

Il modo più veloce per scegliere l’attrezzatura sbagliata è chiedere: “Quale può fare di più?” Questa scorciatoia ha spinto innumerevoli officine a prendere decisioni costose che hanno reso meno del previsto. Il vero problema non riguarda l’elenco delle cose che ogni macchina può fare—si tratta invece di identificare quale fase del flusso di produzione diventerà per prima il collo di bottiglia. Sbagliare quel punto farà crollare i calcoli sul ROI, per quanto impressionanti possano sembrare le specifiche.
Le punzonatrici e le presse piegatrici rispondono a esigenze di produzione fondamentalmente differenti. Una pressa piegatrice offre una produzione più lenta ma un’eccezionale versatilità—ideale per produrre lotti piccoli o medi con alta precisione nella piegatura, adattandosi a una vasta gamma di forme e cambiando lavoro rapidamente con costi di attrezzaggio minimi. Una punzonatrice ribalta l’equazione: produttività fulminea su geometrie ripetitive, spesso completando la punzonatura dei fori e le forme superficiali in un’unica operazione, ma con pesanti costi di utensileria e perdita di agilità quando la varietà dei pezzi aumenta.
Sulla carta, le punzonatrici superano costantemente le presse piegatrici nei tempi ciclo. Ma questo vantaggio si mantiene solo se il volume di produzione, la frequenza di ripetizione e le geometrie dei pezzi permettono di farla funzionare senza interruzioni—idealmente con carico automatico dei fogli e lunghi periodi di funzionamento incustodito. In una realtà ad alta varietà, però, attrezzaggi frequenti e cambi utensile riducono rapidamente quella velocità teorica.
Il vero ROI deriva dall’allineare la cadenza naturale di funzionamento di una macchina con il ritmo delle esigenze produttive. Una supercar non vale nulla se bloccata nel traffico, e un utensile multifunzione è ridondante se usi sempre la stessa punta di cacciavite.
In molte officine, il limite alla produzione non è la macchina con il ciclo più lungo—ma la fase del processo che accumula la coda più profonda. Se le operazioni di piegatura sono sempre in ritardo, aggiungere una capacità di punzonatura più veloce aumenterà solo quel collo di bottiglia. Al contrario, se i pezzi piani si accumulano regolarmente perché la punzonatura non riesce ad alimentare il flusso di lavoro abbastanza velocemente, investire in un’altra pressa piegatrice non risolverà il problema.
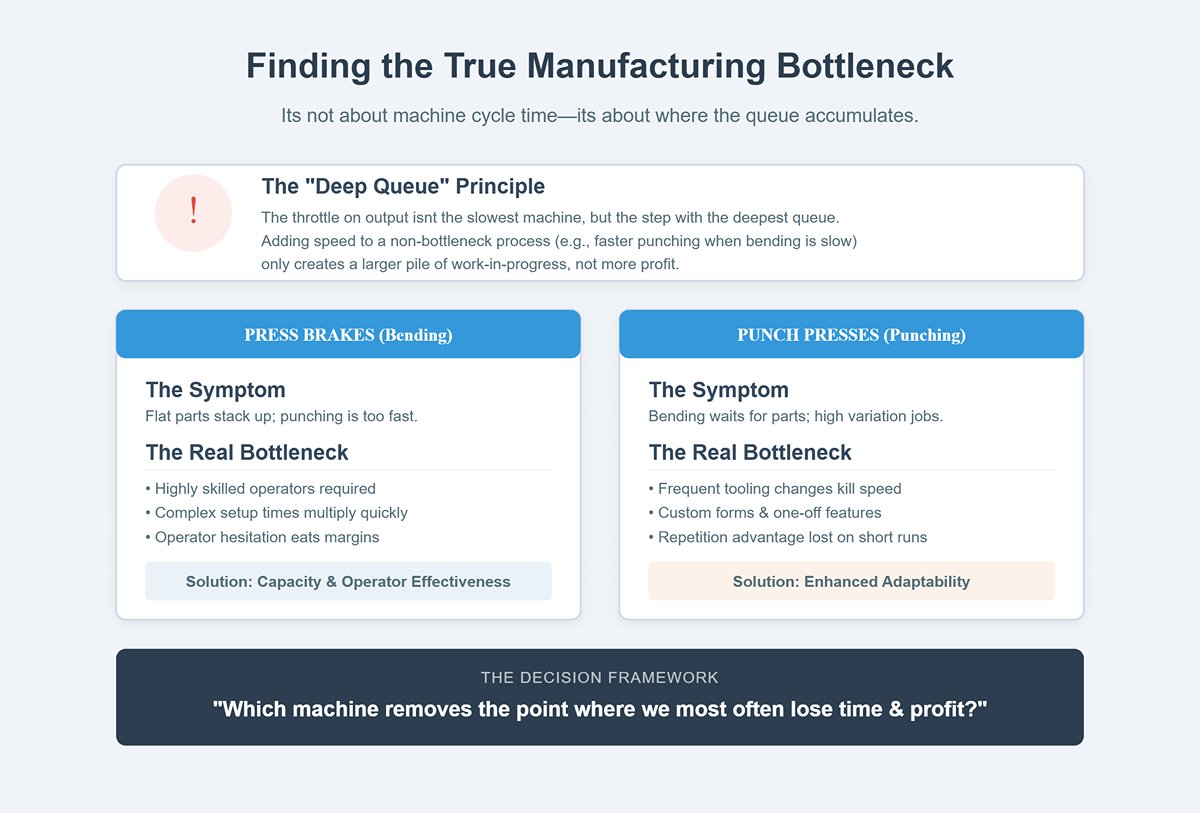
Le presse piegatrici hanno il loro collo di bottiglia: richiedono operatori altamente qualificati, e la complessità delle pieghe può far aumentare rapidamente i tempi di attrezzaggio. Nelle officine che gestiscono lotti brevi di pezzi diversi, ogni minuto aggiuntivo speso nell’attrezzaggio—o ogni momento di esitazione dell’operatore—incide direttamente sul margine di profitto. In tali casi, aumentare la velocità di punzonatura non affronta il limite di produttività alla base; ciò che serve è maggiore capacità di piegatura e miglioramento dell’efficacia dell’operatore.
Le punzonatrici hanno una limitazione completamente differente. Eccellono quando ripetono lo stesso movimento centinaia o migliaia di volte con variazioni minime. Ma una volta introdotti cambi utensile frequenti, forme personalizzate o caratteristiche uniche, il vantaggio dell’alta velocità è rapidamente compromesso da tempi morti improduttivi. In questa situazione, la vera limitazione da superare non è la velocità pura, ma l’adattabilità.
Guardare la situazione attraverso la prospettiva del collo di bottiglia trasforma l’intero processo decisionale: invece di chiedere “Cosa possono fare queste macchine?” la vera domanda diventa “Quale rimuoverà davvero il punto in cui più spesso perdiamo tempo e profitto?”
Visti isolatamente, la pressa piegatrice e la punzonatrice possono sembrare investimenti rivali. In realtà, sono anelli complementari della stessa catena produttiva per lamiera: la punzonatura o il taglio producono la sagoma o le caratteristiche formate, mentre la piegatura le trasforma nella geometria finale. Solo in rari casi—quando il mix di pezzi di un’officina si allinea perfettamente ai punti di forza di una singola macchina—un solo tipo può gestire tutto il lavoro: le operazioni OEM ad alto volume spesso privilegiano le punzonatrici, mentre i fabbricanti specializzati possono affidarsi quasi esclusivamente alla piegatura.
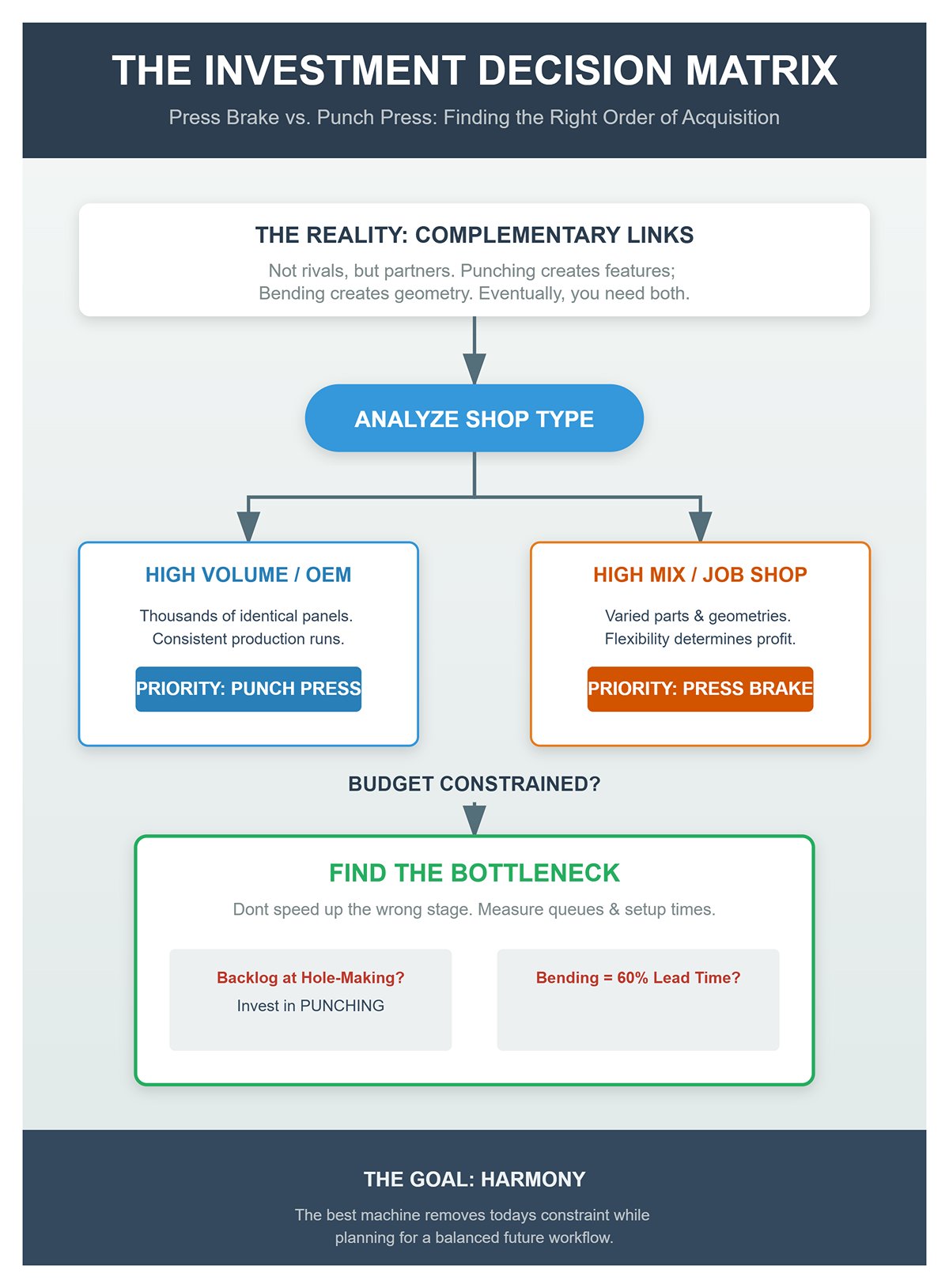
Per la maggior parte delle aziende, la realtà a lungo termine è chiara: alla fine serviranno entrambe. La questione è decidere l’ordine di acquisizione. Una produzione in stile OEM di migliaia di pannelli o contenitori identici può ottenere guadagni iniziali significativi investendo in una punzonatrice, abbinandola a una piegatrice di base per la formatura a valle. Se la piegatrice non è il collo di bottiglia, il suo ritmo più lento non ostacolerà la produzione. Al contrario, un’officina ad alta varietà dovrebbe dare priorità a fare della piegatrice il cuore del proprio flusso di lavoro, poiché la flessibilità nella piegatura determinerà quanti lavori potrai accettare—e quanto profittevolmente potrai svolgerli.
Se il budget limita l’investimento a una sola macchina, individua con assoluta precisione il collo di bottiglia attuale nella produzione. Monitora le code nel flusso di lavoro. Misura i tempi di attrezzaggio. Se le operazioni di piegatura rappresentano il 60% del tuo tempo di consegna, aggiungi capacità di piegatura. Se l’arretrato si accumula nella fase di punzonatura o di formatura delle caratteristiche, investi nella capacità di punzonatura. Scegliere la macchina sbagliata non solo non migliorerà la produttività—può addirittura peggiorare le performance di consegna accelerando la fase di produzione sbagliata.
Il dibattito su “fori contro pieghe” non riguarda quale processo di lavorazione del metallo sia superiore—ma l’identificazione e la risoluzione corretta di una limitazione di capacità. La macchina migliore per te è quella che rimuove il collo di bottiglia di oggi, mentre pianifichi un flusso di lavoro bilanciato che alla fine gestisca entrambi i processi in armonia.
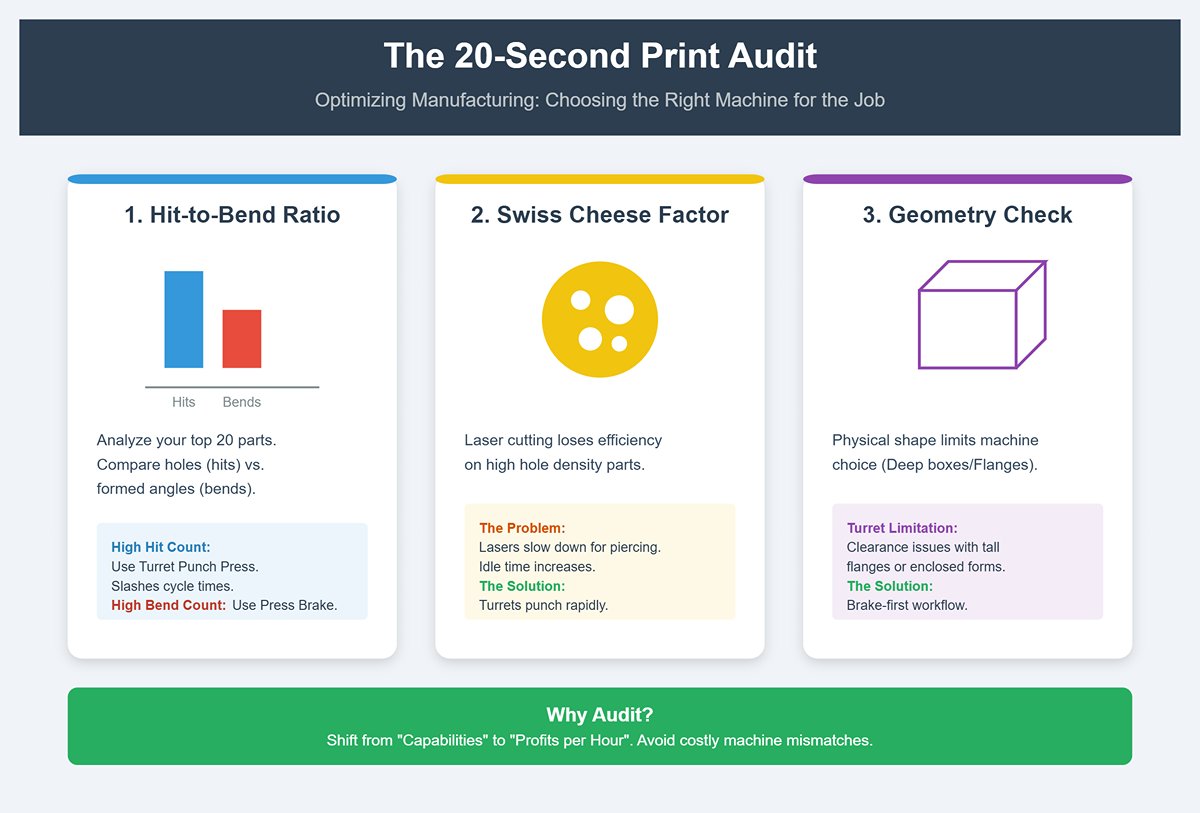
Inizia raccogliendo disegni o file CAD dei 20 pezzi che produci più frequentemente: questi rappresentano la maggior parte del tuo volume annuale. Non sei qui per ammirare il design, ma per determinare quanto della realizzazione di ciascun pezzo è dedicato a fori e intagli rispetto a piegature. In pratica, conta le caratteristiche: file di fori punzonati, asportazioni, feritoie e forme poco profonde contano tutti come “colpi,” mentre ogni angolo formato conta come “piega.” Un numero di colpi elevato rispetto alle pieghe suggerisce che una punzonatrice a torretta o una combinazione punzone/laser potrebbe ridurre drasticamente i tempi ciclo. Una piegatrice diventa la protagonista quando il numero di pieghe è elevato, gli angoli sono variati e la precisione nella formatura determina la velocità.
Il rapporto colpo-piega può rivelarsi sorprendentemente illuminante. Se il 70–80% del tempo di lavorazione è dedicato alla realizzazione di fori e intagli, iniziare con un flusso di lavoro che privilegia la piegatura significa spesso lasciare profitto sul tavolo. Al contrario, se la maggior parte del tempo è occupata da formature complesse, il vantaggio in velocità di una punzonatrice a torretta è irrilevante—dovrai comunque attendere le pieghe. Questo approccio di valutazione rapida offre una diagnosi chiara e a basso sforzo prima ancora di consultare i dati completi di produzione.
Sebbene il taglio laser sia spesso la scelta principale per profili e lavorazioni di fori, l’economia può cambiare rapidamente quando il tuo pezzo inizia a somigliare al formaggio svizzero. Ogni perforazione e contorno comporta movimento aggiuntivo, tempi morti e talvolta passaggi extra di gestione del calore. Nei pezzi con decine—o addirittura centinaia—di piccoli fori, i laser possono rallentare notevolmente, in particolare quando si lavora con piastre spesse in cui i tempi di perforazione aumentano sensibilmente. Al contrario, una punzonatrice a torretta eccelle in questi scenari, producendo fori in rapida successione e spesso integrando operazioni di formatura secondaria in linea. Il risultato è un risparmio di tempo misurabile su ogni lastra—moltiplicato in ore o giorni quando si passa a produzioni di alto volume.
Il fattore Formaggio Svizzero si riduce alla densità di perforazione. Una volta che un disegno piano supera una certa soglia di rapporto fori/area, il vantaggio del laser nel movimento continuo svanisce. Le punzonatrici affrontano layout ricchi di fori con una precisione meccanica diretta: imposta l’utensile, punzona, ritrai, ripeti. Se il tuo audit rapido rivela diversi pezzi con alta densità di fori, è un forte segnale di non far diventare laser o piegatrice il processo principale per quei lavori. La giusta configurazione di una punzonatrice a torretta può trasformare flussi di lavoro di molte ore in processi misurati in minuti.
Una punzonatrice non è una soluzione universale—alcune forme sono semplicemente fuori dalla sua portata. Scatole profonde, forme chiuse e flange alte di ritorno creano problemi di spazio fisico che nemmeno i modelli di torretta più avanzati possono superare. Flange grandi possono ostruire il movimento degli utensili o impedire la rimozione del pezzo. I pezzi che richiedono piegature sequenziali per formare spazi stretti e chiusi richiedono anche la precisione e l’adattabilità di una piegatrice. Inoltre, flange alte possono complicare la sequenza di punzonatura, talvolta richiedendo maneggio extra o lavorazioni secondarie che annullano qualsiasi vantaggio di velocità.
Durante la revisione dei pezzi, segnala qualsiasi elemento con geometrie che superano i limiti di spazio standard di una torretta o che potrebbero causare interferenze con gli utensili durante il movimento. Questi richiederanno quasi sempre un flusso di lavoro che privilegi la piegatura. Considera anche l’abbinamento tra spessore del materiale e geometria—spessori maggiori aumentano la richiesta di forza di formatura e, se combinati con forme profonde, vanno ben oltre le capacità della torretta. Tentare questo tipo di lavorazione potrebbe danneggiare gli utensili o compromettere la precisione.
L’Audit di Stampa da 20 Secondi non riguarda la precisione assoluta—è uno strumento di screening rapido pensato per evitare di inviare i pezzi attraverso il processo primario sbagliato fin dall’inizio. Un alto rapporto colpo-piega spesso segnala maggiore efficienza di formatura tramite una torretta o una combinazione punzone/laser, mentre un pezzo dominato dalle pieghe richiede la precisione di una piegatrice. Layout con molti fori in materiale sottile si adattano tipicamente meglio alla punzonatura meccanica rispetto al taglio laser, mentre forme profonde e complesse richiedono inevitabilmente la piegatura.
Scansionando e valutando rapidamente i tuoi pezzi principali, eviti l’errore costoso di investire nel tipo di macchina sbagliato per la reale varietà che produci. Questo cambia la conversazione da “capacità” generali a “profitto per ora” concreti. Una volta che puoi spiegare chiaramente perché un determinato pezzo deve seguire un percorso piuttosto che un altro, stai già prendendo una decisione di investimento più oculata e informata—senza dover eseguire un singolo ciclo produttivo.
Alcuni pezzi funzionano meglio quando la piegatrice a pressa è utilizzata come operazione secondaria piuttosto che primaria. Sfruttando la capacità della punzonatrice a torretta di produrre forme poco profonde, offset e caratteristiche funzionali direttamente nella lamiera piana, la fase di piegatura può ridursi a un singolo rapido passaggio—o persino essere eliminata. Applicazioni come involucri elettrici, pannelli HVAC e coperture OEM richiedono spesso offset per cerniere, linguette a scatto o nervature di rinforzo che imitano profili multi-piega senza occupare tempo sulla piegatrice.
Un caso d’uso comune è una staffa multi-piega che generalmente richiede tre minuti di tempo sulla piegatrice per pezzo. Riprogettata per la produzione con torretta, le cerniere vengono create come caratteristiche di tipo “lance-and-form”, gli ausili di allineamento sono impressi nella lamiera piana e solo un’unica flangia necessita di piegatura sulla pressa piegatrice. Questo riduce il tempo di lavorazione sulla piegatrice a pochi secondi, sposta il carico di lavoro a monte e trasforma l’operatore della piegatrice in uno specialista mirato anziché in un collo di bottiglia produttivo. Il risultato: meno movimentazioni di materiale, meno fasi di stoccaggio tra reparti e un potenziale molto maggiore per cicli non presidiati e a luci spente. Quando la maggior parte della complessità di un pezzo viene risolta nella fase piana, la piegatrice diventa una fase di finitura—non il motore del profitto—consentendo ai responsabili di indirizzare più lavoro verso flussi produttivi automatizzati.
Troppo spesso, la punzonatrice a torretta viene considerata solo come “macchina per fori”, mentre in realtà è una risorsa di produzione altamente versatile capace di offrire un’ampia gamma di caratteristiche funzionali. Con gli utensili giusti e un’idonea gamma di spessori, può produrre feritoie, tamponi goffrati, fori estrusi e altre forme complesse in pochi secondi—operazioni che altrimenti richiederebbero passaggi separati o utensileria specializzata e complessa per la piegatrice.
Le feritoie ne sono la prova perfetta. In settori come HVAC, telecomunicazioni e quadri di controllo elettrici, queste caratteristiche compaiono spesso in pattern densi e ciascuna prodotta con la torretta elimina il processo multi‑fase di taglio, montaggio di una piegatrice con matrice a collo d’oca e applicazione di più colpi. Le goffrature e le impronte a conio possono aggiungere rigidità, fungere da distanziali per installazioni PCB o servire come marchi imprimibili—tutto integrato in un unico programma di torretta senza richiedere una pressa secondaria. Persino le svasature e la preparazione di fori filettati possono essere realizzate direttamente sulla torretta utilizzando utensili di estrusione e conio, eliminando del tutto le operazioni successive di foratura e svasatura.
Dal punto di vista dell’efficienza produttiva, creare le caratteristiche nella fase piana elimina ore di lavoro variabili e riduce la dipendenza da personale altamente qualificato e raro. Riduce anche la possibilità di variazioni dimensionali quando i pezzi passano attraverso più centri di lavoro. Per componenti con numerose feritoie, pattern di goffratura ripetuti o fori sporgenti, attenersi a un flusso laser–piegatrice è una disallineamento tra processo e problema. Un approccio incentrato sulla torretta semplifica la produzione, riduce le fasi di movimentazione e accelera il ritorno sull’investimento.
I vantaggi della torretta diventano decisivi quando i volumi dei pezzi e la densità delle caratteristiche raggiungono un punto critico. Sebbene le punzonature e gli utensili di formatura personalizzati comportino costi iniziali di progettazione e produzione, tali investimenti diventano trascurabili rispetto alla produzione che consentono. Per utensili standard—come feritoie, profili goffrati e punzonature a svasatura—il rientro dell’investimento può avvenire entro poche centinaia di pezzi all’anno, quando ciascuno presenta una disposizione densa di caratteristiche. L’economia migliora significativamente quando più SKU condividono le stesse caratteristiche, permettendo di ammortizzare i costi degli utensili e la competenza di configurazione su intere linee di prodotto.
Per quanto riguarda gli utensili rigidi personalizzati, la soglia di pareggio può essere sorprendentemente modesta. Si consideri un utensile speciale di goffratura $4,000 che riduce di soli 20 secondi il tempo di produzione per ciascun pezzo in una serie annua di 20.000 unità—l’investimento si ripaga più volte nel primo anno. In ambienti di produzione ripetitiva ad alto volume, il costo ammortizzato degli utensili diventa rapidamente irrilevante, mentre i guadagni in velocità produttiva e utilizzo della capacità diventano i principali fattori di profitto. Gli acquirenti dovrebbero riformulare la loro prospettiva, chiedendosi se tali utensili saranno utilizzati per anni di produzione o condivisi tra più SKU. Se la risposta è sì, gli utensili rigidi cessano di essere un costo passivo e diventano invece un fattore chiave per cicli competitivi.
I dibattiti tradizionali tra punzonatrici e piegatrici tendono a concentrarsi su tabelle di velocità—colpi al minuto contro pieghe all’ora—ma questo schema ignora un vantaggio strategico cruciale. La vera opportunità non sta nel confrontare le velocità delle macchine isolatamente, bensì in quanto lavoro della piegatrice la torretta può eliminare completamente dal processo. Sostituire una flangia piegata con una nervatura formata, o rimpiazzare una linguetta saldata con una stampata, significa trasformare il ruolo della piegatrice da essenziale a opzionale. In questi casi, la punzonatrice diventa il fulcro strutturale del flusso di lavoro, integrando più passaggi a valore aggiunto in un’unica operazione programmabile. Per gli acquirenti sotto pressione per aumentare la produttività senza incrementare la forza lavoro o fare affidamento su competenze altamente specialistiche, questo cambiamento non è solo vantaggioso—è rivoluzionario.
| Sezione | Punti chiave |
|---|---|
| L’approccio “Done-in-One”: Sfruttare la torretta per eliminare le fasi di piegatura successive | – Piegatrice come operazione secondaria; la torretta crea forme poco profonde, offset e caratteristiche nella lamiera piana. – Applicazioni: involucri elettrici, pannelli HVAC, coperture OEM che necessitano di offset per cerniere, linguette a scatto, nervature di rinforzo. – Esempio: staffa multi‑piega ridotta da 3 minuti di tempo sulla piegatrice a pochi secondi grazie a cerniere “lance-and-form” della torretta e ausili d’allineamento goffrati. – Vantaggi: riduzione del tempo di lavorazione sulla piegatrice, meno movimentazioni di materiale, meno fasi di stoccaggio, potenziale per cicli non presidiati. – La piegatrice diventa una fase di finitura, consentendo flussi di lavoro più automatizzati. |
| Caratteristiche funzionali nella fase piana: ottenere feritoie, goffrature e svasature senza configurazioni extra | – La punzonatrice a torretta può produrre feritoie, tamponi goffrati, fori estrusi e altre forme complesse. – Feritoie: eliminano la configurazione multi‑fase della piegatrice; comuni in HVAC, telecomunicazioni, quadri elettrici. – Goffrature: aumentano la rigidità, fungono da distanziali, creano marchi; tutte integrate nel programma della torretta. – La preparazione di svasature/fori filettati tramite utensili di estrusione e coniatura elimina la foratura. – Vantaggi: riduzione delle ore di manodopera, minore dipendenza da configurazioni qualificate, variazione dimensionale minimizzata. – Il flusso di lavoro incentrato sulla torretta semplifica la produzione e accelera il ritorno sull’investimento. |
| La soglia di volume: quando i costi degli utensili rigidi svaniscono di fronte ai guadagni di velocità | – Il vantaggio della torretta cresce con alti volumi di pezzi e caratteristiche dense. – Utensili standard si ripagano entro poche centinaia di pezzi/anno se i layout sono densi. – Più SKU con caratteristiche comuni riducono i costi degli utensili. – Esempio: utensile di imbutitura $4,000 risparmia 20 secondi/pezzo, 20.000 unità/anno = ROI in meno di un anno. – In ambienti ad alto volume, il costo degli utensili diventa trascurabile, velocità e capacità sono fattori chiave. – Valutare l’uso degli utensili nel corso degli anni e tra diversi SKU. |
| Il vantaggio nascosto: cosa la torretta può eliminare dal carico di lavoro della piegatrice | – Valore strategico nell’eliminare il lavoro alla piegatrice, non solo confronto di velocità. – Sostituire flange piegate con nervature formate; sostituire linguette saldate con linguette pressate. – La torretta diventa il fulcro strutturale, consolidando i passaggi in un’unica operazione. – Aumentare la produttività senza aumentare la forza lavoro o affidarsi a competenze specialistiche. – Trasformare la piegatrice da essenziale a opzionale nel flusso di lavoro. |
Nelle operazioni che gestiscono una vasta gamma di prodotti ma producono piccoli lotti, l’impressionante velocità oraria della punzonatrice a torretta nasconde un notevole svantaggio: la complessità di configurazione. Ogni nuovo pezzo richiede spesso un proprio programma, una configurazione utensile su misura e una pianificazione accurata della sequenza per prevenire collisioni degli utensili. Cambiare utensili su una torretta non è né veloce né economico, con matrici specializzate che richiedono tempo e risorse significativi per essere progettate, fabbricate e integrate. A meno che tali sforzi possano essere ammortizzati su centinaia o migliaia di pezzi, il costo per pezzo aumenta rapidamente, erodendo la redditività.
Le piegatrici—specialmente i modelli CNC moderni—eliminano in gran parte questi problemi. Un set standard di punzoni e matrici può coprire un’ampia gamma di profili di piega e passare da un lavoro all’altro spesso richiede solo un rapido cambio utensile e una regolazione del battuta posteriore. Gli utensili sono economici, facilmente reperibili e semplici da sostituire, rendendo i lotti di produzione brevi più convenienti. In un ambiente ad alta varietà, questo flusso di lavoro diretto aumenta direttamente la produttività: anche se ogni piega su una piegatrice può richiedere più tempo di un colpo su torretta, il tempo dal “primo pezzo completato” all“”ultimo pezzo spedito” è spesso più breve.
Le esigenze di programmazione evidenziano ancora di più la differenza. Creare un programma per torretta significa specificare ogni singolo colpo, ogni cambio utensile e ottimizzare il movimento del foglio per evitare inefficienze. Molte officine finiscono per dipendere da uno o due operatori altamente specializzati—un chiaro rischio di pianificazione. Le piegatrici CNC, invece, incorporano calcoli di angolo, sequenze di piega e guida visiva nei controlli della macchina. Ciò consente a un operatore ragionevolmente formato di passare da un lavoro all’altro con solo un minimo addestramento aggiuntivo. Per un’officina che gestisce diversi piccoli ordini in un solo giorno, questa flessibilità assicura che la piegatrice rimanga al centro della produzione.
Un modo rapido per decidere è analizzare i tuoi ultimi venti progetti. Se la maggior parte potrebbe essere completata utilizzando gli utensili attuali della piegatrice con minime modifiche di programmazione, allora la piegatrice è la macchina che guida il flusso di lavoro redditizio—anche se la torretta vanta un tasso di colpi più veloce sulla carta.
Le presse punzonatrici a torretta eccellono nelle applicazioni su lamiere sottili—generalmente inferiori a 3 mm—dove l’usura degli utensili è prevedibile, gli sfridi si espellono facilmente e la richiesta di tonnellaggio rimane gestibile. Spingendosi su materiali più spessi, questi punti di forza cominciano a svanire. L’aumento del tonnellaggio accelera l’usura dei bordi, causando la deformazione dei punzoni e la scheggiatura delle matrici. Lo sformamento diventa più difficile, aumentando il rischio di trascinamento degli sfridi e di grippaggio. Il disallineamento dovuto alle vibrazioni può introdurre bave e scarti, e il livello di rumore aumenta notevolmente a ogni colpo.
Questi problemi non sono solo rallentamenti produttivi: sono fonti di costo. Gli utensili devono essere sostituiti più spesso, i tempi di fermo macchina si allungano e il controllo qualità richiede più manodopera. L’economia si inverte: la macchina che si pensava più veloce diventa quella costantemente ferma per manutenzione e risoluzione dei problemi.
Le presse piegatrici—soprattutto i modelli idraulici e servo‑elettrici moderni—sono costruite per eccellere in questi scenari. Forniscono tonnellaggio pieno in modo costante su tutta la piega, evitando stress localizzati e garantendo un processo più fluido e meno gravoso sia per gli utensili che per la struttura della macchina. Quando si lavora con lamiere da 1/4″, 3/8″, 1/2″ o altri spessori elevati, la piegatura evita gli urti ad alto impatto e l’usura accelerata associata alla punzonatura. Il risultato è una maggiore durata degli utensili, intervalli di manutenzione più lunghi e più tempo dedicato alla produzione effettiva piuttosto che al recupero da guasti. In molte officine di carpenteria pesante, questa robustezza è la ragione per cui la piegatrice—piuttosto che la punzonatrice a torretta—costituisce la spina dorsale della produzione.
Sebbene le punzonatrici a torretta offrano capacità di formatura limitate—come goffrature, orlature e feritoie—sono strumenti intrinsecamente bidimensionali, che creano forme tramite colpi ripetuti su lamiera piana. Man mano che i progetti dei componenti diventano più sofisticati, soprattutto quando richiedono piani multipli o pieghe composte, i loro limiti emergono chiaramente. La formatura multistadio su una torretta richiede utensili complessi, una sequenza accurata e un setup meticoloso, con una precisione decrescente per i pezzi più intricati.
Le presse piegatrici affrontano forme complesse deformando il materiale in modo controllato piuttosto che tramite impatto. Dotate di riferimenti posteriori multi‑asse e sistemi di compensazione (“crowning”), possono eseguire pieghe sequenziali con precisione straordinaria—anche su profili complessi. Gli operatori esperti combinano feedback tattile, segnali visivi e programmazione CNC per gestire il ritorno elastico, le tolleranze cumulative di piega e le possibili interferenze tra pieghe. Là dove la punzonatura fatica con percorsi di formatura non lineari, l’approccio passo‑passo della piegatrice costruisce ogni piega verso un prodotto finale impeccabile.
Per i pezzi che uniscono requisiti funzionali ed estetici—come rivestimenti architettonici, staffe di precisione o contenitori robusti—la capacità della piegatrice di mantenere angoli costanti e un allineamento preciso delle pieghe è indispensabile. In questi casi, la sua flessibilità è amplificata dagli operatori esperti, capaci di regolare la sequenza e selezionare gli utensili per soddisfare specifiche rigorose senza ricorrere a soluzioni costose e personalizzate.
La convinzione diffusa è che la macchina più veloce debba guidare la produzione. In pratica, la velocità da sola può essere fuorviante—soprattutto quando dipende da lavori ripetitivi e invariabili. In contesti con elevata varietà di pezzi, materiali spessi o componenti complessi, la pressa piegatrice spesso supera la punzonatrice nel fornire risultati costanti, affidabili e redditizi. Tempi di configurazione ridotti, prestazioni robuste con materiali pesanti e controllo preciso delle forme tridimensionali complesse rendono la piegatrice la vera colonna portante delle operazioni. Sebbene la punzonatrice a torretta mantenga un valore strategico—soprattutto per lunghe serie uniformi—è la piegatrice che garantisce un flusso produttivo costante, protegge i margini e mantiene le tempistiche di consegna.
L’introduzione di laser in fibra ad alta potenza, dotati di teste di taglio ultraveloci, ha cambiato radicalmente il settore della lavorazione della lamiera. Per anni, le punzonatrici a torretta sono state la scelta di riferimento per la produzione di pezzi piani—soprattutto per componenti con fori, asole o motivi ripetitivi—poiché potevano realizzare più forature a ogni colpo. Oggi i laser in fibra moderni hanno ridotto tale vantaggio per molti tipi di pezzi. Sebbene una punzonatrice possa ancora superare un laser su matrici dense di fori uniformi, i laser hanno eliminato i vincoli progettuali imposti dagli utensili fisici: nessun diametro fisso dei punzoni, nessun cambio indice dispendioso in tempo, e nessuna necessità di “ponticelli” o bordi per la stabilità del foglio.
Uno dei cambiamenti più significativi, e spesso trascurati, riguarda l’utilizzo del materiale. Tagliando i profili senza linguette o bordi, i laser trasformano una porzione maggiore della lamiera grezza in pezzi vendibili. Nei metalli pregiati o nelle lamiere sottili, l’aumento del rendimento per foglio da solo può giustificare l’investimento iniziale più elevato della macchina. La migliore qualità dei bordi amplifica il vantaggio: i pezzi tagliati al laser risultano lisci e privi di bave, eliminando la necessità di sbavatura o finiture aggiuntive richieste spesso dai pezzi punzonati. Con una distorsione termica minima grazie alla ridotta zona termicamente alterata, questi benefici hanno ristretto il ruolo della punzonatrice, riservandola principalmente a produzioni di grandi volumi e geometrie ripetitive, dove i suoi punti di forza specifici sono ancora validi.
Per molti produttori, la concorrenza più dura per la punzonatrice non è un laser autonomo, ma un laser abbinato a una pressa piegatrice CNC. Questa coppia potente consente a un’officina di tagliare con il laser praticamente qualsiasi profilo piano, disporre i pezzi in modo ottimale per massimizzare l’utilizzo della lamiera e passare direttamente alla formatura di pieghe complesse, flange o forme scatolate sulla piegatrice. Eliminando la dipendenza dagli utensili da punzonatura per i contorni e affrontando geometrie oltre la portata della punzonatrice, questo flusso di lavoro amplia notevolmente le capacità produttive.
Questa combinazione ridefinisce anche l’equazione d’investimento. Acquistare sia un laser che una piegatrice offre a un’officina la capacità di risolvere colli di bottiglia sia nel taglio che nella formatura, consentendo di gestire una gamma più ampia di lavori—dai pannelli architettonici elaborati ai contenitori completamente assemblati—senza la necessità di ampi inventari di utensili o di competenze di programmazione per punzonatura specializzata. Nei settori in cui le serie sono brevi e i progetti cambiano rapidamente, la versatilità e la reattività di questa configurazione possono superare il vantaggio di velocità della punzonatrice nella produzione costante e ad alto volume. Di fatto, la combinazione “Laser + Piegatrice” non solo compete—ma spesso cambia le regole, attirando clienti che non avrebbero mai preso in considerazione un processo basato sulla punzonatura.
I punti di forza di una punzonatrice risiedono molto meno nel profilare la lamiera che nella capacità di integrare direttamente elementi formati mentre il foglio rimane piatto. Operazioni come feritoie, goffrature, svasature, punzonature passanti e filettature possono essere completate in macchina, spesso nello stesso ciclo che ritaglia il contorno del pezzo. Questa integrazione può eliminare interi passaggi secondari, riducendo drasticamente i tempi di consegna e la manodopera nella produzione ad alto volume. Al contrario, i laser sono limitati al taglio: non possono formare meccanicamente o filettare fori senza attrezzature separate.
Anche le proprietà del materiale giocano un ruolo. Sebbene alcuni laser in fibra possano tagliare lamiere fino a un pollice di spessore in condizioni ottimali, la punzonatura di materiali più spessi—specialmente in piccole serie—può essere più efficiente quando il progetto richiede formatura ad alta forza. Il processo meccanico della punzonatrice evita i vincoli termici e fornisce bordi uniformi. Per pezzi ripetitivi, ad alto volume e con minime variazioni di design, l’investimento iniziale negli utensili di una punzonatrice può ripagarsi, riducendo i costi per unità molto al di sotto di quelli del taglio laser.
In definitiva, la domanda non è semplicemente quale macchina taglia più velocemente—ma dove si trovano veramente i tuoi colli di bottiglia produttivi. Se i limiti derivano dal taglio di contorni complessi, un laser moderno (autonomo o abbinato a una piegatrice) può ampliare le tue capacità. Ma se il rallentamento avviene quando si aggiungono dettagli formati prima della piegatura, una punzonatrice può semplificare le operazioni e offrire un vantaggio concreto. Riconoscere questa differenza sposta l’attenzione dalla pura velocità di taglio all’economia complessiva della produzione e all’ottimizzazione del flusso di lavoro—ed è proprio lì che si costruisce la vera redditività.
Una torretta punzonatrice CNC è guidata principalmente dal suo software. Una volta che il post‑processore e la libreria degli utensili sono correttamente configurati, un singolo programmatore CAD/CAM qualificato può creare programmi per diverse macchine. Questo consolida le conoscenze specialistiche in un ruolo chiave, consentendo agli operatori di livello intermedio di limitarsi a caricare, avviare e scaricare i pezzi senza dover prendere le decisioni pratiche e sfumate che spesso la piegatura richiede. Nella produzione ad alto volume o ripetitiva, questa coerenza aiuta a mantenere i costi di manodopera prevedibili e sotto controllo.
La pressa piegatrice, invece, è ancora radicata in un sapere tattile e in un’intuizione di officina. Gli operatori devono scegliere le aperture delle matrici in base allo spessore del materiale, tenere conto del ritorno elastico, pianificare le sequenze di piegatura per evitare collisioni, regolare la bombatura e perfezionare gli angoli sul momento. Queste decisioni sottili, spesso non documentate, si basano su anni di esperienza accumulata e resistono alla formalizzazione. La perdita di un operatore esperto di pressa può ridurre drasticamente la produttività—soprattutto nella produzione ad alta variabilità, dove ogni pezzo rappresenta una nuova sfida.
Dal punto di vista della redditività, questa distinzione conta. L’esperienza nella punzonatura a torretta è concentrata nella configurazione e nella programmazione—una volta ottimizzata, è relativamente indipendente da chi gestisce la macchina. Il lavoro alla pressa piegatrice richiede invece un contributo di competenze continuo, turno dopo turno, per ogni nuova geometria. Formare o sostituire un vero operatore esperto di pressa è un processo che dura anni, rendendo questo divario di competenze un costo nascosto e di lungo termine che pochi preventivi prendono in considerazione.
Gli utensili della torretta si usurano nel senso più letterale. I lavori ad alto volume—come i pannelli forati o i componenti con schemi di fori densi—possono accumulare centinaia di migliaia di colpi su una singola stazione di punzonatura in poco tempo. Quando i bordi si smussano, si formano bave, aumentano i requisiti di tonnellaggio, crescono i livelli di rumore e, alla fine, i punzoni si rompono. Gestire questo significa esternalizzare l’affilatura, investire in capacità di rettifica interna o accettare una qualità ridotta e tassi di scarto più elevati. Nessuna di queste realtà appare nei preventivi dei macchinari, eppure ciascuna può rapidamente erodere i margini di profitto.
Gli utensili della pressa si consumano più gradualmente e in modi più sottili. Se usati correttamente, gli stampi di piegatura “in aria” di alta qualità possono durare anni, mostrando l’usura sotto forma di lievi variazioni d’angolo, lunghezze dei lembi disuniformi o piccoli segni estetici piuttosto che guasti catastrofici. Tuttavia, il costo di mantenere gli stampi in condizioni adatte a finiture di alta qualità è spesso sottovalutato. La pulizia regolare, la sbavatura e la lucidatura per prevenire graffi su superfici pregiate possono consumare una quantità sorprendente di tempo — tempo che raramente viene incluso nei conteggi dei costi di produzione.
La vera insidia sta nel controllo del processo. Senza un piano disciplinato di manutenzione degli utensili, una torretta diventa una piccola impresa logistica—gestendo il conteggio dei colpi, pianificando l’affilatura, amministrando i tempi di riconsegna e ricontrollando gli utensili dopo la manutenzione. Allo stesso modo, una pressa limitata a un’unica matrice “universale” per ogni lavoro genera inefficienze attraverso regolazioni extra di setup, pieghe correttive e rilavorazioni superficiali. Le officine che investono presto in utensili di pressa dedicati e specifici per geometria possono sembrare spendere di più all’inizio, ma col tempo quella scelta porta a cambi più rapidi, meno scarto e un flusso produttivo più costante.
Le operazioni di punzonatura producono sempre un reticolo—la rete di metallo residuo che circonda i pezzi finiti. Un annidamento inefficiente, troppi cambi utensile o l’assenza di tecniche di punzonatura a linea comune possono aumentare la quantità di scarto del reticolo. Su materiali costosi come l’acciaio inossidabile o l’alluminio, anche un piccolo aumento del 3–5% di scarto tra i lavori può silenziosamente minare la redditività. Gli schemi di annidamento complessi possono anche lasciare isole o strutture di scarto ingombranti che richiedono rimozione manuale, aggiungendo manodopera non prevista che non è riflessa nelle stime dei tempi ciclo.
Le operazioni alla pressa piegatrice introducono un tipo distinto di rischio materiale. Le tolleranze di piegatura—la quantità precisa di materiale necessaria per ogni piega—devono essere calcolate con accuratezza. Errori nelle tolleranze o un’applicazione errata dei fattori K possono produrre sviluppati che generano assemblaggi con dimensioni errate, causando scarti, rifilature non pianificate o piegature ripetute. Per evitare tali problemi, molti operatori lasciano materiale extra sui bordi delle flange “per sicurezza”, aumentando progressivamente il consumo di materiale per pezzo oltre le specifiche di progetto. Questa abitudine precauzionale è raramente documentata, eppure si radica in quasi ogni ciclo produttivo nel tempo.
Entrambi i metodi drenano il profitto in modi diversi. Le inefficienze della punzonatura a torretta sono costanti e si accumulano ad ogni schema di annidamento. Le inefficienze della pressa piegatrice emergono spesso quando si passa a nuove geometrie o materiali, manifestandosi come regolazioni prolungate e rilavorazioni non documentate. In entrambi i casi, la vera perdita non è quella mostrata sul disegno del pezzo, ma ciò che resta come materiale avanzato o come sforzo sprecato una volta completata la produzione.
Metti in discussione le convinzioni radicate che guidano le tue scelte di setup. Prima di investire in nuove attrezzature, esegui un vero “audit del ciclo di vita” dei lavori passati—registrando non solo i tempi ciclo e i rendimenti di materiale indicati in preventivo, ma anche i ritardi dovuti all’affilatura degli utensili, le regolazioni degli operatori e gli scarti causati da errori nelle tolleranze di piegatura. Assegna questi costi direttamente al processo che li ha causati. Questo spesso rivela che la macchina apparentemente più economica all’inizio è in realtà la più costosa una volta considerati gli effetti a lungo termine delle inefficienze, mentre l’opzione più costosa ma con sistemi di supporto solidi può garantire margini più costanti nel lungo periodo.
Una macchina genera ricavi solo quando sta effettivamente lavorando il materiale—non quando attende cambi utensile o allineamenti. Nella produzione ad alta variabilità e basso volume, anche una pressa piegatrice con controlli CNC avanzati e utensili di precisione può trascorrere il 50–70% del suo ciclo totale nel setup: montare punzoni e matrici, configurare le posizioni dei finecorsa e fare pieghe di prova. Anche se la pressa è programmata per un turno di otto ore, il trave di piegatura potrebbe funzionare solo per metà di quel tempo.
Una punzonatrice a torretta cambia questa dinamica. Con 40–60 utensili preinstallati, i lavori ripetitivi possono entrare in produzione quasi immediatamente. Se l’utensile necessario è già caricato, il setup per lavori ripetitivi o correlati è praticamente eliminato. Su più lavori, questo diventa significativo: il tempo di setup per una settimana di produzione con la torretta è pagato una sola volta, mentre per la pressa piegatrice quel tempo di setup deve essere investito di nuovo per ogni singolo lavoro.
Fai i conti. Per ogni lavoro effettivamente spedito nel mese scorso, annota sia il tempo di setup che il tempo ciclo per pezzo di ciascuna macchina. Combinali per trovare il tempo totale per lavoro, poi dividi il margine lordo del lavoro per quel totale per calcolare il profitto orario per macchina. Metti alla prova le tue stime—se sei fuori del 30%, cambia la macchina più redditizia? Questo rapido calcolo rivelerà se la tua macchina “più occupata” è davvero il tuo bene più redditizio o semplicemente il tuo collo di bottiglia più costoso.
La scelta ottimale non è semplicemente la più veloce: è quella che ti impedisce di pagare altre officine per gestire lavori che potresti completare in modo efficiente sotto il tuo stesso tetto.
Una punzonatrice a torretta può eliminare intere categorie di lavori esternalizzati. Funzionalità integrate come feritoie, offset, punzonature di estrazione, svasature e imbutiture possono essere eseguite direttamente in linea, eliminando la necessità di passaggi di formatura secondari. Utensili di punzonatura specializzati possono creare forme complesse—come porte D‑sub, asole per cerniere e guide per schede—che permettono ai componenti di avanzare verso l’assemblaggio finale senza deviazioni verso subappaltatori. Se attualmente mandi dal 30 al 40% delle tue pannellature forate o ricche di dettagli a essere lavorate esternamente, una torretta può recuperare quel fatturato quasi dall’oggi al domani.
Una pressa piegatrice, al contrario, ti protegge dai lavori di piegatura più impegnativi—canali profondi, lavori su lastre spesse e angoli di precisione critica che devono combaciare perfettamente. Senza di essa, i pezzi tagliati con laser o punzonatrice finiscono spesso su un camion verso un’altra struttura la cui programmazione della piegatrice potrebbe relegarti in fondo alla lista. È tempo perso e costo di trasporto che non puoi recuperare dal cliente.
Esamina i tuoi ultimi venti ordini d’acquisto esternalizzati e categorizzali per causa: lavori dipendenti dalla punzonatura, piegature complesse o una combinazione di entrambi. La scelta migliore è la macchina che elimina la maggior parte di tali ordini, tappando di fatto la più grande perdita di outsourcing.
Il tuo arretrato mostra dove si trova la pressione in questo momento. La tua pipeline di vendita rivela dove le pressioni cresceranno in futuro. Se le proiezioni dell’anno prossimo si orientano fortemente verso pannelli ad alto volume e con molte caratteristiche, aumentare la capacità di punzonatura—anche se significa tollerare un po’ di congestione sulla pressa piegatrice—potrebbe generare una maggiore redditività a lungo termine. Al contrario, se la domanda dei clienti si sta spostando verso materiali più spessi e assemblaggi in stile armadio, la capacità e la precisione nella piegatura supereranno la comodità di setup della punzonatrice quasi a costo zero.
Il vero punto di svolta è se la nuova macchina allevierà o peggiorerà i colli di bottiglia in altre parti del flusso produttivo. Installare una punzonatrice a torretta senza sufficiente capacità laser a monte significa che i suoi vantaggi resteranno sotto-utilizzati. Allo stesso modo, aggiungere una pressa piegatrice quando la capacità di saldatura o finitura a valle è insufficiente significa semplicemente spostare l’arretrato più avanti nella catena.
Mappa i tuoi dieci lavori più importanti in base a due criteri: profitto attuale per ora-macchina e potenziale di mantenere lavori futuri internamente. La macchina che si colloca in alto in entrambe le aree non è solo un acquisto di attrezzature: è una mossa strategica che può eliminare settimane di outsourcing, insieme ai costi e ai ritardi aggiuntivi che ne derivano.
Una volta che riconosci il tempo di setup come una perdita nascosta di redditività e hai individuato esattamente quali capacità esternalizzate ti costano di più, la decisione smette di essere questione di prestigio del marchio o di prezzo iniziale. La scelta giusta è la macchina che offre il rendimento orario più elevato sui lavori che stai già vincendo—eliminando al contempo la più grande categoria di lavoro esternalizzato. Dopo aver effettuato il rapido test di stress ROI di cinque minuti sul tuo carico di lavoro reale, la “miglior” macchina non è affatto un’ipotesi; è il chiaro vincitore che i tuoi stessi numeri hanno già identificato.


















