

Вы можете идеально выставить угол и всё равно потерять работу на самом первом сгибе — потому что ошибка, которая травмирует людей, обычно происходит перед ещё до того, как металл достигнет матрицы. Большинство инцидентов (и большая часть “загадочного брака”) начинается с непроверенного управления, руки, оказавшейся в запретной зоне, или ловушки, тихо оставленной предыдущей сменой. Этот 60-секундный сброс устраняет этот пробел: он достаточно быстрый, чтобы выполнять его при каждой настройке, и достаточно строгий, чтобы не попасть в журнал происшествий.
Сначала найдите аварийную кнопку (E-stop) глазами, затем рукой — не думайте, что “вспомните” её в панике. Тормоза пресса бывают разные: кнопка может находиться на пульте, на раме или в обоих местах. Если защитный кожух вокруг неё треснул, считайте это дефектом, а не косметическим повреждением.
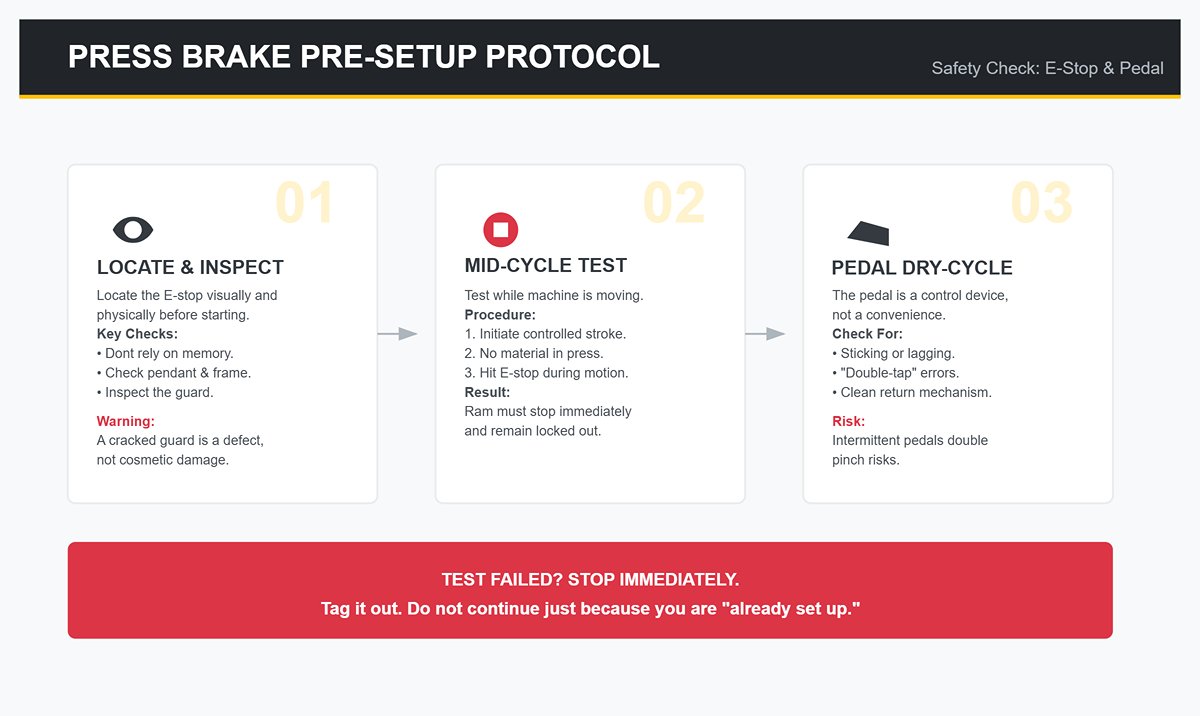
Проверяйте аварийную кнопку во время движения машины. Во многих цехах минимальный стандарт — тест остановки в середине цикла: инициируйте контролируемый ход (без материала) и нажмите аварийную кнопку, пока ползун в движении. Ползун должен остановиться немедленно и оставаться заблокированным до сброса. Профсоюзы и страховые компании постоянно называют непроверенные органы управления одной из главных причин претензий — операторы пропускают этот шаг, потому что он “кажется лишним”, вплоть до того момента, когда заевший клапан или неисправность проводки делают его болезненно актуальным.
Сделайте холостой цикл педали. Педаль — это устройство управления, а не удобство. Перед установкой инструмента или выравниванием детали сделайте холостой цикл машины, чтобы убедиться, что педаль возвращается чисто и не заедает, не задерживается и не “срабатывает дважды”. Немецкие программы ученичества даже отрабатывают имитацию отказа педали на гидравлических клапанах по одной причине: прерывистая работа педали удваивает риск защемления, потому что вы инстинктивно потянетесь “починить” то, что, как вам кажется, является проблемой позиционирования.
Если любой тест провалился — остановитесь. Повесьте бирку “не использовать”. Самый быстрый способ стать в цеху предостережением — продолжать работу, потому что вы «уже настроили».”
Опасность прессового тормоза не теоретическая — она всего несколько дюймов шириной, и находится именно там, куда ваши руки естественным образом хотят попасть. точка защемления — это любое место, где движущаяся поверхность (ползун/инструмент) приближается к неподвижной поверхности (матрица/стол/задний упор), создавая зону сдавливания.
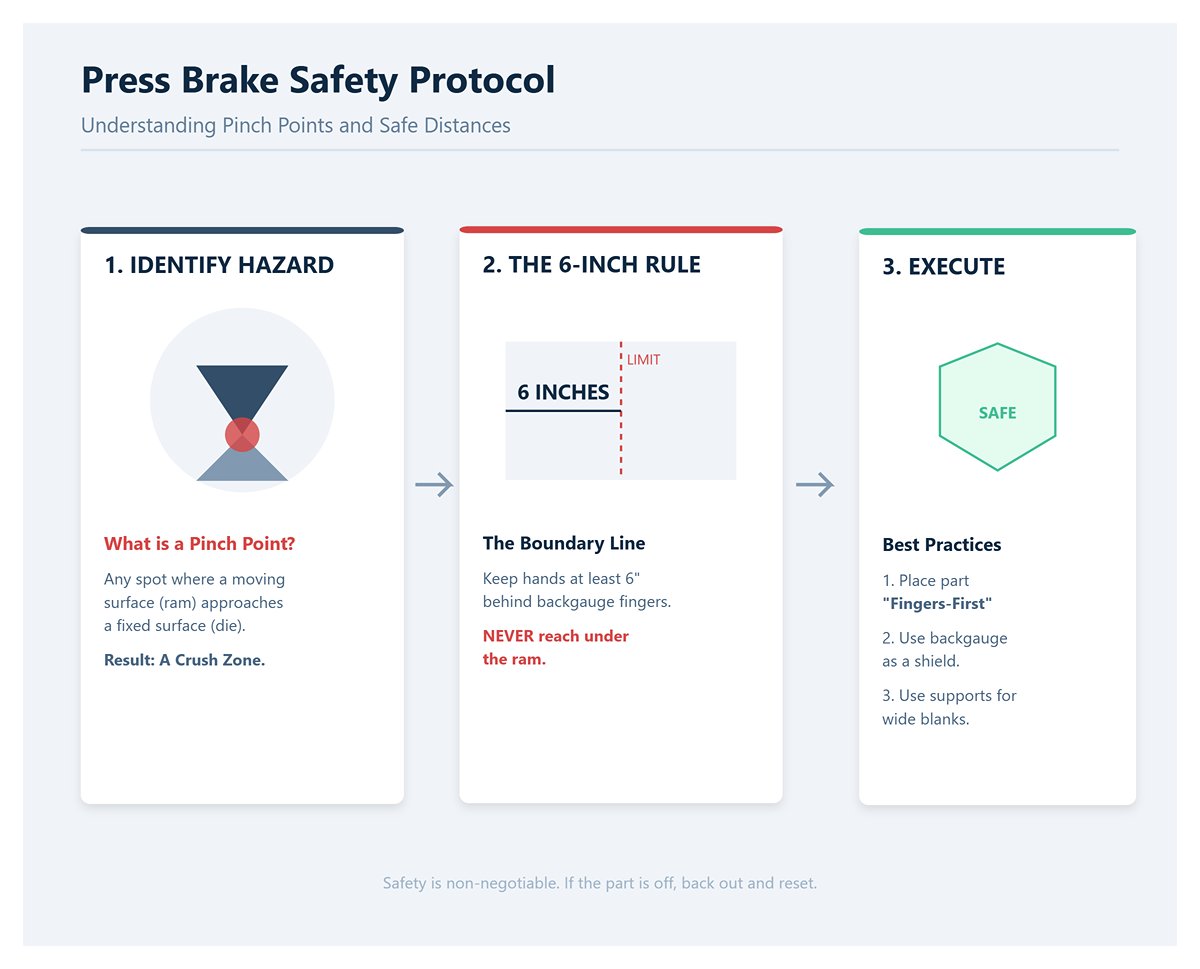
Правило в лабораториях сертификации по стандарту NIMS простое и прямое: держите руки не менее чем в 6 дюймах за пальцами заднего упора во время подхода. Эти пальцы (маленькие упоры, к которым вы прижимаете деталь) — не ручки, а ваша граница. Позвольте кончикам пальцев выйти за них — и вы окажетесь в зоне, где неожиданный ход, случайно нажатая педаль или неисправность управления могут изменить вашу жизнь в одно мгновение.
Никогда не тянитесь под ползун или между инструментами — никогда. Не чтобы “подтолкнуть” фланец. Не чтобы “поймать” скольжение. Если деталь смещена — отойдите, сбросьте её и подойдите снова.
Аудиты магазинов в реальных условиях постоянно выявляют, что неправильное размещение перед изгибом составляет значительную долю отходов. Исправление не эффектное, но надежное: размещайте деталь “первым пальцем”.” Установите лист на задний упор, держа руки за этой линией, пусть упор действует как щит, и только потом инициируйте ход.
Если нужно поддержать широкий заготовок, используйте правильные опоры или второго человека — не используйте предплечья как оборудование для обработки материала.
“Хлест вверх” — это отскок/щелчок листа при формировании изгиба, особенно при воздушном изгибе, когда пуансон не доходит до дна матрицы. Эта накопленная энергия может поднять лист толщиной 14 калибра на пару дюймов достаточно быстро, чтобы ударить по челюсти, горлу или защитным очкам. Риск возрастает на узких деталях, коротких фланцах и упругих материалах.
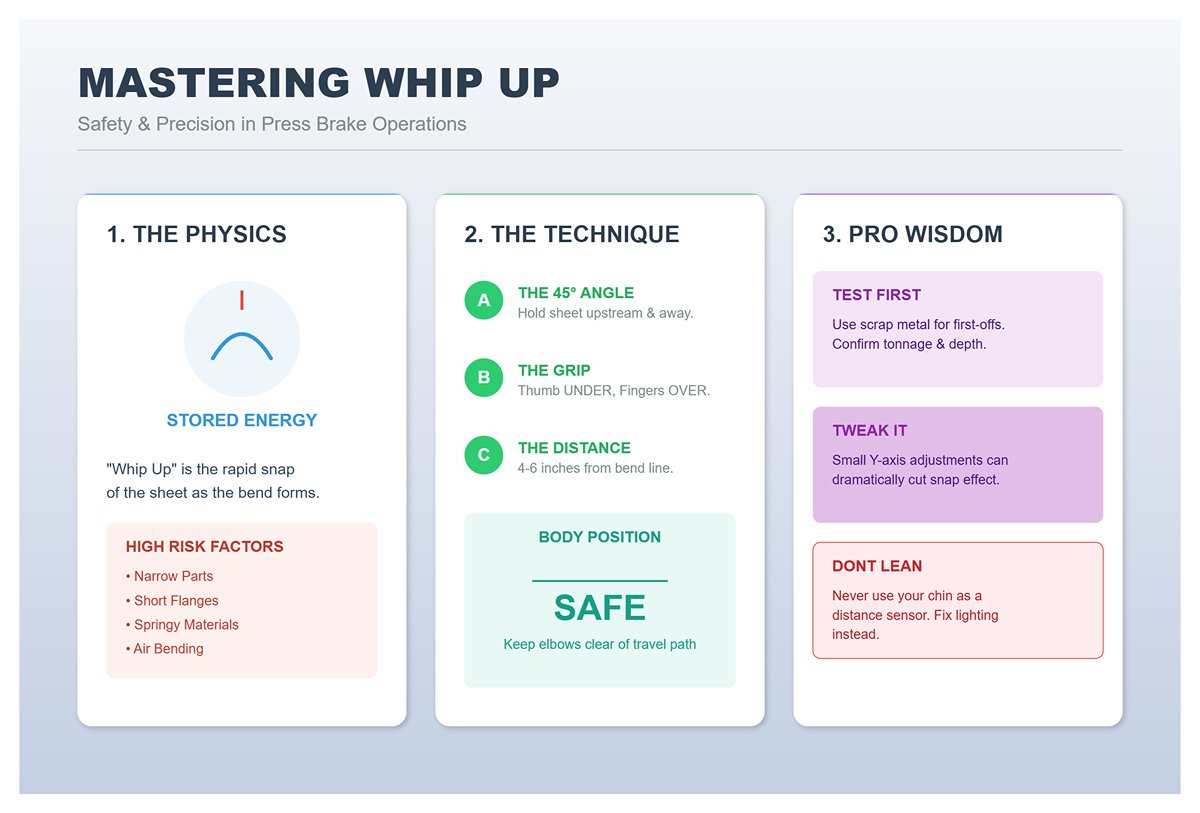
Хватка и стойка важнее силы. Подходите с листом, удерживаемым примерно под углом 45 градусов вверх по потоку— слегка вверх и в сторону от инструмента. Разместите большой палец под краем, пальцы сверху, и держите хватку на расстоянии 4–6 дюймов от линии изгиба: достаточно близко для контроля вращения, но достаточно далеко, чтобы оставаться вне зоны защемления. Держите локти подальше от пути движения, чтобы лист мог вращаться, не ударяя вас в лицо.
Когда установка новая — или материал изменился — контролируйте первый изгиб на тестовой заготовке. Мастерские, которые переводят людей на работу с пресс-тормозом из лазерной резки, сварки или сборки, часто узнают, что разница между “нажимателем педали” и самостоятельным оператором заключается в этой привычке: запуск первых деталей на металлоломе для подтверждения усилия, глубины (ось Y) и ожидаемого пружинения.
Небольшая корректировка может заметно уменьшить хлест. Профессиональные лаборатории регулярно показывают, что настройка немного другого радиуса/глубины (например, умеренная корректировка оси Y при воздушном изгибе) может значительно снизить эффект щелчка.
Не наклоняйтесь над деталью “чтобы лучше видеть”. Если нужен более четкий обзор, исправьте освещение, переставьте пульт или выберите безопасную линию обзора — а не используйте подбородок как датчик расстояния.
Большинство “неожиданных” отказов — наследованные. Быстрый осмотр выявит ловушки, которые рушат настройки и травмируют людей — мастерские, которые отслеживают эти проблемы, регулярно связывают их с потерями времени на десятки тысяч в год. Потратьте 12 секунд и проверьте это, прежде чем запускать первую настоящую деталь:
Вот почему структурированное обучение работает: новые операторы могут быстро освоить работу на ЧПУ прессах, но те, кто работает безопасно, принимают привычку предварительного сканирования и тестового брака. Шестьдесят секунд — это дешево. Альтернатива — объяснять начальнику и врачу, почему вы доверились настройке предыдущей смены больше, чем собственным глазам.
Большинство повреждений прессов не происходит из-за “слишком большого тоннажа”. Они происходят из-за предположений. Предположение, что лист имеет ту толщину, которую вы думаете; предположение, что V-матрица “достаточно близка”; предположение, что пуансон установлен, потому что он “выглядит прямо”; предположение, что задний упор правильный, потому что экран совпадает с чертежом. Эти предположения превращают контролируемый процесс гибки в лом — а ломы ломают инструмент, системы коронации и репутацию.
Думайте об этом ритуале как о мосте между “машина может двигаться безопасно” и “машина может делать хорошие детали, не разрушая себя постепенно”.”
“Gauge” — это не измерение, а метка, и она варьируется в зависимости от типа материала и поставщика. Добавьте допуски прокатного стана, покрытия и смешанные обрезки, и “похоже на 14 га” превращается в дорогостоящую догадку. Изменение толщины на несколько тысячных дюйма смещает расчет вычитания гиба, внутренний радиус и — что особенно важно — требуемый тоннаж. Так операторы начинают гоняться за углом, регулируя глубину, чрезмерно проникая в матрицу и обвиняя упругий возврат в том, что на самом деле является проблемой толщины.
Проверяйте толщину микрометром или штангенциркулем в нескольких точках листа (по краю и в центре, если возможно). Записывайте фактическую толщину, а не номинальный калибр. Подтверждайте также марку материала: A36 мягкая сталь, 304 нержавеющая сталь и 5052 алюминий могут иметь одинаковую толщину, но вести себя очень по-разному как в упругом возврате, так и в требуемой силе гибки.
Это не теория. Операторы, игнорирующие основы материаловедения, тратят брак, гоняясь за вариациями упругого возврата; цеха, инвестирующие в чтение чертежей и базовую математику, стабильно сокращают эти “загадочные углы”, потому что перестают воспринимать толщину и марку как интуицию. Учебные программы, которые выводят новичков за рамки “просто запустить партию деталей”, сосредоточены на этой дисциплине, потому что она предотвращает цикл переделок, разрушающий производительность.
Один прием, который стоит попробовать: запишите “фактическая толщина” и “тип материала” в маршрутный лист до того, как коснетесь инструмента. Эта одна строка останавливает самое распространенное заблуждение при настройке от тихого распространения по смене.
Открытие V-матрицы (ширина зева матрицы) — это рычаг гиба. Слишком маленькое — тоннаж резко возрастает, внутренний радиус уменьшается, и вы начинаете разрушать плечи матрицы и перегружать машину. Слишком большое — контроль угла становится неточным, внутренний радиус увеличивается, и длины полок отклоняются — особенно на коротких участках.
Для воздушной гибки (стандарт на большинстве современных ЧПУ прессов) самым безопасным началом является правило “8× толщины”: выбирайте V-открытие примерно в восемь раз больше толщины материала. Это не магия — это проверенный компромисс, который удерживает тоннаж в разумных пределах, обеспечивая предсказуемый внутренний радиус и стабильную реакцию угла на распространенные материалы. На тонком листе можно использовать 6× для более плотного радиуса; на толстой плите может понадобиться 10×–12×, чтобы оставаться в пределах тоннажных ограничений. Но если у вас нет конкретной причины отклониться, 8× — это причина.
Почему это важно для срока службы машины: тоннаж распределяется неравномерно. Узкий V концентрирует усилие на меньших контактных площадях, повышая давление на плечи и ускоряя износ. Операторы часто пытаются “исправить” неправильный выбор V, опуская ползун глубже. Это направляет пик тоннажа именно туда, где он меньше всего нужен — ближе к нижней точке хода — превращая ошибку в настройке в механическую поломку.
Структурированное обучение и сертификация (NIMS, FMA и программы производителей оборудования для операторов) постоянно возвращаются к этому, потому что это можно измерить и повторить: выберите правильную V-матрицу, и вы избежите цепочки последующих “подправок”, которые на самом деле являются лишь компенсацией неправильной геометрии. Мастерские, выполняющие четыре настройки в день, ощущают это сразу; неправильный выбор матрицы не просто приводит к браку деталей — он затягивает настройки до диапазона в 60 минут и тихо «сжигает» десятки тысяч долларов в год из-за потерянной производительности.
Листогибочный пресс — это не молоток, а система точного выравнивания. Инструмент должен быть установлен так, чтобы пуансон и матрица были соосны (имели одну центральную линию) и полностью поддерживались поверхностями зажимов. Несоосность создаёт боковые нагрузки, которые скалывают пуансоны, оставляют вмятины на плечах матрицы и могут даже вывернуть секционный инструмент из положения.
Чистота — прежде всего. Протрите станину, зажимы и хвостовики инструмента. Один стружечный кусок, застрявший под секцией матрицы, становится точкой опоры, заставляя пуансон “искать” матрицу под нагрузкой — обычно за счёт задиров на одной стороне.
Затем используйте легкое давление для установки инструмента и проверки выравнивания перед применением полного тоннажа:
Этот шаг “поцелуй-посадки” предотвращает классическую ошибку новичка: обнаружение несоосности только после того, как уже применён производственный тоннаж. Инструкторы по работе на листогибах часто превращают новых операторов в “крутящих большие пальцы” во время настройки вначале, потому что наблюдение за опытным оператором, выполняющим посадку с лёгким давлением, учит разнице между “установлено” и “выравнено”. Это также причина, по которой сертификация производителя при вводе в эксплуатацию важна: привычки, защищающие машину, — это те же привычки, которые делают настройки быстрыми.
Точность заднего упора — это не цифра на экране; это физическая взаимосвязь между листом и пальцами/стопами упора. Задний упор, который стоит ровно, параллельно и обеспечивает постоянный контакт, даёт стабильную длину фланца. Задний упор, который просто “примерно” настроен, даёт детали, которые один раз измеряются правильно, а в следующий — уже нет, особенно когда операторы начинают “на глаз” компенсировать установку.
Установите запрограммированное положение упора, затем проверьте контакт и перпендикулярность на ощупь:
Вот почему “просто прогнать сотни деталей” — плохой учитель. Новые операторы могут делать гибы за день на современных ЧПУ-листогибах, но стабильный контроль длины фланца достигается дисциплинированными привычками настройки и установки упора — навыками, которые делают человека самостоятельным за недели, а не месяцы. Мастерские, которые связывают повышение зарплаты с проверяемыми навыками, такими как калибровка заднего упора и компенсация упругого возврата, не проявляют бюрократизм; они защищают производительность и машину.
Большинство поломок листогибов, списанных на “ошибку оператора”, на самом деле являются математическими ошибками — обычно это незаметный скачок тоннажа, вызванный неправильным V-образным пуансоном. Машине всё равно, что в сертификате написано “мягкая сталь” или что деталь “выглядит тонкой”. Она реагирует на длину гиба, толщину, размер раскрытия матрицы и прочность материала — и перегрузка произойдёт предсказуемо, если любой из этих параметров будет неверным.
Один прием, который стоит попробовать: Относитесь к тоннажу как к контролируемой переменной, а не побочному эффекту. Сделайте правилом в цеху, что каждая новая настройка начинается с оценки тоннажа по таблице (или формуле), затем проводится короткий тестовый удар при пониженном давлении с запланированным постепенным увеличением до полного тоннажа. Эта привычка позволяет выявить большинство условий перегрузки до того, как они проявятся в виде прогиба станины, трещин на инструменте или остановки гидравлического цикла.
Таблицы усилий существуют, чтобы исключить “прикидки на коленке”. Большинство из них построены на основе воздушного гиба (пуансон не вдавливает лист до упора в матрицу; угол получается за счёт глубины проникновения), предполагают длину гиба 1 метр, и используют мягкую сталь с примерно пределом прочности на растяжение 450 Н/мм². Обычно они показывают усилие как кН на метр (или тонны на фут/метр).
Используйте таблицу как набор координат: найдите толщину материала на одной оси, размер раскрытия V-матрицы — на другой, и прочитайте усилие в точке их пересечения. Затем масштабируйте значение под вашу фактическую длину гиба.
Пример: типичное значение в таблице для 4 мм мягкой стали в V-матрице 32 мм (классический вариант “8× толщины”) составляет примерно 330 кН на метр. Для гиба 2,5 м умножаем: 330 × 2,5 = 825 кН, или примерно 83 метрические тонны. Это не настройка вашего станка — это ваша оценка нагрузки.
Два корректировки помогают сохранить точность таблицы:
Коэффициент материала. Нержавеющая сталь часто требует примерно в 1,4 раза больше усилия, чем мягкая сталь; алюминий может быть ближе к 0,7×. Если ваша таблица основана на мягкой стали, а вы гнёте нержавеющую 304, примените этот множитель, прежде чем предположить, что всё в порядке.
Запас по мощности. Таблицы предполагают идеальные условия — чистый инструмент, стабильная смазка, правильное выравнивание и однородный лист. Добавьте реальный запас (часто около ~20 %) чтобы нормальные колебания не привели к перегрузке во время производства.
Быстрый лайфхак по таблице (большинство мастерских упускают это): если вы колеблетесь между двумя V-отверстиями, начните с более широкого V, а не с более узкого. Это резко снижает усилие, и гораздо проще потом уменьшить радиус, чем восстановиться после перегрузки.
Самый быстрый способ превысить тоннаж прессового гиба — выбрать V-отверстие, которое слишком узкое для толщины материала. Многие мастерские запоминают “8× толщины” как правило — и нарушают его, когда хотят более плотный внутренний радиус. Загвоздка в том, что зависимость усилия нелинейная —оно растёт быстро, когда V становится меньше.
Даже базовая оценка при воздушном гибе показывает закономерность: усилие масштабируется с толщина² и обратно пропорциональна раскрытию V. Уменьшите V вдвое — и вы примерно удвоите усилие; в реальности — из-за контакта инструмента, трения и вариаций установки — увеличение может ощущаться ещё более существенным.
Вот реалистичный, табличный пример: 4 мм мягкой стали в V 32 мм может потребовать примерно 330 кН/м. Снизим до V 16 мм, — и нагрузка может возрасти до ~1320 кН/м— примерно в 4 раза. Это “пик тоннажа”: установка выглядит почти так же, но станок испытывает совершенно другую нагрузку.
Более серьёзная ловушка: при выполнении многих операций процесс случайно меняется. Основой является воздушная гибка. Осадка (bottoming) (заглубление листа глубже в матрицу, чтобы “зафиксировать” угол) может потребовать ~в 4 раза больше тоннажа, чем при воздушной гибке, а продавливание (coining) может достигать ~в 10 раз. Если вы “просто слегка дожимаете”, чтобы улучшить повторяемость угла, не пересчитав усилие, легко превысить номинал гибочного пресса, даже если по таблице всё выглядело безопасно.
Эта краткая таблица рисков для 4 мм мягкая сталь, изгиб 1 м показывает, как быстро растёт опасность:
Если вам нужен более плотный внутренний радиус, более безопасный вариант обычно — это другой инструмент (пуансон с большим радиусом, ступенчатое формование или контролируемое осадочное формование), а не уменьшение V в надежде на лучшее.
| Раздел | Ключевые моменты | Пример / Заметки |
|---|---|---|
| Что происходит, когда вы выбираете слишком маленькую V-матрицу (риск “скачка тоннажа”) | Выбор V-открытия, слишком узкого для толщины материала, — один из самых быстрых способов превысить тоннаж гибочного пресса. Многие мастерские используют правило “8× толщины” как ориентир, но могут нарушить его, чтобы добиться более плотного внутреннего радиуса. Увеличение силы происходит нелинейно; она быстро растёт при уменьшении V. | Риск резко возрастает при уменьшении V-открытия. |
| Базовая зависимость при воздушном гибе | Сила масштабируется как толщина² и обратно пропорциональна V-открытию. Уменьшение V вдвое примерно удваивает силу (и на практике может ощущаться хуже из-за контакта инструмента, трения и вариаций установки). | Меньшее V → выше нагрузка; увеличение толщины оказывает ещё более сильный эффект (в квадрате). |
| Пример скачка тоннажа в виде графика | Настройка может выглядеть одинаково, но нагрузка на машину изменяется драматически. | 4 мм мягкая сталь: 32 мм V ≈ 330 кН/м; 16 мм V ≈ 1320 кН/м (~4×). |
| Скрытая ловушка: изменение процесса гибки | Работы могут непреднамеренно перейти от воздушной гибки к осадке или чеканке. Осадка может требовать примерно в 4 раза больше усилия, чем воздушная гибка; чеканка может достигать примерно в 10 раз больше. “Просто слегка прижать” для повторяемости без пересчёта может превысить допустимую нагрузку машины, даже если по таблицам всё выглядело безопасно. | Воздушная гибка = базовый уровень; осадка ≈ 4×; чеканка ≈ 10×. |
| Быстрая таблица рисков (4 мм мягкая сталь, 1 м гиб) | Показывает, как опасность возрастает по мере уменьшения раскрытия V относительно толщины. | 12× (64 мм V): низкая нагрузка, очень прощает ошибки; 8× (32 мм V): стандартная нагрузка, управляемо с запасом; 6× (24 мм V): высокая нагрузка — следите за прогибом и ограничениями по длине; 4× (16 мм V): критично — классическая зона скачка усилия, высокий риск поломки. |
| Более безопасный подход для меньшего внутреннего радиуса | Предпочитайте альтернативные методы вместо уменьшения V и надежды: другой инструмент, поэтапная гибка или контролируемый план осадки. | Используйте пуансон с большим радиусом, поэтапную гибку или запланированную осадку вместо чрезмерного уменьшения раскрытия V. |
Перегрузка обычно не начинается с громкого удара. Чаще она проявляется как постоянные механические симптомы — особенно на длинных гибах, где станина и ползун находятся под наибольшим рычагом.
Прогиб (станина/ползун изгибаются). Высокое усилие на большой длине может вызвать прогиб станины и ползуна, из-за чего угол в середине будет отличаться от угла на концах. Если вы замечаете изменение угла вдоль линии гиба, которого не было на лёгких пробных ударах, подозревайте прогиб. Быстрая проверка — сделать короткий прогон на обрезках и измерить одинаковость угла от конца до конца; при несоответствии причиной часто является нагрузка, а не инструмент.
Медленный цикл и заминка. Если ползун замедляется в середине хода — или машина внезапно дольше достигает глубины — гидросистема может работать близко к давлению срабатывания предохранительного клапана. Это часто случается, когда предположение о “мягкой стали” неверно (вы на самом деле гнёте материал повышенной прочности или нержавейку), или когда трение резко возрастает из-за грязного или повреждённого инструмента.
Остановка или медленное движение (немедленно прекратить работу). Изменение шага насоса при небольшом движении ползуна, остановка вблизи нижней точки хода или ползучее смещение/откат оси между циклами — всё это серьёзные тревожные сигналы. Эти признаки означают, что машина находится на — или уже превысила — свою рабочую тоннажность для данной настройки. Продолжение работы несёт риск напряжения рамы, повреждения уплотнений и поломки инструмента — зачастую это самая дорогая “скрытая” стоимость выбора неправильного V.
Быстрая проверка на перегрузку (60 секунд): Запустите ползун без нагрузки, чтобы подтвердить нормальную скорость и звук; сделайте один тестовый удар с пониженным давлением по отходам; прислушайтесь к признакам напряжения и наблюдайте за заминкой; затем проверьте равномерность угла от начала до конца. Если что-то ухудшается по мере увеличения давления, откройте V (или сократите длину изгиба), уменьшите целевое проникновение и пересчитайте перед продолжением работы.
Многие руководства оператора описывают первый изгиб как простое бинарное действие: нажмите педаль — и ползун опускается. Это чрезмерное упрощение является одной из основных причин повреждения инструмента и непостоянных углов в цехах по изготовлению. Реальный процесс гибки — это не одно движение, а серия точно контролируемых давлений и скоростей. Если на этапе настройки внимание уделяется геометрии, то на данном этапе речь идёт о прикладной физике. Машина теперь активна, тоннаж рассчитан, и упор установлен. Разница между отходом и идеальной деталью зависит от того, насколько эффективно вы управляете спуском ползуна и временем его удержания.
Самая противоинтуитивная привычка, которую должны освоить новые операторы, — это замедление ползуна непосредственно перед контактом с металлом. Хотя современные гидравлические системы позволяют использовать высокие скорости подхода для максимальной эффективности, сохранение полной скорости в момент контакта — критическая ошибка. Удар по материалу на максимальной скорости спуска создаёт “ударную нагрузку” — явление, которое может кратковременно увеличить тоннаж на 25-50 % выше рассчитанных значений. Этот кратковременный перегруз может отклонить кончик пуансона, ускорить износ матрицы и внести непредсказуемые переменные в конечный угол изгиба.
Операторы, переходящие от базовой работы к квалифицированной настройке, должны практиковать снижение скорости спуска ползуна до 20-30 % на последних 1-2 дюймах хода (часто называемых “точкой приглушения” на ЧПУ). Такой медленный подход выполняет двойную функцию. Во-первых, он устраняет кинетический удар, обеспечивая соответствие прикладываемой силы запрограммированной. Во-вторых, при гибке в воздухе он позволяет визуально подтвердить, что материал правильно садится в V-матрицу. Этот контролируемый вход является ключевым для получения точных результатов.
Тренировка для отработки точности: Вы можете продемонстрировать этот принцип, используя отходы. Пропустите ползун на полной скорости пять раз, наблюдая за “хлёстом” листового металла. Затем замедлите подход до минимальной скорости непосредственно перед контактом и повторите процесс. Измерьте различие в углах изгиба между двумя методами. Обычно можно обнаружить, что разброс углов уменьшается с 3° до менее чем 1° просто за счёт контроля скорости входа. Эта визуальная обратная связь крайне важна для управления упругим возвратом; если ползун движется слишком быстро, вы не сможете наблюдать, как материал оседает перед его возвратом, что скрывает ошибки угла до момента, когда деталь уже выгружена.
Нижняя мёртвая точка (НМТ) — это точка, в которой ползун листогибочного пресса достигает своего самого нижнего положения и делает паузу перед возвратом. При гибке в воздухе именно эта глубина в конечном счёте определяет итоговый угол. Распространённое заблуждение — что машина автоматически знает, как выполнить изгиб на 90 градусов. На самом деле оператор должен точно установить НМТ, исходя из толщины материала и его сопротивления изгибу.
Новые операторы часто ошибаются в оценке этой глубины, заставляя пуансон проникать в V-матрицу на лишние 10-15 %. Это непреднамеренное действие может привести к “чеканке” материала, что потенциально вызывает трещины по внешнему радиусу или повреждает инструмент. Цель — определить точную глубину, необходимую для достижения целевого угла после того, как материал испытал упругий возврат. Например, при гибке в воздухе мягкой стали толщиной 14 калибра глубина хода 11-12 мм может быть необходима для стандартного радиусного изгиба, тогда как для получения острого угла методом осадки требуется меньшая глубина — 6,5-8 мм.
Чтобы точно установить это без догадок, используйте тест “правило большого пальца”. Выполните холостой цикл с ползуном на рассчитанной НМТ, затем поместите щуп между пуансоном и матрицей. При гибке в воздухе этот зазор должен составлять примерно 0,85 толщины материала. От этой начальной точки тонко настраивайте глубину по оси Y с шагом 0,1 мм, пока лист не коснётся без деформации.
Важность времени удержания: Точная установка глубины — лишь часть процесса; машина также должна быть запрограммирована на время удержания в НМТ. Без достаточного времени удержания — 0,5-1 секунды — упругий возврат может уменьшить угол на 2-4 градуса при длинных изгибах. Эта короткая пауза позволяет материалу стабилизироваться. Попытка добиться угла 90 градусов за счёт более глубокого погружения пуансона вместо увеличения времени удержания (что является чеканкой) резко увеличивает требования к тоннажу, потенциально перегружая ползун.
После того как первая деталь успешно согнута, машина должна остановиться для проверки. Эта “проверка первой детали” является важным контролем прибыльности. Цеха, которые применяют строгий протокол проверки на этом этапе, часто повышают коэффициент выхода годных деталей с первого раза с 90 % до 95 %. Напротив, примерно 80 % всех отказов в серийном производстве можно отнести к первой детали, которая визуально выглядела приемлемой, но имела скрытые геометрические дефекты.
Визуальный осмотр сам по себе недостаточен. Изменения направления волокон могут привести к тому, что два идентичных листа согнутся с разницей до 2 градусов, если не провести точные измерения. Профессиональный контроль первой детали требует использования цифрового угломера для измерения внешнего угла изгиба (допуск ±1°), штангенциркуля для проверки длины полок и высотомера для подтверждения параллельности.
Контрольный список «Дюжина смертельных ошибок»:
Выполняйте этот 12-секундный осмотр каждой первой детали. Если хотя бы один пункт не пройден, не переходите к серийному производству.
Необученные операторы пропускают смещения заднего упора примерно в 73% первых деталей, что приводит к равномерному дрейфу угла на протяжении всей партии. Проверяя эти параметры сразу, вы превращаете деформированную тестовую деталь из причины паники в диагностический инструмент. Если угол открыт — отрегулируйте глубину BDC. Если полки неравны — проверьте калибровку заднего упора. Только когда первая деталь проходит этот контрольный список, начинается производственный цикл.
Плохие изгибы обычно не случайны — у них есть закономерность. Самый быстрый способ диагностировать проблему — перестать вслепую менять глубину и скорость, а вместо этого определить “подпись” ошибки: одинаково ли отклонение на каждой детали, меняется ли оно вдоль длины, изменяется ли угол после отпускания педали (пружинение), или якобы одинаковые листы ведут себя по-разному?
Выполните трёхэтапную проверку, прежде чем менять какие-либо настройки: Согните три обрезка из одного листа, используя ту же программу и инструмент, и пометьте их A/B/C в порядке изготовления. Измерьте длину фланца и угол на каждой. Если A, B и C совпадают друг с другом, но не соответствуют чертежу — вероятно, проблема в эталоне или пружинении. Если они не совпадают друг с другом — скорее всего, вы имеете дело с прогибом, непостоянной ориентацией материала или нестабильным давлением/позиционированием при установке.
Когда каждый отгиб получается стабильно длиннее или короче на одну и ту же фиксированную величину (часто 0,5–2 мм), начните с проверки базовой настройки упора. Задний упор — это ваша точка отсчёта по длине: если пальцы на самом деле не находятся там, где считает система управления, или деталь не полностью упирается в них, вы будете воспроизводить одну и ту же ошибку идеально на каждом изгибе.
Наиболее распространённые причины:
Быстрая проверка: Измерьте длину отгиба на обоих концах детали. Если оба конца имеют одинаковое отклонение, вероятнее всего, проблема в базовой настройке заднего упора — а не в компенсации прогиба и не в глубине хода ползуна.
Долговременное исправление: Разработайте повторяемую процедуру установки базовой точки заднего упора. Обнуляйте упор с использованием известного эталона (шлифованная прокладка или проверенная планка), затем выполните три пробных подачи без изгиба — просто прижмите деталь к пальцам и отметьте место её положения. Если отметки совпадают, ваш “упор” реальный. Если нет — исправьте износ, выравнивание или состояние пальцев. Подкладка под изношенный палец до нужного размера может занять меньше минуты — и спасти целую партию от брака.
Если угол изгиба меняется от концов к центру, вы имеете дело с прогибом листогиба. Под нагрузкой ползун и станина изгибаются. На длинных станинах и при большом усилии (например, при гибке стали толщиной 1/4 дюйма на длине 10–12 футов) прогиб может быть достаточным, чтобы изменить угол изгиба на 2–3° от конца к центру. Деталь может “улыбаться” (теснее в середине) или “хмуриться” (более открытая в середине), в зависимости от настройки и используемой компенсации.
Ключевая диагностика: Измерьте угол в трёх точках — слева, в центре и справа — на одном изгибе. Если центр отличается, а длина отгиба остаётся правильной, базовая настройка заднего упора в порядке; машина гнёт неравномерно по длине.
Почему это застает врасплох: Даже при “умеренном” усилии момент изгиба имеет тенденцию достигать максимума в середине пролёта. На старых листогибах — особенно без надёжной синхронизации ползуна — прогиб часто нарастает быстрее, поэтому в мастерских обычно наблюдают гораздо более сильное изменение угла на старых машинах, чем на новых синхронизированных системах.
Как исправить:
Простой тест в мастерской: Положите линейку вдоль сформированного фланца и отметьте точки контакта мелом. Если зазор изменяется более чем на примерно 0,5 мм по длине длинной детали, прогиб достаточно значителен, чтобы вы отрегулировали компенсацию прогиба/прокладки до того, как начнёте подгонять глубину.
Если деталь правильна, пока она находится под нагрузкой, но раскрывается после её снятия, это упругая отдача. При воздушном гибе обычно приходится перегибать — часто до ~92°, чтобы в итоге получить 90°, — потому что упругое восстановление начинается в момент снятия давления. Упругая отдача в основном зависит от предела текучести и толщины: мягкая сталь может отскочить на 1–2°, нержавеющая — обычно на 3–5°, а некоторые алюминии могут быть ещё более чувствительными.
Самое быстрое заблуждение, которое нужно устранить: Думать, что запрограммированный угол равен конечному углу. Управление задаёт положение ползуна (глубину Y), а не готовую геометрию. Два листа одинаковой толщины могут отскакивать по-разному, если их предел текучести отличается (разный нагрев/закалка, источник проката или партия).
Как настроить без догадок: Сделайте пробный гиб, измерьте через 10 секунд (упругая отдача стабилизируется быстро, но не всегда мгновенно), затем регулируйте глубину Y небольшими шагами, пока конечный угол не станет повторяться. Таблицы гиба — хорошая отправная точка, но они могут ошибаться на 10–15° для холоднокатаного или высокопрочного материала — реальные измерения важнее.
Как выглядит “правильно”: Контролируемый перегиб — слегка острый угол при зажиме — затем равномерное расслабление до целевого угла после освобождения, деталь за деталью.
Два заготовки из одного материала и одинаковой толщины могут гнуться по-разному из-за направления волокон — направления прокатки на заводе. Прокатка растягивает микроструктуру, поэтому лист реагирует по-разному в зависимости от того, гнёте ли вы параллельно или перпендикулярно этому направлению. Это проявляется в упругой отдаче, внутреннем радиусе и склонности к трещинам.
Типичный сценарий: Когда волокна идут параллельно линии гиба, упругая отдача часто увеличивается, и гиб может казаться “жёстче”, поэтому угол раскрывается больше, чем ожидалось. При гибе поперёк волокон (волокна перпендикулярны линии гиба) можно получить более острые радиусы — и на некоторых сплавах выше риск поверхностных трещин, если радиус слишком мал.
Почему это создаёт “загадочный” дрейф угла: Смешанная ориентация в партии — особенно когда детали раскроены из листов с разным направлением — может давать 2–3° вариации даже при точно настроенной установке. Некоторые мастерские списывали целые партии, потому что половина заготовок была повернута на 90° при раскрое, что приводило к постоянной, но отличающейся упругой отдаче.
Решение для серийного производства: Отметьте направление прокатки на поступающих листах (многие прокатные станы делают это; если нет, добавьте “LD” для продольного направления маркером), затем контролируйте ориентацию при резке и формовке. Когда допуски жесткие, последовательность важнее, чем погоня за “лучшим” направлением.
Один метод, который стоит попробовать (5-минутная диагностика): Карта изгибов 3×3
Отрежьте три обрезка из одного листа, все одинаковой ширины. Согните каждый обрезок один раз, затем измерьте угол на слева/в центре/справа на каждом обрезке (всего девять измерений). Запишите длину полки один раз для каждого обрезка.
Девять измерений могут сказать то, чего никогда не покажет одна настройка: виновата ли машина, эталон, материал или простая физика.
Большинство дефектов при гибке — это не “загадочные проблемы с материалом”, а повторяющиеся отпечатки первого сбившегося параметра. Самый быстрый путь к стабильному процессу — внести одно изменение, которое одновременно малорисковое и диагностическое: либо оно решает проблему, либо подтверждает причину, так что следующая корректировка будет простой. Три дефекта ниже составляют непропорционально большую долю брака на листогибах, потому что они склоняют операторов к погоне за углом через глубину вместо исправления радиуса, прогиба или условий контакта поверхности.
Трещины, начинающиеся на внешней стороне линии изгиба (сторона растяжения), обычно связаны с радиусом, а не с “плохим листом”. Наиболее частая причина — принудительное формирование слишком малого внутреннего радиуса при использовании V-матрицы с слишком узким раскрытием или при осадке/штамповке, когда материал (или закалка) не выдерживает напряжения.
Алюминий 6061 — классическая ловушка: при толщине более примерно 1/8″ он легко трескается, если пытаться “сделать острый” изгиб. Надежный первый шаг — перейти на воздушную гибку с большим раскрытием V — обычно 8–10× толщины материала — чтобы изгиб формировался с более щадящим радиусом (часто около 1/16″ минимум без раскалывания, в зависимости от оснастки). Если чертеж действительно требует малого внутреннего радиуса, рассматривайте это как выбор процесса (другой сплав/закалка, больший радиус пуансона или дополнительный этап формовки), а не как то, что можно попытаться добиться регулировкой глубины на станке.
Исправление, которое обычно работает первым: увеличьте глубину хода на 0,5 мм, заново установите задний упор и прогоните пробную деталь примерно на 85% от рассчитанного тоннажа. Это небольшое изменение глубины часто выводит вас из частичного осаживания в стабильное воздушное гибание, снижая пиковое напряжение во внешних волокнах. Оно также показывает, вызвано ли растрескивание чувствительностью материала (трещины остаются при уменьшенном тоннаже) или настройкой.
Компенсация упругого возврата — второй важный момент, который люди упускают. Если вы стремитесь к углу 90°, часто нужно гнуть примерно до 88° (примерно на 2° перегиб) в мягкой стали, чтобы после упругого возврата получить нужный угол — цифры соответствуют базовой металлургии, изучаемой на профессиональных курсах/обучении по стандартам NIMS. Когда операторы пытаются “догнать” конечный угол, углубляя гиб с узким V, они могут вызвать трещины, которые не проявляются сразу; микротрещины могут открыться после охлаждения или хранения детали, особенно в некоторых марках нержавеющей стали, где остаточные напряжения концентрируются на линии сгиба. Простой двухцикловый тест на пробной детали — согнуть, осмотреть, подождать немного, затем снова осмотреть — позволяет выявить это до того, как проблема станет сюрпризом в производстве.
Когда длинная деталь изгибается, как банан, машина сигнализирует, что сила гиба была распределена неравномерно по длине. После примерно 48″ прогиб ползуна и станины становится значительным фактором; при больших нагрузках (например, около 50 тонн суммарно) часто наблюдается прогиб 0,010–0,020″, если система компенсации прогиба (кроунинг) не включена или неправильно откалибрована. В результате угол гиба в центре и на концах различается — и деталь “сообщает” об этом несоответствии в виде изгиба.
Быстрая диагностика, исключающая влияние материала — это холостой прогон с длинным прямым бруском или тестовой деталью при почти нулевом тоннаже. Если концы “поднимаются” относительно середины более чем на 1/16″, проблема в выравнивании/прогибе, а не в неоднородности листа. После этого исправление 90% — кроунинг: включить автоматический кроунинг или вручную задать гидравлический/механический кроунинг, добавив несколько тысячных дюйма в центре (например, +0,005″), чтобы угол гиба совпадал от конца до конца.
Не каждая деталь, изогнутая как банан, связана с кроунингом. Износ заднего упора или разная высота пальцев может привести к тому, что концы касаются первыми примерно на 0,015″, фактически превращая настройку в результат с изгибом. Выравнивание пальцев заднего упора с помощью щупа — или программирование небольшого конусного упора (прогрессивный перекос 0,010″) — может устранить “загадочные изгибы”, которые выглядят как прогиб, но на самом деле вызваны неравномерным позиционированием.
Реальность на производственном полу: многие “операторские” изгибы на самом деле связаны с дрейфом по оси Y при многократных циклах. Сброс нуля по оси Y с помощью индикатора часового типа по графику (например, каждые 50 деталей при длинных сериях) — грубый, но эффективный метод, если машина не имеет более точной системы компенсации с замкнутым контуром.
Сильные следы от матрицы — это проблема контакта поверхности, а не угла. Полированная нержавеющая сталь 304 может получить царапины глубиной примерно 0,003–0,005 дюйма, если работать на полном тоннаже по таблице с обычным V-инструментом. Обычно виноваты давление при осаживании/штамповке или слишком узкое отверстие матрицы, которое концентрирует давление контакта в узкой линии.
Два основных решения устраняют большинство случаев. Первое — уменьшить давление: при воздушном гибе часто можно работать примерно на 70% от тоннажа по таблице и всё же получить нужный угол, компенсируя перегибом. Такой обмен — меньше силы, больше целенаправленной коррекции упругого возврата — часто устраняет “V-тень”, видимую издалека в цеху. Второе — добавить жертвенный барьер: защитная полиэтиленовая (PE) пленка толщиной 0,004 дюйма в V-матрице может обеспечить почти идеальную поверхность без следов на декоративных деталях.
У пленки есть своя физика. Она добавляет примерно 0,002 дюйма интерференции, поэтому может потребоваться увеличить глубину пуансона примерно на 0,001 дюйма, чтобы избежать недогиба. Относитесь к износу пленки как к расходному материалу: при большом объёме работ её замена после нескольких сотен ходов (примерно 500 — практическое правило по журналу) помогает предотвратить “случайные” следы, появляющиеся в середине серии.
Один прием, который стоит попробовать: перестаньте воспринимать таблицы тоннажа как разрешение использовать максимальную силу. Многие статьи подразумевают “рассчитайте тоннаж, затем примените его”. Для декоративных деталей или склонных к растрескиванию работ измените привычку: начните с минимального тоннажа, который обеспечивает стабильный воздушный гиб (часто 60–85% от таблицы), затем добавьте кроунинг/компенсацию угла. Если дефект сразу исчезает, вы подтвердили, что проблема вызвана давлением — без смены инструмента или материала — и сохранили возможность регулировать угол контролируемым перегибом вместо грубого увеличения глубины.
Большинство советов по остановке сводятся к “выключить питание, убрать рабочее место”. Реальная опасность — накопленная энергия: гидравлическое давление, вес ползуна, остаточный электрический заряд или даже матрица, зажатая наполовину. Пресс, который кажется “выключенным”, всё ещё может двигаться с силой, достаточной, чтобы раздавить пальцы или повредить инструмент. Остановка — это не только безопасность, но и предотвращение повреждения уплотнений, сокращение времени утренней настройки и сохранение выравнивания, чтобы следующая смена получала стабильные гибы, а не сеанс устранения неполадок.
Оставление гидравлического пресса на ночь с ползуном под нагрузкой поддерживает постоянное давление на уплотнения и клапаны. Это постоянное напряжение ускоряет износ уплотнений, увеличивая вероятность утечек — или серьёзной поломки — при следующем запуске. Парадокс в том, что датчики перегрузки и предохранительные клапаны не делают это “безопасным”. Они могут медленно сбрасывать давление, пока машина стоит, а затем позволить остаточной силе резко возрасти при запуске — именно такой удар разрушает компоненты быстрее, чем обычная ошибка оператора.
Остановка означает снятие нагрузки, а не просто прекращение движения. Переведите ползун в устойчивое, поддерживаемое положение, как указано производителем, затем полностью изолируйте источник энергии. На гидравлических машинах рассматривайте любой период простоя или смену инструмента как ситуацию блокировки/маркировки (LOTO): изолируйте и заблокируйте питание, чтобы машина не могла совершить цикл — или опуститься — неожиданно. Это важно, потому что гидравлические ползуны могут смещаться из-за утечки через клапан или под действием силы тяжести; “он не движется” — так руки оказываются в зонах защемления. ANSI B11.3 требует эффективного ограждения и контроля энергии; прерывание цикла на середине — это не безопасное состояние.
Механические листогибы несут другие риски: накопленная механическая энергия и поведение тормоза/муфты. Распространённая практика — парковать ползун в нижней точке хода перед выключением, затем отключить управление и предотвратить непреднамеренное срабатывание — использовать фиксирующий штифт, если применимо, или снять и убрать педаль. Нижняя точка хода помогает снизить вероятность неожиданного опускания, но всё же не заменяет правильную изоляцию энергии.
При длительных остановках (более двух месяцев) не допускайте застоя гидравлической системы. Запускайте насос без нагрузки примерно на 20–30 минут каждую неделю, чтобы циркулировать масло и сохранять смазку уплотнений. Эта простая привычка помогает предотвратить повреждения при сухом запуске и утечки на поверхностях, пока они ещё незначительны.
Снятие оснастки — это место, где “сокращения в конце смены” превращаются в задержки или травмы на следующей смене. Самая безопасная последовательность держит руки вне зоны штампа и предотвращает неожиданный цикл. Используйте кнопки ладонями, чтобы опустить ползун близко к нижнему штампу без жёсткого упора, затем выключите ключ оператора перед ослаблением зажимов и извлечением оснастки. Этот шаг с выключением ключа важен: остаточная энергия и логика управления могут вызвать “призрачные циклы” при перезапуске, если кто-то задел педаль или оставил состояние управления активным. Цеха, которые стандартизировали “Ползун вниз + ключ вынут”, значительно сокращают такие сюрпризы при перезапуске, а простая наклейка на пульте обучает новых операторов быстрее, чем любая лекция.
Осмотрите, пока всё ещё свежо. Трещины, сколы или расклёпанные пуансоны и штампы — частая причина заеданий на следующей смене, потому что они могут смещаться под нагрузкой, нарушать выравнивание и заставлять лист вести себя непредсказуемо. Быстрая визуальная проверка сейчас гораздо ценнее, чем обнаружение повреждений во время работы, когда давление по материалу и графику достигает пика.
Организация — это разница между пятиминутной настройкой и двадцатиминутным поиском. Храните штампы в промаркированных стойках по размеру V-открытия и радиусу пуансона. Как правило, многие изгибы хорошо выполняются с V-открытием примерно в 8× толщину материала — но ваши ярлыки на стойках должны отражать фактические стандарты цеха, чтобы следующий оператор не “сделал как-нибудь” с неправильным V и не ввёл вариацию угла. При простое более двух месяцев оборачивайте оснастку в бумагу с ингибитором коррозии (VCI) или аналог и защищайте кромки; коррозия на рабочих поверхностях изменяет стабильность изгиба и ускоряет износ.
Листогиб редко выходит из строя без предупреждения — он выходит из строя после того, как предупреждения остались незаписанными. Журнал оператора — это мост между “что-то показалось странным” и устранением неисправности, прежде чем простой станет дорогим. Записывайте аномалии сразу и конкретно: “высокий свист на ходе вниз при ~80% тоннаже”, “ползун движется ~2 секунды после отпускания”, или “стук в нижней точке возле левой стороны”. Конкретные детали позволяют технику воспроизвести условие, а не гадать.
Если ползун не останавливается сразу после отпускания управления, рассматривайте это как срочное. Движение по инерции указывает на износ тормоза или проблему управления и должно быть сообщено и устранено до следующего запуска. Проверки в конце смены также должны подтверждать реакцию системы безопасности: заблокируйте датчик светового барьера (ползун должен остановиться мгновенно) и протестируйте аварийные остановы с каждой позиции оператора. Любая замедленная реакция может сигнализировать о износе гидравлических уплотнений или деградации системы управления — именно такие проблемы превращают “странные стуки” в капитальный ремонт ползуна.
Простая таблица делает журнал практичным и полезным:
| Тип шума | Вероятная причина | Запись + исправление |
|---|---|---|
| Свист при опускании | Гидравлическая кавитация | Проверить уровень масла; выполнить цикл без нагрузки |
| Движение по инерции после отпускания | Износ тормозов | Попросите руководителя отрегулировать тормоз перед следующим запуском |
| Стук в нижнем положении | Несовпадение матрицы | Переустановите под лёгким давлением; проверьте зажимы |
При сезонных остановках зафиксируйте исходный уровень масла и состояние дыхательного клапана (сухость/загрязнение). Вместе с еженедельной циркуляцией без нагрузки эти записи позволяют выявить большинство проблем с уплотнениями и кавитацией на ранней стадии. В режиме работы двух операторов также фиксируйте проблемы с синхронизацией управления: если одна педаль или кнопка на ладони запаздывает, это может скрывать развивающуюся проблему с тормозом — пока одиночная смена не обнаружит её самым неприятным образом.


















