

Un responsabile acquisti una volta si vantò con me di aver risparmiato $60.000 in attrezzature mantenendo una staffa a cinque pieghe sulla pressa piegatrice invece di costruire una matrice progressiva.
Sei mesi dopo quella stessa staffa stava soffocando il reparto, con due operatori impegnati e straordinari per smaltire l’arretrato. Nessuno menzionò più il risparmio sulle attrezzature.
Il divario tra ciò che sembra economico e ciò che è realmente economico è il luogo dove i margini vanno a morire.
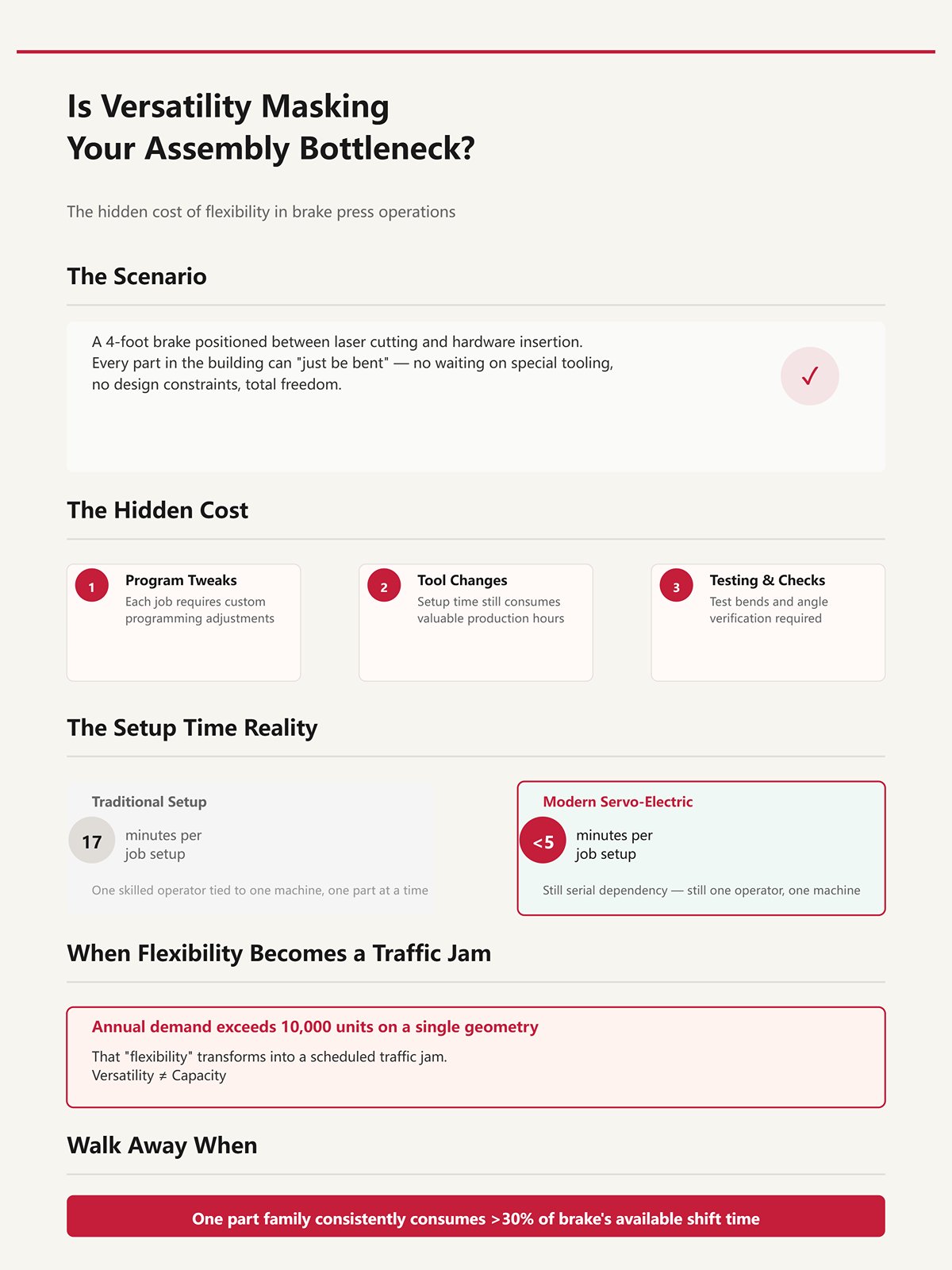
Immagina una piegatrice da 4 piedi parcheggiata tra il taglio laser e l’inserimento della ferramenta. Ogni pezzo nell’edificio può “essere semplicemente piegato”. Nessuna attesa per utensili speciali. Nessun vincolo di progettazione. Libertà totale.
Ora osserva la coda che si forma.
Ogni lavoro richiede una modifica al programma, un cambio utensile, una piega di prova, una verifica dell’angolo. Anche con una moderna piegatrice servo-elettrica che riduce il setup da 17 minuti a meno di 5, stai comunque legando un operatore qualificato a una macchina, un pezzo alla volta. Non è flusso. È dipendenza seriale.
Quando la domanda annuale supera le 10.000 unità su una singola geometria, quella “flessibilità” diventa un ingorgo che hai programmato da solo.
La versatilità non è capacità produttiva.
Allontanati Quando: una famiglia di pezzi consuma costantemente più del 30% del tempo di turno disponibile di una piegatrice.

Facciamo un’ipotesi pulita.
Cinque pieghe. Venti secondi per piega, inclusa la riposizionatura. Diciamo 100 secondi di puro tempo di ciclo per pezzo. Sii generoso e considera 5 minuti di setup grazie agli utensili a cambio rapido.
A 20.000 unità l’anno, ti trovi davanti a circa 2.000 ore macchina solo per il tempo di piegatura. È una piegatrice impegnata a tempo pieno per oltre 50 settimane di produzione a turno singolo.
La tua attrezzatura era economica. La tua macchina no.
Un miglioramento di ciclo del 15–20% grazie a una migliore programmazione o al monitoraggio OEE potrebbe recuperare un paio di centinaia di ore all’anno. Bene. Ma non cambia la fisica: un colpo del pistone forma una piega. Ogni volta.
E se spingi quella piegatrice 24/7 per stare al passo, i modelli idraulici iniziano a mostrare vera fatica dopo 500.000 cicli. Ho visto macchine “economiche” invecchiare di dieci anni in cinque perché qualcuno credeva che fossero motori di produzione universali invece di strumenti tattici.
L’attrezzatura economica vince solo quando il volume è abbastanza basso da far sì che il setup domini il costo totale.
Quindi chiediti: stai pagando per pezzo o per colpo?
| Sezione | Contenuto |
|---|---|
| Titolo | Il paradosso tra tempo di setup e tempo di ciclo: quando l“”attrezzatura economica” garantisce matematicamente una scalabilità costosa? |
| Scenario ipotetico | Cinque pieghe. Venti secondi per piega inclusa la riposizione. 100 secondi di tempo ciclo puro per pezzo. Setup di 5 minuti grazie agli utensili a cambio rapido. |
| Impatto sul volume annuale | Con 20.000 unità all’anno, sono necessarie circa 2.000 ore macchina solo per il tempo di piegatura. Questo equivale a una pressa piegatrice impegnata a tempo pieno per oltre 50 settimane di produzione a turno singolo. |
| Realtà dei costi | La tua attrezzatura era economica. La tua macchina no. |
| Miglioramenti di efficienza | Un miglioramento del ciclo del 15–20% grazie a una programmazione migliore o al monitoraggio OEE potrebbe recuperare un paio di centinaia di ore all’anno. Utile, ma non cambia la fisica: un colpo di pistone forma una piega. Ogni volta. |
| Usura dell’attrezzatura | Far funzionare la piegatrice 24/7 porta i modelli idraulici a mostrare una vera fatica dopo 500.000 cicli. Le macchine “economiche” possono invecchiare di dieci anni in cinque se trattate come motori di produzione universali invece che come strumenti tattici. |
| Principio fondamentale | L’attrezzatura economica vince solo quando il volume è abbastanza basso da far sì che il setup domini il costo totale. |
| Domanda finale | Stai pagando per pezzo, o per colpo? |
Allontanati Quando: La domanda annuale prevista spinge la piegatrice oltre i 500.000 cicli totali su una singola famiglia di programmi.
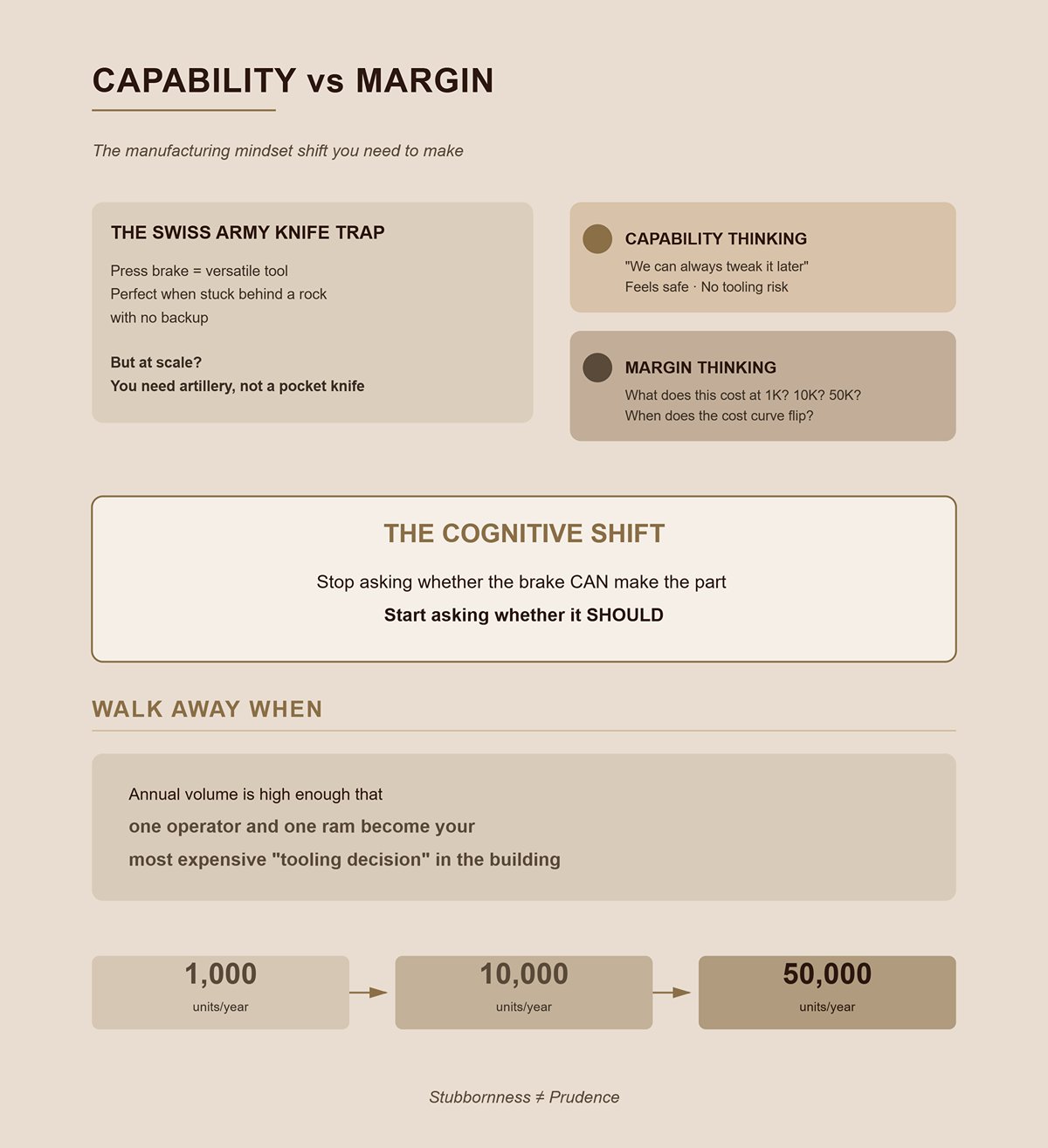
La pressa piegatrice è un coltellino svizzero. Sul campo di battaglia, è inestimabile quando sei bloccato dietro una roccia senza rinforzi.
Ma se assalti una collina ogni giorno su larga scala, non porti un coltellino tascabile. Porti l’artiglieria.
Ho visto team OEM difendere progetti basati su piegatrici perché “potremo sempre modificarlo più tardi”. Questo è pensare in termini di capacità. Sembra sicuro. Nessun grande impegno iniziale. Nessun rischio di attrezzaggio.
Il pensiero orientato al margine è più freddo. Si chiede: quanto costa questa geometria a 1.000 unità? A 10.000? A 50.000? E a che punto un processo dedicato ribalta così tanto la curva dei costi che insistere con la piegatrice diventa testardaggine, non prudenza?
Il cambiamento cognitivo di cui hai bisogno è semplice: smetti di chiederti se la piegatrice può realizzare il pezzo. Comincia a chiederti se dovrebbe.
Allontanati Quando: Il volume annuale è sufficientemente alto da rendere un operatore e un pistone la tua “decisione di attrezzaggio” più costosa dell’edificio.
Un OEM del settore medico con cui ho lavorato produceva un involucro in acciaio inox con sette pieghe a 2.400 unità l’anno. Il preventivo per uno stampo progressivo era di 180.000 euro. Utensili per piegatrice già disponibili. Setup in meno di 10 minuti. Due giorni dopo stavamo spedendo i pezzi.
Hanno posto la domanda giusta: a quale volume la matrice batte finalmente la pressa piegatrice?
Abbiamo fatto i conti sul pavimento, non in una sala riunioni. A 2.400 unità, anche un risparmio per parte di $6 dalla tranciatura recupererebbe solo $14.400 all’anno. Quella matrice resterebbe lì per oltre un decennio prima di ripagarsi, e questo supponendo che la geometria non cambi mai. In quel range, la piegatrice non è un compromesso. È uno scudo sul margine.
Ma spingi quello stesso pezzo a 18.000 unità e il quadro si ribalta. Ora consumi migliaia di colpi di pistone a settimana, impegni un operatore esperto e la matrice si ammortizza in pochi anni. Sotto le 100 unità, è caos di prototipi e turbolenza ingegneristica; sopra le 10.000, la matematica della capacità inizia a dominare. Tra quei numeri, la mancanza di attrezzatura rigida della piegatrice non è pigrizia. È esposizione controllata.
Non è comodità. È disciplina del capitale.
Allora, da dove viene veramente quella fascia 100–10.000?
Mettiti accanto a una piegatrice che lavora una staffa a 5 pieghe per 1.000 unità all’anno. Sentirai più aria che acciaio. I tempi di setup e la movimentazione dei pezzi dominano. La macchina è ferma più di quanto formi. Va bene — perché il costo di attrezzaggio fisso è quasi zero e i tuoi contanti sono ancora in banca.
Ora immagina lo stesso lavoro a 8.000 unità. Il tempo ciclo inizia a contare. L’operatore prende ritmo. I cambi utensile diminuiscono. Gli scarti si stabilizzano. Stai distribuendo il setup su abbastanza pezzi da rendere accettabile il peso della manodopera, ma non così tanti che una sola geometria monopolizzi la macchina.
La rottura strutturale avviene quando la domanda annuale porta la piegatrice oltre 500.000 cicli totali su una singola famiglia di programmi. Non è una questione di budget. È fisica e fatica. Le guarnizioni idrauliche si usurano. I riscontri posteriori si allentano. La manutenzione preventiva diventa tempo di fermo produttivo. La macchina “flessibile” diventa il tuo collo di bottiglia.
All’interno di 100–10.000 unità, ammortizzi il setup senza innescare il collasso della capacità. Sotto 100, sei in modalità revisione. Sopra 10.000, stai alimentando una bestia che non è mai stata progettata per essere artiglieria.
L’automazione complica la situazione. Sì, le piegatrici automatizzate riducono i tempi morti e la dipendenza dagli operatori. Le ho installate. Costano veri soldi — spesso 20–30% in più rispetto alle macchine convenzionali — e obbediscono comunque alla stessa regola: un colpo di pistone, una piega. Riduci la manodopera per colpo. Non aumenti abbastanza i colpi all’ora da cambiare in modo drammatico il punto di incrocio economico.
La zona ottimale regge perché è legata all’economia del colpo, non alla nostalgia.
Allontanati Quando: la domanda annuale prevista porta la piegatrice oltre 500.000 cicli totali su una singola famiglia di programmi
Se il volume definisce il campo di battaglia, la geometria decide l’arma.
Una volta ho preventivato un telaio per telecomunicazioni con sei angoli di flangia: 90°, 45°, 135°, due offset e un orlo. Lamiera tagliata al laser. Nessuna saldatura secondaria consentita. Volume annuale: 3.500 unità.
Prova a costruirlo come una matrice progressiva. Accatasti stazioni, aggiungi camme per gli angoli strani e sorvegli la disposizione della striscia come fosse un neonato. Il costo dell’attrezzatura esplode. I tempi di consegna si dilatano. Ogni cambio d’angolo richiede lavorazione dell’acciaio.
Sulla piegatrice? Cambi le punzoni. Resequenzi le pieghe. Regoli le posizioni del riscontro posteriore. Fatto.
La complessità moltiplica il costo della matrice quasi geometricamente perché ogni stazione è acciaio congelato. Su una piegatrice, la complessità aggiunge secondi e forse un cambio utensile. È dolore lineare, non dolore esponenziale.
E sì, l’automazione può incontrare difficoltà con pezzi ad alta variabilità e multi-angolo. La programmazione richiede tempo. Gli operatori esperti sono fondamentali. Ma quando il pezzo richiede sei condizioni di piega distinte a volume medio, la piegatrice si comporta come un coltellino svizzero in un vicolo stretto. Puoi reagire senza ipotecare l’edificio.
Il trucco è evidente. Ogni piega aggiunta è un’altra corsa. Ogni corsa è lavoro e usura. Ecco perché questo vantaggio vale solo all’interno della fascia di volume medio. Complessità più 40.000 unità all’anno? A quel punto stai implorando per una linea di trasferimento o una cella di formatura personalizzata.
Allontanati Quando: Una singola geometria supera gli 8 pieghe e la domanda annuale è in crescita — è quello il punto in cui il numero di corse, non il costo degli utensili, inizia a scrivere il tuo conto economico.
Ma anche all’interno di quella fascia c’è una minaccia più silenziosa per la tua liquidità.
Un cliente dell’elettronica di consumo ha modificato schemi di ventilazione e lunghezze delle flange tre volte in otto mesi. Il volume annuale si aggirava intorno a 5.000 unità. Se avessimo realizzato utensili rigidi fin dall’inizio, ogni revisione avrebbe implicato riempimenti di saldatura, nuove lavorazioni o, peggio, la rottamazione degli inserti.
Con la pressa piegatrice abbiamo aggiornato il modello piatto, ritoccato le deduzioni di piega, regolato il programma e prodotto i primi articoli lo stesso pomeriggio.
Nessuna attesa per utensili speciali.
Il flusso di cassa conta più del costo unitario quando i progetti sono ancora in evoluzione. Gli utensili rigidi bloccano la geometria. La piegatrice la affitta. Nella fascia 100–10.000, dove molti OEM operano durante il ramp‑up del prodotto e il miglioramento iterativo, quel modello di “noleggio” ti protegge dal tuo stesso reparto ingegneria.
Ma non concede immunità. Se le revisioni si stabilizzano e il volume cresce, la stessa flessibilità che ti ha salvato all’inizio diventa inerzia. Continui a “piegarla e basta” perché è quello che hai sempre fatto.
Ed è lì che questa sezione passa la palla alla fisica. Anche all’interno della finestra profittevole, lo spessore del materiale, i limiti del raggio di piega e il ritorno elastico possono sabotare in silenzio la ripetibilità e il costo.
La fascia di volume ti dà il permesso. La geometria e il materiale decidono comunque se te lo meriti.
Lo scorso inverno mi trovavo davanti a una piegatrice idraulica da 220 tonnellate cercando di ottenere un perfetto 90° su staffe in acciaio strutturale da 0,375". Sulla carta, banale. In pratica, il martinetto sfiorava le 190 tonnellate ad ogni corsa. L’angolo variava di mezzo grado man mano che l’olio si scaldava. Dopo quattro ore, stavamo spessorando le matrici e inseguendo numeri come giocatori che inseguono le perdite.
È la parte che nessuno modella nel foglio di calcolo.
Spessore del materiale, raggio di piega e resistenza alla snervatura non influenzano solo la piega — determinano se la piegatrice opera nella sua zona di comfort o al limite della sua valutazione. E una volta che si spinge una pressa piegatrice oltre circa l’80 % della sua capacità nominale, non si stanno più formando pezzi, ma si stanno caricando guarnizioni, deformando telai e amplificando ogni variabile del sistema.
All’interno della fascia ideale di 100–10.000 unità, la piegatrice ha senso finanziario. Ma ciò vale solo se la fisica collabora. Nel momento in cui spessore e resistenza alla snervatura spingono il tonnellaggio nella zona rossa, la ripetibilità cala, gli scarti aumentano e i tempi di fermo iniziano a erodere il margine che pensavi di proteggere evitando utensili rigidi.
Il coltellino svizzero funziona nei vicoli stretti. Non è artiglieria.
Allora, se la piegatura in aria è lo standard moderno, perché le tue staffe “semplici” continuano a fallire il controllo qualità?
La piegatura in aria è popolare perché è flessibile. Un’unica apertura a V può gestire una gamma di angoli e spessori. Controlli l’angolo con la profondità della corsa, non facendo toccare completamente il punzone nella cavità fissa.
Ma non cambia la fisica: una corsa del pistone forma una piega.
Nella piegatura in aria, il materiale tocca solo la punta del punzone e le spalle della matrice. Il centro resta sospeso. Ciò significa che l’angolo finale dipende dal recupero elastico — il ritorno elastico — che a sua volta dipende dal carico di snervamento, dallo spessore e dal raggio interno. Se uno qualsiasi di questi parametri cambia, anche leggermente, l’angolo cambia insieme a loro.
Ho visto lotti di acciaio strutturale riciclato richiedere quasi un terzo di tonnellaggio in più rispetto all’acciaio dolce vergine che hanno sostituito. Stesso grado nominale. Miscela di lega diversa — un po’ di nichel qui, un po’ di cromo lì — quanto basta per aumentare il carico di snervamento e contrastare la piegatura. L’operatore non vede la chimica. Vede un pezzo che esce a 91,2° invece di 90°.
Puoi compensare con una regolazione della profondità. Fino a quando non puoi più.
Vicino ai tonnellaggi elevati, la macchina stessa diventa elastica. I telai si flettono. Gli impianti idraulici ritardano. I freni elettrici sopra circa 150 tonni iniziano a trasferire urti nelle viti a rulli, che non sono mai state progettate per resistere lì. Ora la tua curva di compensazione non dipende solo dal materiale — dipende anche dalla macchina e dalla temperatura.
Le staffe a tolleranza stretta falliscono il controllo qualità non perché la pressa sia imprecisa. Falliscono perché la precisione della piegatura in aria presuppone una resistenza di snervamento stabile e una rigidità della macchina stabile. Quando uno dei due si sposta, la tua “semplice” staffa a due pieghe diventa un problema statistico.
E i problemi statistici costano tempo di ispezione.
Allontanati Quando: Raggiungere la tolleranza richiede regolazioni in tempo reale della corsa a ogni turno, perché i lotti di materiale fanno variare l’angolo più di quanto la finestra di ispezione consenta.
Ma l’alluminio si comporta in modo diverso, giusto?
Prendi alluminio 5052 e acciaio dolce A36 dello stesso spessore. Piega entrambi a 90° usando lo stesso raggio interno relativo. L’alluminio avrà un ritorno elastico maggiore. Non perché sia “più tenero” — parola da principiante — ma perché il suo modulo di elasticità è inferiore rispetto al carico di snervamento.
Il ritorno elastico è recupero elastico. È proporzionale al rapporto tra carico di snervamento e modulo di elasticità e al raggio interno. Rapporto più alto, maggiore ritorno elastico.
L’acciaio ha un modulo più alto. Resiste maggiormente alla deformazione elastica. Quindi, per una data deformazione plastica, si rilassa meno. L’alluminio si allunga elasticamente di più prima e dopo lo snervamento, quindi quando si rilascia il punzone, si apre di più.
Ora aggiungi il raggio.
Se il raggio interno della piega si avvicina allo spessore del materiale — diciamo 1T — stai forzando una deformazione plastica più netta. Ciò riduce il ritorno elastico ma aumenta notevolmente il tonnellaggio. Aumenta il raggio a 2T o 3T per “rendere più facile” la piegatura, e il ritorno elastico cresce di nuovo perché la piegatura è più dolce.
I progettisti amano i raggi generosi sulle staffe semplici. Sembrano sicuri. Più facili da formare.
In realtà, hanno aumentato la variabilità dell’angolo nella piegatura in aria, specialmente sull’alluminio.
Nei programmi di produzione media, puoi regolare questo comportamento con provini di test e simulazione. Ho visto presse mantenere una ripetibilità di posizione di ±0,0004″ su pezzi complessi a più pieghe quando la geometria è coerente e il tonnellaggio moderato. Quella precisione è reale — ma esiste solo dove il comportamento del materiale è prevedibile e la pressa non è sotto sforzo.
Cambia lega a metà programma, o lascia che l’ufficio acquisti insegua bobine più economiche, e la tabella di compensazione che avevi costruito a 2.000 unità diventa inutile a 6.000.
Quindi la domanda non è “La pressa può piegare questo pezzo?” bensì “Lo piegherà nello stesso modo per ogni lotto nei prossimi tre anni?”
È lì che lo spessore smette di essere un dettaglio e diventa un limite.
Immagina una piega di 10 piedi in acciaio ad alta resistenza, spessore 0,5″. Anche in modo conservativo, ti stai avvicinando a diverse centinaia di tonnellate a seconda dell’apertura dello stampo. Su una macchina da 300 tonnellate, stai sfiorando il limite ad ogni ciclo.
Ora confrontalo con la domanda annuale. Volume medio, diciamo 7.000 unità. Due pieghe per pezzo. Quattordicimila colpi ad alta tonnellata all’anno, ciascuno vicino al limite della macchina.
I sistemi idraulici smorzano meglio gli urti rispetto ai motori elettrici a questi carichi, ma portano usura delle guarnizioni e degrado dell’olio. Ho perso due giorni per una perdita di tenuta su lavori con lamiere spesse, inseguendo deviazioni dell’angolo causate da inconsistenze di pressione. Non è teorico. È salario che corre mentre il pistone resta fermo.
Lo spessore esatto dello “strumento sbagliato” dipende dal limite di snervamento del materiale, dalla lunghezza della piega e dalla larghezza dello stampo. Non c’è un numero magico. C’è un confine: quando la tonnellata richiesta per piede moltiplicata per la lunghezza della piega ti porta nella fascia superiore della capacità della macchina, la pressa piegatrice smette di essere uno strumento di formatura e diventa una responsabilità di manutenzione.
E una volta che quella responsabilità vive all’interno di un programma che ci si aspetta funzioni in modo affidabile per anni, il tuo intervallo ideale da 100 a 10.000 unità crolla sotto il rischio di fermo macchina e la volatilità degli scarti.
Le geometrie semplici sono le più ingannevoli in questo contesto. Una staffa piatta con due pieghe lunghe in materiale spesso e ad alto limite di snervamento sembra banale rispetto a un telaio con sei flange in lamiera da 14 gauge. Ma il telaio lavora a tonnellaggio moderato con ritorno elastico stabile. La staffa “semplice” punisce la macchina ad ogni colpo.
È quella la trappola.
La pressa piegatrice eccelle quando la complessità è alta e la forza moderata. Ti sabota quando la geometria è semplice ma la forza è estrema.
Il che lascia una domanda scomoda: se la forza definisce il limite, cosa succede quando la forma stessa contrasta la natura a colpi singoli della piegatrice?
Sei davanti a una pressa piegatrice da 12 piedi, cercando di realizzare una facciata architettonica da 10 piedi con un raggio morbido lungo tutta la sua lunghezza. Il disegno richiede un arco gentile, continuo. Quello che fai realmente è segnare incrementi di 1 pollice e iniziare la “piegatura a colpi multipli”: un colpo leggero, sposta, un altro colpo, sposta di nuovo.
Ma non cambia la fisica: una corsa del pistone forma una piega.
Una pressa piegatrice è discreta. Una curva è continua. Per imitare la continuità, impili piccoli segmenti dritti uno accanto all’altro e speri che le sfaccettature spariscano con la vernice. Se quel raggio supera i 36 pollici, non stai più formando la geometria — la stai approssimando con manodopera. Nel frattempo, una profilatrice a rulli fa passare la lamiera tra stampi abbinati e produce quella curva come condizione nativa del processo, non come imitazione.
È proprio in quel disallineamento che il margine svanisce.
Quando la geometria richiede continuità, la pressa piegatrice si trasforma in un coltellino svizzero che scolpisce proiettili d’artiglieria. Sì, può farlo. No, non dovrebbe. La macchina non sa che sta sprecando tempo; semplicemente cicla. L’operatore non diventa più veloce; diventa solo più stanco.
Come si traduce questo nella produzione invece che nella teoria?
Una volta ho visto un’officina realizzare 4.000 coprifari in alluminio — ciascuno lungo 8 piedi, ciascuno con un profilo dolcemente curvo. Hanno programmato 22 colpi per pezzo per approssimare la curva. Ventidue colpi. Sposta, allinea, colpisci. Ripeti.
Sono 88.000 cicli del pistone solo per simulare un raggio.
La pressa piegatrice non ha avuto problemi di tonnellaggio. Ha avuto problemi di aritmetica. Ogni colpo aggiunge tempo di movimentazione. Ogni riposizionamento aggiunge errore angolare cumulativo. Su 8 piedi, una deriva di un decimo di grado per colpo si accumula in una torsione visibile. Il controllo qualità non le ha respinte perché fuori specifica in una singola piega. Le ha respinte perché apparivano sbagliate.
Ora aggiungi il vincolo fisico: la maggior parte delle presse piegatrici raggiunge un massimo di circa 10-12 piedi di lunghezza del letto. Hai bisogno di 16 piedi? Stai saldando due sezioni. Ogni giunzione diventa un punto di corrosione, un iniziatore di crepe da vibrazione, una richiesta di garanzia in attesa di un inverno freddo.
La profilatura a rulli non vince solo in velocità. Vince in continuità strutturale. Un flusso granulare ininterrotto lungo tutta la lunghezza. Nessuna saldatura. Nessuna tolleranza accumulata da 22 colpi indicizzati.
E sì, la profilatura a rulli richiede impegno — coil finito, utensili dedicati. Se la tua finitura deve cambiare a metà produzione o il tuo design è ancora indefinito, la pressa piegatrice ti offre flessibilità. Quella flessibilità è reale.
Ma se stai producendo un profilo stabile in migliaia di pezzi e paghi un operatore esperto per sorvegliare più di 20 colpi per parte, stai sprecando manodopera qualificata per una geometria che un processo continuo produce automaticamente.
Allontanati Quando: il tuo profilo lineare richiede più di 12 colpi distinti per approssimare una singola superficie visiva.
Quindi i profili lunghi mettono in evidenza la discrezione della pressa piegatrice. E per quanto riguarda la profondità — quando la geometria si ripiega su sé stessa?
Immagina un contenitore elettronico in acciaio calibro 14, profondo 20 pollici, con quattro flange di ritorno e angoli stretti. Sul modello piatto, è pulito. Sulla pressa piegatrice, è una partita a scacchi.
La prima piega è facile. La seconda piega passa. Alla terza, la flangia formata inizia a scontrarsi con il corpo della pressa. Lo capovolgi, usi punzoni a collo d’oca (utensili alleggeriti che liberano le gambe formate), forse imposti anche altezze utensili a scalare. Ogni regolazione aggiunge tempo di setup e un nuovo rischio di interferenza.
La geometria non sta combattendo la tonnellata. Sta combattendo l’estrazione.
Una pressa piegatrice forma spingendo il materiale in una matrice a V. Ciò significa che il pezzo deve entrare ed uscire dallo spazio della matrice senza collidere con l’utensile o la gola della macchina. Con l’aumento della profondità, i tuoi gradi di libertà si riducono. A volte l’unica via d’uscita è dividere la custodia in due gusci e saldare in seguito.
Il che ti riporta direttamente alle operazioni secondarie, alla deformazione dovuta all’apporto di calore e alle rilavorazioni per inseguire la squadratura.
Ora confrontalo con uno stampo dedicato a imbutitura profonda o progressiva per volumi più alti. Un movimento controllato, giochi progettati, flusso del materiale prevedibile. Costoso all’inizio, sì. Ma l’estrazione è ingegnerizzata nel processo, non negoziata piega dopo piega.
Le presse piegatrici eccellono nelle geometrie a più pieghe che rimangono superficiali e accessibili. Quando la profondità impone fissaggi creativi e punzoni speciali, stai pagando per l’ingegno ad ogni ciclo.
Allontanati Quando: la profondità della custodia supera i 18 pollici e richiede utensili a stadi o il capovolgimento del pezzo per liberare le pieghe precedenti.
La profondità mette in evidenza le interferenze fisiche. I grandi raggi rivelano qualcosa di più sottile: la dipendenza della pressa piegatrice dal recupero elastico.
Prendi l’alluminio 5052 da 0,125 pollici. Il disegno richiede un raggio interno di 3 pollici lungo un pannello di 6 piedi. Generoso, vero? “Piegatura facile.”
No. È una deformazione plastica poco profonda distribuita su un arco ampio. Nella piegatura in aria, ciò significa un comportamento più elastico rispetto al plastico. L’effetto di ritorno elastico aumenta. Il controllo dell’angolo diventa delicato. E poiché stai formando un arco ampio con una matrice a V, non stai davvero generando un raggio — stai generando tangenti che ne implicano uno.
Per avvicinarti a un vero raggio di 3 pollici, devi o piegare a piccoli incrementi (“bump bending”) oppure passare a una matrice a raggio che segua la curva. Le matrici a raggio di quella scala diventano ingombranti rapidamente. Il costo degli utensili aumenta. La movimentazione diventa complicata.
La profilatura crea naturalmente grandi raggi perché il materiale passa gradualmente attraverso stazioni sequenziali. Le macchine di laminazione fanno lo stesso in meno passaggi per archi più semplici. Il materiale viene guidato attraverso la curvatura, non colpito per ottenerla.
Il taglio e piega laser è la terza opzione che i progettisti dimenticano: segmentare intenzionalmente la curva con tagli di alleggerimento, poi piegare lungo linee ingegnerizzate. Ora la geometria è onesta riguardo alla sua natura discreta. La pressa piegatrice smette di fingere di essere un rullo.
Ci sono eccezioni. L’alluminio strutturale spesso che deve resistere all’effetto “oil canning” può richiedere la piegatura a pressa perché la profilatura non può gestire lo spessore senza distorsione. È una decisione di durata, non di velocità. Se le prestazioni sul campo lo giustificano, si paga consapevolmente la tassa di manodopera.
Ma quando grandi raggi appaiono su pannelli sottili e lunghi in volumi stabili, la pressa piegatrice è il motore fisico sbagliato per il lavoro.
Puoi forzarla. Le officine lo fanno ogni giorno.
Semplicemente, non dovresti fingere che sia efficiente.
Allontanati Quando: un raggio interno richiesto supera 2 volte lo spessore del materiale su una lunghezza superiore a 36 pollici su lamiera sottile.
Quando la geometria stessa non si allinea con la natura a colpi sequenziali della pressa piegatrice, la macchina smette di essere una soluzione flessibile e diventa un costoso espediente. E se la sola geometria può erodere il margine a volumi moderati, cosa succede quando si aggiunge la scala a tale disallineamento?
Un fabbricante del Midwest che conosco ha realizzato una semplice staffa su una pressa piegatrice per anni. Cinque pieghe. Due operatori. Circa 45 secondi di movimentazione e ciclo per pezzo. A 5.000 unità l’anno, nessuno si lamentava. “Nessuna attesa per attrezzature speciali.”
Poi la previsione dell’OEM è salita a 60.000.
Nulla nella geometria è cambiato. Stesse cinque pieghe. Stesso acciaio da 0,090. Stessa pressa. Ma ora quei 45 secondi sono diventati 750 ore di lavoro operatore all’anno legate a un solo codice articolo. Aggiungi setup, ispezioni, spostamenti di pallet, e superi le 900 ore reali. È metà dell’anno di un tecnico qualificato piegato in un solo movimento ripetitivo.
È qui che l’inefficienza della geometria si moltiplica. Ogni colpo extra tollerato a 3.000 pezzi diventa una voce di costo del personale a 60.000. Ogni ribaltamento diventa affaticamento. Ogni verifica di collisione diventa rischio. La pressa non è peggiorata. La scala l’ha resa onesta.
Allora cosa cambia davvero quando il volume supera le cinque cifre?
Iniziamo con un’ipotesi diretta.
Supponiamo che una cella di piegatura ti costi $75 per ora completa — salari, oneri, ammortamento macchina, elettricità, supervisione. Se un pezzo consuma 45 secondi di vero tempo di ciclo, si tratta di circa $0,94 per pezzo solo in tempo macchina. A 10.000 unità, stai spendendo $9.400 in puro tempo di pressa. Fastidioso, ma sopportabile.
A 50.000 unità, la stessa geometria si mangia silenziosamente $47.000.
Non è successo nulla di esotico. Hai semplicemente moltiplicato l’inefficienza per la scala.
Ora confrontalo con uno stampo progressivo quotato a $30.000. A 10.000 unità, l’ammortamento dello stampo è $3 per pezzo prima ancora di alimentare l’acciaio. Ovviamente la pressa piegatrice vince lì. È per questo che la fascia 100–10.000 è il suo territorio naturale.
Ma a 50.000 unità, lo stesso stampo progressivo da $30.000 aggiunge $0,60 per pezzo. E la pressa che lo utilizza può funzionare a 40 colpi al minuto con un solo operatore che gestisce più macchine. Il costo della manodopera per pezzo crolla perché il processo non è più discreto — è continuo.
Ma non cambia la fisica: una corsa del pistone forma una piega.
Su una piegatrice, cinque pieghe saranno sempre cinque colpi. Su uno stampo progressivo, cinque eventi di formatura avvengono all’interno di un solo ciclo di pressa. La geometria non scompare. Si incorpora nell’acciaio.
Il momento in cui la domanda annuale supera 50.000 unità, la manodopera smette di essere rumore di fondo e diventa il termine dominante nell’equazione. È allora che “attrezzatura economica” si trasforma in ripetizione costosa.
Allontanati Quando: la domanda annuale prevista porta la piegatrice oltre 500.000 cicli totali su una singola famiglia di programmi
Risolviamolo invece di indovinare.
Prendi lo stesso ciclo di 45 secondi su piegatrice a $75 l’ora. Questo equivale a $0,94 per pezzo in tempo macchina. Ignora il materiale. Ignora i costi generali. Solo manodopera e onere macchina.
Imposta il costo dello stampo a $30.000.
Volume di pareggio = Costo stampo / Costo per pezzo su piegatrice $30.000 / $0,94 ≈ 31.915 pezzi.
Ecco fatto. Intorno a trentaduemila pezzi, l’intero costo di capitale dello stampo equivale a ciò che avresti pagato solo per stare lì a azionare la piegatrice.
E questo presuppone un pezzo con cinque pieghe modeste. Aggiungi complessità — diciamo otto pieghe in 70 secondi — e il costo per pezzo su piegatrice salta a circa $1,46. Ora il punto di pareggio scende sotto le 21.000 unità.
Ecco perché la “regola dei 50.000” circola nelle officine. Non è magia. È una riserva di sicurezza. Tiene conto del rischio di revisione, della manutenzione, del tempo di progettazione e della realtà che le previsioni possono variare.
Ma la matematica non si cura del folklore. I pezzi più semplici virano prima. Quelli più complessi virano ancora prima. Un caso su YouTube mostrava un’officina che passava da circa $12 per pezzo formato a piegatrice in piccoli lotti a $0,44 con uno stampo dedicato a 10.000 unità. Esempio estremo, sì. Ma dimostra che il punto di svolta non è fisso — è geometrico.
Ora aggiungiamo una complicazione: lunghezze multiple dello stesso profilo. La tranciatura può richiedere stampi separati per ogni lunghezza, frammentando il volume e spingendo il pareggio più in alto. È lì che la piegatrice riconquista terreno, perché un solo set di utensili può adattarsi a diversi codici prodotto.
Ma se una sola geometria, una sola lunghezza, una sola previsione stabile domina la tua domanda, la tariffa oraria dell’operatore diventa l“”utensile” più costoso dell’edificio.
Quindi chiediti: stai pagando persone per creare valore o per ripetere movimenti?
Allontanati Quando: l’ammortamento dello stampo per pezzo scende al di sotto del costo diretto di manodopera per pezzo della tua cella di piegatura
Mettiti davanti a una pressa a telaio aperto da 200 tonnellate che utilizza uno stampo progressivo. Sentirai da 30 a 60 colpi al minuto. Ogni colpo produce un pezzo finito o ne fa avanzare uno attraverso le stazioni. Un operatore carica il coil e osserva l’avanzamento della striscia.
Ora torna alla cella di piegatura formando la stessa staffa.
Blocca. Corsa. Apri. Capovolgi. Corsa. Controllo con calibro. Impila.
A 50.000 unità, quel contrasto non è accademico. È busta paga.
Se una matrice progressiva lavora a 40 corse al minuto, sono 2.400 pezzi all’ora in una semplice configurazione a un’uscita. Anche se la produzione reale è la metà dopo scarti e controlli, sei comunque oltre i 1.000 all’ora. La pressa piegatrice a 45 secondi per pezzo produce 80 all’ora nei giorni migliori.
È un divario di produttività superiore a 12 a 1.
La produttività è il partner silenzioso del margine. Una produttività più alta distribuisce i costi fissi — supervisione, spazio, manutenzione — su un numero maggiore di pezzi. Il tuo onere per unità si riduce senza che tu debba negoziare alcuno sconto sui materiali.
Ci sono eccezioni. Lamiera spessa che supera i limiti pratici di tonnellaggio per la tranciatura? La piegatrice può essere l’unica scelta sensata. Involucri a lunghezze variabili con design mutevoli? La frammentazione dell’attrezzatura può erodere il vantaggio della tranciatura. Queste sono scelte strategiche, non emotive.
Ma per geometrie stabili e ripetibili nell’ordine delle decine di migliaia, la tranciatura e la profilatura non solo superano la piegatrice.
La seppelliscono matematicamente.
La piegatrice è un coltellino svizzero sul campo di battaglia — indispensabile in situazioni tattiche e ristrette. Ma quando ti serve l’artiglieria, non dai al tuo equipaggio utensili da tasca sperando che l’efficienza aumenti.
La vera domanda non è se la piegatrice può realizzare il pezzo.
È se dovrebbe essere autorizzata a farlo.
La matematica ti ha già indicato quando la tranciatura vince.
Quello che non ti ha detto è come gli OEM continuino a bruciare denaro dopo quel punto — perché rilasciano geometrie che silenziosamente vincolano la catena di fornitura al processo sbagliato prima che qualcuno faccia i conti.
Ho visto i team acquisti inseguire pochi centesimi sul prezzo unitario mentre l’ingegneria codificava logiche da piegatrice nei CAD: lunghezze di flange compatibili solo con punzoni alti, ordini di piegatura che richiedono capovolgimenti manuali, forme continue suddivise in colpi discreti perché “è così che le abbiamo sempre fatte.” Quando il volume cresce, il design stesso si oppone all’artiglieria.
Il design difensivo significa che testi insieme geometria, tonnellaggio e previsione prima della RFQ. Non dopo che l’officina ti ha messo all’angolo con il preventivo.
Lo schema è semplice. Brutale, ma semplice.
Guarda il pezzo e ignora come l’hai sempre realizzato.
È davvero un insieme di piegature discrete — staffe, linguette, sfalsamenti — oppure sta fingendo di essere un profilo continuo che per caso è stato tagliato in tratti?
Perché una pressa piegatrice è una macchina posizionale. Forma angoli in punti specifici. Ma non cambia la fisica: una corsa del pistone forma una piegatura.
Ora aggiungi la lunghezza. Le moderne presse piegatrici CNC con compensazione di bombatura e flessione possono mantenere un’impressionante coerenza su lunghe distanze. Ho visto macchine da quattro metri comportarsi meglio dei vecchi dinosauri da tre metri. Ma se superi circa 3 metri in una singola piegatura critica, ti ritrovi a combattere contro la flessione della trave, la variazione del materiale e la sensibilità dell’operatore allo stesso tempo. Due gradi di deriva lungo la campata non sono una teoria — è un martedì qualunque.
Se la tua geometria richiede continuità — grandi raggi, profili fluidi, curvatura ripetibile — stai chiedendo a un coltellino svizzero di comportarsi come una profilatrice a rulli. Non è flessibilità. È negazione.
La domanda continua appartiene ai processi continui. La geometria discreta appartiene a una pressa piegatrice.
Allontanati Quando: le prestazioni funzionali del profilo dipendono dall’uniformità dell’angolo su campate superiori a 3 metri e la domanda annuale è sufficientemente stabile da giustificare utensili dedicati.
È qui che gli eroismi del CAD impongono silenziosamente un costo alla tua catena di fornitura.
La lunghezza minima della flangia non è un suggerimento. Per la normale piegatura in aria, serve circa quattro volte lo spessore del materiale per posizionarsi correttamente nella matrice a V. Restringi l’angolo a 30 gradi e quel requisito aumenta di un fattore di 1,6× perché il materiale tende a scivolare e ruotare.
Quindi cosa succede quando accumuli ritorni interni stretti, bordi piegati superficiali e flange corte?
Il fabbricante:
Nulla di tutto ciò appare nel tuo modello di costo previsto.
I punzoni personalizzati eliminano la flessibilità tra le varianti di prodotto. Ora la cella “universale” della pressa piegatrice ha bisogno di acciaio specifico per ogni pezzo — esattamente il male che cercavi di evitare non utilizzando la stampaggio.
Se la tua geometria richiede utensili speciali solo per liberarsi, hai già perso il vantaggio principale della pressa piegatrice: “Nessuna attesa per utensili speciali”.
Allontanati Quando: Una singola famiglia di programmi richiede profili di punzone dedicati che non possono essere riutilizzati per almeno 70% di SKU adiacenti.
Ho visto produttori OEM da milioni di dollari saltare una caratteristica di scarico da $0.002.
Nessun scarico d’angolo in una piega interna significa che il materiale si blocca all’intersezione. L’operatore lo percepisce immediatamente — forza extra, scatto udibile, angolo incoerente. Quindi rallenta. Ripete la battuta. Controlla più spesso.
Il tempo di ciclo si allunga. Non di 5%. Ho misurato rallentamenti che si avvicinano 40% nelle celle reali perché l’operatore non può fidarsi della battuta.
Aggiungi lo scarico e la piega scorre. Il materiale ha uno spazio dove andare. La battuta diventa ripetibile. La ripetibilità è velocità.
Non si tratta di eleganza. Si tratta di attrito — attrito letterale tra il materiale e le spalle della matrice. Ogni volta che salti uno scarico, stai tassando la produttività.
E ricorda da dove siamo partiti: una volta che il volume cresce, la ripetizione è la cosa più costosa nell’intera struttura.
Allontanati Quando: I feedback di produzione mostrano correzioni d’angolo ripetute o doppie battute causate da interferenze geometriche che avrebbero potuto essere eliminate nel CAD.
Ora riporta la matematica — ma questa volta con disciplina geometrica.
La piegatura dal basso (formatura a conio per eliminare il ritorno elastico) può offrire una ripetibilità eccellente per parti ad alto volume. Richiede anche circa 2× la tonnellata della piegatura ad aria e matrici specifiche per il raggio. Ciò significa presse più pesanti, set-up più precisi e utensili che svolgono un solo compito estremamente bene.
Al di sotto di un volume significativo, quell’investimento specifico per la matrice è un’ancora.
Al di sopra, lo stesso investimento riduce la variazione, il tempo di ispezione e la manodopera. La finestra di processo si restringe. Il modello di personale si semplifica. Il tasso di scarto si stabilizza.
Ecco la parte non ovvia: passare a stampaggio o profilatura non riguarda solo il costo per pezzo. Riguarda la concentrazione del rischio.
La piegatura con pressa distribuisce il rischio tra abilità dell’operatore, coerenza del setup e sequenza di lavoro. L’utensile rigido concentra il rischio all’inizio — nel blocco del progetto, nella costruzione della matrice e nella precisione delle previsioni.
Se la tua geometria è stabile, la tua domanda prevedibile e le tue tolleranze puniscono la variazione, il rischio concentrato è più economico del caos distribuito.
Questa è la lente.
Non “Ce la farà il freno?”
Neppure “Dov’è il punto di pareggio?”
Ma questo:
Stai progettando un pezzo che merita un’artiglieria, o uno che realmente beneficia di un coltellino svizzero?
Ottieni quella risposta corretta prima del rilascio, e i tuoi margini sopravviveranno alla scala.
Sbagliala, e sarà l’officina a decidere per te — un colpo di pressa alla volta.


















