

في الشتاء الماضي، وقفت أمام قالب صلادته 42 HRC بدا كما لو أنّ فأراً قد قضم حوافه. أسبوعان فقط في الخدمة. ظلّ صاحب الورشة يطرق على ورقة المواصفات: “فولاذ مقسّى. ضمن النطاق.”
فلماذا كان الكتف يتآكل بالفعل؟
هو اعتقد أن الفولاذ لين. وأنا اعتقدت أن هندسة القالب هي من تخدعه.
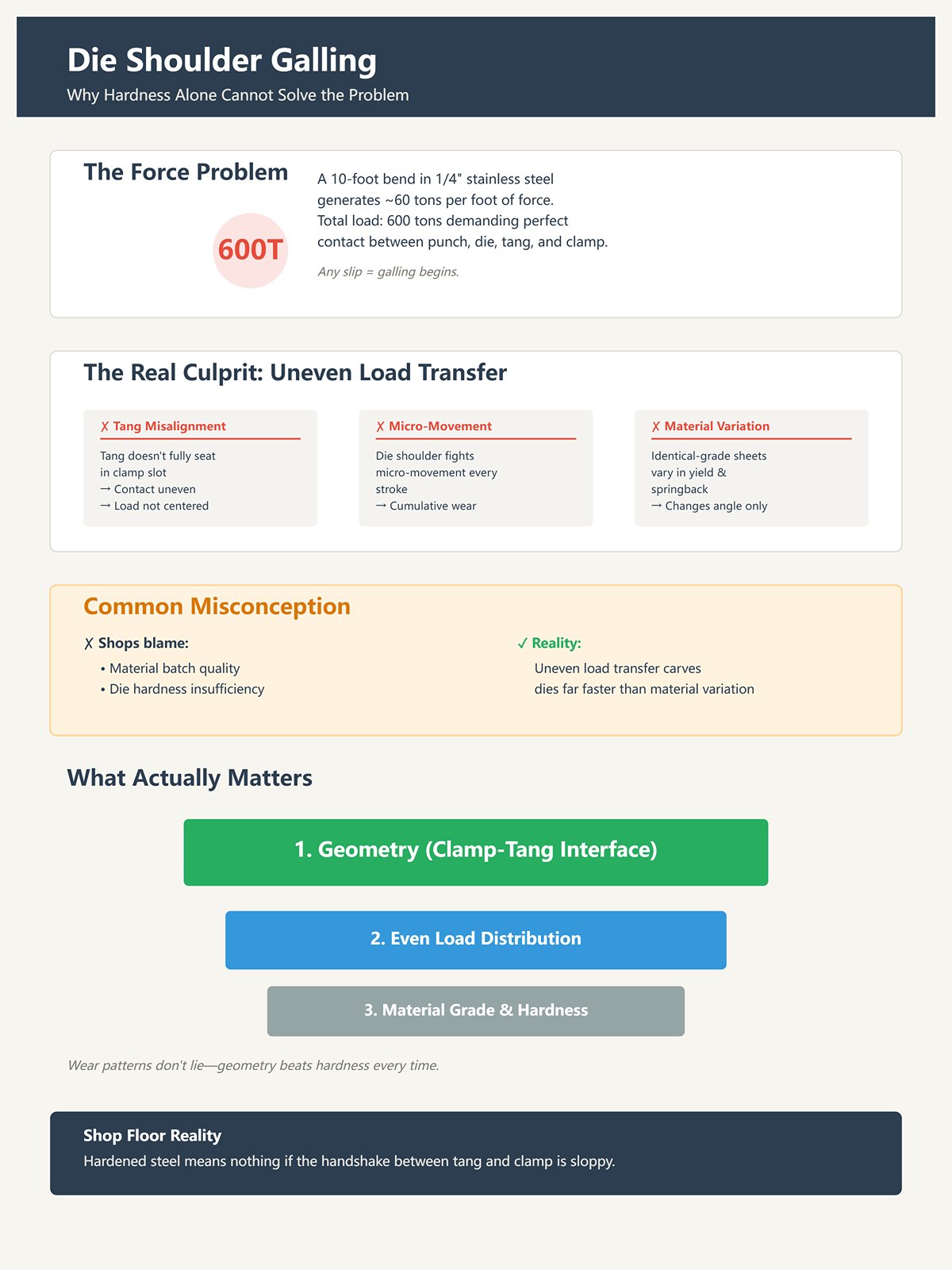
تخيل انحناء بطول 10 أقدام في صفائح من الفولاذ المقاوم للصدأ بسماكة ربع بوصة. يمكن اعتباره نحو 60 طن لكل قدم. أي أن 600 طن تطلب من الثقب والقالب واللسان والمشبك أن تتصافح دون انزلاق.
الآن تخيّل أن تلك القوة تمر عبر لسان لا يستقر تماماً في فتحة تثبيت الماكينة. التلامس غير متساوٍ. الحمل غير مركّز. كتف القالب لا يقاوم القوة العمودية فقط؛ بل يحارب حركة دقيقة في كل ضربة.
يبدأ التآكل في الكتف، لكن الخلاف نشأ عند المشبك.
لقد رأيت ورشاً تلوم دفعات المواد، رغم أن صفائح من نفس الدرجة تختلف في مقاومة الخضوع والارتداد. هذا الاختلاف يغيّر الزاوية، نعم. لكنه لا يُهلك القالب بهذه السرعة. نقل الحمل غير المتوازن هو السبب.
الفولاذ المقسّى لا يعني شيئاً إذا كانت المصافحة بين اللسان والمشبك رخوة.
واقع أرض المصنع: أنماط التآكل لا تكذب—الهندسة تتفوّق على الصلادة في كل مرة.

لنفترض أن لسانك أضيق قليلاً من المشبك. ليس بما يكفي لرفضه. فقط بما يكفي ليستقر بشكل مختلف في كل إعداد.
صباح الإثنين، تضبط المقياس الخلفي، تعدّل الزاوية، وتصل إلى التحمّل المطلوب. الثلاثاء، نفس العمل، عامل آخر، ضربتان تجريبيتان إضافيتان. وبحلول الجمعة، الجميع “يضبطون من جديد” من الصفر.
هذا تفكير صندوق الخردة—اعتبار كل تصحيح أمراً طبيعياً بدلاً من السؤال عن سبب عدم تكرار الأداة للأداء نفسه.
الضريبة ليست مجرد تآكل في الأدوات. إنها خمس ضربات اختبار إضافية في كل إعداد. التعديلات الدقيقة. والتآكل البطيء في الثقة بأرقامك الخاصة.
الدقة تموت بألف تسوية صغيرة.
واقع أرض المصنع: إذا لم يكن الانحناء الأول قابلاً للتنبؤ، فإن مشبكك ليس كذلك أيضاً.
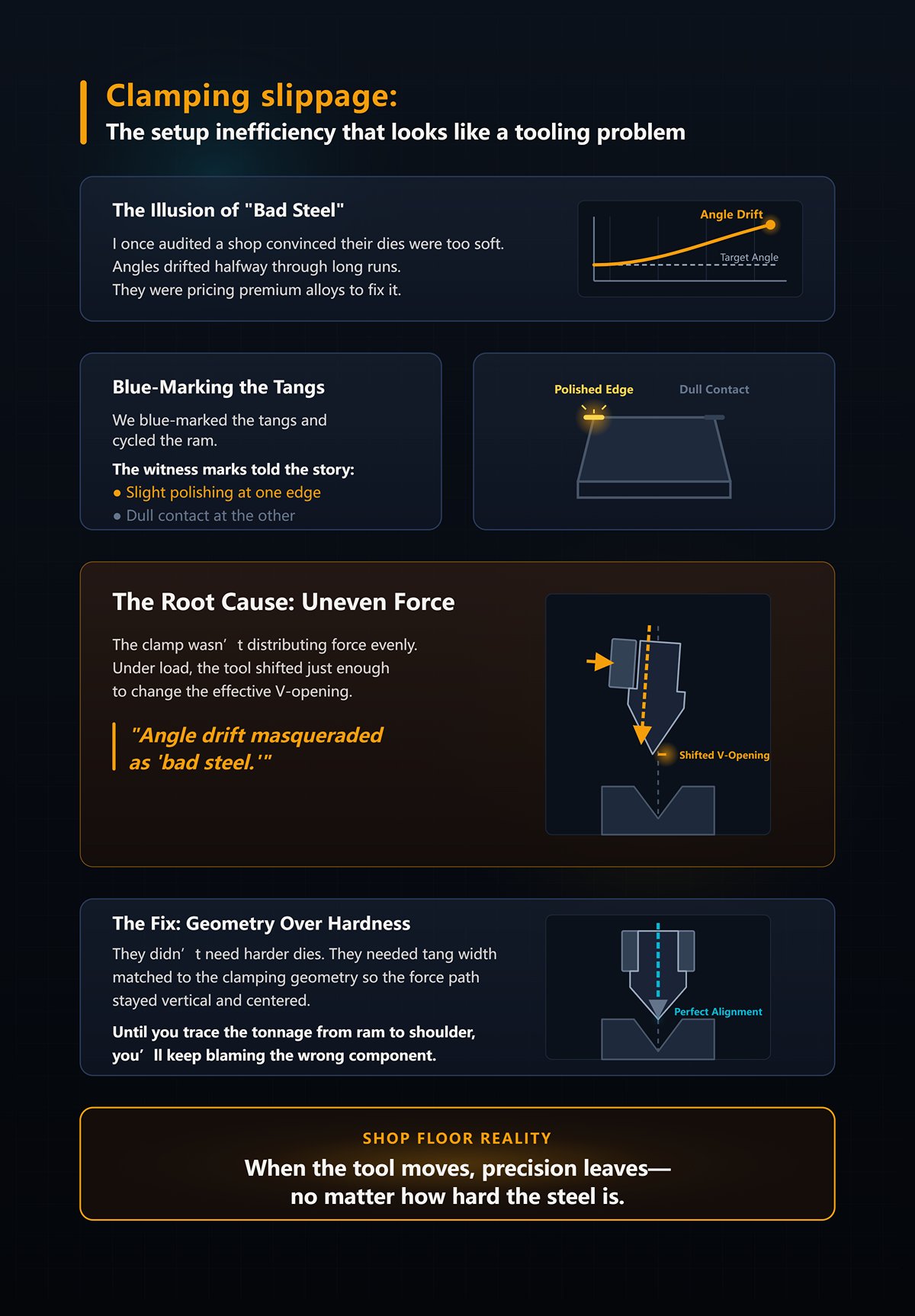
لقد قمتُ مرة بتدقيق ورشة مقتنعة بأن قوالبها كانت لينة جداً. كانت الزوايا تنحرف في منتصف الدورات الطويلة. وكانوا يضعون أسعاراً على سبائك فاخرة لإصلاح ذلك.
قمنا بوضع علامات زرقاء على الألسنة وأجرينا دورة للمكبس.
علامات الشهود روت القصة — صقل بسيط على أحد الأطراف، وتلامس باهت على الطرف الآخر. المِشْبَك لم يكن يوزع القوة بشكل متساوٍ. تحت الحمل، انزاح الأداة بما يكفي لتغيير فتحة الـ V الفعالة.
انحراف الزاوية تظاهر بأنه “فولاذ سيئ”.”
لم يكونوا بحاجة إلى قوالب أكثر صلابة؛ كانوا بحاجة إلى عرض لسان يتوافق مع هندسة التثبيت بحيث يبقى مسار القوة عموديًا ومتمركزًا.
إلى أن تتبع الحمولة من المكبس إلى الكتف، ستستمر في لوم المكون الخطأ.
واقع أرض المصنع: عندما تتحرك الأداة، تغادر الدقة — بغض النظر عن مدى صلابة الفولاذ.
أنت تطرح السؤال الصحيح الآن: إذا لم تكن الصلابة هي الحل، فما هي المعايير الهندسية التي تُبقي القوة متمركزة وقابلة للتكرار؟
في الشهر الماضي كان لدي ورشة تستخدم ثلاثة أنماط من الأدوات على مكبح بطول 12 قدمًا. أحد المثاقب كان بلسان قطره 0.500 بوصة. الآخر 13 ملم. المجموعة الفاخرة كانت 20 ملم. جميعها “تناسب” المِشْبَك. لكن أياً منها لم يشارك نفس هندسة القبضة. المشغل أقسم أن الآلة جيدة حتى ±0.5°. على الورق، كان محقًا. على أرض الواقع، كل تغيير في الأدوات كان يعني ضربتين أو ثلاث لملاحقة الزاوية.
هذا ليس بسبب الفولاذ. بل هو فشل في المصافحة الميكانيكية ذات النقاط الثلاث — مِشْبَك الآلة، لسان الأداة، وقوة شد المادة. عندما لا تمسك هذه الثلاثة بشكل متساوٍ، ينخفض سقف دقتك بوقت طويل قبل أن ينخفض معيار الآلة.
إليك الآلية.
تخيل فولاذ مقاوم للصدأ بسمك 1/4 بوصة من جديد. نسميه 60 طنًا لكل قدم. على مدى 10 أقدام، هذا يعني 600 طن تطلب من اللسان أن يبقى مثبتًا تمامًا بينما يقاوم كتف القالب التمدد. إذا كان جيب المِشْبَك مصممًا حول لسان 20 ملم وأدخلت لسانًا 12.7 ملم بمفتاح حشو، فقد قللت عرض التلامس بأكثر من 7 ملم. يضيق مسار القوة. ترتفع الضغطات. يصبح الميلان المجهري ممكنًا.
لا يبدو ذلك دراماتيكيًا. يظهر كانحراف زاوية، وعدم انتظام نصف القطر، وتآكل الكتف.
قد تعدك الآلة بدقة ±0.5° طوال اليوم. لكن هندستك هي التي تحدد ما إذا كنت ستحققها فعلاً.
واقع أرض الورشة: سقف الدقة لديك تحدده مساحة التلامس، وليس صلابة الكتالوج.
دعني أعطيك مشهدًا محددًا.
ورشة تستبدل نظام ألسنة 13 ملم بنظام ألسنة 20 ملم على نفس المكبح. دون تعديل في المِشْبَك. فقط محولات. الفرق هو 7 ملم في عرض القبضة. يثبت المثقب، يُشَد، ويعمل.
الوظيفة الأولى: فولاذ معتدل سماكته 3 ملم، انحناء هوائي، فتحة V تساوي 8× السماكة. تبدو الزوايا جيدة بعد الإعداد. أثناء التشغيل، يبدأ نصف القطر الداخلي في الانكماش تدريجيًا ببضعة أجزاء من المئة. غير مرئي للعين، لكن يمكن قياسه على القطع المكدسة على العربة.
لماذا؟
لأن اللسان الأضيق يركز قوة التثبيت أقرب إلى المركز. تحت الحمل، يتعرض جسم المثقب لدوران مرن طفيف — نحن نتحدث عن ميكرونات — لكن ذلك الدوران يغيّر خط الانحناء الفعّال بالنسبة لفتحة الـ V. وعندما يتحرك خط الانحناء، يتحرك المحور المحايد. ويتبعه نصف القطر الداخلي لديك.
خمسة مليمترات لا تجلس هناك بهدوء. إنها تغيّر طريقة دخول القوة إلى الأداة.
وعندما تعمل بسرعة 60 طنًا لكل قدم، فهذا يعني أن كل قدم تضخّم ذلك الانحراف في المحاذاة. وعلى طول أداة طويلة، تتراكم تلك الميكرونات لتصبح اختلافًا في الزاوية ونصف القطر، الذي ستلاحقه بتعديلات على المقياس الخلفي بدلًا من إصلاحه عند المشبك.
تفكير صندوق الخردة يقول: “فقط زِد العمق.” أما التفكير المهني فيسأل: “لماذا تحرك خط الثني في المقام الأول؟”
واقع أرض الورشة: إذا تغيّر عرض اللسان، فإن خط الثني يتحرك — سواء اعترفت بذلك أم لا.
أحمل صبغة تخطيط لسبب وجيه.
نقوم بتغطية اللسان، نثبته، نشغله بحمل خفيف، ثم نسحبه. العلامات تظهر الحقيقة. في الأنظمة غير المتطابقة، أرى تلميعًا قويًا على حافة واحدة، وتماسًا خافتًا على الأخرى. هذا يعني أن ضغط التثبيت غير منتظم عبر عرض اللسان.
الضغط يساوي القوة مقسومة على المساحة. عندما تُصغّر المساحة الفعّالة بلسان غير متطابق، يرتفع الضغط المحلي. الضغط العالي المحلي يحفر في المعدن، والمناطق منخفضة الضغط تسمح بانزلاق دقيق. الآن تخيّل تلك القوة تنتقل عبر لسان لا يستقر بالكامل داخل فتحة تثبيت الماكينة. مسار الحمل لم يعد عموديًا، بل أصبح منحازًا.
تحت حمل الانحناء الكامل — مرة أخرى، 60 طنًا لكل قدم — يتحول ذلك الانحياز إلى انزياحات جانبية صغيرة. الانزياحات الجانبية تغيّر الفتحة الفعّالة عند نقطة التماس. غيّر الفتحة، وستغيّر زاوية الثني عند نفس عمق الكباس.
لا أحد يقيس توزيع ضغط التثبيت أثناء الإعداد. إنهم يقيسون الزاوية بعد أن تكون قد أصبحت خاطئة.
وهنا حيث تُربكك مواصفات الماكينة. نعم، مع التعويض الديناميكي وردود الفعل بالليزر، يمكن لبعض مكابح الثني أن تحافظ على دقة أعلى من ±0.1°. لكن نظام التحكم هذا يعالج الأعراض فقط. لا يمكنه أن يجعل لسانًا متأرجحًا داخل جيب تثبيت كبير أكثر صلابة.
لا يمكنك التحكم بالمؤازرة لتتعامل مع مصافحة سيئة.
واقع أرض الورشة: ضغط التثبيت غير المتساوي يحوّل كل ضربة إلى أداة مختلفة قليلًا.
الآن رصّ لكمة مجزأة عبر 8 أقدام.
قطاع واحد أطول بـ 0.02 مم من جاره. هذا ضمن حدود تحمل العديد من الشركات المصنعة. بمفرده، لا شيء. لكن عند اقترانه بتثبيت غير متوازن بسبب اختلاف اللسان، يصبح القطاع الأطول هو الذي يتحمّل الحمل الرئيسي.
تحت الحمل، ذلك القطاع يرى أكثر من حصته من 60 طنًا لكل قدم. ينحرف أكثر. القطاع المجاور ينحرف أقل. زاوية الثني تتغير على طول الطول — ضيقة على جانب، مفتوحة على الآخر.
يسميها المشغلون خطأ في التعويض، أو اختلاف في المادة. لكنها لا تُتلف القالب بهذه السرعة.
الآلية بسيطة: التثبيت غير المتساوي يضخّم فروق الارتفاع الصغيرة. تلك الفروق تعيد توجيه الحمل. إعادة توجيه الحمل تغيّر الاختراق المحلي في قالب V. الاختراق المحلي يغيّر الزاوية ونصف القطر الداخلي.
قم بتشغيل 500 قطعة بهذا الشكل، وسوف يظهر القطاع الأعلى تآكلًا مبكرًا. ثم تعود لتلوم صلابة الفولاذ.
هل ترى كيف يتضاعف الأمر؟ عرض اللسان يؤثر على توزيع الضغط. توزيع الضغط يضخّم اختلافات الارتفاع. اختلاف الارتفاع يغيّر تقاسم الحمل. تقاسم الحمل يغيّر هندسة الثني.
هذا هو سقف الدقة لديك.
السؤال التالي واضح: إذا كانت أنظمة الأدوات المختلفة تستخدم ألسنة (tang) بقياسات 12.7 مم، أو 13 مم، أو 20 مم، فكيف يتحكم كل تصميم في هذا التفاعل بشكل مختلف — وأيها فعلاً يحمي مسار القوة بدلاً من المقامرة به؟
واقع أرض الورشة: عند حجم الإنتاج، خطأ بمقدار 0.02 مم مع تثبيت سيئ يساوي منصة تحميل من الخردة.
تخيل ثلاثة مكابس على الطاولة: لسان أمان أمريكي 12.7 مم، لسان أوروبي بروميكام 13 مم، ولسان ويلا 20 مم. نفس مكبس الثني. نفس فولاذ معتدل بسمك 3 مم. نفس فتحة الثني بمقدار 8× من السمك. الشيء الوحيد الذي يتغير هو كيف يملأ اللسان جيب المشبك.
الآن حمِّله بقدرة 60 طنًا لكل قدم.
على الورق، يبدو الفرق بين 12.7 و13 مم تافهًا. أما في الفولاذ تحت الحمل، فإن 0.3 مم هي التي تحدد ما إذا كان اللسان يتلامس عبر كامل وجهه أو يلمس أحد الحواف أولًا. لسان 20 مم لا يوسع القبضة فحسب؛ بل يغيّر أيضًا المكان الذي تدفع فيه مسامير التثبيت القوة إلى جسم المكبس. لسان أعرض يعني ذراع عزم أطول يقاوم الدوران. لسان أضيق يعني ضغطًا موضعيًا أعلى وميلًا أكبر للتمايل عندما لا يكون مسار القوة متمركزًا تمامًا.
هذه ليست مسألة ولاء للعلامة التجارية. إنها مسألة هندسة.
كل نظام هو عقد ميكانيكي: هندسة مشبك الماكينة، وعرض وشكل اللسان، وقوة الشد للمادة التي تقوم بثنيها. إذا أخللت بهذا العقد ينحرف خط الثني. وإذا حافظت على التناسق، يبقى مسار التحميل عموديًا.
السؤال ليس أي نظام هو “الأفضل”، بل أيها يتوافق مع قيود ماكينتك دون أن يخلق مفصلًا خفيًا عند المشبك.
دخلتُ إلى ورشة تعمل على صفائح بسماكة 1/4 بوصة على مكبس ثني ميكانيكي قديم. أدوات أمريكية النمط. لسان أمان 12.7 مم. مسامير ضبط يدوية. كان المشغل يحبه لأنه لا يسقط عندما يرتخي المشبك.
منصف بما فيه الكفاية.
لكن تحت ضغط 60 طنًا لكل قدم في ثني هوائي ثقيل، قمنا بطلاء اللسان باللون الأزرق وشغلناه. أظهرت علامات التلامس تلميعًا قويًا على الحافة الأمامية، وتماسًا خفيفًا في الخلف. شفة الأمان منعت المكبس من السقوط، لكن التماس الفعلي للمشبك كان أضيق مما يوحي به عرض اللسان. هذا يخلق ارتفاعًا في الضغط بالقرب من الوجه الأمامي.
الضغط يساوي القوة مقسومة على المساحة. نفس الحمولة، منطقة تماس فعالة أصغر، ضغط موضعي أعلى. الضغط الأعلى يزيد الالتصاق عند حافة واحدة ويدعو إلى دوران دقيق نحو القالب. هذا الدوران يحرك خط الثني للأمام قليلاً. في المواد الرقيقة تعوض ذلك بالعمق. أما في مواد عالية الشد وسميكة، فيظهر كعدم اتساق في الزاوية على طول القطعة.
لسان الأمان يؤدي الغرض الذي صُمم من أجله: حماية المشغل والعمل مع مشابك أبسط. لم يُصمم أبدًا ليُتمركز ذاتيًا تحت حمل ديناميكي مرتفع. وعندما تطلب منه أن يتصرف كنظام محكم الدقة ومتمركز ذاتيًا، فأنت تمارس تفكير سلة الخردة.
واقع أرض الورشة: الأدوات الأمريكية مستقرة في المشبك الصحيح، لكنها لن تصلح مسار قوة لم تتحكم فيه ماكينتك منذ البداية.
ورشة مختلفة. مكبس ثني هيدروليكي CNC مع مشابك تحميل جانبية مصممة لألسنة بروميكام 13 مم. بدون شفة أمان. يملأ اللسان الفتحة بشكل أكمل من اللسان الأمريكي 12.7 مم، ووجه المشبك عادة ما يلتقط جزءًا أكبر من السطح العمودي.
تحت نفس ضغط 60 طنًا لكل قدم، يظهر الطلاء الأزرق قصة مختلفة: تماس أوسع وأكثر توازنًا، أقل تحيزًا نحو الحواف. يجلس اللسان أعمق وبشكل أكثر انتظامًا لأن هندسة المشبك بُنيت حول الشكل 13 مم. هذا يقلل من حرية الدوران قبل أن يصل الحمل الكامل.
لكنها لا تضبط نفسها تلقائيًا. ما زلت بحاجة لمحاذاة القطع. ما زلت تشدها وفق تسلسل معين. إعدادها يستغرق وقتًا أطول من نظام التبديل السريع الحقيقي. هذه هي المقايضة: وقت إعداد متوسط مقابل قابلية تكرار عالية بتكلفة أدوات معقولة.
هنا تحديدًا يحدث الالتباس لدى الناس. فهم يفترضون أن دقة مستوى Wila تتطلب معدات مستوى Wila. ليس دائمًا. إذا كان حجم الإنتاج لديك منخفضًا إلى متوسط، ولا تقوم بتبديل الأدوات عشر مرات في الوردية الواحدة، فإن نظام Promecam المطابق بشكل صحيح يمكن أن يحقق دقة “عالية” دون تكلفة رأسمالية كبيرة. الاتساق يبقى قائمًا لأن الآلة والنتوء (Tang) تم تصميمهما معًا.
الخطأ الذي تقع فيه الورش هو إجبار نتوء 13 مم على الدخول في ملزمة متآكلة بفعل سنوات من استخدام الأدوات الأمريكية. الآن يصبح النتوء طافيًا داخل تجويف مهترئ، وتتبخر كل الدقة النظرية.
واقع أرض الورشة: الدقة الأوروبية لا وجود لها إلا عندما تكون الملزمة أوروبية المنشأ أيضًا.
الآن انظر إلى نتوء Wila بسمك 20 مم داخل ملزمة هيدروليكية ذات ضبط ذاتي. ضعها، اضغط الزر، فيسحب النظام النتوء للأعلى والخلف إلى نقطة مرجعية ثابتة. بدون براغي تثبيت إضافية. بدون تحميل جانبي. الهندسة تجبر المحاذاة قبل بناء القوة.
تحت حمولة 60 طن لكل قدم، ينشر النتوء الأعرض قوة التثبيت على وجه أكبر ويزيد مقاومة الدوران بفعل التصميم الهندسي. عرض التلامس الأكبر يعني ضغطًا موضعيًا أقل للحمل نفسه. الضغط الأقل يعني تفاوتًا أقل في القبض، انزلاقًا دقيقًا أقل، وتموضعًا أكثر اتساقًا لخط الثني على الطول.
لكن هذا هو الجزء الذي يتجاهله المندوبون.
إذا كنت تعمل بدُفعات قصيرة، إعدادين يوميًا، فولاذ معتدل بسماكة أقل من 1/8 بوصة، فلن تسترد وفورات الوقت سريعًا. التحسن في الدقة مقارنة بنظام Promecam المُصان جيدًا قد يكون قابلًا للقياس، لكنه غير مربح. ينقلب العائد على الاستثمار عندما تقوم بعمليات تبديل متكررة، أو استخدام أدوات مقسمة على أسِرّة طويلة، أو مواد عالية الشد حيث تحمي ثبات الملزمة كلًا من الزاوية وعمر الأداة.
لقد رأيت ورشًا تثبت أدوات بسمك 20 مم على محولات هجينة في ملزمات بسمك 13 مم للحصول على “أفضل ما في الاثنين”. ما يحصلون عليه فعليًا هو سلسلة تسامحات متراكبة ونقطة مفصلية جديدة بين المحول والكبس. الآن تخيل تلك القوة تنتقل عبر نتوء لا يستقر بالكامل داخل فتحة تثبيت الآلة. لقد أعادت للتو الدوران ذاته الذي صُمم نظام 20 مم للقضاء عليه.
هذا ليس ترقية، بل إنكار هندسي.
Wila ليست سحرًا. إنها مصافحة ميكانيكية كاملة. اكسر إصبعًا واحدًا من تلك المصافحة باستخدام محولات أو ملزمات مهترئة، وستعود لمطاردة الميكرونات عبر عمق الكباس.
واقع أرض الورشة: نظام 20 مم يجدي نفعًا عندما يتطلب حجم إنتاجك وأحمالك الشدية محاذاة ذاتية قابلة للتكرار — خلاف ذلك فأنت تشتري سرعة لا تستخدمها.
ويبقى السؤال المزعج: إذا كان كل نظام لا يعمل إلا كمجموعة مترابطة، فماذا يحدث عند خلطها في نفس أرض الورشة؟
| النظام | النقاط الرئيسية |
|---|---|
| الأدوات الأمريكية (نتوء أمان 12.7 مم) | مصمم لمنع سقوط القالب عند ارتخاء الملزمة؛ يعمل مع ملزمات أبسط؛ تحت الحمل العالي (60 طن/قدم)، تكون منطقة التلامس أضيق مما يوحي به عرض النتوء؛ يخلق قمم ضغط بالقرب من الحافة الأمامية؛ الضغط المحلي المرتفع يؤدي إلى دوران دقيق وتحول في خط الثني؛ مناسب للسلامة والثبات الأساسي لكنه غير مثالي للمحاذاة الذاتية الدقيقة تحت حمل ديناميكي؛ مستقر فقط إذا كانت الملزمة تتحكم بشكل صحيح في مسار القوة. |
| النظام الأوروبي Promecam (نتوء 13 مم) | النتوء يملأ الفتحة بشكل أكمل من النمط الأمريكي 12.7 مم؛ تلامس تثبيت أعرض وأكثر اتساقًا تحت الحمل؛ انخفاض التحيز الحافّي والحرية الدورانية؛ يتطلب المحاذاة اليدوية والشد بالتسلسل؛ وقت إعداد متوسط مع قابلية تكرار عالية؛ دقة فعالة من حيث التكلفة لإنتاج منخفض إلى متوسط؛ تعتمد الدقة على ملزمة أوروبية مطابقة بشكل صحيح — الملزمات المهترئة أو غير المطابقة تلغي المزايا. |
| نظام النتوء Wila بسمك 20 مم | ملزمة هيدروليكية ذات ضبط ذاتي تسحب النتوء تلقائيًا إلى مرجع ثابت؛ النتوء الأعرض يوزع القوة على مساحة تلامس أكبر؛ ضغط محلي أقل، انزلاق دقيق أقل، وتغير أخف في خط الثني؛ مثالي للتبديلات المتكررة، الأدوات المقسمة، الأسِرّة الطويلة، والمواد عالية الشد؛ يعتمد العائد على الاستثمار على حجم الإنتاج وتكرار الإعداد؛ المحولات أو التركيبات الهجينة تُدخل تكدسًا في التسامحات ودورانًا، مما يلغي مزايا النظام؛ فعال فقط كنظام متكامل كامل. |
هل تريد أن تعرف ما الذي يحدث فعلاً عندما تعمل الأنظمة الأمريكية والأوروبية وأنظمة 20 مم في نفس أرضية المصنع؟
انحراف الزاوية الذي يظهر فقط في الأجزاء الثلاثة الأخيرة من التشغيل الطويل. علامات الأدوات التي لم تكن موجودة بالأمس. المشغلون يضبطون العمق قليلًا كل عشر دورات لأن “المادة لا بد أنها تتغير”. أوقات الإعداد التي تتزايد بهدوء بينما الجميع يلومون المخطط.
لا شيء من ذلك يبدأ من الفولاذ.
إنه يبدأ من المصافحة.
عندما تضع مهايئًا بين الكباس واللكمة، فأنت لا تغير فقط عرض اللسان. أنت تُدخل سطحًا جديدًا، نطاق سماحية جديدًا، ومسار حمل جديدًا. الآلة تمسك بالمهايئ، والمهايئ يمسك بالأداة، والمادة تدفع للخلف عبر كليهما. لم تعد تلك مصافحة ميكانيكية ثلاثية النقاط. إنها أربع أصابع، وإحداها خدر.
عند ضغط 60 طنًا لكل قدم في عملية ثني هوائي طويلة، يرى ذلك التماس الإضافي نفس القوة التي تراها اللسان. نفس القوة. تلامس أصغر وغير مثالي. ترتفع الضغطات حيث لا تكون الأسطح مسطحة تمامًا، ويصبح المهايئ مفصلًا لم تصممه أبدًا.
ذلك تفكير سلة الخردة متنكر في شكل مرونة.
الوهم بسيط: “إذا لم يتطابق اللسان، فسنقوم فقط بتكييفه.” الواقع أكثر دقة. كل طبقة مضافة تحرك سطحك المرجعي أبعد عن الكباس. لقد زدت ذراع العزم، ولو بشكل طفيف، مما يزيد من قوة الدوران تحت الحمل. الميكرونات عند المشبك تتحول إلى آلاف عند خط الانحناء.
لن تراه في اليوم الأول.
بعد أسبوعين من الخدمة، تبدأ بمطاردته عبر تصحيحات العمق.
واقع أرضية المصنع: المهايئات لا تدمج الأنظمة — إنها تخفف الهندسة التي جعلت كل نظام دقيقًا.
يمكنك صنع أجزاء.
لكن هذا ليس نفس الحفاظ على السماحية.
لسان أوروبي 13 مم في مشبك مصمم لملف أمان أمريكي 12.7 مم لا يفشل بشكل درامي. إنه يفشل بهدوء. وجه المشبك لا يتعامل مع الأخدود بالطريقة التي صُمم من أجلها، لذا يجلس اللسان على تلامس جزئي. تحت الحمل الخفيف، يتصرف بشكل طبيعي. تحت 60 طنًا لكل قدم، يتحرك شريط التلامس إلى الأمام ويحاول اللسان الدوران نحو القالب.
تخيل الآن تلك القوة تنتقل عبر لسان لا يجلس بالكامل في فتحة تثبيت الآلة.
لقد أنشأت نقطة ارتكاز.
بعض الورش تتفادى المشكلة. يضيفون شرائح مخصصة، ويطحنون تعويضات، ويعدلون ارتفاعات اللكمات، ويدّعون ±0.005 بوصة طوال اليوم. لقد راجعت تلك الورش. التي تنجح لا تعتمد على المهايئ من أجل الدقة. بل تعوض في أماكن أخرى — ضغط مضبوط، دفعات مواد متسقة، تسلسل إعداد منضبط. لقد بنوا قفص عملية حول تسوية هندسية.
ذلك انضباط إداري، وليس سحر المهايئ.
المشكلة هي في قابلية التكرار عبر الورديات والمشغلين والمواد. تم تصميم النظام الأوروبي لتطبيق ضغط التثبيت الجانبي داخل مجرى. أما المشبك الأمريكي فقد صُمم لتحمل النتوء الآمن عموديًا باستخدام ضغط مسمار التثبيت. عندما تخلط بين النظامين، لا يكون مسار الحمل عموديًا تمامًا ولا جانبيًا تمامًا. إنه مائل وغير متسق على طول السرير، خاصة مع المشابك البالية.
والمشابك البالية هي القاعدة، وليست الاستثناء.
لذا نعم، يمكنك تشغيل قوالب أوروبية على مكبس أمريكي. لكنك لن تعمل على هندسة أوروبية حقيقية بعد الآن. ستكون تعمل على نظام هجين يعتمد على مراقبة مستمرة.
واقع ورشة العمل: إذا كانت الدقة تعتمد على أن المشغل “يعرف الحيلة”، فالنظام نفسه ليس دقيقًا.
دعنا نبطئ الوتيرة قليلًا.
يضيف المحول واجهتين جديدتين على الأقل: الواجهة بين الكباس والمحول، والواجهة بين المحول والأداة. كل واجهة لها تسامح تسطح، وتسامح توازي، ومرونة تثبيت. عند جمعها معًا تكون قد أنشأت تراكب تسامح يعيش فوق خط الثني لكنه يظهر في الزاوية.
إنه لا يختفي. بل يعيد توزّع نفسه.
تخيل أداة تثبيت ذاتي بارتفاع 20 مم مركبة في محول على طراز 13 مم، ثم مشدودة في نظام غير ذاتي التثبيت. المفهوم الأصلي لـ 20 مم يوزع الحمل عبر نتوء أعرض ويشد للأعلى والخلف نحو مرجع ثابت. المحول يقطع تلك الحركة الارتجاعية. المشبك الآن يمسك جسم المحول، وليس وجه النتوء المشحوذ بدقة.
لقد نقلت سطح المرجع طبقة واحدة بعيدًا عن الكباس.
تحت الحمل، يحدث انحراف دقيق عند أضعف نقطة مرنة. عادةً ما تكون هذه أرفع جزء في المحول أو السطح الأقل دعمًا. قد يكون النتوء مقسى إلى HRC 60، والمعدن الورقي عند HRC 15، لكن الصلابة لا تمنع الدوران إذا كان مسار الحمل معوجًا. في الواقع، الأدوات الأقسى تركز الضغط في نقاط التلامس غير المثالية، مما يسرّع من التآكل عند وجوه المحولات.
الدقة المفقودة تذهب إلى الانحناء المرن في كل واجهة.
تظهر على شكل تباين في الزاوية على الطول لأن الانحراف غير منتظم. وتظهر على شكل زيادة في تآكل الأداة لأن الضغط غير موزع بالتساوي. وتظهر على شكل انجراف في الإعداد لأن المشغلين يعوضون بالعمق بدلًا من إصلاح الهندسة.
وبمجرد أن تبدأ بتكديس المحولات لجعل “مجموعة واحدة تناسب جميع الآلات”، فأنت لا تقوم بالتوحيد القياسي، بل تضاعف سلاسل التسامح.
هنا تنكشف الخدعة أخيرًا.
الدقة ليست خاصية الأداة وحدها. إنها خاصية مسار الحمل الكامل من الكباس إلى المادة والعودة. إذا كسرت هذا المسار بتنازلات متراكبة، فلن ينقذك أي ختم علامة تجارية.
واقع ورشة العمل: كل محول تضيفه هو نقطة إضافية يمكن أن ينحني فيها شيء لم تكن تنوي أن ينحني.
هل تريد نظامًا مستقرًا يركز على الدقة؟
ابدأ بمشهد بسيط. فولاذ طري بسماكة ربع بوصة، ثني بطول 10 أقدام، فتحة قالب على شكل V بعرض 2 بوصة. باستخدام تقدير الثني الهوائي القياسي، تكون الحمولة حوالي 60 طنًا لكل قدم. تعمل الآلة بانسجام. الزوايا تتكرر. الأدوات تدوم.
الآن بدّل ذلك الصفيح إلى فولاذ عالي الشد بنفس السماكة واحتفظ بفتحة القالب نفسها لأن “الفولاذ هو الفولاذ”. متطلب الحمولة لا يرتفع بلطف — بل يقفز. مقاومة الخضوع ترتفع، والارتداد الزنبركي يمتد إلى 8–10 درجات، ويستجيب المكبس بالضغط بقوة أكبر. نفس الهندسة. مقاومة مختلفة. مسار الحمل الذي قمنا بتعديله للتو بمطابقة صحيحة بين النتوء والمشبك يحمل الآن قوة لم يُصمم لتحملها.
هنا يعيش الانفصال.
لقد كنا نلوم المهايئات على إفساد الهندسة — وهذا صحيح. ولكن حتى مسار تحميل مثالي غير منقطع سيفقد الدقة إذا تم اختيار شكل القالب ونصف قطر الثقب لأسلاك فولاذية خفيفة ثم فرضه على مواد عالية الشد. ستقدم الآلة أي قوة مطلوبة ضمن حدودها. والأدوات تتحمل العواقب.
عندما يتقلص فتحة القالب لديك لـ “التحكم” في الارتداد في المواد عالية الشد، يرتفع الحمل بسرعة. ليس بشكل خطي. بسرعة. ترى الورش أن الـ V الأضيق يعني تحكمًا أدق. ما يحصلون عليه هو زيادة أُسية في الطلب على القوة، وانحناء في الإطار، وإجهاد موضعي على الأدوات لا يمكن لأي عرض لعنق ملامسة أن يثبّته.
المكبس الانحنائي هو من يفوز دائمًا.
الأدوات هي من تخسر دائمًا.
واقع أرض الورشة: إذا كانت خريطة القوالب لديك مبنية على الفولاذ الخفيف، فالفولاذ عالي الشد سيفضحها خلال أسبوع.
دخلت ورشة كانت تستخدم قوالب صلبة بصلابة 28–32 HRC على فولاذ إنشائي خفيف لسنوات. انحناءات نظيفة. علامات طفيفة جدًا. نفس القوالب تُركت على الرف عندما بدأوا عقدًا في سبيكة عالية القوة ومنخفضة السبيكة.
بعد أسبوعين من الخدمة، أصبحت أكتاف الـ V مبرنلة — خدوش صغيرة حيث عضّ المعدن في حافة القالب تحت ضغط تماس أعلى. ليست تشققات درامية. فقط علامات طفيفة بدأت تتزايد. بدأت الزوايا بالانجراف على طول السرير.
لقد ألقوا اللوم على “الأدوات الناعمة”.”
لكن القالب لا يُتلف بهذه السرعة ما لم يتغير شيء آخر.
إليك الآلية. الفولاذ عالي الشد يقاوم الاستسلام، لذا لا يتدفق الصفيح إلى داخل الـ V كما يفعل الفولاذ الخفيف. يتركز ضغط التماس على نطاقات أضيق عند أكتاف القالب. إذا تم اختيار صلابة القالب ومعالجة الحافة بناءً على افتراض مادة ذات إجهاد خضوع أقل، فإن تلك الأكتاف تواجه الآن دورات إجهاد موضعي أعلى. اضرب ذلك في الطول.
في انحناءة هوائية طويلة بقوة 60 طن لكل قدم، تتوزع القوة على أكتاف الـ V. زيادة إجهاد الخضوع للمادة مع الحفاظ على نفس الفتحة يعني أنك تزيد ضغط التماس في تلك خطوط التماس. الصلابة ليست مسألة غرور؛ إنها تتعلق بمقاومة التشوه البلاستيكي في مناطق التلامس تلك.
وإليك الفخ: حتى ضمن “الدرجة نفسها”، تتنوع قوة الخضوع من دفعة لأخرى. لقد رأيت لفائف موسومة بشكل متماثل ترتد بطريقة مختلفة بين الورديات. إذا كانت هامش صلابة القالب لديك ضئيلة، تظهر تلك الاختلافات على شكل تآكل للأدوات وعدم اتساق في الزوايا لا يمكنك تفسيره.
تفاوت المواد لا يعذر الهندسة السيئة — إنه يعاقبها.
واقع أرض الورشة: إذا كانت أكتاف القالب لديك تتعرض للخدوش، فمواصفة الصلابة لديك كُتبت لمادة الأمس.
تخيل قطعة فولاذ عالي الشد بسمك 1/8 بوصة ونصف قطر طرف ثقب حاد تم اختياره لـ “تثبيت” زاوية دقيقة مقدارها 90. تعمل بشكل جيد على الفولاذ الخفيف لأن المادة تستسلم وتلتف بشكل متوقع حول الطرف.
الفولاذ عالي الشد لا يلتف. إنه يقاوم، يخزن الطاقة، ثم يرتد بقوة أكبر.
لذا يقوم المشغل بضبط عمق أكبر للتعويض. يدفع الكباس إلى داخل الـ V أكثر، مما يزيد الحمل ويدفع الصفيحة بقوة أكبر ضد أكتاف القالب. لقد زدت بذلك كل من ضغط التلامس والقوة المطلوبة لأن نصف قطر الثقب صغير جدًا بالنسبة لنصف قطر الانحناء الطبيعي للمادة.
تخيل الآن تلك القوة تنتقل عبر لسان لا يجلس بالكامل في فتحة تثبيت الآلة.
حتى مع وجود ملزمة مثالية، فإن عدم التطابق بين نصف قطر الكبس ومقاومة المادة يعني أنك تجبر الألياف الداخلية على تجاوز حد الإجهاد المريح لها. تشقق دقيق داخل الانحناء. خدوش سطحية على المواد المطلية. تآكل متسارع لطرف الكبس لأن مساحة التلامس أضيق وأكثر سخونة.
المفارقة؟ نصف قطر كبس أكبر قليلاً غالباً ما يقلل القوة المطلوبة ويثبّت ارتداد المادة، لأنه يسمح لها بالتشكل أقرب إلى نصف قطرها الطبيعي بدلاً من مقاومته.
لكن التفكير التقليدي في سلة الخردة يقول إن الحدة تعني الدقة.
الدقة ليست الحدة. إنها الإجهاد المضبوط.
واقع أرض المصنع: إذا كنت تطارد ارتداد المادة بعمق الكباس بدلاً من اختيار نصف القطر، فأنت تثني الأداة أكثر من الجزء نفسه.
لقد رأيت مصانع تقسم أنها تشكل كل شيء بالهواء — حتى يظهر الفولاذ عالي المقاومة. فجأة يبدأون بالإرساء الكامل “فقط في هذا المشروع” لتقليل الارتداد.
لنقم بتجربة واضحة. خذ نفس الصفيحة بسماكة 1/4 بوصة، فتحة V مقاس 2 بوصة، تشكيل هوائي تقريباً عند 60 طن لكل قدم. بدّل إلى الإرساء الكامل بفتحة V ضيقة للتحكم في الزاوية. القوة لا تزيد قليلاً فقط؛ يمكن أن تتضاعف أو تتضاعف ثلاث مرات اعتماداً على الفتحة ومتانة المادة لأنك الآن تجبر الصفيحة على مطابقة زاوية القالب بالكامل.
وهذه القوة لا تنتقل فقط إلى المادة، بل إلى الإطار، والمنضدة، ومرشدات الكباس. تصبح صلابة الإطار المتغير الخفي. الجهاز الذي كان يحافظ على ±0.5 درجة في التشكيل الهوائي قد ينحرف عند الإرساء الكامل للفولاذ العالي المقاومة ببساطة لأن الإطار ينثني تحت الحمل الأقصى.
وتبدأ مجدداً بلوم الأدوات.
لكن طريقة التشكيل كانت مفروضة بواسطة هندسة القالب التي لم تحترم سلوك المادة. بدلاً من اختيار فتحة قالب ونصف قطر كبس يسمحان بالتشكيل الهوائي المضبوط للفولاذ العالي المقاومة، اعتمد المصنع الإرساء الكامل ليخفي ارتداد المادة. ذلك القرار ضاعف القوة، وزاد انحناء الإطار، وعظّم كل انحراف مجهري في مسار الحمل الذي عملنا جاهدين على تنظيفه.
الانحناء الهوائي، الإرساء الكامل، النقش—ليست اختيارات أسلوبية. إنها استراتيجيات قوة.
وعندما يفرض عليك أسلوب الأدوات دون قصد استراتيجية قوة أعلى مما صُممت عليه الماكينة، تصبح الدقة مفاوضة مع الفيزياء لا يمكن الفوز فيها.
واقع أرض المصنع: إذا تغيرت طريقة التشكيل لأن المادة أصبحت أقوى، فإن نظام الأدوات لديك لم يُصمم كنظام متكامل.
أنت الآن تطرح السؤال الصحيح: كيف تختار فتحة القالب، نصف قطر الكبس، الصلابة، وطريقة التشكيل للفولاذ العالي المقاومة دون فقدان الدقة أو تحميل زائد للماكينة؟
توقف عن اختيار القطع بمعزل. ابدأ برسم خريطة المصافحة ثلاثية النقاط — ملزمة الماكينة، مشبك الأداة، مقاومة المادة — ودع تلك الخريطة تخبرك أين يعيش عنق الزجاجة الحقيقي.
الدقة ليست خاصية للفولاذ. إنها خاصية للتوافق.
واقع أرض المصنع: إذا كنت لا تزال تشتري الأدوات حسب العلامة التجارية بدلاً من مسار الحمل، فأنت تخمن.
ابدأ بالماكينة، وليس بالمادة. ما هي الحمولة المقدّرة بالطن لكل قدم؟ ما نوع أسلوب التثبيت؟ ما عرض اللسان الذي صُمم ذلك المشبك ليتحمل ضغطه دون تحميل نقطي؟
إذا كانت مكبستك مصنفة بـ 60 طنًا لكل قدم في عملية الثني الهوائي، فإن هذا الرقم يفترض تمامًا تموضع اللسان وتوزيع الضغط بشكل متجانس عبر وجه المشبك. تخيّل الآن لسانًا أضيق بمقدار 0.020 بوصة من الشق، أو مجموعة محولات تضيف واجهة أخرى. تلك الستون طنًا لكل قدم لم تعد تنتقل كتحية مسطّحة. بل تتركز.
لقد رأيت علامات التلوين الأزرق. قوية عند الأطراف. خفيفة في المنتصف.
الخلط بين الأنماط يمكن أن يعمل. لسان دقيق بعرض 0.500 بوصة يعمل في مشبك متوافق مع تلامس كامل وتموضع صحيح يمكن أن يتصرف بشكل مثالي، حتى لو كان القالب في الأسفل يتبع معيارًا مختلفًا. قصص النجاح ليست صدفة — إنها تعمل لأن مسار الحمل يبقى مستمرًا وتتناسب الأسطح الحاملة في العرض والصلابة.
لكن عندما تفترض الورش أن “يناسب” يعني “متوافق”، فذلك تفكير سلة الخردة.
بعد ذلك، ارسم خريطة المادة. الفولاذ عالي الشد مع ارتداد نابضي من 3°–5° على الفولاذ الطري يمكن أن يتجاوز ذلك، وتعويض الـ CNC يعمل فقط إذا تم اختيار زاوية وقوس الثقب بحيث يحدث انحناء ناقص بشكل متوقع. نصف قطر أكبر للثقب يحترم نصف القطر الداخلي الطبيعي للمادة غالبًا يقلل العمق المطلوب ويثبت الارتداد النابضي، ليبقيك في نطاق الثني الهوائي بدل الانجراف نحو التبطين.
فتحة القالب تصبح حينها منظم القوة. إذا فتحتها ضيقة جدًا ترتفع الحمولة. وإذا فتحتها بشكل مناسب فإنك تتحكم في الإجهاد دون تجاوز حدود انحراف الماكينة.
الصلابة؟ اخترها بناءً على إجهاد التلامس، لا على الغرور. إذا ارتفع الضغط الموضعي على الكتف مع قوة خضوع أعلى، فإن قالبك يحتاج إلى ما يكفي من الصلابة لمقاومة الخدش تحت ذلك الحمل المحدد — وليس تحت فولاذ العام الماضي الطري.
هذا ليس قائمة أدوات. إنه مصفوفة توافق: هندسة مشبك الماكينة → عرض اللسان ومنطقة التحمل → فتحة القالب ونصف قطر الثقب → مقاومة شد المادة وارتدادها النابضي → طريقة التشكيل كاستراتيجية للقوة.
إذا فاتك رابط واحد، فإن البقية تدفع الثمن.
واقع أرضية الورشة: إذا تغيّرت طريقة التشكيل فقط لتتأقلم مع تغيّر المادة، فالمصفوفة لديك لم تكن متناسقة أبدًا.
الفولاذ الفاخر ليس شارة فخر. إنه تأمين ضد نمط فشل محدد.
خذ مثالًا افتراضيًا: مادة عالية الشد بسماكة 1/4 بوصة فوق فتحة V عرضها 2 بوصة عند حوالي 60 طنًا لكل قدم. تتحول تلك القوة إلى تلامس خطي مرتفع عند أكتاف القالب. إذا لم يكن فولاذ القالب يمكن معالجته حراريًا إلى مدى صلابة يقاوم ذلك الضغط الموضعي، فسترى خدشًا وانحراف زاويًا قبل أن يظهر التآكل البُعدي بوقت طويل.
في تلك الحالة، تكسب أدوات السبيكة القابلة للتقسية قيمتها. ليس لأنها فاخرة — بل لأن إجهاد التلامس يطلبها.
الآن اقلب الصورة. إذا لم تستطع ماكينتك توفير ضغط موحد عبر اللسان لأن وجه المشبك مهترئ أو عرض اللسان غير متطابق، فإن شراء فولاذ أصلب لا يحل مشكلة التحميل غير المتكافئ. إنه ببساطة ينقل التشوّه إلى المشبك أو الكباس أو القطعة نفسها. ستتباهى بصلابة الأداة بينما تطارد زوايا غير متّسقة.
هكذا يخدعك تحليل التكلفة لكل انحناءة. يحسب عمر الأداة لكنه يتجاهل توزيع الحمولة.
أدوات الميزانية تكفي عندما تتحقق ثلاثة شروط: مقاومة خضوع المادة معتدلة، فتحة القالب تبقي الحمولة ضمن حدود الماكينة، وواجهة المشبك إلى اللسان متوضعة بالكامل وصلبة. تحت تلك الظروف، أنت لا تطلب من الفولاذ أن يتحمل إساءة الاستخدام.
تبرّر الأدوات الفاخرة عندما يدفع إجهاد التلامس أو حجم الدورات أو صلابة المادة الكتف وطرف الثقب إلى منطقة خطر التشوه البلاستيكي.
إذا كنت لا تعرف في أي نظام تعمل، فأنت لا تجري تحليلًا. أنت تتسوّق.
واقع أرض المصنع: اشترِ الصلابة فقط بعد أن تكون قد اشتريت التوافق.
إليك الجزء الذي لا يريد أحد الاعتراف به.
العديد من المصانع تلقي اللوم على تكلفة الأدوات بينما عنق الزجاجة الحقيقي لديها هو تباين الإعداد. معايير سن مختلفة. مُحوِّلات في حجرة، وتثبيت مباشر في أخرى. والمشغلون يضعون حشوات لجعل المعدات “تعمل”.”
عند 60 طنًا لكل قدم، كل واجهة إضافية هي نقطة مرونة أخرى. وفرصة أخرى لدوران مجهري. ومتغير إضافي يعوضه المشغل بعمق الكباس بدلاً من الهندسة.
التثبيت السريع بتوافق معايير السن يقلل من ذلك التباين. ليس لأنه متطور — بل لأنه يحافظ على مسار الحمل والدقة التكرارية. أما الإعدادات الأسرع فهي أثر جانبي للاتساق الميكانيكي.
ولكن إذا كان حجم إنتاجك منخفض التنوع وطويل التشغيل، وكانت أدواتك الحالية تستقر تمامًا مع علامات تماس متجانسة، فإن ضخ المال في نظام جديد لأجل السرعة فقط قد لا يُحدث فرقًا يُذكر. قد يكون عنق الزجاجة لديك في البرمجة أو مناولة المواد أو الفحص.
هنا يصبح مصفوف التوافق أداة إدارية. اطرح ثلاثة أسئلة صريحة:
أين يدخل القوة إلى النظام؟ أين تتركز؟ وأين تتسرب على شكل انحراف أو تباين؟
أجب عن تلك الأسئلة قبل أن توقّع أمر شراء الأدوات.
الشيء الوحيد الذي يجب أن تحمله معك هو هذا: الدقة لا تُشترى بدرجات الفولاذ أو علامات المشابك — بل تُهندس عند نقطة تلاقي هندسة المشبك، عرض السن، فتحة القالب، نصف قطر الثقب، مقاومة الشد للمادة، وطريقة التشكيل. هذه النقطة غير مرئية إلى أن يكشفها الفولاذ عالي الشد.
معظم المصانع لا تراها لأن الفولاذ الطري يسامحها.
أما الفولاذ عالي الشد فلا يفعل.
واقع أرض المصنع: توقف عن شراء الفولاذ. وابدأ بشراء مسار حمل منطقي.


















