. Ao longo de quatro execuções, são 96 minutos recuperados — $136 de capacidade de máquina que podes vender. É meio dia por ano recuperado do “imposto” de desperdício da “flexibilidade”.”
Sim, ferramentas personalizadas são mais complexas. Sim, se o teu programador não conseguir lidar com dobras em etapas, vais pagar em tempo de depuração. Já vi perderem-se 45 minutos devido a má sequência — $24 de mão-de-obra — porque o programa offline não considerava folgas. Mas uma vez bloqueada, a configuração torna-se repetível. As ferramentas segmentadas padrão, uma vez cortadas e misturadas, perdem precisão de alinhamento e começam a desviar 0,030″ em 4 pés. Ferramentas de precisão mantêm 0,0004″ por pé. Isto não é conversa de brochura; é a diferença entre calçar e expedir.
Se (minutos de preparação eliminados por ano × taxa da máquina) − tempo adicional de programação ≥ custo anualizado da ferramenta, então a “flexibilidade” segmentada é apenas ineficiência alugada.
E o que acontece depois das primeiras 20 peças, quando a inspeção começa a observar mais de perto?
Num painel de 4 pés, a ferramenta segmentada em plano frio estava a desviar cerca de 0.0015″ por pé assim que misturámos comprimentos. Isso é aproximadamente 0.006″ na totalidade. Não parece muito até à montagem precisar de ±0.010″ no total. Estávamos a gastar 1 hora por execução de 500 peças em triagem de inspeção — $32 — e outra hora em ajustar e re-dobrar — mais $32. $64 por lote porque o empilhamento de ferramentas não mantinha alinhamento.
Mudámos para um conjunto de ferramentas de comprimento integral e retificadas com precisão. A repetibilidade apertou para cerca de 0.0004″ por pé. O tempo de triagem caiu para 15 minutos — $8. A re-dobra praticamente desapareceu. Chama-lhe $50 poupados por 500 peças. Não é um valor de destaque. Mas junta isso aos $300 da conformação numa só operação e $136 da redução de preparação, e estás acima de $486 no mesmo lote.
A consistência também reduz a dependência do operador. Quando o processo é estável, o teu operador A e o teu operador B produzem peças boas. Se o desvio do ângulo exigir correção manual em 8% das peças, a 60 segundos cada, isso dá 6,7 horas de mão-de-obra por 500 — $214. Bloqueia a geometria no aço, reduz a correção para 2%, e recuperas $160. Mas a matemática não se importa com sentimentos — importa-se com minutos × taxa × peças.
Aqui está a regra da oficina que marco a vermelho em cada orçamento: Se (minutos de retrabalho + minutos de inspeção + custo de perdas) por peça × 500 ≥ 25% do preço da ferramenta personalizada, então já estás a financiar a ferramenta — só que através do desperdício em vez do aço.
Então quando é que um trabalho ultrapassa o limite? Quando as operações que podes eliminar em 500 peças somam mais do que o cheque que escreverias pela ferramenta. O próximo passo é colocar ambas as colunas lado a lado e deixar os números discutirem entre si.
Tive um invólucro de 500 peças na minha secretária no último trimestre. Ferramentas segmentadas padrão exigiam dois impactos e uma passagem rápida de acabamento. O retoque secundário custou-nos $10 por peça, simples e direto. Um punção personalizado de uma só operação foi cotado a $5.000. A questão não era “500 é alto volume?” A questão era: quando é que $5.000 deixa de ser assustador e começa a ser barato?
Elimina uma operação de $10 em 500 peças e apagas exatamente $5.000. À peça 501, estás $10 à frente. Esse é o ponto de viragem — não 5.000 peças, não “volume automóvel”. Quinhentas. Mas a matemática não se importa com sentimentos.
Então vamos colocar as duas colunas lado a lado e ver onde começa realmente a sangria.
Pegue num cenário hipotético realista. Prensa manual ou CNC básica, com custo carregado de $70/hora. Ciclo de cinco minutos usando matrizes segmentadas padrão. Isso é ($5 min / 60) × $70 = $5.83 por peça em máquina e mão-de-obra. Adiciona $0.20 de acabamento e ficas com $6.03 por peça antes de perdas. Em 500 peças, são $3,015 em processamento direto.
Agora adiciona o que ninguém coloca em negrito na cotação: um impacto extra com 45 segundos de manuseamento e reposicionamento. Isso dá 0.75 minutos × $70/hora = $0.88 por peça. Mais $440 em 500 peças. O teu total real é $3,455 — e ainda nem tocámos em perdas ou inspeção.
Versão da ferramenta personalizada: o ciclo de uma batida cai para 4 minutos. ($4 / 60) × $70 = $4,67 por peça. Sem rebarba. Sem manuseamento extra. Em 500 peças, são $2.335 em processamento mais $5.000 de custo da ferramenta = $7.335 no total da primeira produção.
O padrão parece mais barato à primeira vista: $3.455 vs. $7.335. Isso porque ainda não consideraste as repetições, a diferença de desperdício, ou a operação secundária que estamos prestes a eliminar. Se só comparares o processamento do primeiro lote, o padrão vence até cerca de 1.000 peças num travão manual. Se parares os cálculos aí, estás a alugar ineficiência.
Se (custo por peça padrão − custo por peça personalizado) × volume ≥ custo da ferramenta, então o aço personalizado é um aço mais barato.
Mas e se a única coisa que eliminas for uma operação secundária?
Vamos isolar isso. Digamos que o processo padrão requer o achatamento de uma aba de soldadura pós-dobra numa prensa ou lixadora de cinta. São 6 minutos a $50/hora de mão de obra combinada. Isso dá $5 por peça. Em 500 peças, $2.500 eliminados.
Ou usa o exemplo mais simples: $10 por peça de operação secundária — soldadura, rebarbamento, instalação de ferragens. Em 500 peças, $5.000. Isso corresponde a uma ferramenta personalizada de $5.000, dólar por dólar. O ponto de equilíbrio é exatamente 500 peças. Produz 750 peças ao longo do ano e geras $2.500 de margem recuperada — 50% de retorno sobre essa ferramenta no primeiro ano.
O preço da peça cai de (base $6,03 + $10 secundário) = $16,03 para cerca de $4,67 de processamento ao compactares o ciclo. Isso é uma variação de $11,36 por peça, ou $5.680 em 500 peças. Mesmo após absorver a ferramenta de $5.000, ficas com $680 positivos no primeiro lote.
É aqui que o pessoal diz: “Sim, mas e o desperdício?” Ótimo. Vamos falar sobre o imposto do caixote de sucata.
Se o custo da operação secundária × volume ≥ preço da ferramenta, então 500 peças não é baixo volume — é o ponto de viragem.
Usa uma chapa de $25. A ferramenta segmentada padrão produz 4% de sucata cosmética ou de ângulo. São 20 peças defeituosas em 500. 20 × $25 = $500 só em material. Adiciona 4 minutos por refabrico a $70/hora — mais $93. Impacto total do desperdício: cerca de $593 por 500, ou $1,19 por peça enviada.
Reduz o desperdício para 1% com geometria controlada. Agora perdes 5 peças, $125 em material mais $23 em tempo de nova dobra. Chama-lhe $148 no total. Diferença entre processos: $445 por 500 peças.
Esses $445 são 8,9% de uma ferramenta de $5.000. Adiciona-lhe uma operação secundária eliminada de $5 por peça ($2.500) e já justificaste 59% do custo da ferramenta antes mesmo de falarmos em preparação.
Eis o cálculo limpo do ponto de equilíbrio: Diferença de desperdício % × custo do material × volume = fatia de justificação da ferramenta.
Se a melhoria no desperdício ≥ (custo da ferramenta ÷ (custo do material × volume)), então a ferramenta padrão é uma responsabilidade. Com uma ferramenta de $5.000, chapas de $25 e 500 peças, a diferença de desperdício de equilíbrio é 40%. Parece elevado — até lembrares que estamos a agrupar desperdício com mão de obra e preparação, não a depender apenas do desperdício.
O desperdício por si só raramente paga a ferramenta. O desperdício mais uma operação eliminada normalmente paga.
Então o que acontece quando esta peça não é um trabalho único?
A maioria das oficinas vê 500 peças e pensa “lote curto.” Eu vejo 500 este trimestre, 500 no próximo ano e três peças-irmãs usando o mesmo perfil de dobra. Agora essa ferramenta de $5.000 já não está associada a uma única encomenda — está distribuída por 1.500 peças ao longo de dois anos.
Com 1.500 peças, a amortização da ferramenta é de $3,33 por peça. Se estiveres a poupar $5 por peça em trabalho secundário eliminado e $0,89 em manuseamento, isso significa $5,89 recuperados por peça. Ganho líquido: $2,56 por peça × 1.500 = $3.840 positivos depois de pagar a ferramenta. Isso é um retorno de 76% ao longo da vida útil da ferramenta, e ainda nem considerámos a inflação da mão de obra.
E é aqui que os céticos da automatização se enganam. Um travão CNC de $95.000 só se paga se o volume for suficientemente alto para o alimentar. Mas um punção personalizado de $5.000 que elimina $5 por peça paga-se com 500 peças, mesmo num travão NC de $35.000. A classe da máquina altera a inclinação, não a matemática.
Se a inflação da mão de obra % > inflação do custo de ferramentas %, então o teu limiar de volume tem de descer ou a tua margem esvai-se.
Quinhentas peças não são magia. É apenas o ponto onde um hábito eliminado de $10 equivale a uma peça de aço de $5.000. Faz 501, e estás a ganhar dinheiro. Corre de novo no próximo ano, e a chave continua apertada nessa linha hidráulica que estava a vazar.
Mas eis a questão de limite que os céticos estão prestes a levantar: quando é que esta matemática deixa de funcionar?
É aqui que a matemática para 500 peças falha: quando a peça que estás a justificar hoje tem uma probabilidade de 30% de mudar antes de enviares a última unidade. Se gastares $5.000 em aço personalizado e a engenharia demorar 6–10 semanas a um custo, digamos, de $85/hora durante 40 horas ($3.400) antes do primeiro corte, estás comprometido em $8.400. Se o comprimento da flange muda 0,125″ no próximo trimestre e a ferramenta se torna num peso morto, isso é uma perda de 100% — não um ganho de margem de 12%.
A ferramentaria personalizada interrompe uma perda de margem de 10%. Mas também pode criar uma hemorragia de capital de 15% se estiveres a adivinhar em vez de travares a geometria.
Isto não tem a ver com medo. Tem a ver com exposição.
Se a probabilidade de mudança de design × (custo da ferramenta + custo de engenharia) ≥ poupança por operação eliminada, então a ferramentaria padrão vence — não interessa quão bonito parece o tempo de ciclo.
Os protótipos mentem.
Mostram-te uma dobra de um só golpe em 4 minutos e escondem a probabilidade de 25% de o cliente alargar a aba ou adicionar um ressalto após os testes de campo. Agora, o teu punção de $5.000 em série não encaixa, e o caminho de retrabalho é mais 6–10 semanas, além de mais $3.000–$4.000 em tempo de design. Num trabalho de 500 peças com uma poupança projetada de $11,36 por peça ($5.680 no total), uma redefinição de geometria elimina 148% do teu ganho esperado.
A ferramentaria segmentada padrão parece mais lenta a $6,03 por peça mais uma operação secundária de $10. Mas quando o desenho muda, basta deslizares segmentos, ajustares o batente traseiro e continuares a expedir. Sem aço afundado. Sem pânico no calendário. Pagas em tempo de ciclo, não em capital.
Se a volatilidade da geometria > 20% antes de 500 unidades serem enviadas, então a ferramentaria personalizada não é uma estratégia — é especulação.
O fluxo de caixa odeia semanas mortas.
A ferramentaria personalizada não custa apenas $5.000 — custa tempo. Seis a dez semanas em que o teu trabalho fica em suspenso, enquanto a ferramentaria padrão poderia ter começado amanhã. Se esse atraso empurra $150.000 de montagens a jusante e tens um custo fixo mensal de 1,5% sobre esse WIP, isso são $2.250 por mês em custos de manutenção. Dois meses à espera de aço acabaram de queimar $4.500 — quase o preço total da ferramenta.
E o que acontece se o cliente quiser os primeiros artigos em três semanas? Ou aceleras a produção da ferramenta com um prémio de 20% ($1.000 extra numa ferramenta de $5.000) ou voltas a recorrer à padrão e suportas a ineficiência de configuração que estavas a tentar evitar.
A ferramentaria personalizada poupa $5 por peça em 500 peças. Mas se a penalização de cronograma for de $4.500 antes de sequer iniciares o ciclo, o teu ponto de equilíbrio dobra para 900–1.000 peças.
Se o custo de atraso no tempo de entrega ≥ poupanças da primeira execução, então a velocidade supera a elegância.
As ferramentas padrão também se partem. A diferença está na profundidade do inventário.
Parte uma matriz em V padrão de 1″ e retiras outra da prateleira. Talvez percas 2 horas a $70/hora — $140. Racha um punção seccional personalizado com um prazo de substituição de 4 semanas e a tua execução de 500 peças fica parada. Se o teu travão gera uma margem de contribuição de $120/hora e fica inativo durante 40 horas numa semana, isso são $4.800 em custo de oportunidade — antes de considerar transporte urgente e taxas de refabrico.
Agora a tua ferramenta de $5.000 carrega um prémio de seguro não declarado.
Podes proteger-te encomendando uma duplicata. Parabéns — o teu custo de ferramentas acaba de duplicar para $10.000, e a tua matemática de 500 peças evapora-se.
Se o risco de falha de ferramenta de ponto único × custo de tempo de inatividade > poupanças duplicadas de operação secundária, então as ferramentas padrão são a opção de lucro mais segura.
Esta dói.
Já vi oficinas gastar $7.000 numa ferramenta de forma complexa para “corrigir” uma taxa de sucata de 6% que era, na realidade, uma configuração de arqueamento mal feita e espessura de material inconsistente. A sucata estava a custar $593 por 500 peças. Gastaram 1,180% do problema a tentar resolver com engenharia em vez de formação.
Ferramentas personalizadas apertam a linha hidráulica. Mas se os teus operadores não conseguem manter o ângulo dentro de ±0,5° em trabalho padrão, essa instabilidade vai aparecer noutro lugar — cantos rachados, golpes de sobretonelagem, desgaste prematuro da ferramenta. Não se corrige uma lacuna de formação de $1.000 com $5.000 em aço e chamar-lhe inteligente.
As ferramentas padrão impõem disciplina. Expõem a deriva de processo a $1,19 por peça em sucata em vez de a esconder dentro de capital amortizado.
Se o custo da instabilidade do processo < prémio da ferramenta personalizada, então corrige o processo — não a ferramenta.
Ferramentas personalizadas para 500 peças é matemática, não magia. Funciona quando a geometria é estável, os cronogramas são previsíveis, os fornecedores são fiáveis, e os operadores já conseguem produzir peças limpas. Falha em qualquer um desses pontos, e a “chave numa linha com fuga” torna-se um palpite muito caro.
Portanto, a verdadeira questão não é “Podem 500 peças justificar personalização?”
É esta: o teu negócio consegue tolerar estar errado em $8.000 se as premissas mudarem?
Queres um gatilho objetivo em 500 peças? Para de discutir sobre peças. Começa a discutir sobre os euros que já estás a perder.
Num invólucro de 500 peças, poupámos 27 segundos por peça com uma ferramenta faseada. Isso parece jactância de engenharia. Mas 27 segundos × 500 peças = 13.500 segundos, ou 3,75 horas de travão. A uma taxa real de oficina de $85/hora com encargos, isso são $318,75 no travão. Ninguém assina uma encomenda de $7.500 para poupar $318,75. Isso é 4.2% do custo da ferramenta. É ruído.
Mas a matemática não se importa com sentimentos.
Esses mesmos “27 segundos” eliminaram 500 transferências manuais, 500 re-fixações e 500 oportunidades para um golpe de sucata de $42 em aço inoxidável de calibre 14. A sucata caiu de 4% para 1%. Em 500 peças a $42 de valor de material, isso são 15 peças poupadas, ou $630. Agora estamos em $948,75. Ainda não é $7.500. Então porque é que isto alguma vez funciona?
Porque o tempo de ciclo é apenas o vazamento visível. O verdadeiro dinheiro está a jusante.
Se os segundos que eliminares apenas afetarem o tempo de máquina, então a ferramenta personalizada é um luxo. Se esses segundos reduzirem refugo, manuseamento e inspeção, então estás a recuperar margem.
A liderança vê uma ferramenta de $7.500. Não vê o vazamento hidráulico de 2% em cada ciclo.
A ferramenta padrão parece “paga.” Mas se obrigar a uma soldadura secundária de $10 em 500 peças, isso é $5.000 por ano num único trabalho. Adiciona $144 em mão de obra de limpeza, como já vimos antes, mais $630 de diferença de refugo, e agora estás a enfrentar $5.774 em ineficiência anual. Isso é 77% do preço da ferramenta personalizada no primeiro ano.
O erro é tratar a ferramenta como capital e a ineficiência como ruído operacional. Uma aprova-se uma vez. A outra renova-se em cada trabalho.
Por isso, pergunta diretamente: ao longo de 12 meses, estamos a comprar $7.500 de aço, ou a pagar $5.774 por ano em “imposto” de caixote de refugo? Se o trabalho se repetir duas vezes, isso são $11.548 perdidos. Agora a ferramenta “cara” é 35% mais barata do que manter a flexibilidade.
Se o custo anual da ineficiência × anos previstos ≥ custo da ferramenta + custo de engenharia, então a versão personalizada vence — mesmo com 500 peças.
Os executivos adoram percentagens de tempo de funcionamento. “A utilização da prensa passou de 68% para 74%.” Isso soa como uma vitória que talvez valha $2.000 em contribuição. É abstrato.
Diz-lhes que eliminaste 500 pontos de soldadura a $6 cada totalmente onerado — isso são $3.000. Adiciona 6 horas de rebarbamento de solda a $38/hora — $228. Adiciona 3 horas de re-verificação de QC a $45/hora — $135. São $3.363 removidos da exposição da folha de pagamento numa produção de 500 peças.
Agora compara isso com o tempo de prensa: 3,75 horas poupadas a $85/hora é $318,75. O tempo de máquina é 9% da história financeira. O resto é mão de obra que nunca agendas.
É aqui que as oficinas perdem credibilidade: apresentam “dobra mais rápida” em vez de “eliminação de pessoal de soldadura”. A liderança corta linhas de mão de obra antes de celebrar velocidade de máquina.
Se os euros eliminados de mão de obra a jusante > poupança pura de horas de prensa, então lidera com eliminação de mão de obra — não com tempo de funcionamento.
Não entres a pedir $7.500.
Entra a mostrar que um trabalho de 500 peças atualmente carrega $11,36 de custo oculto por peça entre refugo, soldadura, manuseamento e inspeção. Isso é $5.680 por ciclo. Se a ferramenta eliminar $8 por peça desse total, recuperas $4.000 nas primeiras 500 peças e os restantes $1.680 na segunda execução. Depois disso, cada execução é 100% de recuperação de margem.
Agora a conversa muda de “Podemos pagar isto?” para “Porque é que estamos a escolher continuar a perder 8% neste SKU?”
E esta é a parte não óbvia: o gatilho de 500 peças não tem a ver com volume. Tem a ver com concentração de desperdício. Uma peça descuidada com 12% de custo secundário embutido justifica aço personalizado mais rapidamente do que uma peça limpa de 2.000 unidades com controlo de processo apertado. O volume é barulhento. A densidade do desperdício é decisiva.
Assim, a estrutura é simples e resulta bem numa sala de reuniões:
Se (Custo eliminado por peça × volume anual × fator de estabilidade) ≥ exposição total da ferramenta, então aprove a ferramenta. Caso contrário, está a especular.
Não está a promover velocidade. Está a apertar uma linha com fugas que está a descarregar 6%–12% de margem a cada ciclo.
Se a inflação da mão de obra % > inflação do custo de ferramentas %, então o teu limiar de volume tem de descer ou a tua margem esvai-se.


















