

Toko sunyi kecuali dengungan lampu di atas dan bunyi ketukan pendinginan baja yang baru dibentuk. Mesin seharusnya siap untuk program berikutnya, tetapi ram tidak bergerak. Pengontrol menyala, hidrolik berdengung stabil, namun tidak ada yang merespons. Anda punya tenggat waktu saat fajar—dan tidak ada teknisi hingga pagi. Inilah saat fabrikasi presisi bertemu triage dunia nyata: mengetahui apakah kesalahan ada pada otot atau otak press brake.
Faktanya, sebagian besar waktu henti press brake menyamar sebagai salah satu dari dua gejala: melenceng atau membeku. Yang satu terlihat hidrolik, yang lain digital, tetapi sering salah diagnosis. Perbaikannya tidak selalu berupa retrofit mahal atau pengiriman suku cadang semalam—melainkan jalur diagnostik terstruktur yang didasarkan pada cara pengontrol CNC dan sistem hidrolik benar-benar berinteraksi. Pada pukul 2 pagi, kenyataan menguji proses Anda, bukan keberuntungan Anda.
Drift adalah hantu setiap pembuat: dua siklus identik, dua sudut tekukan berbeda. Naluri manusia adalah menyalahkan hidrolik karena terasa mekanis—ram yang tidak dapat mempertahankan posisi pasti bocor tekanan. Namun penelitian dan diagnostik lapangan sepakat: dalam banyak kasus, drift dimulai di loop umpan balik pengontrol, bukan di jalur hidrolik.
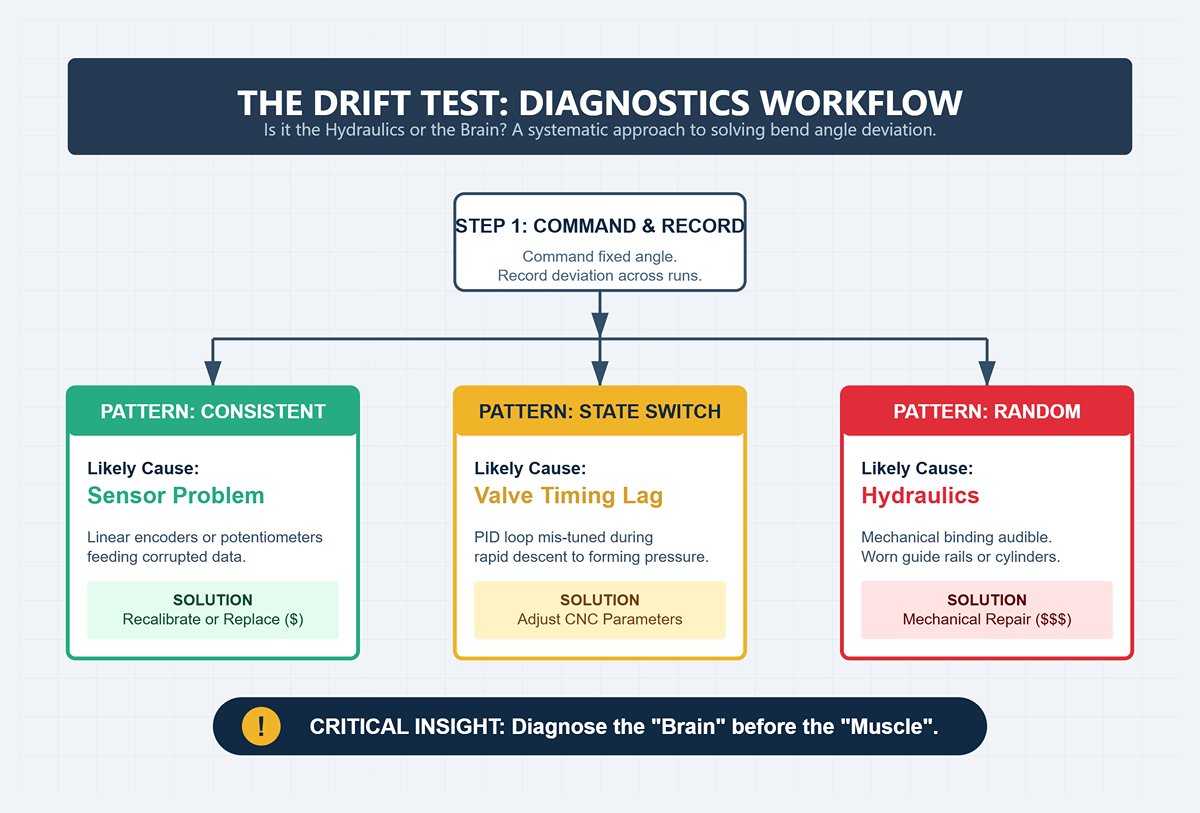
Mulailah dengan Tes Drift. Perintahkan sudut tetap dan catat penyimpangan di beberapa kali percobaan. Jika pola drift konsisten dalam satu arah dan skala, kemungkinan besar itu adalah masalah sensor—encoder linear atau potensiometer yang mengirimkan data posisi yang rusak kembali ke CNC. Kalibrasi ulang atau penggantian sensor ini biayanya ratusan, bukan puluhan ribu. Jika variasi terjadi saat beralih dari penurunan cepat ke tekanan pembentukan, periksa keterlambatan waktu katup. Loop PID pengontrol mungkin tidak disetel dengan benar, menyebabkan respons tertunda saat hidrolik beralih antar keadaan gerak. Integrator berpengalaman sering dapat memperbaikinya dalam beberapa jam dengan menyesuaikan parameter CNC.
Hanya ketika drift tetap acak atau terdengar ikatan mekanis, maka sinkronisasi hidrolik menjadi tersangka. Rel pemandu yang aus atau perjalanan silinder yang tidak merata tidak dapat diselesaikan oleh firmware. Wawasan penting: mulai diagnosis dengan “otak” elektronik sebelum mencurigai “otot” hidrolik. Melakukannya mencegah pembongkaran yang tidak perlu dan menjaga produksi tetap sesuai jadwal.
Tidak ada yang menyebarkan kepanikan lebih cepat daripada pengontrol yang membeku di tengah siklus. Jawaban refleks—reboot dan berharap—dulu cukup sering berhasil sehingga membuat operator percaya. Tetapi pengontrol CNC modern adalah jaringan komputer ringkas yang dibungkus di sekitar arsitektur kontrol gerak. Saat membeku, ia sedang memberi tahu Anda sesuatu yang spesifik: kerusakan data atau kegagalan komunikasi, bukan gangguan acak.
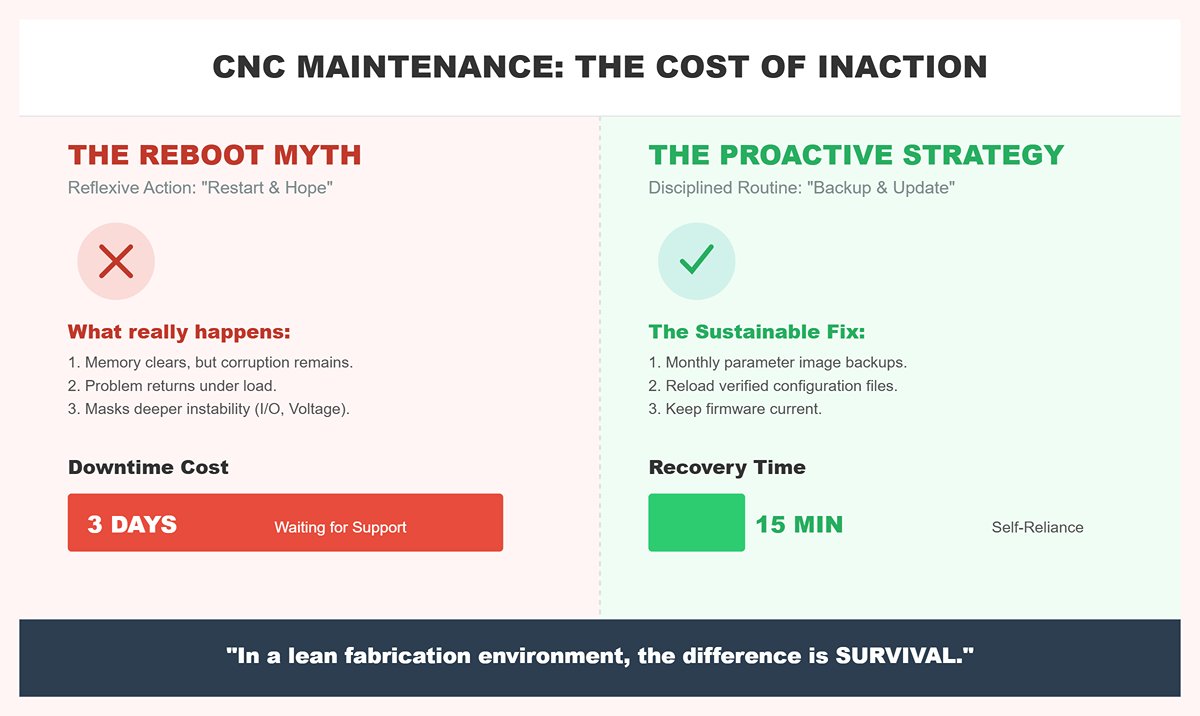
Sebagian besar kejadian pembekuan berasal dari file parameter yang rusak atau firmware yang usang. Restart akan membersihkan memori tetapi tidak menghilangkan kerusakan itu sendiri, sehingga masalah selalu kembali saat beban kerja tinggi. Mencadangkan file konfigurasi yang telah diverifikasi, memuat ulang, dan memperbarui firmware adalah solusi yang berkelanjutan. Jika pembekuan bertepatan dengan fluktuasi daya mendadak atau reset papan kontrol, curigai kegagalan modul I/O atau ketidakstabilan tegangan. Ini adalah masalah tingkat perangkat keras, bukan bug perangkat lunak.
Ilusi pemulihan dari reboot menghabiskan waktu produksi dan menutupi ketidakstabilan yang lebih dalam. Rutinitas pencadangan yang disiplin—gambar parameter disimpan setiap bulan dan firmware selalu diperbarui—mengubah pemadaman penuh menjadi pemulihan selama 15 menit. Tanpanya, setiap pembekuan berisiko menjadi gangguan selama tiga hari sambil menunggu dukungan pabrik. Dalam lingkungan fabrikasi ramping, perbedaannya adalah soal bertahan hidup.
Ketika bagian harus keluar dari bengkel sebelum matahari terbit, teori digantikan oleh triage. Tujuannya bukan kesempurnaan—melainkan kelanjutan yang aman dan fungsional. Ada intervensi “safe mode” yang terbukti dan dapat diterapkan setiap operator tanpa risiko kerusakan peralatan.

Mulailah dengan protokol reset panel kontrol: matikan pemutus daya utama, tunggu kondensator mengosong, lalu hidupkan kembali setelah beberapa menit. Ini menghapus kesalahan kontrol sementara dan menginisialisasi ulang komunikasi I/O. Jika mesin kembali beroperasi normal, masalahnya ada pada logika kontrol, bukan hidrolik.
Selanjutnya, periksa limit switch dan interlock keselamatan. Limit switch yang salah posisi atau rusak sering menghentikan pergerakan mesin sebagai langkah proteksi, meniru gangguan pengendali. Penyelarasan ulang memulihkan operasi. Pada rem yang dilengkapi servo, periksa nilai torsi beban dalam parameter CNC. Beban termal berlebih atau pengaturan torsi yang terlalu tinggi dapat mengunci respons servo di tengah sesi; mengurangi nilai beban dapat menghasilkan cukup siklus untuk menyelesaikan pesanan penting—memahami bahwa ini adalah bypass sementara, bukan perbaikan.
Akhirnya, stabilkan lingkungan daya Anda. Catu daya tak terputus mengisolasi pengontrol dari penurunan tegangan yang diinduksi oleh peralatan lain dalam jaringan yang sama. Banyak pembekuan “acak” hilang begitu daya bersih dipertahankan.
Setiap langkah dapat dibalik, dapat ditelusuri, dan yang terpenting, aman. Langkah-langkah ini ada untuk membedakan gangguan kontrol yang dapat dipulihkan dari kegagalan nyata yang memerlukan intervensi servis. Ketika diikuti secara sistematis, metode-metode ini mengubah keadaan darurat menjadi jeda yang terkontrol.
Dengan mengatur diagnosis kerusakan berdasarkan hierarki—daya, kontrol, hidrolik—Anda berhenti menebak dan mulai memverifikasi. Baik itu kabel encoder $200 atau penggantian papan kontrol penuh, Anda akan tahu pertanyaan mana yang harus diajukan sebelum menghubungi vendor. Dan pada pukul 2 pagi, ketika press brake terdiam, pengetahuan itu adalah kekuatan yang diukur bukan dalam volt, tetapi dalam waktu operasi.
Press brake hidrolik yang dibuat pada tahun 1990-an tetap menjadi titik manis retrofit. Rangka dan silindernya dirancang berlebihan untuk umur lelah, sehingga fondasi mekanisnya sering kali bertahan lebih lama daripada kontrol aslinya. Menambahkan pengontrol CNC pada “besi tua” tersebut memberikan peningkatan produktivitas yang terukur dengan biaya sebagian kecil dari pembelian baru—jika Anda menghormati arsitekturnya. Press hidrolik bergantung pada tekanan oli yang dimodulasi oleh katup proporsional; press servo-elektrik menyinkronkan motor penggerak kembar melalui loop umpan balik digital. Perbedaannya bukan hanya teknologi gerak—tetapi fisika waktu. Memasang kontrol tipe servo pada sirkuit hidrolik tanpa meningkatkan katup atau menyetel parameter mengundang osilasi dan perburuan ram.
Retrofit yang sukses mempertahankan inti hidrolik tetapi memodernisasi kontrol gerak. Sistem seperti Fasfold dari Automec dan solusi dari PC Controls menambahkan antarmuka layar sentuh, pemrograman offline, dan redundansi data USB di sekitar hidrolik yang ada. Pendekatan ini menghindari pembongkaran besar-besaran dan memungkinkan Anda menambahkan simulasi 2D/3D pada mesin yang sudah familiar sambil mempertahankan kekuatan ram. Namun begitu Anda memperkenalkan bantuan servo atau penggerak hibrida, pilihan pengontrol menyempit drastis. CNC harus berkomunikasi secara real-time dengan penguat katup atau penggerak motor; protokol umpan balik yang tidak cocok (±10V, EtherCAT, atau CANopen) sering menjadi penghalang utama. Arsitektur menentukan sejauh mana Anda dapat memodernisasi sebelum hidrolik memaksa Anda beralih ke press yang benar-benar baru.
Keandalan mekanis bukanlah yang menghentikan banyak peningkatan—melainkan elektroniknya. Pada tahun 1990-an, pembuat mesin menyukai PLC proprietary yang disegel di bawah penutup “jangan akses”. Papan logika tersebut mengatur sirkuit keselamatan, pedal kaki, dan urutan ram tanpa diagram ladder yang dipublikasikan. Ketika layar gagal atau chip memori kadaluarsa, mesin tetap berjalan tetapi tidak dapat berkomunikasi dengan pengontrol baru. Inilah lubang hitam retrofit: Anda tidak dapat menambal apa yang tidak dapat Anda baca.
Bengkel sering menemukan hal ini hanya setelah memesan kit retrofit. Mereka memasang layar dan penggerak, menyalakan daya, dan press menolak untuk beroperasi karena PLC lama masih mengendalikan relay. Pada titik itu, satu-satunya obat adalah penulisan ulang kabinet—mencabut puluhan tahun kabel untuk memasang PLC keselamatan modern dan modul I/O. Biaya dan waktu henti meningkat pesat. Strategi praktisnya adalah mengaudit kabinet kontrol sejak awal. Identifikasi apakah logika PLC dapat dilewati melalui relay kontak kering atau jika sinyal tertanam melalui jalur bus proprietary. Jika isolasi memungkinkan, Anda dapat menambahkan pengontrol Delem atau ESA ke sistem yang ada, mempertahankan hidrolik dan sirkuit keselamatan. Jika tidak, rencanakan modernisasi listrik penuh; selain itu hanya akan membuat Anda mengejar sinyal hantu dan berhenti spontan yang tidak akan pernah bisa dipecahkan oleh perangkat lunak.
Bahkan dengan antarmuka PLC yang bersih, keberhasilan retrofit bergantung pada umpan balik yang presisi. Ram hidrolik menuntut sinkronisasi posisi hingga mikron. Encoder linier, transduser rotari, dan katup proporsional harus berbicara dalam bahasa umpan balik yang sama dengan CNC baru. Rentang tegangan atau kecepatan pembaruan yang tidak cocok menyebabkan pergeseran antara silinder—terutama di bawah tekanan pembentukan. Setelah itu terjadi, Anda tidak dapat menyetelnya di perangkat lunak; keterlambatan umpan balik melebihi jendela koreksi pengontrol.
Sebelum mengajukan penawaran retrofit, verifikasi jenis keluaran encoder (TTL, SIN/COS, atau serial absolut) dan spesifikasi penggerak katup (kontrol arus atau tegangan). Pengontrol yang mengiklankan “input universal” mungkin tetap menolak untuk dikalibrasi jika laju polling berbeda. Teknisi melaporkan bahwa 80 % kegagalan integrasi disebabkan oleh ketidakcocokan halus ini, bukan oleh kesalahan perangkat lunak. Satu encoder yang bergeser membuat koreksi sudut tidak dapat diprediksi, memaksa operator kembali ke penyesuaian manual. Cegah hal ini dengan uji mikrometer pada paralelisme ram dan pemeriksaan respons servo‑valve sebelum ada perubahan kabel. Jika deviasi melebihi toleransi, anggarkan untuk encoder yang cocok atau katup yang diremajakan—pengontrol murah bukanlah penyebabnya.
Penyetelan katup memerlukan perhatian yang sama. Ketika respons servo tertunda, loop PID sistem berosilasi antara kecepatan pendekatan cepat dan kecepatan pembentukan, memperbesar efek springback. Tekukan yang konsisten bergantung pada waktu transisi yang stabil: modifikasi parameter ramp hidrolik untuk mempertahankan titik saklar tekanan yang dapat diulang, lalu catat variasi sudut selama siklus uji. Retrofit yang baik mengintegrasikan rutinitas kalibrasi otomatis yang menangkap pergeseran lebih awal dan merekam data koreksi dalam basis data CNC.
Intinya: retrofit press brake hanya berhasil ketika integritas mekanis, transparansi listrik, dan kesetiaan umpan balik selaras. Lewati audit apa pun dan Anda mengubah peningkatan $15.000 menjadi maraton pemecahan masalah $40.000. Tetapi ketika besi, sensor, dan perangkat lunak bekerja sama, “otak baru” itu dapat membuat press brake hidrolik lama berjalan dengan presisi digital—dan menghasilkan keuntungan untuk generasi berikutnya.
Dalam lingkungan high‑mix—di mana setiap shift membawa profil bagian baru, ketebalan, dan spesifikasi pelanggan—kesalahan input sekecil apa pun akan berlipat ganda di seluruh pesanan. Sistem kontrol numerik tradisional bergantung pada entri ulang data manual dari gambar CAD atau peta tekukan yang dicetak. Setiap penekanan tombol adalah risiko. Satu digit yang salah ketik pada flensa atau sudut menghasilkan blanko bengkok, scrap, dan pengerjaan ulang yang tidak direncanakan.
Pengontrol CNC dengan impor CAD langsung menghilangkan lapisan terjemahan tersebut. Program menerima file STEP atau DXF pelanggan secara langsung, mengubah geometri 3D menjadi jalur alat dan urutan tekukan tanpa transkripsi operator. Hasilnya adalah pengurangan scrap yang terukur—studi menunjukkan peningkatan hasil lulus pertama sebesar 5%, yang langsung diterjemahkan menjadi keuntungan per bagian. Perhitungan perataan otomatis dan pengurangan tekukan juga memastikan konsistensi di seluruh batch, tidak peduli siapa yang bertugas atau varian mana yang sedang dikerjakan.
Manfaat lainnya tersembunyi dalam penjadwalan. Ketika pemrograman pekerjaan berpindah dari berjam-jam pengetikan manual menjadi menit untuk impor dan verifikasi, akurasi penawaran meningkat, dan alur kerja high‑mix berhenti menjadi hambatan. Setiap slot pengaturan yang dibebaskan oleh otomatisasi menjadi kapasitas baru, bukan waktu buffer yang menganggur. Dalam siklus tahunan, itu setara dengan menambahkan satu press brake lagi tanpa sewa atau operator baru.
Kontrak fabrikasi presisi—terutama di sektor kedirgantaraan, medis, dan peralatan rumah tangga—bergantung pada akurasi yang dapat diulang. Pemeriksaan sudut manual setelah setiap dua tekukan mungkin memenuhi kesesuaian ISO sekali, tetapi menghancurkan waktu siklus. Pengukuran sudut loop tertutup, yang dibangun langsung ke dalam pengendali CNC canggih, menggantikan pemeriksaan titik tersebut dengan umpan balik sensor instan selama proses tekuk.
Logikanya sederhana: sensor yang dipasang di dekat perkakas membaca sudut tekuk secara langsung dan memberi sinyal kepada pengendali untuk berhenti atau mengoreksi springback secara otomatis. Springback—ketika material kembali rileks setelah ditekuk—dapat bervariasi menurut batch atau arah lembaran. Tanpa kompensasi, 30% pekerjaan tekuk udara memerlukan pengerjaan ulang pasca tekuk. Ketika kontrol loop tertutup dan algoritma springback dipasangkan dengan aktuasi servo‑elektrik, pengerjaan ulang tersebut turun hampir ke nol. Pabrik Korea Selatan yang menggabungkan fitur tersebut melaporkan penurunan pengerjaan ulang sebesar 38% dalam beberapa bulan dan peningkatan waktu operasi sebesar 21%—bukti bahwa kontrol sudut yang lebih ketat secara langsung menghasilkan lebih sedikit bagian yang ditolak dan umur perkakas yang lebih panjang.
Otomatisasi presisi tidak hanya mengurangi cacat; tetapi juga mengurangi kelelahan operator. Alih‑alih menyesuaikan tekukan di tengah siklus, teknisi memantau kualitas di beberapa mesin, melipatgandakan produktivitas per orang. Keandalan tidak lagi bergantung pada operator “terbaik” yang sedang bertugas—pengendali itu sendiri menegakkan presisi di setiap shift.
Retensi dan orientasi karyawan adalah masalah kronis dalam fabrikasi logam. Operator press brake berpengalaman langka, dan karyawan baru sering membutuhkan waktu berbulan‑bulan untuk mencapai produktivitas yang kompeten pada pengendali tradisional yang penuh dengan kode samar dan menu bertingkat. Keterlambatan itu menghabiskan biaya gaji, pengawasan, dan scrap. Antarmuka CNC modern kini mengandalkan visualisasi tekukan 3D dan simulasi uji coba untuk memangkas kurva pembelajaran tersebut.
Ketika operator dapat melihat pratinjau setiap urutan tekukan secara real‑time, memvisualisasikan titik benturan, dan menyeret atau mengubah urutan langkah langsung di layar, pemahaman meningkat pesat. Kesalahan muncul dalam simulasi, bukan di lantai produksi. Bukti mendukung hal ini: peningkatan ke pengendali yang mendukung 3D telah memangkas waktu pelatihan sebesar 50%, secara efektif mengubah operator masa percobaan menjadi produsen percaya diri dalam hitungan minggu. Di salah satu fasilitas di Incheon, insinyur menyiapkan program secara offline, menjalankan uji tekuk digital, dan mengurangi scrap awal hingga setengah—semuanya sambil mempertahankan throughput selama pergantian shift.
Penggerak keuntungan di sini bukan hanya kecepatan; tetapi juga beban mental. Ketika visualisasi memperjelas strategi penekukan, bahkan operator dengan latar belakang terbatas dapat menjalankan bagian kompleks dengan aman. Hal itu membuka fleksibilitas: shift lembur, operasi akhir pekan, atau staf sementara tidak lagi mengancam kualitas. Setiap operator yang dipertahankan berarti ribuan penghematan dalam waktu henti dan biaya rekrutmen.
| Skenario | Fokus Utama | Tantangan | Solusi | Hasil/Manfaat |
|---|---|---|---|---|
| Untuk Bengkel High‑Mix | Impor CAD Langsung dan Akhir dari Scrap akibat Salah Ketik | Perubahan profil bagian, ketebalan, dan spesifikasi yang sering menyebabkan kesalahan entri data manual yang mengarah ke scrap dan pengerjaan ulang. | Pengendali CNC dengan impor CAD langsung menghilangkan entri ulang manual dengan mengonversi file STEP/DXF menjadi jalur perkakas dan urutan secara otomatis. | Hingga 5% peningkatan hasil lulus pertama, pengurangan scrap, hasil yang konsisten di seluruh operator, peningkatan penjadwalan, waktu pemrograman lebih singkat, dan kapasitas tambahan tanpa peralatan ekstra. |
| Untuk Pekerjaan Kontrak Presisi | Pengukuran Sudut Loop Tertutup dan Kompensasi Springback | Pemeriksaan sudut manual memperlambat produksi, dan springback yang tidak konsisten menyebabkan pengerjaan ulang. | Sensor bawaan dan umpan balik loop tertutup secara otomatis mendeteksi dan mengoreksi kesalahan sudut secara real time, dipadukan dengan algoritma kompensasi springback. | Pengurangan pengerjaan ulang sebesar 38%, peningkatan waktu operasi sebesar 21%, hampir nol tekukan cacat, berkurangnya kelelahan, dan presisi yang konsisten terlepas dari keterampilan operator. |
| Untuk Lantai dengan Perputaran Tinggi | Visualisasi 3D yang Memangkas Pelatihan dari Bulan menjadi Hari | Waktu orientasi yang lama dan tingkat pergantian operator yang tinggi akibat kontroler tradisional yang kompleks. | Antarmuka 3D modern dengan visualisasi tekukan real time, deteksi tabrakan, dan penentuan urutan drag‑and‑drop. | Waktu pelatihan dipangkas sebesar 50%, limbah awal berkurang setengah, kurva belajar lebih cepat, fleksibilitas lebih tinggi, dan biaya rekrutmen berkurang. |
Sebuah bengkel dapat memvalidasi fitur-fitur penggerak keuntungan ini sekarang tanpa perangkat keras baru. Luangkan lima menit untuk mengambil catatan limbah bulan lalu dan tandai setiap bagian yang ditolak karena sudut salah atau dimensi yang salah dimasukkan. Jika lebih dari satu dari sepuluh bagian yang ditolak terkait dengan kesalahan input atau pengukuran, masalahnya bukan disiplin operator; itu adalah keterbatasan kontroler. Jalankan sampel yang sama melalui perangkat lunak impor CAD atau simulasi tekukan—banyak vendor menawarkan evaluator gratis—dan ukur berapa banyak dari kesalahan tersebut yang ditangkap perangkat lunak sebelum pemotongan.
Gambaran keberhasilan itu sederhana: lebih sedikit pengeditan manual, akurasi tekukan yang konsisten di berbagai material, dan orientasi yang lebih cepat dan aman. Ini adalah sinyal nyata bahwa kontroler CNC cerdas—yang mampu menerjemahkan CAD secara native, umpan balik loop tertutup, dan visualisasi langsung—bukan sekadar penyempurnaan teknologi. Ini adalah pengendalian margin melalui desain. Setiap derajat yang dikoreksi, setiap kesalahan ketik yang dihindari, dan setiap kurva belajar yang dipersingkat terlihat di satu tempat: garis keuntungan.
Peningkatan kontroler CNC press brake berada dalam salah satu rentang biaya terluas di fabrikasi logam—dan untuk alasan yang baik. Rentang yang tampak dari $5.000 hingga $35.000 menyembunyikan kebenaran penting tentang tingkat, kemampuan, dan kompleksitas integrasi. Kontrol impor tingkat awal memang bisa didapatkan di bawah $5.000, tetapi mereka kekurangan memori, opsi antarmuka, dan kompensasi real time yang diperlukan untuk memasang ulang press brake hidrolik lama. Sistem siap retrofit yang benar-benar memberikan peningkatan produktivitas nyata dimulai dari sekitar $12.000 dan dapat naik melampaui $50.000 untuk mesin multi-sumbu dan tonase tinggi.
Rentang tersebut mencerminkan tidak hanya kecanggihan perangkat keras—HMI layar sentuh, simulasi tekukan 3D, penentuan urutan otomatis—tetapi juga jam rekayasa yang diperlukan untuk mengintegrasikan otak baru ke dalam penggerak lama, hidrolik, dan backgauge. Dalam sebagian besar penawaran, tenaga kerja dan komisioning menyumbang hampir setengah dari total. Integrator sering menggabungkan pengkabelan ulang kabinet listrik, penggerak servo baru, dan terkadang retrofit backgauge lengkap bersama CNC itu sendiri.
Perbandingan yang mengejutkan bukanlah penawaran retrofit lain—melainkan harga mesin baru. Press brake modern yang dikirim lengkap dengan kontroler pabrik secara rutin melebihi $500.000 sebelum biaya pengiriman, pemasangan, dan pelatihan operator. Dilihat dari sudut itu, bahkan retrofit $50.000 menjadi modernisasi ringan modal, memperpanjang umur produktif rangka mekanis yang masih baik selama satu dekade atau lebih.
Cerita biaya, dengan demikian, lebih sedikit tentang keterkejutan harga dan lebih banyak tentang leverage: mengubah aset yang sudah terdepresiasi menjadi aset yang mampu secara digital dengan biaya sekitar sepersepuluh dari biaya penggantian.
Garis balik modal retrofit jarang hanya bergantung pada harga; ini bergantung pada kesehatan mekanis sisa dan pemanfaatan. Jika rangka, silinder, dan penggerak mekanis press brake masih utuh, menambahkan kontroler CNC dapat membuka kapasitas tersembunyi yang substansial. Penentuan urutan tekukan yang lebih baik, koreksi sudut berdasarkan umpan balik loop tertutup, dan penyelarasan alat otomatis masing-masing mengurangi waktu penyiapan dan pengerjaan ulang. Secara konservatif, peningkatan produktivitas 10–15% di seluruh operasi dua shift dapat mengembalikan investasi dalam waktu 18 hingga 24 bulan—itu sebelum memperhitungkan penghematan tenaga kerja dari berkurangnya tekukan percobaan atau perputaran operator yang lebih cepat.
Sebaliknya, press brake baru tidak hanya lebih mahal; ia mengatur ulang jadwal depresiasi, memerlukan pelatihan operator baru, dan mungkin memerlukan perkakas baru agar sesuai dengan sistem penjepitnya. Total biaya terpasang dapat mencapai sepuluh kali anggaran retrofit. Hanya bengkel yang beroperasi mendekati kapasitas, atau yang dibebani hidrolik yang gagal, biasanya menemukan perhitungan penggantian lebih menguntungkan bagi mereka.
Inilah titik di mana disiplin finansial bertemu dengan realitas perawatan. Retrofit hanya menguntungkan jika inti mekanisnya dapat diandalkan; jika tidak, pengontrol menjadi lapisan mahal di atas rangka yang sekarat. Jalur peningkatan yang bertanggung jawab selalu dimulai dengan triase—pemeriksaan untuk memastikan integritas hidrolik rem, keselarasan paralel ram, dan konsistensi pengulangan backgauge. Hanya dengan begitu perhitungan titik impas dapat berdiri di atas sesuatu yang lebih dari sekadar hipotesis di spreadsheet.
ROI retrofit juga bergantung pada berapa lama mesin tidak beroperasi dan seberapa cepat operator menguasai antarmuka baru. Jadwal integrator bervariasi, tetapi penggantian kontrol penuh—pengkabelan, pengujian, kalibrasi—biasanya memakan waktu tiga hingga tujuh hari kerja. Beberapa vendor mengatur proses secara bertahap untuk meminimalkan kehilangan produksi, meningkatkan satu sumbu atau subsistem pada satu waktu. Sertakan fleksibilitas penjadwalan ini dalam perbandingan penawaran; harga perangkat keras yang lebih rendah bisa hilang jika membuat rem utama tidak beroperasi selama dua minggu penuh.
Biaya yang lebih halus muncul setelah mesin dinyalakan. Bahkan pengontrol yang intuitif menuntut memori otot baru dari operator berpengalaman yang lebih memahami “rasa” daripada urutan di layar. Harapkan penurunan sementara dalam throughput saat staf beralih dari entri kode manual ke program tekukan grafis atau impor CAD. Bengkel yang berinvestasi dalam pelatihan selama instalasi—baik melalui sesi vendor atau shift bayangan dengan integrator—sering memulihkan produktivitas dasar dalam bulan pertama dan melampauinya segera setelah itu. Mereka yang melewatkan orientasi formal dapat memperpanjang penurunan tersebut hingga satu kuartal penuh.
Mengkuantifikasi waktu henti dan kurva pembelajaran ini sangat penting untuk ekonomi yang transparan. Anggarkan tidak hanya untuk pengontrol tetapi juga untuk jangka waktu pemulihan yang realistis: satu minggu kerja dengan output berkurang selama instalasi dan dua hingga empat minggu ramp-up sampai operator sepenuhnya memanfaatkan simulasi, kompensasi springback, dan pengurutan otomatis. Perkiraan ini meningkatkan kredibilitas saat menyajikan kasus peningkatan kepada manajemen atau keuangan—mengurangi kejutan dan memperkuat dukungan internal.
Dalam jangka panjang, retrofit yang paling menguntungkan adalah yang ekonominya dihitung dengan jujur. Peningkatan pengontrol CNC yang direncanakan dengan baik mengubah press brake yang menua menjadi mesin yang melek data dan efisien dalam penyiapan, memperpanjang masa penghasilannya tanpa kejutan modal untuk memulai dari awal. Ketika perangkat keras, logika titik impas, dan matematika waktu henti selaras, peningkatan tersebut berhenti menjadi biaya dan berubah menjadi strategi ketahanan operasional.
Setiap operator press brake tahu momen itu—mesin berhenti di tengah siklus, panel kontrol membeku, alarm berkedip, dan Anda mulai bertanya-tanya apakah sudah waktunya mengganti pengontrol CNC. Namun inilah kenyataan yang sering diabaikan bengkel: pengontrol jarang menjadi penyebabnya. Dalam studi demi catatan servis, “kerusakan pengontrol” ternyata hanyalah pergeseran sensor, grounding yang buruk, atau parameter yang rusak. Mengganti kepala CNC ketika masalahnya ada pada encoder $500 sama seperti mengganti transmisi karena lampu indikator di dashboard salah menyala.
Mulailah dari tumpukan, bukan gejala. Tangga diagnostik membawa disiplin pada keputusan yang didorong oleh impuls itu. Pertama periksa daya dan integritas listrik—sekring, relay, pemutus utama. Lalu verifikasi kesehatan hidrolik dan mekanis—oli, pompa, rel pemandu. Hanya setelah memastikan lapisan-lapisan tersebut barulah Anda memeriksa jaringan umpan balik dari encoder, potensiometer, atau sensor tekanan yang mengirim data ke pengontrol. Otak CNC adalah tersangka terakhir, bukan yang pertama.
Perbaikan masuk akal ketika kesalahan tetap terisolasi—satu sensor, satu sekring, satu versi firmware tertinggal. Jika waktu henti untuk mendiagnosis dan memperbaiki kurang dari setengah shift, Anda melindungi waktu operasi tanpa mengeluarkan modal berlebihan. Penggantian dibenarkan ketika beberapa lapisan gagal bersama, dukungan firmware telah berakhir, atau pengontrol tidak dapat membaca file CAD/CAM modern. Ambang batas uangnya sederhana: jika biaya perbaikan melebihi 40% dari penawaran retrofit, dan kerugian produksi terus meningkat, Anda beralih ke penggantian.
Peralihan dari panik ke pola—matriks—mengubah tebakan menjadi tata kelola. Ini adalah perbedaan antara memulihkan aliran hari ini dan mempertaruhkan pesanan besok berdasarkan firasat.
Begitu Anda mengangkat telepon, setiap vendor mengatakan hal yang sama: “Mungkin sudah waktunya untuk peningkatan.” Ujian bagi integrator tepercaya adalah apa yang mereka tanyakan selanjutnya.
A integrator yang membantu bertanya, “Apa kode kesalahan tepat yang muncul di layar?” sebelum menyebutkan angka. Mereka memastikan kebutuhan sumbu Anda—tandem dua sumbu atau presisi delapan sumbu—sehingga mereka tidak menjual kemampuan yang tidak akan pernah Anda perlukan. Mereka menelusuri setiap lapisan diagnostik dan memberi tahu Anda apakah pemuatan ulang perangkat lunak atau kalibrasi ulang sensor dapat memperbaikinya.
A sales yang menambah kutipan langsung menuju harga perangkat keras. Mereka tidak akan menjelaskan apakah perlambatan disebabkan oleh hambatan mekanis atau kelambatan kontrol. Mereka membicarakan fitur, bukan kesesuaian.
Jadi sebelum menyetujui proposal retrofit apa pun, ajukan empat pertanyaan ini:
Jika jawabannya berbasis data dan spesifik, Anda sedang berurusan dengan mitra. Jika jawabannya menghindar, Anda akan membeli komisi seseorang. Integrator terbaik berbicara dengan bahasa throughput dan biaya total, bukan versi dan kata-kata keren.
Setelah krisis langsung teratasi—baik melalui perbaikan atau penggantian—misi baru adalah berhenti hidup dalam mode krisis. Bengkel yang seperti pemadam kebakaran menunggu alarm; bengkel berbasis aliran merancang pemeliharaan ke dalam kalender.
Setiap tiga hingga enam bulan, periksa setiap komponen umpan balik yang memberi masukan ke otak CNC—saklar batas, encoder, sensor tekanan. Bagian kecil ini adalah indera mesin Anda; ketika mereka melenceng, setiap perhitungan menjadi salah. Tetap mengikuti rilis firmware terbaru; sebagian besar “kesalahan misterius” hilang setelah penyegaran perangkat lunak. Dan latih operator tidak hanya untuk menjalankan program, tetapi juga untuk menafsirkan kode kesalahan. Saat mereka dapat membedakan alarm kehilangan data dari peringatan tekanan hidrolik rendah, Anda telah membangun ketahanan langsung di panel kontrol.
Aliran terjadi ketika mesin dan orang yang mengoperasikannya berbagi satu bahasa kontrol—umpan balik yang jelas, diagnosis cepat, tanpa panik. Itulah yang mengubah retrofit dari pengeluaran sekali menjadi peningkatan permanen dalam cara bengkel Anda berpikir.
Mesin press brake tidak peduli apakah otaknya lama atau baru—ia hanya peduli apakah ia dipahami. Begitu Anda berhenti menebak, mesin mulai mendengarkan.


















