

Salesman itu menggesek jarinya di layar sentuh 19 inci seolah sedang memperkenalkan truk pickup baru. Ikon besar. Gradasi mengilap. “Full CNC,” katanya.
Dua minggu kemudian, aku melihat sebuah panel stainless 10-gauge meluncur masuk ke tempat sampah besi tua karena backgauge dan ram tidak pernah benar-benar sepakat di mana seharusnya mereka bertemu.
Itulah celah yang ingin aku kamu perhatikan.
Masuklah ke cukup banyak bengkel dan kamu akan mendengarnya: “Ini CNC. Kita aman.” Seolah-olah label itu sendiri menjamin presisi.
Tapi aku telah melihat angka pemanfaatan rata-rata press brake berkisar di sekitar 12,9%, sementara bengkel di kuartil teratas melampaui 34%. Mesin yang sama. Kelas tonase yang sama. Perbedaannya bukan pada warna antarmuka. Yang membedakan adalah apakah logika kontrol benar-benar mencegah kegagalan lipatan pertama — atau dengan sopan menunggu hal itu terjadi di lantai produksi.
Layar sentuh tidak akan menghentikanmu dari membuang stainless 10-gauge. Logika kontrol yang melakukannya.
Jadi, apa yang tersembunyi di balik stiker “CNC-compatible” itu?
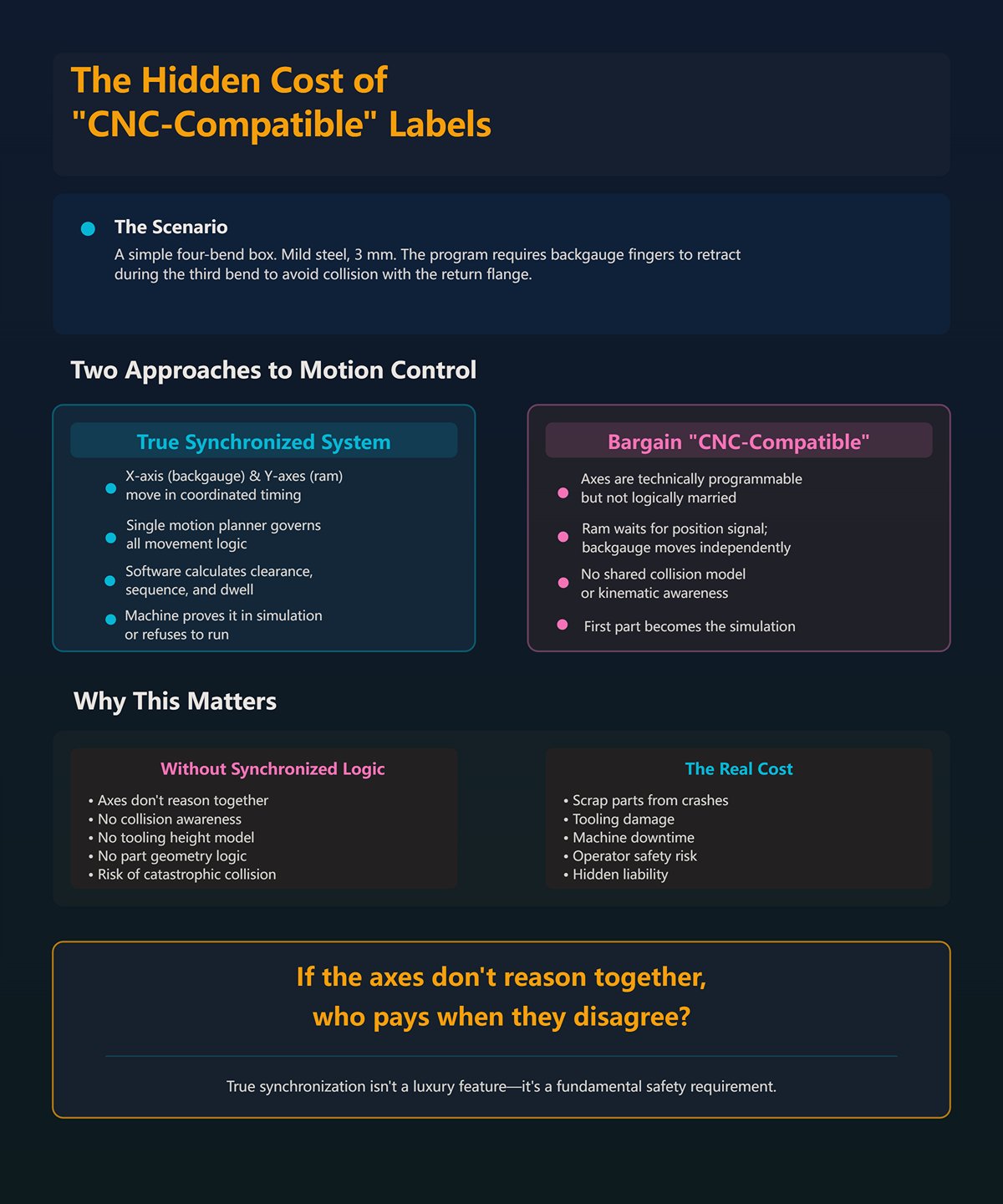
Bayangkan sebuah kotak sederhana dengan empat lipatan. Tidak ada yang rumit. Baja lunak, 3 mm. Program menentukan agar jari backgauge ditarik mundur selama lipatan ketiga untuk menghindari tabrakan dengan flensa balik.
Pada sistem yang benar-benar tersinkronisasi, sumbu X (backgauge) dan sumbu Y (silinder ram) bergerak dalam waktu yang terkoordinasi, dikendalikan oleh satu perencana gerak. Perangkat lunak menghitung jarak bebas, urutan, dan waktu tunda sebelum ram beraksi. Mesin akan membuktikannya melalui simulasi — atau menolak untuk berjalan.
Pada pengendali “CNC-compatible” murah, sumbu-sumbu tersebut memang dapat diprogram, tetapi tidak memiliki hubungan logis. Ram menunggu sinyal posisi. Backgauge bergerak dengan set instruksi sendiri. Tidak ada model tabrakan bersama. Tidak ada kesadaran kinematik terhadap tinggi perkakas atau geometri benda kerja.
Hasilnya? Bagian pertama menjadi simulasi itu sendiri.
Jika sumbu-sumbu tidak berpikir bersama, siapa yang membayar saat mereka tidak sependapat?

Aku pernah mencatat waktu penyiapan pada pengendali murah: 18 menit dari gambar hingga bagian pertama yang dapat diterima. Tujuh uji lipatan. Tiga koreksi sudut. Dua dorongan backgauge yang diukur dengan meteran, bukan probe.
Sekarang jalankan itu pada pekerjaan berjangka pendek — 25 bagian di sini, 40 di sana. Koreksi “kecil” itu menumpuk. Penyesuaian sudut manual. Memasukkan kembali pengurangan lipatan karena pengendali tidak dapat mengompensasi efek pegas material kecuali operator menebaknya dengan benar. Setiap koreksi adalah satu sekop kecil ke dalam tempat sampah.
Produsen senang mengutip kemampuan posisi ±0,1°. Baiklah. Servo mungkin mencapai angka itu sepanjang hari. Tapi jika perangkat lunak tidak memperhitungkan variasi material, lenturan perkakas, atau kesalahan yang tergantung pada urutan, presisi teoretis itu tidak pernah muncul pada hasil bagiannya.
Murah bukanlah harga pembelian. Murah adalah pemrograman langsung pada material sebenarnya.
Yang membawa kita pada pajak diam-diam yang kebanyakan bengkel anggap sebagai hal normal.

Di terlalu banyak bengkel, lembar pertama dari palet menjadi korban. Semua orang tahu itu. Tidak ada yang menganggarkannya.
Pengontrol dasar tidak memiliki simulasi offline yang kuat atau deteksi tabrakan yang sebenarnya. Maka operator menjadi penerjemah antara gambar dan mesin, menyesuaikan kedalaman dalam kenaikan 0,1 mm, mengatur ulang posisi backgauge berdasarkan perasaan, mengubah urutan tekukan setelah sebuah flensa menabrak penahan punch.
Itu bukan keterampilan tinggi. Itu adalah R&D yang tidak dibayar.
Sistem terintegrasi laser-ke-brake dapat mensimulasikan seluruh proses sebelum satu lembar pun dipotong, menangkap konflik urutan sejak awal. Terutama dalam pekerjaan campuran tinggi dan kustom, simulasi itulah tempat seharusnya kegagalan terjadi. Namun ketika perangkat lunak berhenti pada “penentuan posisi CNC” dan tidak pernah memodelkan kinematika nyata mesin, Anda sebenarnya tidak mengubah apa pun. Anda hanya mendigitalkan perkiraan.
Inilah perubahan kognitif yang ingin saya dorong: berhentilah bertanya berapa banyak tombol yang dimiliki pengontrol, dan mulailah bertanya di mana kesalahan pertama akan terjadi — di layar yang bersinar, atau pada lembaran baja tahan karat $200.
Karena setelah Anda melihat itu, pertanyaan selanjutnya sama sekali bukan tentang layar.
Ini tentang bagaimana perangkat lunak mengendalikan setiap sumbu yang bergerak.
Beberapa bulan lalu saya berdiri di belakang mesin brake enam sumbu yang menekuk baja karbon 4 mm. Di atas kertas, itu luar biasa: Y1, Y2, X, R, Z1, Z2. Jari independen. Crowning yang dapat diprogram. Brosurnya seperti lembar spesifikasi jet tempur.
Bagian pertama tetap melintir 0,8° di seluruh lebarnya.
Kami mengukur dengan pengukur. Y1 mendahului Y2 sedikit selama pendekatan — tidak cukup untuk memicu alarm, tapi cukup untuk membuat tekukan bias. Backgauge mencapai posisi X-nya, tetapi R belum sepenuhnya stabil sebelum ram menekan. Setiap sumbu, secara terpisah, “masih dalam toleransi.” Bersama-sama, mereka keluar dari kebenaran.
Itulah diskoneksi tersebut. Batas mekanis lebih banyak ditentukan oleh logika yang mengaturnya daripada oleh baja dan hidrolik. Jika pengontrol Anda memperlakukan sumbu sebagai pekerjaan terpisah alih-alih rencana gerak terkoordinasi tunggal, Anda tidak sedang mengoperasikan brake presisi. Anda sedang menjalankan mesin tebakan mahal yang bergerak sangat akurat dalam urutan yang salah.
Dan begitulah bagaimana kegagalan tekukan pertama lolos dari gradasi mengilap dan berakhir di tong sampah.
Semua orang terobsesi dengan sinkronisasi Y1/Y2 — dan memang seharusnya begitu. Sumbu Y adalah ram. Tanpa kontrol ram yang stabil dan dapat diulang, tidak ada yang berarti. Satu sumbu adalah brake minimum yang layak.
Tapi perhatikan bagian nyata yang sedang dibentuk. Sumbu X menentukan kedalaman flensa. Sumbu R mengatur ketinggian jari relatif terhadap cetakan. Z1/Z2 mengatur jarak jari untuk menopang lembaran. Sekarang tambahkan flensa balik yang membutuhkan ruang bebas pada tekukan ketiga.
Pada pengontrol yang terintegrasi dengan baik, sumbu-sumbu itu tidak hanya “tiba” di posisi. Perencana gerak menghitung jalur waktu: X mundur 40 mm sementara Y naik melewati jendela ruang aman; R bergeser 12 mm untuk menjaga dukungan saat material berputar; jari-jari Z berpindah posisi antar tekukan hanya setelah ram melewati ambang batas tertentu. Semuanya diatur oleh model kinematik terpadu dari tinggi alat, lebar cetakan, dan geometri bagian.
Pencegahan tabrakan bukanlah buzzer yang berteriak setelah terjadi kontak. Itu adalah kode yang memuat batas fisik — kedalaman leher, panjang punch, geometri jari — dan menolak mengeksekusi urutan yang melanggarnya.
Sekarang bayangkan pengontrol generik di mana sumbu menunggu tanda posisi sederhana. X mencapai koordinat. Y bergerak. Tanpa kesadaran bahwa flensa hampir menusuk penahan punch karena perangkat lunak bahkan tidak memodelkan penahan punch itu sendiri. Lembaran pertama menjadi alat uji jarak bebas.
Ini dia pertanyaan spesifikasi berlebihan yang tidak disukai siapa pun: jika perangkat lunak Anda tidak dapat membuktikan koreografi sumbu dalam simulasi, apa gunanya menambah jari Z independen? Lebih banyak sumbu hanya menambah titik kegagalan kecuali logikanya mengikat semuanya menjadi satu otak.
Yang membawa kita ke bagian yang perangkat lunak hanya bisa menebak — atau mengetahui.
Saya pernah menekuk baja tahan karat tebal 10-gauge sepanjang 1200 mm dengan crowning dasar yang diatur berdasarkan feeling. Tekukan pertama keluar 1,5° terbuka di tengah. Kami menambahkan shim. Tekukan kedua terlalu mengimbangi. Yang ketiga cukup baik untuk dikirim.
Tiga potongan uji hilang.
Kompensasi crowning ada karena ram dan meja melengkung di bawah beban. Lengkungan itu tidak seragam; tergantung pada distribusi tonase di sepanjang panjangnya. Perangkat lunak canggih tidak hanya memungkinkan Anda menentukan angka. Ia menghitung defleksi yang diharapkan dari panjang tekukan, kekuatan tarik material, pembukaan cetakan, dan sudut target, lalu memberikan kurva crowning yang terhitung sebelum ram menyentuh logam.
Hal yang sama berlaku dengan springback. Baja lunak pada 250 MPa berperilaku berbeda dibandingkan baja tahan karat pada 600 MPa. Pustaka material yang nyata menyimpan kekuatan tarik, rasio luluh, dan faktor potongan tekukan empiris. Saat Anda memilih baja tahan karat 304 setebal 3 mm, pengendali menyesuaikan kedalaman penetrasi untuk mencapai 90° dengan mengetahui bahwa material itu akan lebih banyak relaksasi dibandingkan A36.
Perangkat lunak dasar? Ia meminta operator untuk “menyesuaikan koreksi sudut.” Itu adalah cara sopan untuk mengatakan: tekuk dulu dan lihat hasilnya.
Perbedaannya terlihat di mana kesalahan pertama muncul. Dengan pustaka material yang terkalibrasi dan crowning dinamis, koreksi terjadi dalam perhitungan matematis. Tanpanya, koreksi terjadi pada lembaran logam.
Namun, inilah jebakan yang sering dilewatkan oleh para sales: kembaran digital itu hanya sejujur kalibrasi Anda. Jika grafik tonase Anda salah atau silinder crowning Anda bergeser, simulasi berbohong dengan yakin. Jadi bagaimana Anda memutuskan apa yang benar-benar mengatur kemampuan pengulangan?
Saya pernah melihat backgauge diiklankan dengan kemampuan pengulangan ±0,02 mm. Angka yang indah. Terukir dengan laser. ”Seolah-olah label itu sendiri menjamin presisi.”
Kemudian bengkel menjalankan tekukan offset yang rapat dengan jarak kurang dari enam kali ketebalan material — misalnya material 3 mm dengan offset 12 mm. Tekanan hidraulik melonjak tidak merata di sepanjang meja. Ram melambat untuk mempertahankan tekanan balik. Waktu sumbu-Y bergeser sedikit di bawah beban.
Backgauge dapat mencapai titiknya sepanjang hari. Jika urutan program tidak memperhitungkan dinamika tekanan dan urutan tekukan, sudutnya tetap menyimpang.
Kemampuan pengulangan adalah hasil dari sistem, bukan spesifikasi komponen.
Logika pemrograman menentukan urutan tekukan untuk meminimalkan kesalahan kumulatif. Ia memutuskan apakah akan membentuk flange bagian dalam terlebih dahulu untuk menstabilkan blanko, apakah akan membagi tekukan panjang menjadi beberapa pukulan bertahap untuk mengontrol defleksi, apakah akan memposisikan ulang jari Z untuk mendukung distribusi berat sebelum tekukan kritis. Keputusan-keputusan tersebut memengaruhi konsistensi sudut lebih dari apakah ball screw gauge Anda digiling atau digulung.
Jadi ketika seseorang membanggakan tujuh sumbu yang terkontrol, saya hanya bertanya satu hal: apakah pengendali menyinkronkannya di bawah beban, dengan data material yang nyata, dan membuktikan urutannya sebelum ram turun?
Karena jika tidak, batas fisik mesin tidak ditentukan oleh baja dan hidraulik.
Mereka ditentukan oleh kesalahan pertama yang Anda temukan setelah punch menyentuh logam.
Dan kesalahan itu seharusnya sudah mati di tahap simulasi.
Anda ingin bukti nyata bahwa sebuah kontroler memberikan repeatability yang tersinkronisasi dan terbukti melalui simulasi?
Minta dia untuk gagal sebelum Anda melakukannya.
Bukan di mesin. Di kantor. Dalam model digital yang mengetahui panjang punch Anda, bahu die Anda, kedalaman throat, jari backgauge, dan baja tahan karat 3 mm yang Anda yakini berperilaku “hampir seperti terakhir kali.” Jika perangkat lunak tidak dapat memprediksi tabrakan, masalah kelonggaran, atau urutan tekukan yang mustahil sebelum ram turun, maka semua logika sumbu terintegrasi yang baru saja kita bicarakan tetap divalidasi dengan cara lama — dengan mengorbankan lembaran ke tempat sampah rongsokan.
Itulah kegagalan tekukan pertama. Setiap pekerjaan memilikinya. Pertanyaannya hanya di mana ia terjadi.
Simulasi 2D dan 3D bukan tentang layar yang indah. Ini tentang memindahkan kegagalan itu ke hulu, di mana kesalahan hanya menghabiskan listrik dan kopi, bukan baja tahan karat 10 gauge dan dudukan punch yang tergores. ROI-nya bukan jumlah tombolnya. Ini tentang apakah langkah salah pertama Anda terjadi dalam piksel atau dalam baja.
Jadi, kapan 2D berhenti cukup?
Layar datar tidak dapat menunjukkan kedalaman.
Untuk braket sederhana — dua tekukan, satu perubahan bidang — pemrograman 2D di konsol bekerja dengan baik. Anda memasukkan panjang flange, memilih die, mengikuti urutan tekukan yang disarankan kontroler, dan jika pustaka material Anda akurat, Anda akan mendekati hasil yang benar pada percobaan pertama. Geometrinya dapat diprediksi. Kelonggaran terlihat jelas. Otak operator melengkapi dimensi ketiga yang hilang.
Namun tambahkan tiga flange balik di sekitar sebuah kotak, tambahkan offset kurang dari enam kali ketebalan material, dan tiba-tiba kelonggaran tidak lagi intuitif. Dalam 2D, kontroler menampilkan tampilan profil setiap tekukan, satu per satu. Yang tidak ditampilkan dengan jelas adalah bagaimana flange yang sudah terbentuk berputar di ruang selama tekukan berikutnya, bagaimana ia melewati dudukan punch, seberapa dekat ia dengan throat mesin. Operator menjadi mesin deteksi tabrakan.
Itu tidak masalah — sampai akhirnya menjadi masalah.
Saya pernah melihat orang-orang hebat “tekuk udara dan lihat” sebagai metode verifikasi utama mereka. Mereka memperlambat ram, menahan jari di atas tombol stop, dan membiarkan lembaran pertama bertindak sebagai penguji. Kadang mereka menemukan gangguan tepat waktu. Kadang mereka menggores alur di punch $600. Tempat sampah rongsokan tidak peduli apakah kesalahan berasal dari perhitungan yang salah atau visualisasi yang kurang.
2D menjadi hambatan begitu penalaran spasial melebihi apa yang bisa disimulasikan dengan aman di kepala seseorang.
Dan bengkel dengan campuran tinggi menghadapi hal itu setiap hari.
Berikut perhitungan sederhana yang tidak bisa dibantah: jika brake sedang menekuk, ia menghasilkan. Jika ia menunggu seseorang memprogram bagian kompleks di konsol, ia tidak menghasilkan.
Pemrograman offline memindahkan pekerjaan geometri — impor, perataan, urutan tekukan, pemilihan alat — ke workstation. Brake terus menjalankan pekerjaan kemarin sementara masalah besok diselesaikan dalam simulasi yang terhubung dengan CAD. Ketika berfungsi, waktu pergantian turun dari “beri saya satu jam” menjadi “muat program, muat alat, jalankan.”
Itulah ROI yang nyata.
Saya telah melihat bengkel mengklaim peningkatan throughput sekitar sepertiga pada pekerjaan dengan variasi tinggi dan batch kecil setelah OLP diatur dengan baik. Frasa kuncinya adalah diatur dengan baik. Jika CAD Anda terhubung dengan baik ke perangkat lunak brake Anda, jika pustaka tooling Anda sesuai dengan kenyataan, jika post-processor menghasilkan kode yang benar-benar dimengerti kontroler, maka ya — kegagalan tekukan pertama terjadi di kantor.
Tapi inilah pertanyaan yang terlalu berlebihan: apakah Anda sedang membangun kembaran digital yang mesin Anda sendiri tidak dapat hormati secara fisik?
Meningkatkan rem hidrolik lama dengan umpan balik sumbu yang longgar dan mengharapkan validasi 3D offline yang ketat, Anda mungkin justru memindahkan kesalahannya daripada menghilangkannya. Kini kantor mengatakan urutannya aman, tetapi kelambatan sumbu mesin nyata atau respons tekanan yang tidak konsisten menceritakan kisah yang berbeda. Saya telah melihat celah integrasi menggandakan waktu penyiapan karena program perlu disunting secara manual di konsol. Dalam kasus tersebut, janji “simulasi bebas risiko” diam-diam memberi makan tempat pembuangan dari arah yang berbeda.
OLP menghasilkan hasil ketika model digital dan rem fisik berbicara dalam bahasa yang sama.
Jika tidak, Anda hanya memindahkan aktivitas menebak ke kursi yang lebih nyaman.
Simulasi 3D yang sesungguhnya memetakan volume, bukan garis.
Ia tahu bahwa punch bukanlah garis tengah abstrak, melainkan tubuh padat dengan bahu dan relief. Ia tahu bahwa die memiliki tinggi. Ia tahu bahwa jari belakang (backgauge fingers) Anda memiliki ketebalan dan baut pemasangan. Ketika perangkat lunak menjalankan urutan pembengkokan, ia menghitung volume sapuan — ruang yang ditempati bagian saat berputar di sekitar jari radius — dan memeriksa itu terhadap setiap komponen yang dimodelkan.
Jika dua benda padat berpotongan dalam simulasi, program akan berhenti.
Itu berarti satu goresan lebih sedikit pada peralatan Anda. Satu die pecah lebih sedikit. Satu sore lebih sedikit untuk menjelaskan kepada bos mengapa punch baru yang tersegmentasi memiliki bekas luka berbentuk bulan sabit.
Namun mari kita tidak membohongi diri sendiri. Bahkan deteksi tabrakan 3D yang baik memiliki titik buta. Variasi springback dapat membuat simulasi 92° menjadi kenyataan 94°, mengubah cara flensa melewati pada pembengkokan berikutnya. Beberapa percobaan menunjukkan bahwa sebagian urutan simulasi “optimal” masih perlu penyesuaian di lantai karena perilaku material meleset dari model. Fisika tidak membaca buku panduan perangkat lunak Anda.
Jadi, apa yang memisahkan animasi pemasaran dari perlindungan nyata?
Kalibrasi. Pustaka peralatan yang akurat. Geometri mesin yang terverifikasi. Dan pengendali yang menolak menjalankan urutan yang melanggar batas yang dimodelkan, alih-alih dengan sopan memperingatkan Anda dan tetap menjalankannya.
Setiap tabrakan yang tertangkap dalam 3D adalah bagian yang tidak perlu mengajarkan Anda pelajaran lewat baja.
Dan setelah Anda menerima bahwa simulasi adalah ruang sidang tempat proses Anda diadili sebelum logam disentuh, pertanyaan berikutnya menjadi lebih tajam: keluarga kontrol mana yang benar-benar menegakkan putusan itu — dan mana yang hanya menampilkannya dengan gradasi mengkilap?
Sebuah bengkel di Indiana tempat saya bekerja memiliki dua rem berdampingan: satu menggunakan DA‑52S, yang lainnya ditingkatkan ke DA‑66T dengan simulasi 3D penuh dan pemrograman offline. Pekerjaan baja tahan karat 10‑gauge yang sama, rak peralatan yang sama. Mesin 52S membuat bagian pertamanya dalam dua belas menit — satu pembengkokan uji, penyesuaian allowance pembengkokan, lalu jalan. Mesin 66T belum menyentuh logam; masih mengimpor file STEP dan memverifikasi jarak aman alat dalam simulasi.
Saat makan siang, keduanya menghasilkan bagian yang bagus.
Di akhir minggu, hanya satu yang mengisi tempat pembuangan.
Perbedaannya bukan pada ukuran layar sentuh atau gradasi mengkilap itu. Perbedaannya adalah apakah pengendali akan mengizinkan urutan pembengkokan yang melanggar model tabrakan miliknya. Pada 66T, jika flensa yang disimulasikan berpotongan dengan dudukan punch, program tidak akan berjalan. Pada 52S, operator masih bisa “mencoba perlahan.” Penegakan versus visualisasi. Itulah garis yang menentukan di mana kegagalan pembengkokan pertama terjadi.
Jadi, di bagian mana dalam hierarki garis itu sebenarnya muncul?
Mulailah dengan DA‑52S. Ini adalah kontrol grafis 2D — solid, dapat diandalkan, dan merupakan lompatan besar dari sistem PLC yang serba perkiraan. Anda memasukkan panjang flensa, sudut, material, dan perkakas. Sistem ini menghitung kedalaman ram dan posisi backgauge. Untuk braket datar dan saluran sederhana, ini cepat. Saya pernah melihat bengkel menutup biaya tambahan dibanding kontrol dasar hanya dalam empat hingga enam bulan, berkat pengurangan limbah setup dan berkurangnya ketergantungan pada satu kepala fabrikator untuk memasukkan setiap gerakan sumbu secara manual.
Jika Anda membengkokkan bagian dua bidang sepanjang hari, 52S menjaga tempat sampah limbah tetap ramping.
Namun, jika digunakan untuk bentuk kotak dengan flensa balik, urutan penekukan berganda, atau bagian dengan offset kurang dari enam kali ketebalan material, operator kembali menjadi mesin deteksi tabrakan. 52S tidak akan memodelkan volume sapuan dalam 3D. Ia tidak akan menunjukkan bagaimana kaki yang sudah dibentuk berayun melewati bagian dalam mesin. Anda kembali ke metode “tekuk di udara dan perhatikan,” hanya saja dengan perhitungan yang lebih baik.
DA‑58T berada di tengah. Layar sentuh, beberapa visualisasi 3D, dan kemampuan offline dasar. Ini adalah jembatan bagi bengkel yang mulai masuk ke produksi dengan variasi tinggi tanpa sepenuhnya terjun ke alur kerja berbasis CAD. Anda mendapatkan urutan yang lebih jelas dan sedikit kesadaran spasial, tetapi kedalaman integrasi bervariasi tergantung pada konfigurasi. Ia bisa melakukan simulasi, ya. Namun, apakah simulasi itu ditegakkan atau tidak bergantung pada kalibrasi dan disiplin setup.
Kemudian DA‑66T. Lingkungan 3D penuh. Perkakas dimodelkan sebagai benda padat. Rangka mesin juga dimodelkan. Deteksi tabrakan volume sapuan. Pemrograman offline terhubung ke impor CAD. Ketika dikomisioning dengan benar — dan itu syarat besar — sistem ini menolak mengeksekusi urutan yang melanggar aturan geometrinya. Di situlah simulasi mulai bertindak sebagai penjaga gerbang, bukan sekadar saran.
Berikut realitas di lapangan: jika 80 persen pendapatan Anda berasal dari braket sederhana dengan panjang di bawah 24 inci, 66T tidak akan secara ajaib menciptakan ROI. Anda akan menghabiskan lebih banyak waktu memelihara pustaka perkakas daripada waktu yang dihemat dari tabrakan yang dihindari. 52S bisa jadi lebih unggul — bukan karena lebih baik, tetapi karena Anda tidak membayar kedalaman digital yang tidak pernah Anda gunakan.
3D membayar dirinya sendiri ketika kompleksitas spasial melampaui intuisi manusia secara mingguan, bukan hanya sekali dalam tiga bulan.
Jadi, jika Delem menawarkan tangga bersih dari keandalan standar hingga kedisiplinan 3D yang dipaksakan, apa yang terjadi ketika Anda keluar dari keluarga merek itu?
Saya pernah mengunjungi pabrik-pabrik yang menggunakan kontrol ESA, di mana integrator menghubungkan mesin press brake ke dalam sel yang lebih besar — laser, panel bender, robot pemuat. Kontrolnya tidak hanya mensimulasikan pembengkokan; ia menjadi bagian dari sebuah koreografi. Arsitektur terbuka — yang berarti API yang dapat diakses dan protokol komunikasi yang fleksibel — memungkinkan integrator menghubungkan data nesting di hulu dan pelacakan kualitas di hilir.
Fleksibilitas itu sangat kuat.
Tetapi juga menuntut kompetensi. Sistem terbuka bisa menegakkan aturan, tetapi hanya jika seseorang membangunnya dengan benar. Saya pernah melihat pengaturan ESA yang terintegrasi dengan indah, di mana mesin akan menolak program jika ID alat di basis data tidak cocok dengan alat fisik yang terpasang. Saya juga pernah melihat sistem “terbuka” di mana penegakan aturan dimatikan karena memperlambat produksi saat commissioning. Keterbukaan bisa bermata dua.
Cybelec cenderung fokus pada operasi yang intuitif — grafis yang jelas, pemrograman yang lugas. Di bengkel dengan pergantian operator tinggi, di mana orang berpindah antara mesin, hal itu penting. Jika butuh tiga bulan untuk mempercayai kontrol, Anda sudah kehilangan output. Antarmuka yang intuitif mengurangi limbah akibat kesalahan operator karena lebih sedikit tombol yang disalahpahami. Namun, intuisi saja tidak menjamin bahwa pengendali akan memblokir urutan yang salah. “CNC” pada label — seolah jaminan presisi — tidak berarti apa-apa jika mesin akan mengeksekusi kode apa pun yang Anda masukkan.
Kekuatan Delem selama ini adalah konsistensi logika penegakan dalam ekosistemnya. Setelah pustaka perkakas, parameter mesin, dan data material disesuaikan, pengendali berperilaku secara konsisten dari model ke model. Keandalan standar ini sangat berharga bagi bengkel yang tidak memiliki insinyur kontrol internal untuk memantau integrasi.
Jadi pilihannya menjadi praktis: apakah Anda memerlukan arsitektur terbuka karena Anda membangun sel manufaktur yang terhubung, atau Anda memerlukan kontrol yang dapat dipercaya oleh operator terlatih tanpa harus memanggil tim IT setiap kali ada revisi?
Dan masalah revisi itu adalah saat tempat sampah limbah mulai bertindak lagi seperti ruang sidang.
| Aspek | ESA | Cybelec | Delem |
|---|---|---|---|
| Posisi Inti | Arsitektur terbuka untuk integrator | Antarmuka intuitif untuk bengkel dengan pergantian operator tinggi | Penegakan yang konsisten dalam ekosistemnya |
| Kemampuan Integrasi | API yang dapat diakses dan protokol komunikasi yang fleksibel; koneksi mudah ke sistem nesting hulu dan sistem kualitas hilir | Lebih berfokus pada kegunaan mandiri daripada integrasi yang mendalam | Integrasi ekosistem yang kuat dengan logika standar di seluruh model |
| Kasus Penggunaan Tipikal | Sel manufaktur yang terhubung (laser, panel bender, beban robot) | Bengkel dengan operator bergantian dan tingkat pergantian tinggi | Bengkel tanpa insinyur kontrol internal yang membutuhkan perilaku yang dapat diprediksi |
| Kekuatan | Fleksibilitas tinggi; mendukung koreografi kompleks multi-mesin | Grafik yang jelas dan pemrograman yang lugas; mengurangi kebingungan operator | Perilaku yang andal dan konsisten setelah perkakas dan parameter dikonfigurasi |
| Risiko / Batasan | Memerlukan kompetensi tinggi; aturan hanya ditegakkan jika dikonfigurasi dengan benar; penegakan dapat dinonaktifkan selama komisioning | Antarmuka pengguna yang intuitif tidak secara otomatis mencegah urutan yang salah; label CNC saja tidak menjamin presisi | Penekanan yang lebih sedikit pada kustomisasi terbuka dibandingkan dengan sistem yang sepenuhnya terbuka |
| Pencegahan Kerugian Material | Dapat menolak program jika ketidaksesuaian perkakas/basis data ditegakkan dengan benar | Mengurangi kerugian akibat operator melalui peningkatan kegunaan | Logika penegakan yang dapat diprediksi mengurangi kesalahan di berbagai mesin |
| Pendorong Keputusan Kecocokan Terbaik | Kebutuhan akan arsitektur yang terbuka dan terhubung | Kebutuhan untuk adopsi operator yang cepat dan waktu pelatihan yang minimal | Kebutuhan akan kinerja yang stabil dan terstandarisasi tanpa keterlibatan TI yang terus-menerus |
Bayangkan ini: laser memotong Revisi F dari suatu bagian pada pukul 9 pagi. Mesin press brake, menjalankan program offline yang disimpan secara lokal, memuat Revisi D karena tidak ada yang memperbarui folder tersebut. Simulasinya sempurna. Model tabrakannya akurat. Lengkungannya salah.
Tiga jam kemudian, Anda menghitung baja tahan karat 10‑gauge di tempat sampah limbah.
Tanpa kontrol versi berbasis jaringan — artinya brake mengambil file yang disetujui saat ini dari server pusat atau sistem ERP — bahkan penegakan 3D terbaik pun melindungi geometri yang salah. Memori CNC dasar tidak menyelesaikan masalah itu. Ia hanya menyimpan kesalahan kemarin dengan lebih rapi.
Saya telah melihat bengkel di Indiana mengurangi limbah secara signifikan hanya setelah menghubungkan laser CAM, pemrograman offline brake, dan ERP bersama sehingga nomor bagian, revisi, dan program penekukan tersinkronisasi. Simulasi 3D generik saja tidak memperbaiki ketidaksesuaian antara potongan dan tekukan. Integrasi yang melakukannya. Brake akan memberi tanda pada program jika ID revisi tidak cocok dengan traveler pekerjaan yang dirilis. Itulah penegakan di tingkat proses, bukan hanya di tingkat mesin.
Berikut pertanyaan yang tidak nyaman: apakah mesin Anda saat ini bahkan dapat mendukung tingkat konektivitas itu, atau Anda hanya menempelkan perangkat lunak modern pada perangkat keras yang tidak bisa menaatinya?
Karena jika model digital mengatakan backgauge seharusnya mencapai ±0,1 mm tetapi umpan balik sumbu Anda bergeser dua kali lipat sepanjang satu shift, tidak ada keluarga kontrol yang bisa menyelamatkan Anda. Sekarang Anda tidak sedang memilih antara 52S dan 66T. Anda sedang memilih antara hidup dengan batasan atau menghadapi kenyataan retrofitting.
Dan di situlah diskusi hierarki berhenti berbicara soal fitur dan mulai membahas apakah mesin Anda siap untuk dimintai pertanggungjawaban oleh perangkat lunak yang Anda pasangkan padanya.
Anda dapat menyambungkan press brake Anda ke ERP, memberinya CAD yang bersih, mengunci revisi, dan tetap melihat ram meleset sedalam empat ribu karena oli hangat dan katup sudah lelah.
Itulah pertanyaan yang kini duduk di bangku: apakah mesin Anda benar-benar mampu memenuhi janji digital yang baru saja Anda bayar?
Saya telah memasang kontrol modern berbasis PC pada rangka Pacific J‑Series yang lebih tua dari beberapa operator yang menjalankannya. Coran dari tahun 1960-an. Silinder asli. Dengan katup proporsional atau servo yang tepat dan umpan balik baru, kami mempertahankan pengulangan ram dalam seperseratus milimeter. Bukan teori. Bagian-bagian diukur dalam baja tahan karat 10‑gauge dengan mikrometer, bukan brosur pemasaran. Rangkanya tidak peduli dengan akta lahirnya; yang penting adalah kendali oli dan umpan balik posisi.
Namun saya juga telah melihat bengkel memasang pengontrol 3D baru yang mengilap pada brake dengan hidrolik yang lembek dan menyebutnya “peningkatan.” Layarnya tajam. Logika siklusnya cepat. Unit tenaga hidrolik masih bereaksi seolah sedang berpikir dulu. Perintah, jeda, melayang, koreksi. Kelembapan itu tidak muncul dalam simulasi. Ia muncul di tempat sampah limbah.
Perangkat lunak dapat memprediksi springback hingga tiga angka desimal. Ia tidak dapat mengeraskan segel yang aus.
Jadi perangkapnya bukan “mesin tua berarti buruk.” Perangkapnya adalah berasumsi bahwa kode bisa mengalahkan oli.
Pengendali modern mengirimkan sinyal koreksi dalam hitungan milidetik. Mereka mengharapkan katup proporsional yang merespons secepat itu dan sensor posisi linear yang melaporkan kenyataan, bukan rata-rata yang dihaluskan oleh kelonggaran mekanis. Jika umpan balik Y1 dan Y2 Anda berasal dari skala linear yang sudah lelah dengan derau, kontrolnya hanya menebak di antara sampel. Otak cepat. Saraf lambat.
Berikut uji sederhana di lantai bengkel. Perintahkan gerakan langkah 0,020 inci pada kecepatan rendah dan perhatikan jejak posisi aktual. Apakah bergerak dan berhenti secara bersih, atau merayap, melampaui, lalu menetap? Waktu penetapan itu adalah kelambatan mekanis. Setiap milidetik darinya memakan presisi yang diasumsikan dalam simulasi Anda terjadi seketika.
Beberapa retrofit berhasil karena menangani hal ini secara langsung. Katup berkualitas servo baru. Segel segar. Skala yang dikalibrasi. Tiba-tiba mesin tua Pacific berperilaku seolah memahami bahasa modern. Besinya tidak pernah menjadi hambatan; pengendalian fluida-lah yang menjadi masalah.
Dan terkadang kebalikannya yang terjadi.
Jika unit hidrolik tidak dapat mempertahankan tekanan stabil di bawah modulasi cepat, loop koreksi berkecepatan tinggi justru memperkuat ketidakstabilan. Pengendali terus mengejar target yang bergerak, dan Anda mendapatkan osilasi di bagian bawah langkah. Perangkat lunak melakukan persis seperti yang diperintahkan. Oli tidak bisa mengikuti. Siapa yang disalahkan ketika sudut bergeser setengah derajat di seluruh satu batch?
Bayangkan memasang pengendali yang menghitung kedalaman tekukan hingga ±0,01 mm sementara repeatabilitas nyata mesin Anda melayang di ±0,08 mm selama pergantian suhu. Di atas kertas, Anda meningkatkan kapabilitas delapan kali lipat. Di lantai produksi, tidak ada yang berubah kecuali ekspektasi.
Kesenjangan itu mahal.
Operator mulai mengutak-atik faktor material untuk “memperbaiki” sudut yang tidak konsisten. Mereka menaikkan tabel tonase. Mereka menambahkan shim. Model digital menjauh dari kenyataan fisik, dan pekerjaan berikutnya menjadi eksperimen. Anda pikir Anda telah memindahkan kegagalan tekukan pertama ke simulasi. Diam-diam Anda memindahkannya kembali ke baja, hanya saja tampilannya lebih rapi.
Saya telah melihat peningkatan efisiensi dari simulasi saja berhenti meningkat karena waktu respons hidrolik membatasi seberapa rapat loop kontrol dapat dijalankan. Bukan cacat perangkat lunak. Batas sistem. Anda bisa memberi spesifikasi otak setinggi apa pun, tapi jika lengannya bergerak seperti traktor, Anda tetap saja membajak.
Tempat sampah logam tidak peduli seberapa canggih tampilan antarmuka pengguna.
Di sinilah harga diri menjadi mahal.
Jika rangkanya lurus, silindernya dalam kondisi baik, dan mesin dapat menerima katup serta umpan balik modern, retrofit yang dipertimbangkan dengan baik dapat mengubah peninggalan “produksi terbatas” menjadi aset yang disiplin. Saya telah melihat rangka era 1940-an tetap produktif untuk komponen kompleks karena sistem kontrol dan hidroliknya telah disesuaikan dengan standar yang sama. Tidak glamor. Menguntungkan.
Namun jika pompa berukuran terlalu kecil, manifold membatasi, dan suku cadang pengganti sulit ditemukan, Anda menumpuk perangkat lunak presisi di atas fondasi mekanis yang tidak pernah dirancang untuk tingkat ketegasan seperti itu. Pada titik tertentu, biaya mengejar stabilitas melampaui biaya besi baru yang dibangun dengan hidrolik loop tertutup sejak awal.
Berikut pemeriksaan realitas spesifikasi berlebih: apakah Anda mencoba mengekstrak repeatabilitas tingkat dirgantara dari mesin press yang kebanyakan menekuk dudukan baja ringan dengan toleransi ±1°?
Langkah cerdasnya bukan “selalu retrofit” atau “selalu ganti.” Yang benar adalah mencocokkan disiplin digital yang Anda inginkan dengan disiplin mekanis yang secara fisik dapat disediakan mesin Anda. Ukur repeatabilitas dalam kondisi dingin dan panas. Periksa waktu respons katup. Audit resolusi umpan balik. Lalu tentukan apakah Anda sedang meningkatkan sistem — atau sekadar menghias keterbatasan.
Karena ROI yang sesungguhnya tetap bermuara pada hal ini: apakah pengaturan Anda memindahkan kegagalan tekukan pertama ke dalam piksel, atau masih memberi makan ruang gugatan di ujung jalur produksi?
Anda telah menggerakkan ram sejauh 0,020 inci dan mengamati jejaknya. Anda telah melihat apakah oli mendengarkan atau berdebat. Bagus. Sekarang pertanyaan sebenarnya bukanlah “Bisakah mesin saya menjalankan pengendali berperforma tinggi?” melainkan “Apakah pengendali itu benar-benar akan mengurangi kegagalan tekukan pertama untuk jenis suku cadang yang saya potong setiap minggu?”
Karena logika kontrol hanya menghasilkan nilai ketika sesuai dengan campuran suku cadang Anda.
Sebuah bengkel yang menekuk sepuluh jenis braket berbeda sebelum waktu makan siang memiliki pola kegagalan yang berbeda dibandingkan bengkel yang menjalankan 400 panel identik sepanjang minggu. Pada yang pertama, kesalahan berasal dari kebingungan saat penyetelan, alat yang salah di stasiun yang salah, urutan tekukan yang salah. Pada yang kedua, kesalahan berasal dari pergeseran, kelelahan, dan jalan pintas manusia. Rem tekan yang sama. Namun vonis di kotak besi bekas berbeda.
Jadi kerangkanya sederhana tetapi tidak mudah terlihat: evaluasi perangkat lunak dengan menanyakan dari mana kegagalan tekukan pertama Anda berasal — dari kompleksitas atau repetisi — dan apakah logika kontrol yang Anda beli menyerang titik asal itu secara langsung. Bukan apakah ia memiliki lebih banyak tombol. Bukan apakah tampilannya bergradasi mengilap. Tetapi apakah ia memindahkan risiko spesifik Anda ke simulasi, bukan ke baja nyata.
Jenis bengkel seperti apa Anda, sebenarnya?
Jika lembar kerja produksi Anda terlihat seperti dek kartu yang teracak — produksi pendek, revisi rekayasa, lima jenis material sebelum siang — maka musuh Anda adalah entropi penyetelan.
Dalam dunia itu, keuntungan bukanlah dari menghemat 0,3 detik waktu siklus. Tapi dari menghilangkan jeda 20 menit saat operator memperdebatkan urutan alat, atau lebih buruk lagi, membuktikannya pada stainless 10 gauge karena simulasi tidak cocok dengan pustaka alat sebenarnya. Di situlah kegagalan tekukan pertama lahir: dari ketidakselarasan antara peralatan digital, peralatan nyata, dan logika urutan tekukan.
Jadi Anda menilai pengendali berdasarkan tiga hal:
Jika salah satu dari hal-hal tersebut longgar, maka tekukan pertama “virtual” hanyalah fiksi. Anda masih melakukan debugging di lantai produksi — hanya dengan pembuka yang lebih indah.
Berikut pemeriksaan realitas yang berlebihan: apakah Anda membayar integrasi robotik 7 sumbu ketika masalah nyata Anda adalah entri data alat yang tidak konsisten?
Dalam lingkungan dengan variasi tinggi, pengendali yang tepat adalah yang mereduksi keputusan penyetelan menjadi latihan digital yang tervalidasi. ROI muncul sebagai pengurangan jumlah blanko uji coba dan perdebatan operator yang lebih sedikit. Kotak besi bekas menjadi lebih sepi bukan karena mesin lebih cepat, tetapi karena kebingungan tidak pernah sampai ke baja.
Namun bagaimana jika bengkel Anda tidak hidup dalam kekacauan?
Saya pernah memasuki bengkel yang menjalankan panel penutup yang sama selama enam bulan penuh. Tekukan sama sebanyak 12. Material sama. Operator sama.
Letakkan pengendali bernilai tinggi, multi-sumbu, dengan simulasi penuh di sel itu dan Anda mungkin tidak memperoleh keuntungan sepeser pun. Anda mungkin malah kehilangan.
Mengapa? Karena setelah program terbukti, tingkat kegagalan tekukan pertama Anda sudah hampir nol. Risikonya bukan urutan atau tabrakan. Tapi konsistensi dari waktu ke waktu. Stabilitas hidrolik. Repeatabilitas backgauge. Disiplin operator.
Dalam hal ini, sebuah CNC yang kokoh dan lebih sederhana — bahkan NC yang diprogram dengan baik dengan pembacaan digital dan program tersimpan — dapat mengungguli sistem yang kompleks. Lapisan lebih sedikit. Beban pelatihan lebih ringan. Lebih sedikit tempat untuk salah klik. Operator menjadi lingkaran penyetelan halus.
Perbandingan JSTMT yang beredar tentang waktu penyiapan 30–60 menit pada kontrol NC dasar? Itu nyata di bengkel dengan perubahan tinggi. Tetapi dalam lingkungan batch sejati di mana penyiapan dilakukan sekali dan berjalan selama berminggu-minggu, biaya itu teramortisasi hingga nol. Keunggulan “pemrograman lebih cepat” dari sistem canggih tidak pernah digunakan.
Ini pertanyaan yang tidak nyaman: apakah Anda berusaha membeli kecanggihan untuk menyelesaikan masalah yang sebenarnya tidak Anda miliki?
Jika pekerjaan batch Anda jarang berubah dan toleransi cukup longgar, wadah sampah mungkin lebih peduli pada pemeliharaan hidraulik daripada simulasi 3D. Dalam hal ini, mendorong logika kontrol canggih ke proses yang stabil dan berulang dapat memperkenalkan titik kegagalan baru — kompleksitas perangkat lunak di tempat memori otot manusia dulu sangat andal.
Jadi bagaimana Anda menghindari menebak di kubu mana Anda berada sebelum menandatangani pesanan pembelian?
Inilah saatnya Anda berhenti mendengarkan daftar fitur dan mulai menjalankan pengujian.
Pertanyaan pertama: “Tunjukkan bagaimana simulasi Anda menggunakan data perkakas saya yang sebenarnya — bukan pustaka demo Anda.”
Jika mereka tidak dapat mengimpor spesifikasi punch/die Anda yang sebenarnya dan membuktikan urutan bebas tabrakan pada salah satu bagian tersulit Anda, Anda tidak sedang memindahkan kegagalan tekukan pertama ke piksel. Anda sedang menggelar latihan dengan properti yang bukan milik Anda.
Pertanyaan kedua: “Dengan pengulangan yang terukur pada mesin saya — saat dingin dan panas — bagaimana kontrol Anda melakukan kompensasi?”
Anda sudah menjalankan uji jog. Anda tahu variasi ± Anda. Jika vendor tidak dapat menjelaskan bagaimana loop koreksi mereka bekerja dalam batas mekanis tersebut, Anda kembali berlebihan menentukan otak. Kode tidak bisa mengalahkan oli.
Pertanyaan ketiga: “Untuk lima bagian berulang teratas saya, bagaimana kontrol ini mengurangi limbah dibandingkan dengan yang saya jalankan sekarang — secara spesifik?”
Buat mereka menguraikan campuran nyata Anda: satu pekerjaan kompleks, satu batch utama, satu bagian dengan toleransi ketat. Jika jawabannya samar — lebih banyak sumbu, prosesor lebih cepat, antarmuka lebih baik — Anda sedang mendengar pemasaran. Jika jawabannya konkret — lebih sedikit tekukan percobaan, penyesuaian crowning otomatis yang diikat ke berkas material, verifikasi jarak pengukur — Anda sedang mendengar mekanisme.
Satu hal yang perlu dibawa ke depan adalah ini: evaluasi logika kontrol terhadap tempat lahir kegagalan tekukan pertama Anda, bukan terhadap daftar fiturnya.
Itu tidaklah jelas karena industri melatih Anda untuk membandingkan layar dan spesifikasi. Tetapi wadah sampah tidak menilai layar. Ia menilai apakah bagian pertama yang keluar dari mesin pres adalah sebuah pelajaran — atau hasil yang bisa disimpan.
Dan begitu Anda mulai berpikir seperti itu, setiap keputusan perangkat lunak berhenti berhubungan dengan kemampuan dan mulai berhubungan dengan hasil akhir.


















