

Tenía una lámina nueva de acero dulce de 3 mm sobre la mesa, una “punzonadora” brillante sujeta arriba y la confianza que da pensar que el metal se comporta como el papel.
Pisó el pedal esperando un agujero limpio.
Lo que obtuvo fue un fuerte golpe, un cráter superficial y un filo de herramienta que nunca volvería a ser cuadrado.
En la factura ponía la palabra “punzón”. Entonces, ¿por qué no perforó?
En un taller de estampado, un punzón es una herramienta endurecida que corta el metal contra una abertura de matriz. Corta. La holgura entre punzón y matriz se mide en centésimas de milímetro para que el material se fracture limpiamente. Eso es cortar.
En una prensa plegadora, el “punzón” es la herramienta superior que empuja la chapa en una matriz en forma de V para crear un doblez. No hay holgura para cortar. No hay zona de fractura. El radio de la punta está diseñado para controlar el radio interno del doblez, no para actuar como una cuchilla. En sistemas modernos basados en CNC como una prensa plegadora de CN-HAWE, toda la estructura de la máquina y la lógica de control están diseñadas específicamente para la precisión y repetibilidad del doblado, no para la perforación, de modo que la geometría de las herramientas, la rigidez del armazón y el control del movimiento sirven al doblado, no al corte.
Misma palabra. Trabajo diferente.
Si te acercas a una prensa plegadora esperando que se comporte como una prensa punzonadora, no seas la persona que aprende la diferencia con una lámina arruinada y una factura roja. El nombre crea una trampa. La física decide el resultado. Entonces, ¿qué está asumiendo tu cerebro cuando oye “punzón”?

Imagina un cinturón de cuero y una perforadora de agujeros. Lo alineas, presionas y cae una pieza circular. Tus manos esperan la misma historia cuando escuchas la palabra.
Ahora mira un punzón estándar de prensa plegadora. La punta no es afilada como una cuchilla. Tiene un radio definido —quizás de 0,8 mm, quizás mayor— porque cuando doblas acero, no intentas cortarlo. Estás estirando las fibras exteriores y comprimiendo las interiores alrededor de ese radio.
Piensa en doblar mezclilla rígida sobre tu rodilla. No cortas la tela. La fuerzas a curvarse. Las fibras de afuera se tensan; las del interior se agrupan. El acero se comporta igual, solo con más resistencia y menos tolerancia.
Un punzón cortante concentra la fuerza en un borde diminuto para superar la resistencia al corte del material y provocar la fractura. Un punzón de prensa plegadora distribuye la fuerza a lo largo de una línea para que el material ceda y fluya plásticamente sin agrietarse. Uno es un cuchillo. El otro es una palanca.
Así que cuando alguien pregunta: “¿Por qué no corta?”, la mejor pregunta sería: ¿dónde está la holgura para el corte y hacia dónde debería ir la fractura?
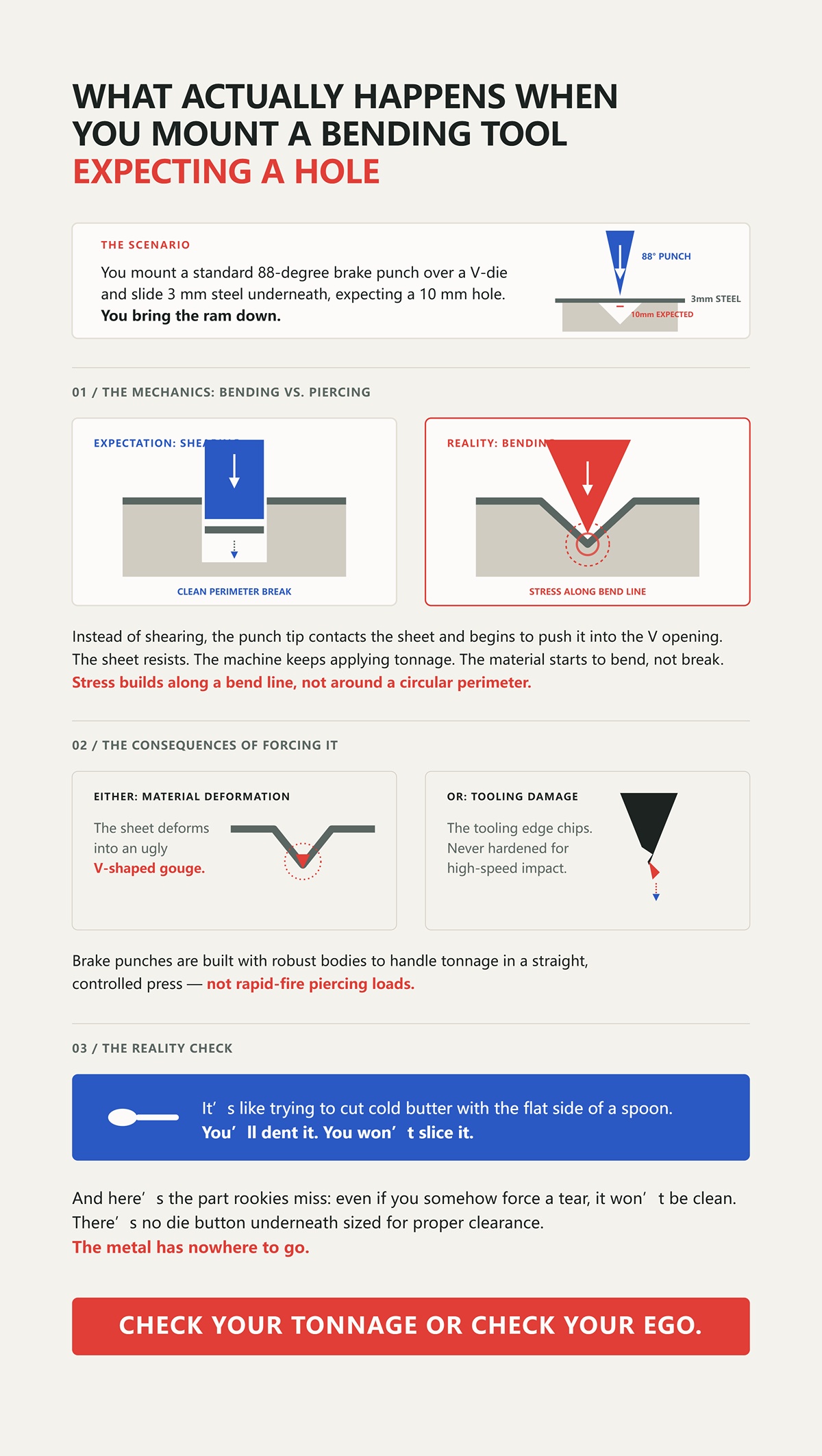
Supongamos que montas un punzón estándar de prensa de 88 grados sobre una matriz en V y colocas debajo acero de 3 mm, esperando un agujero de 10 mm.
Bajas el ariete.
En lugar de cortarse por cizallamiento, la punta del punzón contacta la lámina y comienza a empujarla hacia la abertura en V. La lámina se resiste. La máquina sigue aplicando tonelaje. El material empieza a doblarse, no a romperse. La tensión se acumula a lo largo de una línea de doblado, no alrededor de un perímetro circular.
Si sigues forzando, ocurren dos cosas. O bien la lámina se deforma en una fea hendidura en forma de V, o el borde de la herramienta se astilla porque nunca fue endurecido para soportar impactos y fracturas a alta velocidad, como lo haría una herramienta de punzonado en torreta. Los punzones de freno están construidos con cuerpos robustos para manejar el tonelaje en una prensa recta y controlada, no para cargas de perforación rápidas y repetidas.
Es como intentar cortar mantequilla fría con el lado plano de una cuchara. Solo la abollarás. No la cortarás.
Y aquí está la parte que los principiantes pasan por alto: incluso si consigues forzar un desgarro, no será limpio. No hay un botón de matriz debajo dimensionado para la separación adecuada. El metal no tiene a dónde ir. Verifica tu tonelaje o verifica tu ego.
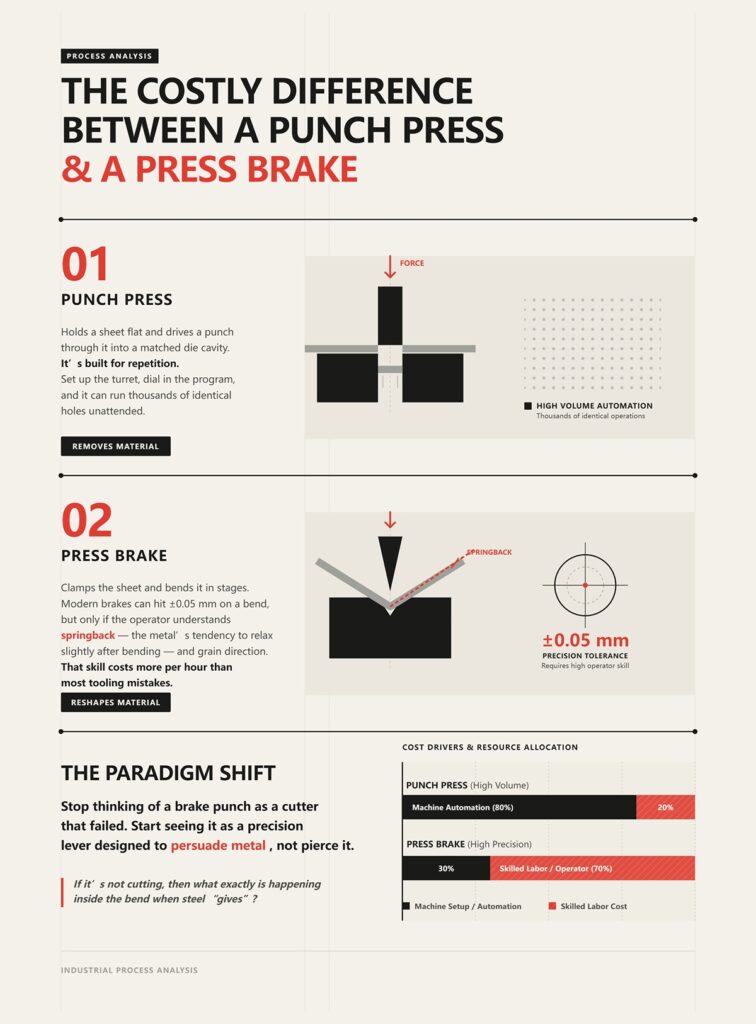
Una prensa de punzonado mantiene la lámina plana y empuja un punzón a través de ella hacia una cavidad de matriz coincidente. Está diseñada para la repetición. Configura la torreta, ajusta el programa y puede ejecutar miles de agujeros idénticos sin supervisión. Así es como las piezas de producción larga generan ganancias.
Una prensa dobladora sujeta la lámina y la dobla por etapas. Los frenos modernos pueden alcanzar ±0.05 mm en un doblez, pero solo si el operador entiende el “springback”, la tendencia del metal a relajarse ligeramente después del doblado, y la dirección del grano. Esa habilidad cuesta más por hora que la mayoría de los errores de herramienta.
Una máquina elimina material. La otra lo reconfigura.
Si las confundes, no solo arriesgas herramientas rotas. Calculas mal los trabajos, eliges el proceso equivocado para el volumen y desperdicias mano de obra en donde la automatización habría generado ganancias. O buscas velocidad con una dobladora cuando lo que necesitabas era una torreta perforando agujeros toda la noche.
El cambio que necesitas es simple pero incómodo: deja de pensar en un punzón de freno como un cortador que falló. Empieza a verlo como una palanca de precisión diseñada para persuadir al metal, no para atravesarlo.
Si no está cortando, ¿qué está sucediendo exactamente dentro del doblez cuando el acero “cede”?
Tienes acero dulce de 3 mm colocado sobre una matriz en V. El punzón baja y toca la lámina en una sola línea a lo largo de su radio. La lámina, en ese momento, solo toca otros dos puntos: los hombros afilados en la parte superior de la V.
Tres puntos de contacto. Esa es toda la historia.
A medida que el ariete continúa descendiendo, el metal no se divide. Gira. Los hombros de la matriz actúan como fulcros y el punzón se convierte en una palanca que aplica fuerza entre ellos. La superficie exterior de la lámina entra en tensión: se estira. La superficie interior entra en compresión: se agrupa. Cuando la tensión en esa capa exterior supera la resistencia a la fluencia del acero, los átomos se deslizan permanentemente unos sobre otros. Eso es deformación plástica. Sin zona de fractura. Sin residuo. Solo fluencia controlada.
Si esto fuera corte, la fuerza se concentraría en un filo de navaja y se combinaría con una separación estrecha para que el material se corte limpiamente. La separación entre punzón y matriz se mide en centésimas de milímetro para que el material se fracture limpiamente. Aquí no existe tal separación porque la fractura no es el objetivo. El punzón no intenta atravesar la lámina; está empujándola hacia una forma definida por la abertura de la matriz.
Como doblar mezclilla rígida sobre la rodilla. No rompes la tela. La persuades hasta que las fibras se reacomodan.
Así que la verdadera pregunta no es “¿Por qué no cortó?”. Es “¿Cómo se distribuye la fuerza y hacia dónde se le permite fluir al metal?”
En el doblado al aire —que constituye la gran mayoría del trabajo con prensas dobladoras— el punzón nunca obliga a la lámina a llegar al fondo de la V. Se detiene en algún punto por encima. El ángulo final depende de qué tan profundo penetra el punzón en la abertura, no solo del ángulo de la matriz.
Imagina un punzón de 88 grados sobre una matriz de 90 grados. Bajas parcialmente el ariete. La lámina entra en contacto con la punta del punzón y los dos hombros de la matriz, formando un triángulo abierto debajo. El metal literalmente se está doblando en el aire entre esos tres puntos. Por eso se llama doblado en el aire.
La precisión proviene del control de la profundidad del ariete. Una fracción de milímetro más profunda cambia el ángulo. Los hombros de la matriz son los puntos de pivote; el punzón es el aplicador de fuerza y el medidor de profundidad.
Ahora compáralo con el doblado en el fondo. En el doblado en el fondo, presionas firmemente la lámina dentro de una matriz que tiene, digamos, un ángulo incluido de 88 grados. La lámina se presiona hasta que contacta las caras de la matriz. El ángulo de la matriz ahora determina el ángulo de doblado más que la posición del ariete. Estás conformando el metal a la geometría de la matriz.
Y si vas aún más allá hasta el acuñado, aplastas ligeramente el material hasta el fondo de la matriz, forzándolo más allá de su radio natural de doblez por pura fuerza bruta. Eso puede requerir de tres a cinco veces la fuerza del doblado en el aire porque no solo estás cediendo las fibras exteriores; estás comprimiendo y puliendo toda la zona del doblez.
Ese salto en la tonelada te dice algo importante.
La fuerza por sí sola no define el proceso. Cómo y dónde se aplica esa fuerza sí lo hace. El doblado en el aire usa palanca y profundidad controlada. El doblado en el fondo usa conformidad con la matriz. El acuñado usa compresión localizada para bloquear el ángulo. Ninguno de ellos depende de un filo cortante que atraviese el acero.
No seas el tipo que piensa que más fuerza convierte una herramienta de formado en un cortador. Revisa tu tonelaje o revisa tu ego.
Toma dos punzones. Uno tiene un radio de punta de 0.8 mm. El otro está afilado hasta formar un filo como cuchillo.
El afilado se ve agresivo. Se siente decisivo en la mano. Pero móntalo sobre una matriz en V estándar e intenta doblar acero de 3 mm, y verás el problema rápidamente. La punta afilada se clava, creando un diminuto radio interior que sobreestira las fibras exteriores. Comienzan microgrietas. El acabado superficial se deteriora. La vida útil de la herramienta disminuye porque ese borde delgado no puede distribuir la carga.
El radio de 0.8 mm, en cambio, distribuye la fuerza a lo largo de un arco controlado. Ese radio determina en gran medida el radio interior del doblez de la pieza durante el doblado en el aire. Y ese radio interior determina cuánto debe estirarse la superficie exterior.
Aquí está el mecanismo: cuanto menor es el radio del punzón en relación con el espesor del material, mayor es la tensión en las fibras exteriores. Si es demasiado ajustado, se supera el límite de elongación del material y se agrieta. Si es demasiado grande, obtienes un radio interior grande que puede no cumplir con el plano.
Así que el “filo de trabajo” no es la agudeza. Es la relación entre el radio del punzón, el ancho de la abertura de la matriz y el espesor y la resistencia del material.
Incluso el ancho de la abertura de la matriz importa. Una regla general común para acero dulce es una abertura en V de unas 6 a 8 veces el espesor del material. Esa proporción influye en el radio interior resultante y en el tonelaje requerido. Matriz más estrecha, radio más ajustado, mayor tonelaje. Matriz más ancha, radio mayor, menor tonelaje.
La geometría decide cómo fluye el metal. La agudeza solo decide qué tan rápido arruinas el utillaje.
Si el punzón es una palanca, su radio es la parte que toca la pieza. ¿Preferirías presionar mantequilla fría con el filo de un cuchillo o con la curva de una cuchara cuando intentas darle forma, no cortarla?
Dobla ese acero dulce de 3 mm a 90 grados en doblado en el aire. Suelta el ariete.
No se mantendrá en 90.
Tan pronto como la presión se libera, parte de la deformación elástica —la parte que no cedió permanentemente— se recupera. El doblez puede abrirse a 92 grados. Eso es retroceso elástico. Cada material lo tiene. Los aceros de mayor resistencia lo tienen más porque una mayor parte de la deformación permanece elástica.
¿Qué significa eso en la práctica?
Si quieres un verdadero 90, quizá tengas que doblar hasta 88 bajo carga. Se sobredobla deliberadamente para que, cuando el material se relaje, vuelva a la especificación. El punzón debe viajar más profundo de lo que sugiere el ángulo final.
Eso por sí solo demuestra que el punzón no es una herramienta de perforación. Un cortador se detiene cuando atraviesa. Un punzón de conformado debe anticipar cómo se comportará el material después de que la carga desaparezca. No solo estás dando forma al metal bajo fuerza; estás prediciendo cómo se moverá una vez que la fuerza desaparezca.
Esa predicción depende del grado del material, el espesor, la dirección del grano, el ancho de la matriz y el radio del punzón. Cambia cualquiera de ellos, y el rebote elástico cambia.
Así que cuando un novato dice: “Parece 90 bajo presión, estamos bien”, le hago liberar el ariete y medir de nuevo.
Porque el doblado no se trata de forzar al acero a someterse. Se trata de entender cómo cede, cómo almacena energía y cómo devuelve parte de esa energía.
Ahora que ves lo que ocurre dentro del doblez — palanca, cedido controlado, recuperación elástica — la siguiente pregunta se formula sola:
Si la geometría controla el flujo, ¿cómo eliges la forma adecuada del punzón para el trabajo?
Vi a un chico doblar acero dulce de 3 mm con un punzón recto nuevo, radio de punta de 0.8 mm, perfil estándar de 88 grados. El primer doblez salió bien. El segundo doblez estaba a 20 mm de distancia, formando una pestaña de retorno. Bajó el ariete y la parte trasera del cuerpo del punzón golpeó la primera pestaña antes de que el ángulo estuviera siquiera cerca. La chapa no falló. La máquina no falló. La geometría sí.
Dentro de ese doblez, las fibras exteriores se estiraban más allá del límite elástico mientras las interiores se comprimían, como un denim rígido doblándose sobre la rodilla. Nada estaba siendo cortado. El punzón actuaba como una palanca controlada, empujando el eje neutro para desplazarse y formando la zona plástica en un arco predecible. Pero el cuerpo de la herramienta —el acero justo encima de ese pequeño radio limpio— necesitaba espacio físico para moverse. Si el perfil no puede despejar la pieza que estás creando, no obtienes un mal corte. Obtienes una colisión.
Por eso la geometría del punzón se trata de despeje y control, no de filo. Estás eligiendo una forma que permite que el material se doble sin que la herramienta choque con tu propio trabajo.
Entra a cualquier taller y verás punzones rectos montados por defecto. Misma altura, mismo ancho de hombros, fácil de alinear a lo largo de la cama. Para dobleces abiertos sin pestañas cercanas, son confiables. El perfil es simétrico, la trayectoria de carga es simple y la alineación es tolerante porque el cuerpo se asienta directamente sobre la línea central de la matriz.
Pero mira los números que se ignoran. Los punzones rectos delgados —2 mm de espesor del alma o menos— enfrentan riesgo de deformación rápidamente cuando los operadores empujan placa gruesa a través de matrices en V estrechas. En una revisión de fallos en la que estuve, una vez que la presión de doblado superó aproximadamente el 80 por ciento del tonelaje nominal, la probabilidad de deformación en esos punzones delgados aumentó drásticamente cuando se usaron en acero de más de 3 mm. Y los perfiles rectos afilados se limitaban a unos 100 toneladas por metro antes de que aparecieran daños permanentes.
¿Por qué? Porque el cuerpo de un punzón recto soporta la carga directamente hacia abajo. Sin alivio. Sin desplazamiento. Si lo combinas con una matriz estrecha para seguir un radio ajustado, el tonelaje se dispara. La fuerza se concentra cerca de la punta y en una sección transversal relativamente delgada de acero para herramienta. Es como intentar doblar mantequilla fría con el borde de una regla en lugar de con la curva de una cuchara. Funciona — hasta que deja de hacerlo.
Y luego está la geometría de la pieza. El punzón recto tiene hombros que se ensanchan inmediatamente por encima de la punta. Eso significa que cualquier pestaña que sobresalga cerca de la línea de doblado se convierte en un obstáculo. La herramienta no conoce tu plano. Solo conoce su propia forma.
Así que el punzón recto es versátil para formas simples. En el momento en que tu pieza obtiene una segunda pata, ese mismo perfil “predeterminado” se convierte en la razón por la que no puedes terminar el trabajo.
Toma esa misma chapa de 3 mm y diseña un canal en forma de U con dos pestañas de 25 mm. El primer doblez es fácil. Para el segundo doblez, necesitas que el punzón llegue más abajo, más allá de la primera pestaña, sin golpearla.
Introduce el cuello de cisne.
El punzón de cuello de cisne tiene una garganta aligerada—un desplazamiento en forma de S en el cuerpo—por lo que la masa superior de la herramienta se encuentra alejada de la línea de pliegue. Esa cavidad de despeje es lo que permite que la pestaña previamente formada se meta dentro del perfil del punzón mientras la punta sigue impulsando el nuevo pliegue. Nada en ella es más afilado. La magia está en el espacio vacío.
Pero no te pongas romántico al respecto. Ese desplazamiento cambia las trayectorias de carga. Ahora la fuerza del ariete viaja a través de una geometría que no va directamente hacia abajo. Si el nivelado de tu máquina está desalineado más de unas pocas décimas de milímetro por metro, o tus pasadores de ubicación están flojos, una desalineación de más de 0.1 mm empieza a manifestarse como ángulos de pestaña desiguales y torsión. En las revisiones de defectos industriales, los errores de alineación en ese rango representan una parte significativa del desperdicio en pestañas formadas.
Un punzón recto oculta pequeños errores de alineación porque su masa está centrada. Un cuello de cisne los magnifica porque el cuerpo está retraído. Solucionaste un problema de colisión y creaste un problema de sensibilidad.
Así que, cuando eliges un cuello de cisne, estás admitiendo que la geometría de la pieza exige despeje—y más vale que te asegures de que la geometría de la máquina pueda soportarlo.
De lo contrario, no estás igualando el perfil con la pieza. Estás apostando a que tu preparación es lo suficientemente buena.
Esta confunde a los principiantes todos los años.
Necesitas un pliegue nítido de 90 grados en acero inoxidable de 2 mm. En lugar de agarrar un punzón de 90 grados, montas un punzón agudo de 30 grados sobre una matriz en V estándar y haces un pliegue por aire hasta la profundidad. Bajo carga, la lámina se enrolla parcialmente alrededor de ese ángulo incluido estrecho. Tras el rebote elástico, se relaja hasta los 90.
Suena contradictorio hasta que observas la mecánica.
Un punzón agudo concentra el contacto más cerca de la línea central al inicio del recorrido. Ese ángulo incluido más cerrado te permite sobreplegar sin que los hombros del punzón interfieran con los hombros de la matriz. Obtienes más recorrido angular antes de la interferencia mecánica, lo cual es crítico para materiales con alto rebote elástico como el acero inoxidable.
Pero aquí está el truco. Los radios de punta más pequeños en los punzones agudos aumentan la deformación superficial. En aluminio blando, un radio demasiado ajustado puede dejar marcas o incluso iniciar grietas si ignoras las pautas de radio interior mínimo. Y si combinas ese punzón agudo con una matriz en V muy estrecha buscando un radio interior estético, la tonelada requerida sube rápidamente. Un gran radio exige fuerza en una abertura estrecha. La compensación invierte lo que los principiantes esperan.
Así que no eliges una herramienta de 30 grados porque parezca agresiva. La eliges porque su geometría permite un sobrepliegue controlado y despeje antes de la interferencia—mientras se mantiene dentro de los límites de elongación del material y del rango de tonelaje de la máquina.
Existen diferentes perfiles porque las piezas tienen forma, los materiales tienen límites y las máquinas tienen estructura. El punzón es una palanca cuyo cuerpo debe moverse a través del espacio. Si su perfil no coincide con la geometría de la pieza y el comportamiento del material, ninguna cantidad de afilado te salvará.
Y una vez que aceptas que la forma gobierna el éxito, la siguiente pregunta deja de ser “¿Qué punzón se ve correcto?” y pasa a ser “¿Cuánta fuerza exigirá esta geometría a mi máquina?”
Hace unos años, un nuevo empleado llevó un carro hasta mi prensa con acero dulce de 4 mm y una matriz en V de 32 mm ya sujeta. Hizo la única pregunta que importa: “¿Cuánta fuerza va a requerir esto?”
Dado que el portafolio de productos de CN-HAWE es 100% basado en CNC y cubre escenarios de alta gama en corte láser, doblado, ranurado y cizallado, para los lectores que deseen materiales detallados, Folletos es un recurso de seguimiento útil.
Aplica la fórmula estándar de tonelaje para pliegue por aire en acero dulce y esa configuración ronda unas 100 toneladas en una longitud de 3 metros. Misma lámina. Misma matriz. Si cambias del pliegue por aire al acuñado, la fuerza requerida se dispara porque ahora estás aplastando el material dentro del ángulo de la matriz en lugar de permitirle flotar y formarse. A la máquina no le importa cómo lo llames. Siente la presión.
Ese número no trata de afilado. Se trata de palanca. La punta del punzón es un brazo de palanca que empuja la lámina dentro de la abertura en V. Cambia el ancho de la abertura, cambia la palanca. Cambia el espesor, cambia la resistencia. El metal se comporta como mezclilla rígida: cuanto más ancho lo soportas, más fácil se pliega; si lo aprietas demasiado, lucha contra ti. Así que la verdadera pregunta no es “¿Mi punzón es lo suficientemente afilado?” sino “¿Con qué abertura de matriz lo estoy emparejando y qué efecto tiene en la fuerza?”
Ahí es donde la matemática te mantiene con vida.
Coloca una lámina de 3 mm sobre una matriz en V de 24 mm. Esa es la proporción clásica de 8:1: la abertura de la matriz ocho veces el espesor del material. Dóblala al aire y normalmente obtendrás un radio interior cercano al espesor del material. La lámina no está siendo cortada; se estira por fuera y se comprime por dentro hasta que cede y toma forma.
Ahora cierra esa matriz a 18 mm porque quieres un radio interior más ajustado. Nada más ha cambiado. Mismo punzón. Mismo acero. El tonelaje aumenta rápidamente. ¿Por qué? Porque una abertura en V más pequeña acorta el brazo de palanca. El punzón tiene que empujar con más fuerza para introducir la lámina en un espacio más estrecho. La fuerza se concentra bajo la punta y en los hombros de la matriz. El esfuerzo aumenta tanto en el acero de la herramienta como en la lámina.
Abre la matriz a 30 o incluso 36 mm en placa más gruesa —proporciones de 10:1 o 12:1— y el tonelaje requerido disminuye, mientras el radio interior aumenta. Ese radio más grande no es un defecto. Es el resultado natural de permitir que el material fluya en lugar de estrangularlo.
Los principiantes tratan la proporción 8:1 como si fuera escritura sagrada. Es un punto de partida, no una ley. El material delgado de unos 3 mm o menos suele comportarse de manera diferente; una matriz demasiado ancha puede hacer que el control del ángulo sea impreciso. La placa gruesa a menudo necesita más de 8:1 para mantener el tonelaje dentro de un rango razonable. La abertura de la matriz determina en gran medida el radio interior en el doblado por aire, y ese radio dicta cuánto deben estirarse las fibras externas. Si las estiras más allá de su límite de elongación, aparecen grietas. Si las obligas a un espacio demasiado estrecho, el tonelaje se dispara.
No eliges el radio de punta del punzón por separado. Debe coincidir con el radio que la abertura de la matriz producirá naturalmente. Si la matriz tiende a formar un radio interior de 3 mm y usas un punzón con una nariz afilada de 0,5 mm, lo único que logras es concentrar el esfuerzo en el primer contacto. La lámina intentará formarse según la geometría de la matriz. Las matemáticas ganan.
Entonces, si la abertura de la matriz determina el radio y la fuerza, ¿qué ocurre cuando ignoras el lado de la fuerza en esa ecuación?
He visto un punzón recto con una sección delgada —aproximadamente 2 mm a través del cuerpo— clasificado con seguridad para unos 100 toneladas por metro. Se veía bien en el estante. Limpio. Afilado. El operador lo combinó con una matriz estrecha sobre acero de 4 mm para buscar un radio interior estético. La prensa tenía la capacidad. La herramienta no.
Lo que obtuvo fue un fuerte golpe, un cráter superficial y un filo de herramienta que nunca volvería a ser cuadrado.
Aquí está la trampa: el tonelaje de la máquina no es el tonelaje de la herramienta. Una prensa de 170 toneladas no convierte mágicamente cada punzón del armario en un punzón de 170 toneladas. Cuando estrechas la abertura en V, el tonelaje requerido aumenta. Cuando incrementas el espesor del material, el tonelaje requerido aumenta. Cuando embossas (coining) en lugar de doblar al aire, el tonelaje se dispara porque estás deformando plásticamente toda la zona de doblado para que coincida con el ángulo del punzón.
Y la carga no se distribuye uniformemente. Una matriz en V pequeña concentra la fuerza en un área de contacto menor en la punta del punzón y en los hombros de la matriz. El esfuerzo local puede superar el límite elástico del acero de herramienta, incluso si el tonelaje total de la máquina parece “dentro de los límites”. Así es como se deforman las puntas y aparecen grietas microscópicas que luego se convierten en fallos catastróficos.
Los catálogos de herramientas publican el máximo de toneladas por metro por una razón. Esos números suponen aberturas de matriz adecuadas y doblado al aire, salvo que se indique lo contrario. Ignorar ese contexto es apostar con acero endurecido bajo presión hidráulica.
No seas la persona que confía más en el indicador de la máquina que en la tabla de la herramienta. Verifica tu tonelaje o verifica tu ego.
Pero la fuerza sola no te dice cuándo has desajustado la geometría con el material. La propia lámina empieza a hablar.
Toma acero inoxidable de 2 mm con elongación moderada. Pásalo por una matriz que te dé aproximadamente un radio interior de 2 mm. Ahora sustituye el punzón por uno agudo con una nariz muy estrecha —digamos de 0,5 mm— porque quieres una línea definida. En los primeros golpes, el doblez parece bien. Para el décimo, empiezas a ver vetas brillantes a lo largo de la línea de doblez y finas roturas superficiales en el radio exterior.
Eso es el comienzo del agarrotamiento y el microagrietamiento.
Cuando el radio de la nariz del punzón es mucho menor que el radio que el material puede formar cómodamente, el contacto inicial crea una deformación superficial extremadamente alta. Las fibras externas se estiran más allá de lo que esa aleación puede soportar. El acero inoxidable, especialmente, se endurece por trabajo rápidamente. Cada golpe hace que la superficie sea más dura y menos tolerante. La herramienta empieza a recoger material —desgaste adhesivo— debido a la presión y la fricción elevadas. Eso es agarrotamiento.
Al mismo tiempo, una nariz más afilada aumenta el rebote elástico. La lámina se ajusta firmemente bajo carga y luego se relaja más agresivamente cuando se libera la presión. Los operadores responden sobre-doblando —golpeando más profundo para alcanzar el ángulo—, lo que nuevamente incrementa la fuerza. Ahora has creado un ciclo: radio agudo → mayor deformación superficial → más rebote → golpe más profundo → más tonelaje.
Las grietas en el exterior del doblez no son mala suerte. Son un cálculo de deformación que te negaste a hacer. El agarrotamiento en el punzón no es cosmético. Es evidencia de presión y fricción más allá de lo que debería soportar esa combinación.
Al metal no le importa cómo la factura llamaba a la herramienta. Esa palabra en la factura decía punzón. Lo que tienes en la mano es una palanca de conformado de precisión que debe respetar el espesor, la abertura del dado, la elongación y la carga nominal.
Alinea esos factores y el doblez se vuelve predecible. Ignóralos, y la máquina te enseñará con ruido y chatarra.
Un joven comprador una vez me preguntó cómo elegir el radio de punzón “correcto” para acero dulce de 4 mm en un dado en V de 32 mm. Le dije: empieza con el dado, confirma el radio interior natural que formará, asegúrate de que la punta del punzón soporte ese radio sin concentrar esfuerzos, luego verifica la capacidad de toneladas por metro de la herramienta en relación con la tabla de tonelaje para esa configuración. Él asintió. Luego pidió un hermoso punzón de estilo europeo que ni siquiera podía montarse en su prensa americana.
Puedes calcular radios todo el día. Si la lengüeta no coincide con tu máquina, es un pisapapeles.
Aquí es donde los novatos vuelven a la mentalidad de “herramienta afilada”. Piensan que compatibilidad significa “¿hará el doblez que quiero?” No. La compatibilidad empieza más arriba: ¿este punzón se asentará físicamente en el portaherramientas, se alineará bajo carga y transmitirá la fuerza de la manera en que la máquina fue diseñada para hacerlo? Porque un punzón de prensa plegadora es una palanca de conformado. Y una palanca solo funciona si está correctamente anclada.
Así que antes de obsesionarte con el radio de la punta, haz una pregunta más básica: ¿esta herramienta pertenece a esta máquina?
Dado que el portafolio de productos de CN-HAWE es 100% basado en CNC y cubre escenarios de alto nivel en corte láser, plegado, ranurado y cizallado, si el siguiente paso es hablar directamente con el equipo, Contáctanos encaja naturalmente aquí.
Saca un punzón de estilo americano y otro de estilo europeo del estante y colócalos uno al lado del otro. Los extremos de trabajo podrían parecer similares. Las partes superiores no. La lengüeta americana es ancha y pesada, diseñada para máquinas mecánicas antiguas y las primeras hidráulicas con barras de sujeción robustas. Las lengüetas europeas son más estrechas, a menudo combinadas con sistemas de sujeción segmentados y de cambio rápido que dependen de un posicionamiento vertical preciso.
Esa pequeña diferencia en la parte superior lo determina todo.
He visto talleres comprar herramientas europeas rectificadas con precisión porque el catálogo prometía una mejor consistencia de ángulo. Luego descubren que su prensa americana más antigua no las sujeta correctamente sin un adaptador. Ahora has introducido otra interfaz—otra acumulación de tolerancias—entre la corredera y el punzón. Bajo carga, incluso unas centésimas de milímetro de juego vertical cambian el ángulo del doblez a lo largo de la pieza. La holgura entre el punzón y el dado se mide en centésimas de milímetro para que el material se fracture limpiamente en operaciones de punzonado; en el doblado, desalineamientos igualmente pequeños se traducen en ángulos inconsistentes entre piezas.
Crees que estás buscando un mejor radio. En realidad, lo que estás haciendo es apilar tolerancias.
Históricamente, esto no es un accidente. Las prensas mecánicas americanas se construyeron como tractores—grandes superficies de apoyo, desgaste visible, advertencia gradual antes de fallar. Los sistemas hidráulicos europeos buscaban precisión y cambio rápido. Filosofías diferentes. Geometrías de lengüeta diferentes. Ecosistemas diferentes. Una vez que tu máquina está construida alrededor de uno, en gran medida quedas comprometido con él.
No seas la persona que compra un hermoso punzón europeo y luego descubre que su prensa americana ni siquiera puede sostenerlo.
E incluso si logras hacerlo encajar, ¿deberías?
A finales de los años 60 y 70, los talleres utilizaban máquinas “híbridas”: potencia hidráulica con correderas y sistemas de sujeción de estilo mecánico. En teoría funcionaban. En la práctica, perseguíamos problemas de alineación cada semana. La corredera se movía suavemente, pero la sujeción no estaba diseñada para las herramientas segmentadas de precisión que los operarios intentaban incorporar. Resultado: carga desigual, desgaste localizado, variaciones misteriosas de ángulo.
Esto es lo que sucede mecánicamente cuando mezclas sistemas.
Un punzón de precisión de estilo europeo espera cierta distribución de presión de sujeción y una superficie de referencia vertical. Colócalo en una máquina diseñada para una lengüeta americana más ancha y a menudo dependerás de tornillos prisioneros o adaptadores para mantener la posición. Bajo 80 o 100 toneladas por metro, esa interfaz puede desplazarse microscópicamente. No lo suficiente para verlo. Suficiente para cambiar cómo la palanca transmite la fuerza a la lámina.
El metal bajo doblado se comporta como una mezclilla rígida. Si presionas gradualmente, fluye. Si concentras la presión en un punto inestable, se arruga donde no planeabas. Cuando tu punzón se balancea en la sujeción, ya no estás aplicando la fuerza directamente sobre la línea central. Estás introduciendo una carga lateral. Esa carga lateral no solo afecta a la pieza, también afecta a las guías de la corredera y a los hombros de la herramienta.
Ahora tu radio de punta cuidadosamente calculado está trabajando a través de una palanca torcida.
¿Puedes usar híbridos con éxito? Sí, con adaptadores adecuados, clasificados para la carga, y con la alineación verificada a lo largo de toda la cama usando dobleces de prueba y galgas de espesores. Pero eso es disciplina de ingeniería, no pensamiento ilusorio.
La pregunta se vuelve más aguda: incluso si encaja y se alinea, ¿puede tu máquina soportar la carga que exige la geometría del punzón?
En 1974, Cincinnati fabricó una prensa plegadora con una capacidad de aproximadamente 1500 toneladas en 10 metros. Hoy existen monstruos clasificados en 5000 o 6000 toneladas. Así que podrías pensar que la fuerza de las máquinas ha superado las preocupaciones sobre las herramientas.
No es así.
La mayoría de los talleres no operan monstruos de 6000 toneladas. Usan prensas plegadoras de 100 a 400 toneladas en longitudes de 3 o 4 metros. Y cada máquina tiene un tonelaje nominal por pie o por metro basado en los límites de deflexión del bastidor. Si excede eso, no solo arriesgas las herramientas, también arriesgas la deformación permanente del bastidor.
Aquí está el mecanismo.
Cuando reduces la abertura de la matriz para lograr un radio interior más cerrado, el tonelaje requerido aumenta drásticamente. Si luego seleccionas un punzón con un radio de punta pequeño para “ayudar” con ese doblez ajustado, aumentas la presión de contacto en la punta. Una mayor presión significa más tonelaje total necesario para lograr el mismo ángulo, porque estás resistiendo el flujo del material en lugar de permitirlo.
Esa carga viaja desde la punta del punzón, sube a través de la espiga, entra en el ariete, atraviesa los bastidores laterales y baja hacia la cama. Los bastidores están diseñados para flexionarse elásticamente dentro de ciertos límites. Si excedes ese límite con suficiente frecuencia, cambias la geometría de la máquina. Entonces, incluso con herramientas correctamente elegidas, no obtendrás ángulos consistentes porque la propia máquina se ha deformado.
He medido máquinas que estaban unas décimas fuera de paralelo de extremo a extremo después de años de sobrecargar matrices estrechas sobre placas gruesas. Los operadores culpaban al retroceso elástico. El verdadero culpable era el exceso de tonelaje acumulado.
Por eso la selección del punzón no está separada de la capacidad de la máquina. El radio de la punta del punzón debe respaldar el radio natural de la matriz para que el tonelaje se mantenga en el rango esperado de doblado en el aire. La espiga debe asentarse correctamente para que la carga se transfiera de manera directa. Y el total de toneladas por metro debe mantenerse dentro de las clasificaciones tanto del herramental como de la máquina.
De lo contrario, no solo estás doblando acero.
Estás doblando la máquina que se supone debe doblarlo por ti.
Con la compatibilidad de las herramientas resuelta, hay una bifurcación más en el camino: ¿cuándo deja esta palanca de formado de ser la herramienta adecuada por completo, y cuándo necesitas realmente una máquina punzonadora de verdad?
¿En qué momento dejas de intentar hacer que una prensa plegadora se comporte y colocas una punzonadora?
En el momento en que necesitas luz a través del metal.
Hasta ahora hemos estado hablando de palancas, trayectorias de carga y límites de tonelaje: cómo un punzón de prensa plegadora remodela el material del mismo modo en que doblas mezclilla rígida sobre tu rodilla. Presión controlada. Flujo gradual. La geometría guiando la física. Todo ese sistema parte de la premisa de que estás conformando, no removiendo.
En el instante en que tu dibujo muestra un agujero, una muesca, una rejilla o un grupo de ranuras de ventilación, has cruzado una línea. No una línea de herramental. Una línea de física.
Una prensa plegadora mueve el material. Una punzonadora lo separa.
Esa distinción parece sencilla hasta que alguien intenta engañarla.
Si necesitas un agujero de 10 mm en una chapa de 3 mm, una punzonadora de plegadora nunca será la respuesta correcta. No tiene espacio de matriz para el corte. No tiene extractor para retirar la chapa de un punzón cortante. No tiene manera de controlar la expulsión del residuo. La distancia entre el punzón y la matriz en una operación real de punzonado se mide en centésimas de milímetro para que el material se fracture limpiamente. Ese espacio tan ajustado es lo que permite que el metal se deforme, se rompa y se separe en lugar de estirarse como caramelo.
Una configuración de plegadora no tiene esa relación. Tiene una matriz en V diseñada para soportar el doblado, no para actuar como un anillo de corte.
Ahora amplíalo.
Supongamos que necesitas 400 agujeros de ventilación en un panel. Una prensa punzonadora sujeta la chapa una sola vez y la posiciona automáticamente, avanzando de una ubicación a otra a velocidades que hacen que el reposicionamiento manual parezca prehistórico. Una sola configuración. Golpes repetidos. Separación limpia cada vez. Esa máquina fue construida para la repetición y la eliminación.
Intenta eso en una plegadora y tendrás que colocar a mano cada golpe, esperando que la alineación se mantenga precisa, y fingiendo que una palanca de conformado es una herramienta de corte.
No seas la persona que convierte una plegadora en una imitación lenta y furiosa de una prensa de torreta.
Y sí, aquí está el detalle que confunde a la gente: las plegadoras pueden manejar placas más gruesas en doblado que muchas prensas punzonadoras pueden perforar. Duplicar el grosor hace que la fuerza de punzonado aumente rápidamente, más rápido de lo que la mayoría de los principiantes esperan. Hay trabajos en los que una prensa punzonadora se queda sin fuerza mientras una plegadora sigue conformando el mismo grosor todo el día.
Eso no significa que la plegadora deba perforarlo.
Solo significa que el grosor por sí solo no decide la máquina. La operación lo hace.
¿Doblado de acero inoxidable grueso? Plegadora. ¿Cortar agujeros en cualquier cosa? Prensa punzonadora.
Si la pieza necesita luz de día, deja de discutir con el plano.
Permíteme describirte una escena que he visto demasiadas veces.
La palabra en la factura decía punzón. Lo que obtuvo fue un golpe fuerte, un cráter superficial y un borde de herramienta que jamás volvería a ser cuadrado.
Aquí está el motivo.
Un punzón de plegadora está endurecido para soportar carga compresiva a lo largo de su eje central. Espera contacto distribuido a lo largo de una línea de doblado. Cuando intentas empujarlo directamente contra la chapa para “hacer” un agujero, concentras la fuerza en un punto diminuto sin el espacio de matriz adecuado debajo. En lugar de una fractura limpia, el material se estira, se endurece por trabajo y luego cede de manera desigual. La carga se dispara. La punta se abomba o se astilla. El pistón sufre un golpe que nunca debió sentir.
El metal al doblarse se comporta como mantequilla fría bajo presión constante. El metal al perforarse se comporta como una galleta que se rompe.
Distintos modos de falla. Distinta geometría de herramienta. Distintas máquinas.
Y hay más en riesgo que solo la herramienta. Sin una abertura de matriz emparejada y diseñada para cortar, la fuerza no viaja limpiamente a través de un filo hacia un anillo de soporte. Se dispersa hacia los hombros de la matriz en V y vuelve a las guías del pistón como impacto. Eso ya no es tonaje hidráulico suave. Es carga de choque.
El impacto es lo que afloja las abrazaderas, abolla los hombros de la espiga y comienza el tipo de desgaste que no notas hasta que los ángulos se desvían “sin motivo”.”
No verás el daño en un solo golpe. Lo sentirás seis meses después.
¿Podrías diseñar una configuración especial para mordisquear o cortar parcialmente en una prensa plegadora? En teoría, con herramientas personalizadas y un control cuidadoso de la carga, puedes hacer cosas extrañas. Los talleres han hecho cosas más extrañas. Pero para cuando terminas de diseñar todo eso, has reconstruido una prensa punzonadora rudimentaria dentro de una máquina que nunca estuvo destinada a serlo.
Y ese es el verdadero límite.
Un punzón de prensa plegadora es una palanca de conformado de precisión. Induce al metal a tomar forma. No lo corta. Cuando le pides que separe material, ya no estás ajustando geometría a la física del material: estás ignorando ambas.
Así que antes de luchar con la configuración, hazte una pregunta clara: ¿esta característica requiere la eliminación de metal o solo su reubicación?
Tu respuesta te dirá qué máquina pertenece en el taller.
Y una vez que hayas elegido la máquina correcta, ¿cómo haces que esa elección sea sistemática en lugar de instintiva?
Quieres una manera repetible de decidir entre una prensa plegadora y una prensa punzonadora, no una corazonada y una oración.
Bien. El instinto es lo que los novatos llaman adivinar.
Aquí está el marco que enseño a los nuevos empleados después de que han abollado algo caro: decide por capas y deja que la física te vete en cada paso. Primera pregunta: ¿el dibujo requiere eliminación de material o solo reubicación? Si necesita ver la luz a través de la lámina, asunto resuelto: prensa punzonadora. Si son solo dobleces, pestañas, desplazamientos, bridas... ahora te has ganado el derecho a abrir el gabinete de herramientas de la plegadora.
Pero eso es solo la bifurcación del camino. La verdadera disciplina comienza después de haber elegido el conformado. Porque una prensa plegadora te permitirá fácilmente configurar una combinación que encaje en las abrazaderas y, aun así, sobrecargue la mesa, deforme el punzón o haga que el ariete se flexione como una tabla de clavados.
Así que la lista de verificación no es “¿Qué herramienta parece correcta?” sino “¿Esta geometría coincide con mi material y mi máquina?”
Y eso comienza con los números grabados al costado de la máquina que la mayoría de los principiantes nunca leen.
Cada prensa plegadora tiene una tabla de tonelaje. Te dice, para un determinado espesor de material y una abertura de matriz, cuántas toneladas por pie —o por metro— necesitas para doblar al aire ese material.
Eso no es una sugerencia. Es el costo de doblar mezclilla rígida en lugar de algodón de camiseta.
Supongamos que tu tabla te indica que el acero dulce de 4 mm sobre 3 metros requerirá cerca de 100 toneladas con cierta matriz en V. Bien. Tu plegadora dice 120 toneladas como máximo. Piensas que estás a salvo.
Tal vez.
Ahora observa los límites de carga en la línea central. Muchas máquinas de 10 pies y 100 toneladas alcanzan su máximo alrededor de 1.3 a 1.5 toneladas por pulgada en el centro, porque la cama y el ariete se flexionan más allí. Si concentras demasiada fuerza en el medio, no solo doblas el acero: doblas la máquina. Ese daño no aparece hoy. Se manifiesta cuando tus ángulos se desvían dentro de seis meses y nadie sabe por qué.
Y todavía no hemos terminado.
Las herramientas también tienen límites. El área de apoyo—los hombros del dado que sostienen la carga—solo pueden manejar cierta cantidad de toneladas por pie cuadrado antes de deformarse. He visto configuraciones donde la máquina tenía margen de capacidad, pero los hombros del dado excedían su clasificación. La herramienta cedió antes que la pieza.
No seas el tipo que revisa la placa de la máquina y ignora el catálogo de herramientas.
Ahora suma los coeficientes del material. El acero inoxidable no es acero dulce con un acabado más bonito. Requiere más fuerza. He visto talleres calcular 117 toneladas para una operación de doblado en inoxidable, aumentarla a 175 tras aplicar un multiplicador, y aún tener que abrir más el dado para mantener la tonelada dentro de un rango seguro. Dado más ancho, menos fuerza—pero radio interior mayor. La geometría cambia. De repente el radio del punzón que elegiste ya no coincide con la nueva realidad.
Aquí es donde la lista de verificación demuestra su valor:
Si alguna capa falla, rediseña: segmentos de doblado más cortos, diferente ancho de dado o, si el plano no admite cambios, otra máquina.
A veces la respuesta honesta es: esta prensa no puede hacer este doblez a esta longitud.
Eso no es derrota. Es respeto por las trayectorias de carga.
Verifica tu tonelada o verifica tu ego.
Pero incluso con todas las tablas alineadas, hay un hábito mental que aún hace tropezar a la gente.
El cambio no obvio es este: deja de pensar en cómo se ve la punta del punzón y empieza a pensar en cómo fluye la fuerza a través del sistema.
Un punzón de plegadora es una palanca. El pisón empuja hacia abajo. El material descansa sobre una matriz en forma de V. La fuerza se distribuye a lo largo de una línea, no en un punto. El metal se deforma gradualmente, como presionar mantequilla fría con el borde de una regla. Deformación controlada.
En el momento en que preguntas, “¿Puedo simplemente atravesar esto?”, has cambiado de modelo mental sin darte cuenta.
Si la característica requiere separación, necesitas una holgura entre matriz y punzón medida en centésimas de milímetro para que el material se fracture limpiamente. Ese es el mundo de la estampadora: holgura ajustada, placas extractoras, control de residuos. Si la característica requiere ángulo, radio, desplazamiento, ahora estás gestionando radio interno, recuperación elástica y ancho de matriz.
Preguntas diferentes. Física diferente.
Así que aquí está el método de decisión que debes seguir:
Ya no estás eligiendo entre máquinas basándote en el espesor. Estás eligiendo según si el metal debe fracturarse o fluir, y si tu máquina puede guiar ese flujo sin superar sus límites estructurales.
Esa es la perspectiva.
Deja de preguntar cómo se ve el punzón. Empieza a preguntar qué debe hacer el metal, y si tu máquina puede aplicar esa fuerza de manera limpia, a lo largo del camino correcto, durante toda la longitud del doblado.
Una vez que ves el trabajo como gestión de fuerzas en lugar de selección de herramientas, no solo eliges la máquina adecuada.
Dejas de culpar a la equivocada.


















