

Uma chapa de 5×10 de aço inoxidável de 10 calibres não parece “pesada” até ser você a segurar a extremidade enquanto 120 toneladas de força do martelo descem.
Já vi homens adultos inclinarem o peso do corpo sobre uma chapa que pende a meio ciclo, as botas a deslizar no betão, tentando manter a linha de dobra alinhada enquanto a prensa continua a mover-se como se não se importasse. A peça sai com uma torção subtil. Todos culpam o tempo. Ou a falta de experiência.
Mas e se a máquina e o apoio estivessem a lutar uma contra a outra desde o início?
Um painel de aço macio de 3 metros, 6 mm de espessura, apoiado em dois braços fixos parece estável em repouso. Inicie o ciclo, e a gravidade assume o controlo antes mesmo de o martelo tocar. A extremidade livre desce alguns milímetros. O operador compensa levantando. A prensa continua a descer à velocidade programada.
Agora há três forças em jogo: a gravidade a puxar para baixo, o operador a empurrar para cima, e o martelo a mover-se através do eixo neutro da dobra.
Isso não é dobrar. É um cabo de guerra.
Contentor de Refugos: Uma vez deitei fora doze painéis de alumínio de 8 pés num único turno porque todos tinham uma variação de 1,5 graus ao longo da flange. Mesmo programa. Mesmo conjunto de ferramentas. A única variável eram dois operadores a tentar “ajudar” um apoio fixo a acompanhar um ciclo de 90 toneladas. Pagámos por essas chapas duas vezes — uma pelo material, outra pelo trabalho de retrabalho.
O imposto não é óbvio na primeira peça. Manifesta-se na fadiga, nos microajustes e naquele desvio de tolerância crescente que não se consegue explicar bem.
Então, será que a chapa está mesmo a deformar-se — ou o operador está apenas a perder a corrida contra a máquina?
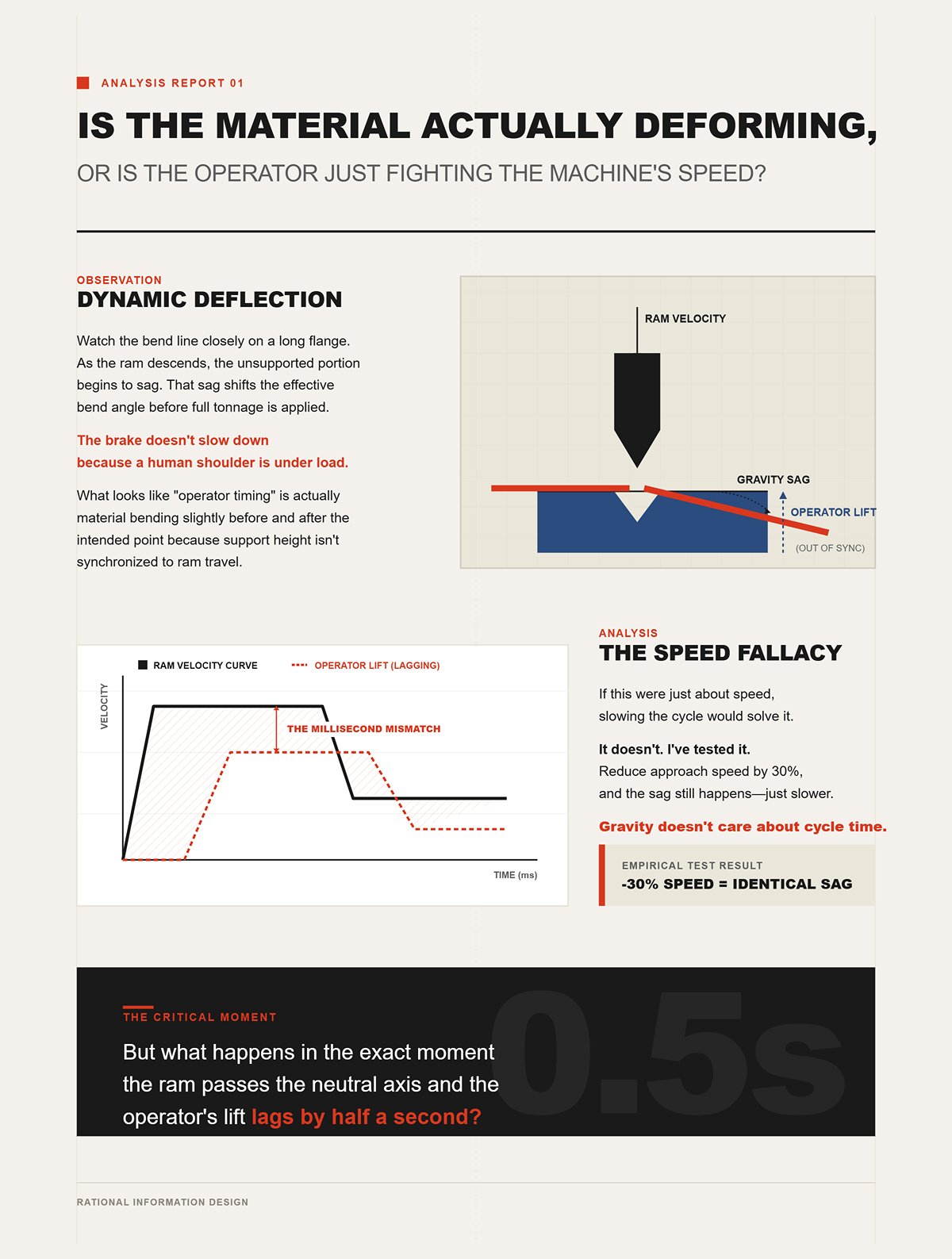
Observe atentamente a linha de dobra numa flange longa. À medida que o martelo desce, a parte não suportada começa a inclinar-se. Essa inclinação altera o ângulo de dobra efetivo antes de ser aplicada a força total. O operador levanta para contrariar, mas não consegue acompanhar a curva de velocidade do martelo milissegundo a milissegundo.
A prensa não abranda porque o ombro de um humano está sob carga.
O que parece “tempo do operador” é, na verdade, deflexão dinâmica — o material a dobrar-se ligeiramente antes e depois do ponto pretendido porque a altura do apoio não está sincronizada com o movimento do martelo.
Se fosse apenas uma questão de velocidade, abrandar o ciclo resolveria. Não resolve. Eu testei. Reduza a velocidade de aproximação em 30%, e a inclinação continua a acontecer — apenas mais devagar. A gravidade não se importa com o tempo de ciclo.
É aqui que a maioria das oficinas deixa de pensar. Chamam-lhe um problema de formação.
Mas o que acontece no momento exato em que o martelo passa o eixo neutro e o levantamento do operador atrasa meio segundo?
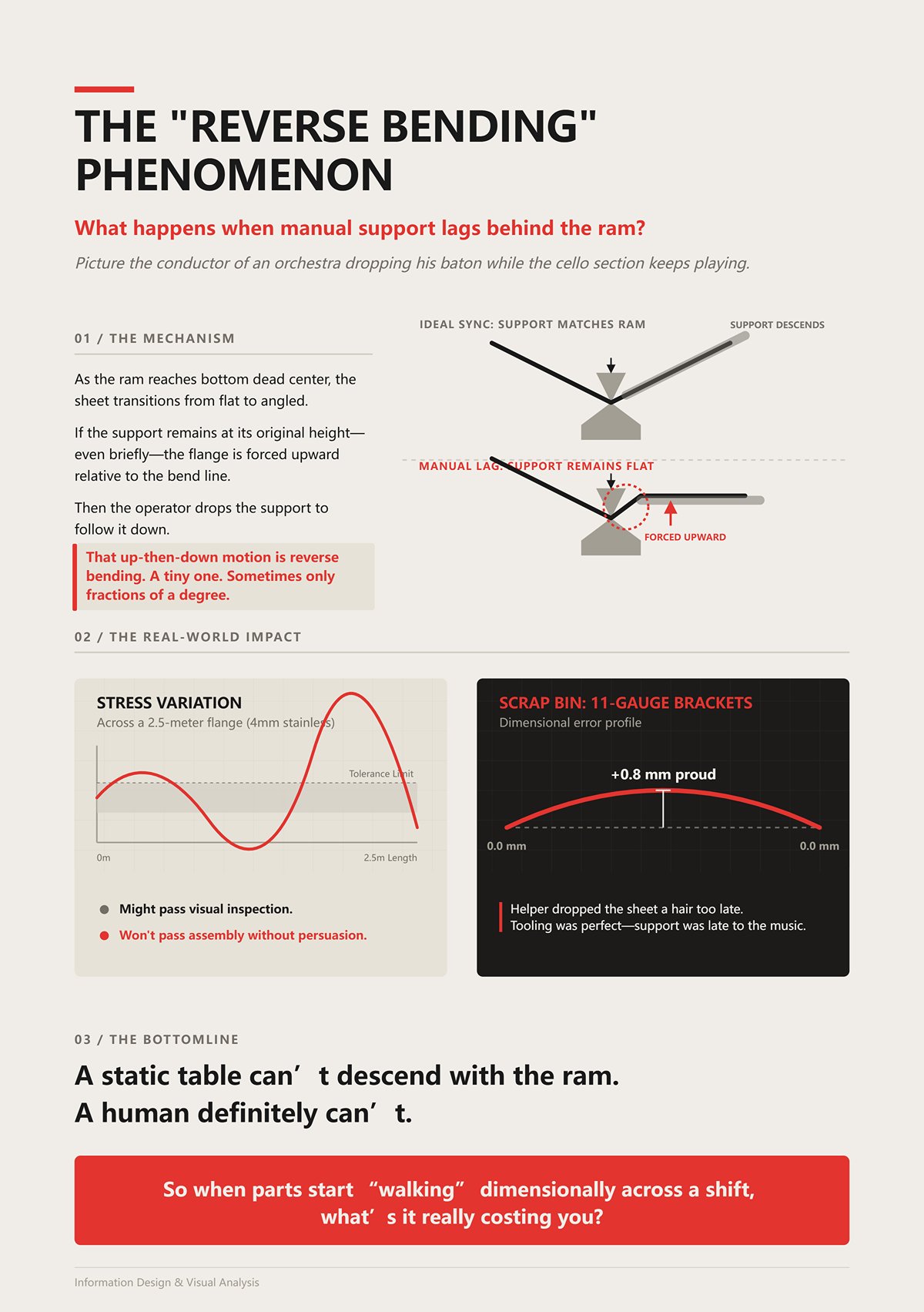
Imagine o maestro de uma orquestra a deixar cair a batuta enquanto a secção dos violoncelos continua a tocar. Isso é atraso de apoio manual.
À medida que o cilindro atinge o ponto morto inferior, a chapa passa de plana a inclinada. Se o suporte permanecer à sua altura original — mesmo que brevemente — a aba é forçada para cima em relação à linha de dobra. Depois o operador baixa o suporte para acompanhá-la.
Esse movimento de subir e depois descer é a dobra reversa. Uma minúscula. Às vezes apenas frações de grau.
Faça isso ao longo de uma aba de 2,5 metros em aço inox de 4 mm e introduz-se uma variação de tensão ao longo do comprimento. Pode passar na inspeção visual. Não passará na montagem sem persuasão.
Contentor de Refugos: Já vi suportes em aço carbono de 11-gauge que mediam perfeitos nas extremidades e estavam 0,8 mm salientes no centro porque o ajudante baixou a chapa um instante demasiado tarde. Cortámo-los com maçarico e começámos de novo. Não porque a ferramenta estivesse errada — mas porque o suporte chegou tarde à música.
Uma mesa estática não consegue descer com o cilindro. Um humano definitivamente não consegue.
Então, quando as peças começam a “andar” dimensionalmente ao longo de um turno, quanto é que isso lhe está realmente a custar?
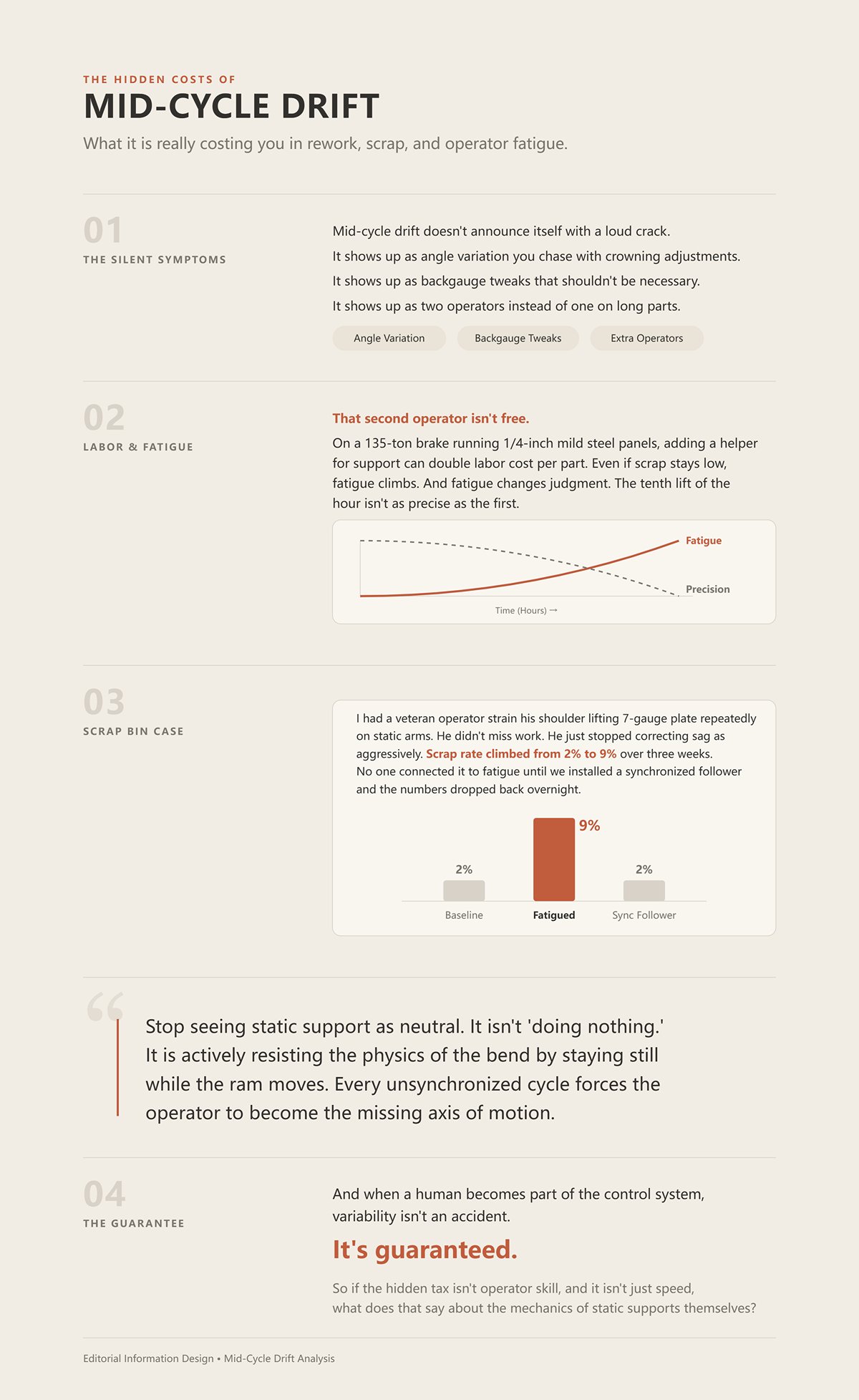
A deriva em meio de ciclo não se anuncia com um estalo alto. Manifesta-se como variação de ângulo que tenta compensar com ajustes de coroamento. Manifesta-se como afinações do batente traseiro que não deveriam ser necessárias. Manifesta-se como dois operadores em vez de um em peças longas.
Esse segundo operador não é gratuito.
Numa prensa de 135 toneladas a dobrar painéis de aço macio de 1/4 de polegada, adicionar um ajudante para suporte pode duplicar o custo de mão de obra por peça. Mesmo que o refugo se mantenha baixo, a fadiga aumenta. E a fadiga altera o discernimento. O décimo levantamento da hora não é tão preciso como o primeiro.
Contentor de Refugos: Tive um operador veterano que sofreu uma distensão no ombro ao levantar repetidamente chapa de 7-gauge em braços estáticos. Não faltou ao trabalho. Simplesmente deixou de corrigir a cedência com tanta determinação. A taxa de refugo subiu de 2% para 9% ao longo de três semanas. Ninguém associou isso à fadiga até instalarmos um seguidor sincronizado e os números baixarem novamente da noite para o dia.
Eis a mudança de perspetiva cognitiva que quero que faça:
Pare de ver o suporte estático como neutro.
Ele não está a “não fazer nada.” Está ativamente a resistir à física da dobra ao permanecer imóvel enquanto o cilindro se move. Cada ciclo não sincronizado obriga o operador a tornar-se o eixo de movimento em falta.
E quando um humano se torna parte do sistema de controlo, a variabilidade não é um acidente.
É garantida.
Portanto, se o imposto oculto não é a perícia do operador, e não é apenas a velocidade, o que é que isso diz sobre a mecânica dos suportes estáticos em si?
Numa prensa hidráulica de 135 toneladas a dobrar uma chapa de 3 metros em aço inox de 4 mm, observe os primeiros 50 milímetros de deslocamento do cilindro. O punção ainda não está totalmente engatado. A chapa permanece maioritariamente plana. Os braços frontais estáticos estão fixos a uma altura. A gravidade já está a puxar a extremidade livre para baixo.
As mãos do operador levantam-se antes de o tonelagem subir.
Esse é o defeito de conceção à vista desarmada: um apoio estático tem um grau de liberdade — para cima ou para baixo, quando o ajusta manualmente. O êmbolo tem uma curva de velocidade programada, feedback de posição e repetibilidade medida em centésimos de milímetro. Assim que o ciclo começa, apenas um deles se move com intenção.
A peça sai com uma torção subtil.
Caixote de Sucata: Fiz um trabalho em aço carbono calibre 10 — flanges de 2,4 metros — com braços fixos há anos. Abrandámos a aproximação, reduzimos a rampa de tonelagem, até ajustámos o arqueamento. As primeiras cinco peças estavam perfeitas. À peça número quinze, o ângulo estava a desviar-se 0,6 graus acima numa extremidade. Nada mudou no programa. O que mudou foi o quão agressivamente o operador levantava à medida que a fadiga se instalava. O “sistema de apoio” era uma coluna vertebral humana.
Um braço estático não só falha em ajudar; obriga o operador a fechar um circuito de controlo que a CNC pensa já possuir. Passa a haver dois controladores a agir sobre a mesma chapa: o travão a empurrar a linha de dobra para baixo e o operador a levantar a extremidade livre. Não estão sincronizados, e nunca estarão.
Mas e se a máquina e o apoio estivessem a lutar uma contra a outra desde o início?
Quando o travão acelera no meio do curso, o centro de gravidade da chapa altera-se à medida que a aba começa a formar-se. A carga sobre o apoio muda dinamicamente. Um braço estático não pode antecipar essa alteração. Um seguidor ativo, mesmo uma unidade pneumática básica com capacidade para 380 kg, é concebido para subir e descer em conjunto com a posição do êmbolo. Não elimina a dobra contrária. Reduz o palpite humano que a provoca.
Se um sistema é controlado por posição e o outro por força muscular, quem acha que ganha essa discussão a 20 mm por segundo?
Consideremos uma configuração comum: aço macio de 6 mm, abertura de matriz em V de 48 mm — exatamente naquela regra das 8 vezes a espessura que a maioria das oficinas segue. À medida que o punção desce para dentro do V, a chapa não roda em torno de uma linha imaginária no espaço. Roda em torno dos pontos de contacto nos ombros da matriz. Essa localização de pivô é determinada pela geometria da matriz.
Agora olhe para um apoio frontal estático típico. O braço pivota a partir de um suporte aparafusado à estrutura da máquina, frequentemente 300 a 600 mm à frente da linha da matriz. O seu arco de movimento — se é que existe — nada tem a ver com a geometria da abertura em V.
Esses dois arcos não são concêntricos. Nem sequer partilham o mesmo centro.
Caixote de Sucata: Dobramos chapa de alumínio antiderrapante de 1/4 de polegada sobre um comprimento de 2,5 metros usando uma matriz em V de 60 mm. Mesa estática ajustada à face no início. À medida que a aba se formava, a rotação natural da chapa queria seguir os ombros da matriz. A mesa, fixa no espaço, obrigava a aba a subir ligeiramente antes de descer. O resultado foi um arqueamento de 1,2 mm ao longo do comprimento da aba. Culpámos a memória do material. Era conflito de geometria.
Se o ponto de pivô efetivo do apoio não acompanha a linha de pivô da matriz, está a dobrar a chapa duas vezes — uma em torno da matriz, como pretendido, e outra contra o apoio, à medida que este resiste à rotação. Essa segunda dobra é pequena. Frações de grau. Ao longo de 3 metros, as frações tornam-se milímetros.
Seguidores ativos são concebidos para se deslocar verticalmente em coordenação com o curso do êmbolo, mantendo o contacto próximo da tangente variável da chapa à medida que esta roda sobre a matriz. Não alinham magicamente todas as variáveis de geometria — largura da matriz, largura da chapa, comprimento da aba — mas eliminam o arco fixo e conflituoso que os braços estáticos impõem.
Veredicto de Oficina: Se a geometria de pivô do seu apoio não se move com a geometria de pivô da matriz, está a criar tensão inversa em cada flange comprida.
Então, mesmo que a geometria explique o efeito de dupla dobra, o que acontece quando entra em cena o fator tempo?
Considere um travão mecânico a funcionar mais rápido no meio do curso do que na aproximação — comum em máquinas mais antigas acionadas por volante de inércia. O êmbolo pode percorrer os últimos 20 mm antes do ponto morto inferior em frações de segundo. Essa curva de velocidade é previsível. Repetível.
Um apoio estático não tem perfil de velocidade. Está imóvel até que um humano reaja.
Mas o que acontece no momento exato em que o martelo passa o eixo neutro e o levantamento do operador atrasa meio segundo?
É nesse meio segundo que a precisão CNC morre.
A chapa passa de deformação elástica para fluxo plástico em torno do eixo neutro — a camada dentro da espessura que nem estica nem comprime. Ao atravessar esse ponto, o ângulo do flange muda rapidamente. Se a altura de apoio não descer em sincronia, o flange é levantado em excesso por um momento. Quando o operador baixa as mãos, o material recupera de forma irregular ao longo do comprimento.
Caixote de Sucata: Numa quinadeira de 90 toneladas a dobrar chapa de calibre 7, tentámos compensar a deflexão pré‑levantando a extremidade livre acima do nível. “Funcionou” em flanges curtos. Em peças de 2,8 metros, o centro atingiu o eixo neutro milissegundos depois das extremidades devido a uma ligeira variação na espessura do material. A correção de apoio já estava dessincronizada. Tentámos corrigir uma inconsistência de 0,9 graus em 40 peças antes de admitir que o problema não era a tonelagem — era o atraso.
Pode-se abrandar a máquina. A gravidade continua a atuar. Pode-se treinar o operador. O tempo de reação continua a variar — normalmente entre 200 e 300 milissegundos para uma resposta visuo‑motora sob carga. A quinadeira é indiferente.
Um seguidor sincronizado — quer pneumático quer servo — liga o seu movimento vertical à posição do martelo, e não à perceção humana. Sim, continua a requerer configuração. Sim, o engate deve ser verificado com aquele indicador de contacto por LED que alguns sistemas utilizam. Presença não é o mesmo que contacto. Mas, uma vez engatado, a sua velocidade corresponde ao movimento comandado pela máquina.
Numa quinadeira CNC com capacidade de repetição do martelo de ±0,01 mm, confiar num braço estático com uma sincronização ±humana não é poupança. É sabotagem.
Veredito do Piso de Fábrica: Se o teu apoio não consegue igualar a posição e a velocidade do martelo, a precisão do teu CNC termina na linha da matriz — e tudo o que vai além disso torna-se mera especulação.
Há alguns meses cronometrei uma dobra de alumínio de 3/16 de polegada numa quinadeira CNC moderna. Desde a aproximação até ao fundo, os últimos 18 mm de curso do martelo demoraram 0,6 segundos. Nem lento, nem violento. Apenas suficientemente rápido para que, se o seguidor hesitar, a chapa o sinta de imediato.
Essa é a referência. Se um seguidor não conseguir acompanhar essa descida de 0,6 segundos sem ultrapassar ou atrasar, não é apoio — é interferência tardia.
Os braços estáticos já perderam esta batalha porque não se movem. Agora a verdadeira questão é mais subtil: quando o martelo acelera, desacelera e corrige em tempo real, que tipo de acionamento consegue manter o compasso sem criar os seus próprios problemas de sincronização?
Imagina o martelo como o maestro. O seguidor tem uma única tarefa — tocar em ritmo perfeito. Sistemas pneumáticos e servo afirmam ambos que conseguem. Apenas um o faz sem adivinhar.
Imagina uma chapa de inox de calibre 10 com 1,2 metros de largura, flanges curtos de 25 mm, matriz em V apertada. Baixo centro de gravidade. Rotação mínima. Nesse caso restrito, um braço fixo perfeitamente nivelado pode comportar-se corretamente.
Mas agora estende essa peça para 2,5 metros e empurra o flange para 120 mm. A massa da peça balança para fora à medida que a dobra se forma. A rotação acelera perto do eixo neutro. O apoio deve descer num arco controlado em relação ao contacto com a matriz. Um braço fixo não desce de todo.
Caixote de Sucata: Dobramos suportes de aço laminado a frio de calibre 11, 300 mm de largura. O braço estático funcionou bem nas primeiras 20 peças. Depois o trabalho mudou — mesma espessura, mas 1,8 metro de comprimento. À oitava peça, tínhamos uma torção de 1,4 mm no canto livre. Nada mudou na tonelagem ou na ferramenta. Apenas o comprimento. O braço não falhou por ser fraco. Falhou porque a geometria e o sincronismo escalaram enquanto ele permaneceu imóvel.
Um braço mecânico não é “automação simples”. É automação zero. Parte do princípio de que a velocidade de dobra, o peso da chapa e o comprimento do flange permanecem dentro de uma janela estreita. Trabalho de produção — especialmente em oficinas de grande variedade — raramente permanece nessa janela por muito tempo.
Veredito do Piso de Fábrica: Um apoio fixo pode sobreviver em peças curtas e repetitivas; não consegue proteger o material quando o comprimento, a velocidade e a rotação variam.
Agora adicionamos movimento. Um seguidor pneumático utiliza ar comprimido a empurrar um cilindro para elevar e baixar a mesa de apoio. Em teoria, basta ligar o sinal da válvula à posição do martelo e obtém-se sincronização.
Na prática, o ar comprime-se.
Isso é importante. Quando o êmbolo acelera a meio curso, a válvula de controlo abre para expelir o ar do cilindro e a mesa desce. Mas o ar no interior não se evacua instantaneamente. O diâmetro da mangueira, a taxa de fluxo do regulador e até as oscilações da pressão do ar da oficina — de 95 psi de manhã para 82 psi quando três lasers arrancam — alteram o tempo de resposta.
Não se nota uma demora dramática. Nota-se uma demora suave. Uma almofada de 0,1 segundos em que a mesa resiste antes de ceder.
Caixote de Sucata: Instalámos um seguidor pneumático com capacidade para 380 kg sob uma chapa de alumínio de 1/4 de polegada, com 3 metros de comprimento. A execução da manhã foi impecável. Após o almoço, o ciclo do compressor aumentou e a pressão da linha caiu 10 psi. O seguidor desceu um pouco mais devagar. Resultado: um excesso de dobra consistente de 0,6 graus no centro em comparação com as extremidades. Mesmo programa. Mesmo operador. Comportamento do ar diferente.
O ar comprimido é tolerante e mecanicamente simples. Menos eletrónica. Menor custo inicial. E, em oficinas sem serviço elétrico reforçado, evita o pico de corrente que alguns sistemas totalmente elétricos exigem. Mas o ar comprimido introduz uma variável viva — a estabilidade da pressão — que o seu êmbolo CNC não partilha.
Mas e se a máquina e o apoio estivessem em conflito desde o início? Com pneumáticos, podem estar de acordo no comando, mas em desacordo no tempo de resposta.
Veredito da Fábrica: Os seguidores pneumáticos são uma grande melhoria face aos braços estáticos, mas a sua velocidade é apenas tão estável quanto o fornecimento de ar.
Um seguidor servoacionado substitui o ar comprimido por um motor e um fuso de esferas ou transmissão por correia. O feedback de posição vem de um codificador. Quando o êmbolo se move 0,01 mm, o seguidor pode ser comandado para mover 0,01 mm. Sem elasticidade. Sem decaimento de pressão.
Num travão de 90 toneladas a dobrar aço macio de 5 mm sobre uma matriz em V de 40 mm, perfilámos a curva de velocidade do êmbolo — aproximação lenta, aceleração rápida a meio curso, desaceleração controlada até ao fundo. O seguidor servo replicou essa curva dentro da tolerância mensurável do codificador. A variação do ângulo da peça em 30 amostras manteve-se dentro de 0,2 graus de ponta a ponta.
Esse tipo de repetibilidade é importante quando a planicidade da aba afeta a soldadura posterior ou quando se dobra aço inoxidável pré-acabado de 14 gauge que não pode ser “ajustado” depois.
Agora o lado do custo. Os sistemas servo exigem energia mais limpa e resolução de avarias mais especializada. Já vi travões servo-hidráulicos híbridos ficarem parados por falhas de acionamento proprietárias com reparações de 8.500 dólares. Quando a eletrónica falha, não se dá uma pancada com a chave inglesa e continua a trabalhar.
Então, quando é que se justifica?
Quando os custos de sucata excedem o risco de reparação. Quando as peças são suficientemente longas para que um erro de 0,5 graus se traduza numa curvatura visível. Quando o material é caro — digamos, alumínio 5052 de 3/16 de polegada aos preços atuais — e a retrabalhar não é opção.
Veredito da Fábrica: Se a acumulação de tolerâncias ou o custo do material penalizam até pequenos erros de sincronização, a repetibilidade do servo paga-se sozinha em sucata evitada.
Uma chapa de 3 metros de aço macio de 6 mm pesa aproximadamente 140 kg. Ao adicionar carga dinâmica enquanto roda, ultrapassa momentaneamente o peso estático. Muitos seguidores pneumáticos anunciam uma capacidade de 300 a 400 kg. No papel, parece confortável.
Mas a capacidade nominal presume pressão ideal e carga vertical. Durante uma dobra, o centro de gravidade da chapa desloca-se para fora, criando alavanca. O cilindro não está apenas a levantar peso — está a resistir a torque.
À medida que o êmbolo se aproxima do ponto morto inferior, a carga muda rapidamente. Se o cilindro estiver perto do seu limite superior de força, o ar comprime-se ligeiramente antes de reagir. Essa microcompressão manifesta-se como afundamento do seguidor.
Caixote de Sucata: Dobramos chapa de 8 mm, 2,4 metros de comprimento, num seguidor com capacidade para 400 kg. A matemática estática dizia que estávamos seguros. Em movimento, a mesa afundou 3 mm a meio da dobra. O ângulo da aba no centro fechou 0,8 graus mais do que nas extremidades. O cilindro não estava subdimensionado segundo o catálogo — estava subdimensionado para a realidade dinâmica.
Os sistemas servo, por outro lado, mantêm a posição através do torque do motor e da transmissão mecânica, não de ar comprimido preso. Não perdem altura devido a flutuações de pressão. Mas irão consumir corrente instantânea mais alta sob cargas pesadas, e oficinas antigas com serviço elétrico limitado sentem esse pico.
Portanto, a armadilha não é apenas a capacidade de elevação. É o controlo dinâmico sob carga variável.
Veredito da Oficina: Se as tuas peças são longas, espessas ou com muito binário, uma classificação pneumática no papel pode não equivaler a um suporte estável em movimento.
A questão da motorização não é sobre luxo. É sobre ritmo. Um seguidor que não acompanha a curva de velocidade do martelo—especialmente aquela descida de 0,6 segundos em alumínio de 3/16 de polegada—não resolve o problema de sincronização. Ele reformula-o.
E quando começas a trocar de materiais—alumínio macio, inox elástico, aço de alta resistência—a própria chapa começa a expor todas as fraquezas dessa escolha de acionamento.
Uma chapa de 3 metros de alumínio 5052, espessura 20‑gauge, pesa menos de 18 kg. Uma chapa de 3 metros de aço A36 de 1/4 de polegada ultrapassa os 180 kg. Coloca ambas na mesma prensa de dobragem com o mesmo seguidor e tenta dizer-me que a física é idêntica.
Nem sequer estão na mesma discussão.
O alumínio deforma cedo e recupera de forma modesta. O inox resiste, armazena energia e volta com mais força. O aço de alta resistência aguenta até ao último milímetro de curso e depois liberta o binário na ferramenta como uma mola comprimida. O seguidor não está apenas a sustentar peso; está a reagir a como a chapa roda, acelera e descarrega durante a dobra.
Quando o acionamento atrasa, o material macio disfarça. Quando hesita sob o retorno elástico, o aço de alta resistência expõe. E quando o seguidor é sobredimensionado mas lento, a chapa fina transforma-o num mecanismo de lançamento.
É aqui que a maioria das oficinas se engana. Dimensionam os seguidores para quilogramas e esquecem-se do comportamento.
Mas o que acontece quando o próprio material se torna o amplificador?
Imagina aço inox 304 de 22‑gauge, 2,5 metros de comprimento, dobrado numa aba de 40 mm. A chapa mal pesa 12 kg, mas a sua relação rigidez/massa é alta. À medida que o martelo desce, o eixo neutro desloca-se para o raio interno, a perna livre começa a rodar, e a inércia assume o controlo.
Mas o que acontece no momento exato em que o martelo passa o eixo neutro e o levantamento do operador atrasa meio segundo?
Com um braço estático estacionado 5 mm abaixo, a perna em rotação desce, toca no braço e salta. A peça sai com uma torção subtil. Nada dramático. Apenas o suficiente para a aba balançar na mesa de inspeção.
Isso não é um problema de peso. É um problema de sincronização.
Um seguidor pneumático com uma almofada de resposta de 0,1 segundo pode ainda ultrapassar o movimento em chapa fina porque há tão pouca massa para amortecer o movimento. A chapa acelera mais rápido do que o ar consegue estabilizar. Um seguidor servo, comandado para seguir a altura da ferramenta inferior dentro da resolução do codificador, move-se em sintonia com o martelo. A chapa nunca cai livremente, por isso nunca salta.
Caixote de Sucata: Trabalhámos aço galvanizado de 20‑gauge, 3 metros de comprimento, em braços de deslize manuais classificados para 500 kg com topos de polietileno. Após 40 peças, 6 apresentaram uma variação consistente de 1,2 mm na altura da aba na zona central. Os braços não eram fracos. Eram lentos. Trocámos por um seguidor sincronizado, e a variação caiu abaixo da tolerância mensurável com fita.
As chapas leves penalizam o atraso mais do que recompensam a força.
Veredito da Oficina: Em chapa fina, velocidade e sincronização previnem o chicote; a capacidade bruta de elevação não faz nada.
Então, se o material fino exige agilidade, o que acontece quando a chapa pesa dez vezes mais?
Pegue numa chapa A36 de 1/4 de polegada, com 3 metros de comprimento. Aproximadamente 185 kg. Agora dobre uma flange de 60 mm numa prensa de 120 toneladas usando uma matriz em V de 40 mm. A meio do curso, o centro de gravidade dessa chapa desloca-se para fora, criando um braço de binário com cerca de metade do comprimento da flange.
Faça as contas e já não está a suportar 185 kg verticalmente. Está a resistir a um momento fletor que tenta puxar o seguidor para baixo.
Os braços de suporte deslizantes padrão, classificados para 500 kg, assumem uma carga quase vertical. Introduza 60 mm de braço de alavanca rotativo, e o guia linear recebe uma carga lateral para a qual nunca foi concebido. Medi uma deflexão de 2–3 mm na extremidade do braço durante a rotação dinâmica em chapa grossa. Essa deflexão fecha o ângulo central antes das extremidades.
Caixote de sucata: Dobramos aço macio de 10 mm, 2,4 metros de comprimento, em braços manuais prolongados com esferas de transferência. A classificação estática dizia que era seguro. Sob carga, um braço desenvolveu uma deformação permanente de 1 mm para baixo no bloco de montagem. As 25 peças seguintes mostraram um ângulo 0,7 graus mais apertado no centro. O braço dobrou antes do aço.
Seguidores servo ou hidráulicos concebidos para montagem embutida transferem a carga diretamente para a estrutura da prensa, e não através de braços em balanço prolongados. A estrutura importa mais do que o motor aqui. Os aços de alta resistência—digamos 6 mm S700—agravam o problema porque o seu limite elástico superior atrasa a deformação plástica, significando que mais energia elástica é empurrada de volta para o suporte durante a rotação.
Pode redesenhar as peças—flanges mais curtas, raios maiores—para aliviar essa carga. As oficinas inteligentes fazem-no. Mas quando a geometria é fixa e a tonelagem aumenta, a estrutura torna-se sobrevivência.
Veredito da oficina: Acima de espessuras moderadas de chapa, os braços de suporte em balanço tornam-se eles próprios membros de flexão; os seguidores integrados ligados à estrutura suportam o binário sem defletir.
E mesmo que resolva o peso e o binário, há mais uma variável à espera para arruinar o seu dia.
Agora mude para aço inoxidável pré-acabado de calibre 14 com uma superfície escovada No. 4. O peso é gerível—cerca de 40 kg a 3 metros. O cliente rejeita peças por uma única marca de 30 mm.
Os braços de suporte manuais usam frequentemente inserções de polietileno ou escova. Bons para deslize estático. Mas durante uma dobra sincronizada, a chapa não se limita a deslizar; ela descreve um arco. Se a superfície do seguidor tiver alto atrito, a chapa arrasta-se microscopicamente à medida que roda, especialmente perto do ponto morto inferior, onde a pressão atinge o pico.
Já vi oficinas culparem o operador por riscos que eram pura tribologia—atrito de superfície sob carga.
Caixote de sucata: Em aço inoxidável #4 de calibre 14, 2 metros de comprimento, utilizámos um seguidor pneumático com rolos de aço. Após 60 peças, apareceram marcas lineares ténues paralelas à dobra. Os rolos estavam limpos. O problema foi o micro-deslizamento enquanto a chapa rodava e o seguidor hesitava. Ao mudar para rolos revestidos anti-marca e apertar a sincronização, eliminámos as marcas sem alterar o programa.
Eis a hierarquia: se a elevação estiver mal sincronizada, mesmo a placa de escova mais suave riscaria, porque a chapa fica momentaneamente sem apoio e cai em contacto. Se a elevação for precisa, mas a superfície de contacto estiver errada, preserva-se o ângulo e arruina-se o acabamento.
A sensibilidade do material decide qual falha aparece primeiro. O alumínio perdoa riscos, mas expõe deriva de ângulo. O inox esconde pequenas variações de ângulo, mas penaliza o atrito. O aço pintado de alta resistência mostra ambos.
Veredito da oficina: Os componentes de proteção de superfície são importantes—mas apenas depois de a arquitetura de elevação estar sincronizada; erros de temporização danificam as peças antes que a escolha do material tenha sequer uma palavra a dizer.
Combine o seguidor com o comportamento da chapa—massa, rigidez, recuperação elástica e superfície—e o sistema toca em compasso com o martelo. Ignore isso, e não está a poupar dinheiro com suportes estáticos. Está a forçar a máquina e o material a discutir perante cada cliente.
O que levanta o próximo problema: mesmo que o seguidor se adapte perfeitamente ao material, como comunica ele suficientemente bem com a prensa para se manter nesse compasso?
Uma chapa de 3 metros de aço macio de 12 gauge não se importa com o quão caro é o teu seguidor. O que importa é se esse seguidor sabe que o êmbolo está prestes a acelerar de uma velocidade de aproximação de 40 mm/seg para uma velocidade de conformação de 8 mm/seg nos próximos 0,2 segundos.
Já estive atrás de uma quinadora em que o êmbolo desceu 150 mm em 0,6 segundos e o seguidor levantou-se lindamente — só que demasiado tarde. A peça sai com uma ligeira torção. Não porque a elevação fosse fraca. Mas porque estava a adivinhar.
Essa é a diferença: o teu seguidor está a reagir ao movimento que deteta depois de acontecer, ou está a mover-se porque o controlador lhe disse o que está prestes a acontecer?
Mas e se a máquina e o apoio estivessem a lutar uma contra a outra desde o início?
Imagina uma quinadora CNC de 135 toneladas a executar uma sequência de 5 dobras em aço inoxidável de 10 gauge, com 2,5 metros de comprimento. A posição do êmbolo é monitorizada por encoders lineares até às centésimas de milímetro. O controlador já conhece a compensação da dobra, a altura da ferramenta, a compensação de retorno do material e o momento exato em que vai desacelerar antes do ponto morto inferior.
Agora instala um seguidor autónomo que lê a posição do êmbolo através de um sensor de proximidade e se move com o seu próprio PLC.
Ele consegue ver onde o êmbolo está. Não consegue ver para onde o êmbolo vai.
Essa diferença é tudo.
Num sistema totalmente em rede, o seguidor recebe o mesmo comando de posição que o êmbolo. Quando o controlador muda da aproximação rápida para a velocidade de conformação, o servo do seguidor muda no mesmo ciclo de controlo — “malha fechada” significa que ambos os eixos corrigem constantemente com base no feedback dos encoders. Partilham a intenção, não apenas a posição.
Numa atualização autónoma, o seguidor espera pelo movimento e depois responde. Mesmo um atraso de 100–150 milissegundos é suficiente para uma chapa de 3 metros descer 4–6 mm no ponto médio durante a desaceleração. Em alumínio fino de 16 gauge, essa descida recupera quando o êmbolo abranda. Numa chapa de 8 mm, transfere torque para a linha de dobra e aperta o ângulo no centro.
Caixote de Sucata: Trabalhámos com aço inoxidável 304 de 3 mm, 3 metros de comprimento, num seguidor retrofit ligado apenas ao movimento do êmbolo através de uma derivação na escala linear. Os ângulos nas extremidades mantiveram-se em ±0,3 graus. O centro desviou-se 0,8 graus, mais fechado, ao longo de 30 peças. O seguidor não era fraco. Estava atrasado em cada transição de velocidade.
Se o teu seguidor não sabe o que o êmbolo está prestes a fazer, está sempre a reagir — e é na reação que as peças desviam.
Veredito da Oficina: Se o tempo é importante — e é sempre —, o seguidor deve partilhar o ciclo de comando do CNC, não persegui-lo por trás.
Então e quanto às quinadoras hidráulicas mais antigas que nunca foram construídas para esse tipo de comunicação?
Pega numa quinadora hidráulica de 1998 com um controlo NC básico — sem protocolo de comunicação aberto, sem barramento de servos, apenas uma paragem de profundidade do êmbolo e posicionamento do batente traseiro. Podes montar um seguidor autónomo com o seu próprio controlador e armazenar posições por passo de dobra.
Para séries protótipo — dez peças, uma única dobra — funciona bem. O seguidor levanta até uma altura predefinida, mantém, e depois desce. A precisão pode ser comparável porque o perfil de movimento é simples.
Agora executa uma configuração de 4 estações com diferentes alturas de matriz e comprimentos de aba variáveis em aço laminado a quente de 11 gauge, com 2,8 metros de comprimento.
Sem dados dinâmicos de dobra — velocidade em tempo real do êmbolo, compensações de altura da ferramenta, correção dinâmica de ângulo — o operador tem de reajustar manualmente a altura do seguidor por estação ou confiar em valores armazenados que assumem velocidades de aproximação e de conformação idênticas. Qualquer alteração na tonagem ou no lote de material altera a janela de temporização.
O que acontece no momento exato em que o êmbolo passa o eixo neutro e o levantamento do operador atrasa meio segundo?
Nos sistemas hidráulicos mais antigos, a velocidade do êmbolo pode variar com a temperatura do óleo e a carga. Um seguidor autónomo que espera uma velocidade de conformação de 12 mm/seg pode ver 9 mm/seg numa manhã fria. Essa diferença de 3 mm/seg ao longo de 80 mm de curso é suficiente para dessincronizar o suporte durante a fase de rotação mais crítica.
Caixote de sucata: Adaptámos um seguidor num travão hidráulico de 160 toneladas a dobrar A36 de 6 mm com 2,4 metros. As peças do turno da manhã eram consistentes. Depois do almoço, com o óleo aquecido e a velocidade do êmbolo ligeiramente mais alta, os ângulos centrais abriram 0,6 graus. Nada mudou no programa. A janela de sincronização do seguidor é que mudou.
Um módulo autónomo consegue acompanhar? Sim—se o trabalho for simples, de baixo volume e tolerante.
Mas, quando as sequências de dobra se acumulam, as alturas das ferramentas mudam e a tonelagem varia, as posições armazenadas tornam-se suposições. Suposições são caras no aço.
Veredicto do chão de fábrica: Os retrofits autónomos sobrevivem em trabalhos previsíveis e simples; os trabalhos complexos com múltiplas dobras expõem rapidamente as suas lacunas.
E essas lacunas não se resumem à questão da sincronização.
Dirija-se a um travão equipado com quatro estações de matriz ao longo de 3 metros—V de 20 mm, V de 40 mm, matriz de hem, e depois um punção em “gooseneck” alto na extremidade. É assim que as oficinas reais operam peças mistas sem desmontar constantemente.
Agora adicione um seguidor que estaciona 400 mm atrás da matriz inferior quando não está em uso.
Se não comunica com o CNC sobre a posição da estação, tem um único padrão seguro: manter-se baixo e fora do caminho. Isso significa que, entre dobras, deve retrair totalmente e depois subir novamente até uma altura pré-definida. Cada ciclo acrescenta tempo de movimento e risco de reentrada fora de tempo.
Os sistemas totalmente integrados ligam a posição do seguidor ao próprio programa de dobra. Quando o operador selecciona a estação três, o controlador já sabe a altura da matriz e comanda o seguidor para uma posição de espera sincronizada—livre de ferramentas mas a 10–15 mm da altura de engate. Sem conjecturas. Sem reposições de curso completo.
Caixote de sucata: Num setup autónomo, fizemos dobras alternadas entre um V de 30 mm e uma matriz de hem em aço pintado calibre 14. O seguidor teve de baixar completamente entre estações para evitar colisão com a ferramenta. O tempo de ciclo quase duplicou. Pior, uma subida fora de tempo tocou no ombro da matriz e danificou o braço do seguidor.
Quando o seguidor não está integrado na lógica das estações, transforma-se num obstáculo móvel. Os operadores começam a evitar configurações de múltiplas estações só para manter o seguidor gerível. Isso mata a eficiência que o retrofit supostamente iria acrescentar.
Veredicto do chão de fábrica: Se o seguidor não conhece o mapa das suas ferramentas, vai ou abrandar o ciclo ou colidir com ele.
A integração não é apenas software. É também a forma como energia e movimento estão interligados.
Já vi duas arquiteturas comuns de retrofit.
Primeira: um seguidor acionado por servo elétrico fixado ao quadro do travão, alimentado separadamente, lendo o movimento do êmbolo através de um sinal ligado ou de uma escala externa.
Segunda: um seguidor hidráulico que aproveita o circuito hidráulico do travão com válvulas proporcionais.
O servo elétrico tem precisão em teoria—resolução do codificador, velocidades programáveis. Mas, se não estiver ligado ao barramento de controlo principal do travão, funciona em paralelo, não em conjunto. Dois controladores, dois circuitos de feedback. Quando a carga aumenta—por exemplo, ao dobrar chapa de 8 mm perto da tonelagem máxima—o travão pode microajustar a posição do êmbolo para controlo do ângulo enquanto o seguidor continua o seu percurso planeado. Essa discrepância manifesta-se como variação de ângulo no meio do vão.
As unidades hidráulicas montadas em paralelo parecem “naturalmente sincronizadas” porque partilham o óleo. Mas, a menos que o fluxo seja eletronicamente controlado e coordenado através do CNC, as variações de pressão nos cilindros principais alteram o fluxo disponível para o seguidor. Sob alta tonelagem, a velocidade de elevação do seguidor pode diminuir exatamente quando a necessidade de suporte atinge o pico.
Contentor de Sucata: Um seguidor hidráulico de terceiros ligado a uma prensa de 200 toneladas funcionou perfeitamente em alumínio de 3 mm. Ao mudar para S355 de 10 mm, próximo da capacidade máxima, a subida do seguidor abrandou durante a estampagem. O centro de uma peça de 2,5 metros afundou 5 mm antes de recuperar. Os ângulos variaram 0,7 graus ao longo do comprimento. A linha de óleo era partilhada. A temporização, não.
Onde falham? No momento de maior carga e de decisão mais rápida — quando o êmbolo ajusta, desacelera ou compensa.
Um sistema totalmente em rede transforma o seguidor num outro eixo controlado dentro da mesma arquitetura. Um só condutor. Um só ritmo. Quando o êmbolo altera a velocidade, o seguidor altera também, porque recebeu o mesmo comando.
Veredito da Oficina: O sucesso não depende de ser elétrico ou hidráulico — depende da lógica de controlo partilhada; sem ela, está a operar duas máquinas sobre uma única chapa.
Portanto, a questão agora não é se um seguidor é conveniente. É se o comportamento do seu material e a arquitetura da sua máquina exigem integração real — ou se permitem que se fique apenas pela reação.
| Secção | Conteúdo |
|---|---|
| Tópico | Integração Elétrica vs. Hidráulica: Onde falham normalmente as adaptações de terceiros? |
| Arquitetura de Retrofit Comum 1 | Seguidor servoelétrico montado na estrutura da prensa, alimentado separadamente, que lê o movimento do êmbolo através de um sinal derivado ou de uma escala externa. |
| Arquitetura de Retrofit Comum 2 | Seguidor hidráulico acoplado ao circuito hidráulico da prensa utilizando válvulas proporcionais. |
| Servo Elétrico – Vantagem | Alta precisão teórica (resolução do codificador, velocidades programáveis). |
| Servo Elétrico – Fraqueza | Se não estiver integrado no barramento de controlo principal, funciona em paralelo com controladores e circuitos de feedback separados. Sob alta carga (por exemplo, chapa de 8 mm próxima da tonelagem total), microajustes da prensa podem causar descoordenação, resultando em variação de ângulo ao meio do vão. |
| Sistema Hidráulico em Paralelo – Vantagem | Parece naturalmente sincronizado devido ao sistema hidráulico de óleo partilhado. |
| Sistema Hidráulico em Paralelo – Fraqueza | Sem controlo eletrónico de fluxo coordenado através do CNC, as variações de pressão nos cilindros principais afetam o fluxo do seguidor. Sob alta tonelagem, a velocidade de elevação pode cair quando a necessidade de suporte atinge o pico. |
| Caso do Contentor de Sucata | Seguidor hidráulico de terceiros numa prensa de 200 toneladas funcionou bem em alumínio de 3 mm. Ao mudar para S355 de 10 mm, próximo da capacidade máxima, a subida do seguidor abrandou durante a conformação. Uma peça de 2,5 metros cedou 5 mm antes de recuperar; a variação de ângulo chegou a 0,7°. Linha de óleo partilhada, mas com sincronização não coordenada. |
| Ponto de falha | As falhas ocorrem nos momentos de maior carga e de tomada de decisão mais rápida — quando o martelo ajusta, desacelera ou compensa. |
| Sistema totalmente interligado | Integra o seguidor como um eixo controlado dentro da mesma arquitetura. Um sistema de controlo, comandos sincronizados. As alterações na velocidade do martelo e a resposta do seguidor ocorrem simultaneamente. |
| Veredicto na oficina | O sucesso depende da lógica de controlo partilhada — não importa se o sistema é elétrico ou hidráulico. Sem integração, são efetivamente duas máquinas a lidar com uma única chapa. |
| Questão Central | Não é uma questão de saber se um seguidor é opcional, mas sim se o comportamento do material e a arquitetura da máquina exigem verdadeira integração — ou conseguem tolerar um funcionamento reativo. |
Não decide instalar um seguidor totalmente integrado porque é impressionante.
Decide porque o seu material, a sua máquina e o seu mix de produção não deixam outra opção estável.
A parte menos óbvia é esta: o ponto crítico não é apenas o peso. É quando a massa da chapa, a flexão e a sequência da dobra ultrapassam o que um humano e um suporte reativo conseguem corrigir em tempo real. Quando isso acontece, a sincronização deixa de ser um melhoramento e passa a ser uma ferramenta básica.
Então, onde está essa linha na sua oficina?
Pegue numa chapa de 3,0 metros de A36 calibre 10. Cerca de 38 kg por metro quadrado. Com 1,5 metros de largura, está a segurar mais de 170 kg antes da primeira dobra. Essa chapa não pesa apenas mais — ela armazena energia ao rodar.
À medida que o martelo passa pelo eixo neutro, o centro quer cair. Não porque o operador seja fraco. Porque a gravidade é constante e o aço tem memória.
Um suporte frontal estático com capacidade de 380 kg sobre guias lineares pode suportar essa carga. Pode brilhar com indicadores LED de contacto. Pode deslizar suavemente. Mas não consegue antecipar a rotação. Espera que a chapa se mova antes de reagir.
Caixote de sucata: Trabalhámos com S355 calibre 8 a 2,8 metros numa prensa com suportes estáticos pesados, com capacidade muito acima do peso da chapa. A capacidade não foi o problema. A meio da dobra, o centro cedeu 6 mm antes de o operador e o suporte corrigirem. Ângulos nas extremidades estavam corretos. Ângulos no centro abriram 0,9 graus. Não sobrecarregámos o suporte. Ultrapassámo-lo.
Agora mudamos para inox 304 de 2 mm a 1,2 metros. Menos de 25 kg no total. Numa prensa elétrica com controlo de ângulo rigoroso, a flexão é mínima. A rotação é suave. O operador consegue guiá-la com as pontas dos dedos.
Mesma oficina. Dois problemas de física completamente diferentes.
Veredito do Piso da Fábrica: Quando a massa da chapa e a flexão criam uma rotação a meio da dobra que um humano não consegue contrariar instantaneamente, está a dimensionar para sincronização, não para capacidade de elevação.
Mas o material não atua sozinho. Dobra-se dentro de uma máquina com os seus próprios limites.
Uma prensa mecânica de bancada que executa peças rápidas de golpe único à profundidade de curso fixa é previsível. O tempo de curso raramente muda. Se trabalhar com suportes de alumínio de 3 mm o dia inteiro, um seguidor servo autónomo ligado à posição do carro pode acompanhar suficientemente bem.
Mas coloque esse mesmo seguidor numa hidráulica moderna com coroamento dinâmico e correção de ângulo em tempo real, e as coisas mudam. O carro ajusta a velocidade a meio do curso. Compensa o retorno elástico. Corrige microscopicamente a profundidade.
Se o seguidor não estiver dentro do mesmo circuito de controlo, está a adivinhar.
Caixote de Sucata: Adaptámos um seguidor servo numa hidráulica de 220 toneladas a dobrar aço inox 304 de 6 mm com correção ativa de ângulo. Durante dobras pesadas, o CNC abrandava o carro perto do ponto morto inferior para atingir o ângulo alvo. O seguidor, a ler um sinal analógico atrasado, continuava a sua subida programada. A peça levantou-se do ombro da matriz e depois assentou novamente. Variação final: 0,7 graus ao longo de 2,5 metros. O seguidor era preciso. Simplesmente não foi incluído na conversa.
Agora considere uma prensa elétrica de alta precisão a dobrar aço galvanizado de 1,5 mm. As acionamentos elétricos oferecem curso repetível e controlo posicional rigoroso. Mas as cargas são baixas e a flexão mínima. Aqui, a integração pode acrescentar custo sem resolver um problema real.
Veredito do Piso da Fábrica: Quanto mais a sua prensa ajustar em tempo real sob carga, mais o seu seguidor deve partilhar a arquitetura de controlo ou arrisca entrar em conflito.
Mas as máquinas e os materiais ainda não respondem à questão financeira. A mistura de produção responde.
Está a executar lotes longos de peças idênticas ou trabalhos de 40 peças que mudam a ferramenta a cada hora?
Uma adaptação autónoma sobrevive pela repetição. Uma altura de matriz. Uma sequência de dobra. Alterações mínimas de estação.
Agora adicione quatro estações ao longo de 3 metros: V de 20 mm, V de 40 mm, matriz para dobragem dupla, punção de pescoço alto. Adicione materiais mistos: aço macio de 4 mm de manhã, aço inox de calibre 10 à tarde. Adicione operadores em turnos rotativos.
Cada mudança obriga o seguidor a redefinir posições, limpar ferramentas e voltar a envolver-se.
Caixote de Sucata: Num trabalho com painéis de aço pintado calibre 12 alternando entre duas estações de matriz, o nosso seguidor autónomo teve de retrair completamente 300 mm entre dobras para evitar colisões. O tempo de ciclo aumentou de 42 segundos para 71. Um retorno mal cronometrado riscou uma face acabada. Não perdemos porque o seguidor era fraco. Perdemos porque não tinha consciência do contexto.
O crescimento futuro torna isto mais evidente. Se a sua carteira de cotações mostrar peças mais longas, chapa mais espessa, tolerâncias mais apertadas ou mais conjuntos com múltiplas dobras, está a acumular variáveis que penalizam atrasos.
Veredito do Piso da Fábrica: Se a sua programação recompensa flexibilidade e eficiência multi-estação, só um seguidor integrado no programa de dobragem protege tanto o tempo de ciclo como a qualidade da peça.
Então, quando é que tudo isto ultrapassa a linha?
Aqui está a lente que uso agora como auditor.
Se um operador não consegue, física e consistentemente, contrariar a rotação da chapa durante a dobra mais exigente — sem se apressar, apoiar-se ou adivinhar — você excedeu a capacidade humana. Esse é o primeiro limite.
Se a sua prensa modifica o movimento do êmbolo em resposta ao feedback de carga ou ângulo, e o seu seguidor não recebe os mesmos dados de comando no mesmo ciclo, você tem conflito arquitetónico. Esse é o segundo limite.
Se a sua mistura de produção requer configurações em várias estações onde o movimento de retração e reposicionamento adiciona tempo de ciclo mensurável ou risco de colisão, você tem fricção operacional. Esse é o terceiro.
Cruze um limite, e uma adaptação pode sobreviver. Cruze dois, e começará a ver deriva de ângulo, danos superficiais ou aumento gradual do tempo de ciclo. Cruze todos os três, e chamar um seguidor sincronizado de “luxo” é como dizer que os batentes traseiros são opcionais.
Contentor de sucata: Uma oficina que dobra aço inoxidável de calibre 10 a 3 metros numa hidráulica de 320 toneladas adicionou um seguidor integrado e em rede depois de anos a lutar contra variações de ângulo central de cerca de 0,8 graus. Mesmo material. Mesma ferramenta. A variação caiu para menos de 0,2 graus, e o trabalho de dois operadores passou a ser feito por um. A mão de obra foi transferida para a operação seguinte. O seguidor não adicionou capacidade. Removeu conflitos.
A conclusão não óbvia é esta: não justifica um seguidor em rede pelo peso máximo da chapa. Justifica-o quando o comportamento do material, a inteligência da máquina e a complexidade da produção convergem além do que o suporte reativo pode corrigir em tempo real.
Veredicto de chão de fábrica: Quando a massa da chapa, o controlo dinâmico do êmbolo e os fluxos de trabalho multiestação se sobrepõem, um seguidor totalmente integrado deixa de ser opcional e torna-se estrutural para o próprio processo de dobra.
Veja o seu trabalho mais pesado, mais longo e mais complexo agendado para este trimestre.
Agora pergunte: o seu suporte atual está a cooperar com o êmbolo — ou a reagir-lhe?


















