

Lo scorso inverno ho visto il proprietario di un negozio infilare con forza un nuovo punzone in stile americano nel suo ariete, pulirsi le mani e dire: “L’acciaio è acciaio. Va bene. Andiamo.”
I primi pezzi sembravano a posto.
Al terzo cambio di lavoro della giornata, l’operatore stava spessorando, battendo, azzerando di nuovo la profondità, inseguendo mezzi gradi come fossero mosche. Nessuno diede la colpa all’utensile. Si adattava all’ariete. Cos’altro c’era da considerare?
Cammina su qualsiasi pavimento di officina e lo sentirai dire: europeo, americano, new standard — è tutto solo acciaio temprato che spinge una lamiera dentro una matrice. Se la linguetta si aggancia all’ariete e la matrice a V si appoggia piatta sul banco, la decisione sembra meccanica, non strategica.
È quella la trappola.
Un punzone che si blocca nel tuo sistema di serraggio dimostra una sola cosa: la geometria combacia. Non dice nulla su come la forza si trasmette dall’ariete alla punta del punzone, su quanta flessione compare lungo un banco di 3 metri, o su quanto sarà ripetibile il tuo setup al quarto cambio lavoro del turno. La compatibilità sembra equivalenza perché la macchina cicla. I pezzi escono piegati.
Finché non lo fanno più.
Quindi, quando dici “si adatta”, stai parlando di aggancio fisico — o di prestazioni produttive, sì o no?

Ho modificato presse piegatrici in cui il proprietario mi disse con orgoglio di essersi standardizzato sugli utensili in stile americano perché erano “semplici e robusti”. E non aveva torto sul fatto che fossero robusti. Gli utensili in stile americano sono come un camion diesel da lavoro pesante costruito per trasportare ghiaia tutto il giorno — spessi, solidi, tolleranti sotto tonnellate di pura forza.
Ma quel camion nel traffico cittadino a intermittenza? Tutta un’altra storia.
Gli utensili americani si basano solitamente su viti di regolazione e tolleranze più ampie nell’interfaccia tra portautensile e punzone. Ciò significa che il trasferimento della forza dipende più dalla pressione di serraggio e meno da una geometria di autoallineamento rettificata con precisione. Sotto carichi elevati e lavori a bassa variabilità — lamiere pesanti, commesse ripetitive — se la cava e continua a trainare. Nella produzione ad alta variabilità, dove cambi utensile dieci volte per turno e ti aspetti l’accuratezza al primo pezzo, quelle minuscole variazioni di allineamento si sommano.
Ecco ciò che il catalogo degli utensili non ti dirà: il modo in cui la forza viene introdotta nel corpo del punzone influisce sulla costanza con cui quella forza raggiunge la punta — e quindi il tuo pezzo.
Se due utensili “si adattano” entrambi, ma uno ripete entro pochi millesimi dopo ogni cambio e l’altro richiede colpetti e regolazioni, sono davvero intercambiabili in una produzione ad alta variabilità?
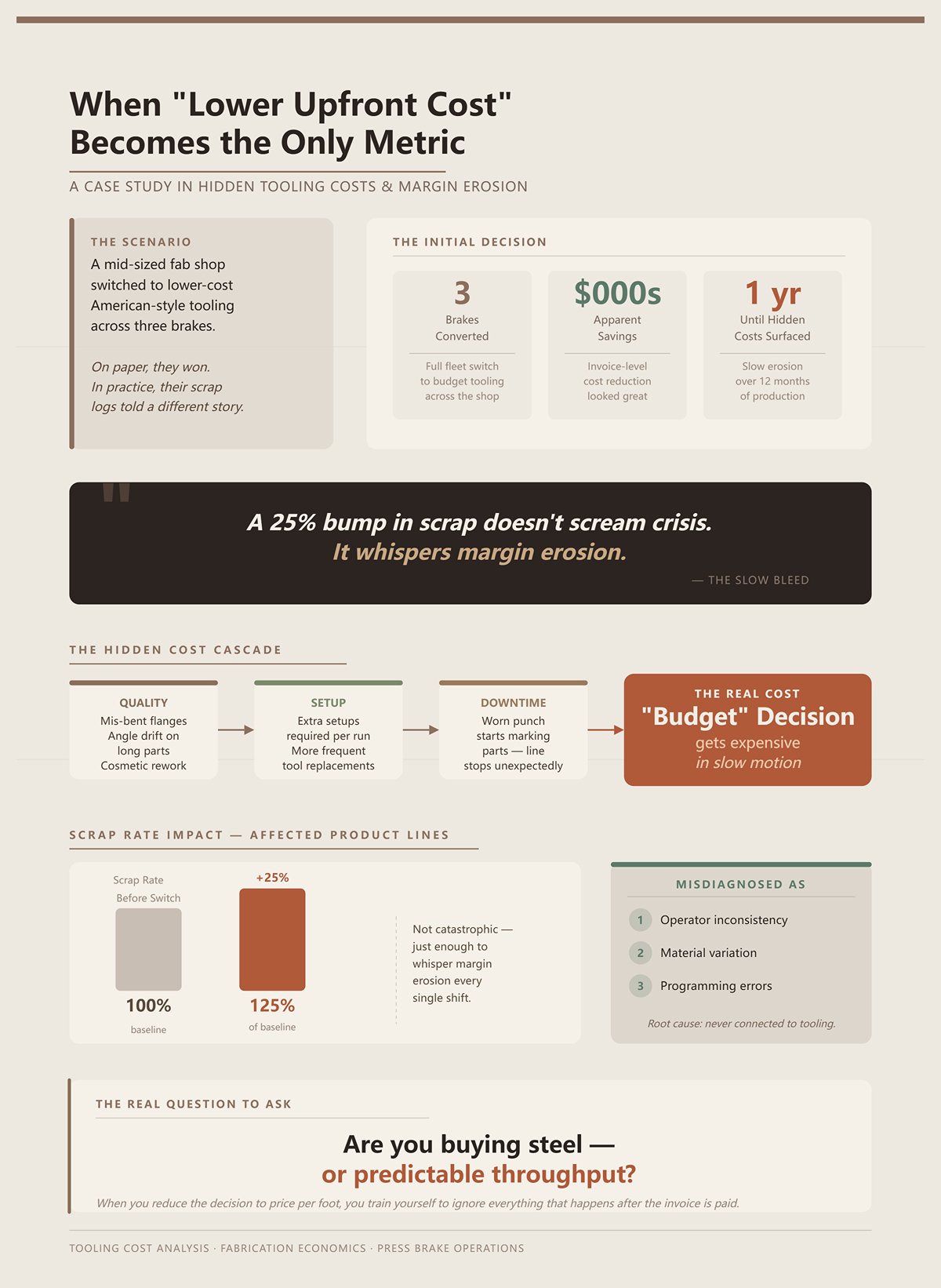
Una volta ho analizzato i registri d’acquisto di un’officina di medie dimensioni che si vantava di aver risparmiato migliaia di dollari passando a utensili in stile americano a minor costo su tre presse piegatrici. Sulla carta, avevano vinto.
In pratica, i loro registri di scarti raccontavano un’altra storia.
Nel corso dell’anno successivo, i tassi di scarto aumentarono — non in modo catastrofico, ma quel tanto che basta: flange piegate male, variazioni d’angolo su pezzi lunghi, rilavorazioni su pannelli estetici. Un aumento di scarto del 2,5 % su alcune linee di prodotto non grida “crisi”. Sussurra erosione del margine. Aggiungi setup extra, sostituzioni più frequenti di utensili, e il costo nascosto dei fermi macchina quando un punzone usurato inizia a segnare i pezzi, e quella decisione “economica” diventa costosa al rallentatore.
Non l’hanno mai collegato allo stile di utensile. Hanno visto problemi isolati: incoerenza dell’operatore, variazione del materiale, errori di programmazione.
Quando riduci la decisione al prezzo per piede di utensile, ti abitui a ignorare tutto ciò che accade dopo che la fattura è stata pagata.
Stai comprando acciaio — o stai comprando produttività prevedibile?
Prima che la maggior parte delle officine effettuino un ordine di utensili, controllano tre cose: si adatta al martinetto, può gestire il tonnellaggio e qual è il prezzo.
Raramente si chiedono quante impostazioni al giorno quell’utensile potrà sopportare.
La produzione ad alto mix non riguarda il tonnellaggio massimo. Si tratta di applicare forza ripetuta e accurata in mezzo a cambi continui. È lì che il meccanismo di trasferimento della forza — come il punzone si posiziona, come si auto-allinea, come distribuisce uniformemente il carico — inizia a contare più della pura forza bruta. Un sistema costruito per una durata estrema può diventare ingombrante quando la tua vera esigenza è precisione alla velocità.
Ed è questo il cambiamento cognitivo che voglio che tu faccia: smetti di chiederti se l’utensile può sopravvivere al carico e inizia a chiederti se il tuo programma può sopravvivere all’utensile.
Se nella tua officina si lavorano decine di pezzi diversi al giorno, con tolleranze strette e aspettative al primo pezzo, hai davvero abbinato lo stile dei tuoi utensili al tuo modello produttivo — sì o no?
La scorsa primavera ero dietro una pressa piegatrice da 10 piedi che lavorava staffe in acciaio inox da 3/16 — niente di esotico. L’operatore aveva il grafico del tonnellaggio incollato al controllo. I numeri erano puliti. Il setup sembrava pulito. Primo pezzo: 89,5 gradi. Secondo: 90,8. Terzo: 89,2. Ha regolato la profondità due volte in dieci minuti e ha borbottato sulla variazione del materiale.
Stessa lamiera. Stesso programma. Stesso punzone e matrice “compatibili” in stile americano.
Quando vedi un’oscillazione di angolo di quel tipo nella piegatura ad aria, l’istinto è dare la colpa al ritorno elastico. E sì, la piegatura ad aria — il processo di formare forzando il punzone nella matrice a V senza arrivare a fondo corsa — dipende dal recupero elastico. L’acciaio inox lo accentua. Ma ecco ciò che il catalogo degli utensili non ti dirà: il modo in cui la forza entra nel corpo del punzone determina quanto costantemente quella forza arriva alla punta, e i sistemi a seduta piatta americani introducono variabilità ancora prima che il metallo abbia la possibilità di recuperare elasticamente.
La forza non viaggia dritta verso il basso come una barra di pistone. Si diffonde attraverso l’interfaccia di serraggio, nel codolo del punzone, lungo qualsiasi superficie di contatto sia effettivamente in contatto all’interno del supporto. Se quel contatto dipende da grani di regolazione e seduta piatta invece che da geometria auto-centrante, minuscole differenze nella pressione di serraggio cambiano il modo in cui il punzone si posiziona sotto carico. Sotto lavori pesanti e costanti, quella diffusione è prevedibile. Sotto cambi continui di utensili e raggi diversi, cambia.
Non lo vedi con gli occhi. Lo vedi nei mezzi gradi e nei ri-passaggi.
Quindi, quando il tuo programma prevede dieci materiali diversi, cinque aperture a V differenti e approvazione del primo pezzo ogni volta, stai ancora pensando alla forza come a una linea retta — sì o no?
Immagina il retro di un punzone in stile americano: codolo largo, seduta piatta, tenuto in posizione dalla pressione di serraggio e spesso da grani di regolazione. È semplice. È robusto. C’è molto acciaio a contatto con molto acciaio.
Quella semplicità è il motivo per cui resiste a tonnellaggi brutali su lamiera spessa. È il camion diesel degli utensili — costruito per trasportare ghiaia tutto il giorno senza lamentele. Ampia superficie di contatto. Tollera piccoli graffi. Facile da lavorare. Facile da sostituire.
Ma il contatto piano su piano ha un segreto sporco: non si auto-posiziona.
Se il punzone si posiziona anche solo di pochi millesimi fuori centro perché un lato stringe più dell’altro, il percorso del carico cambia. Su un utensile da 10 piedi, quel cambiamento si somma alla flessione del banco e all’inconsistenza del materiale. Ora aggiungi la realtà dell’alto mix: allenti, scambi segmenti, stringi — magari otto volte in un turno. Ogni volta, fai affidamento su allineamento manuale e forza di serraggio uniforme per ricreare esattamente lo stesso percorso di carico.
Ecco cosa il catalogo degli utensili non ti dirà: i sistemi a sede piatta ottengono la loro resistenza dalla superficie di contatto, non dalla geometria. La superficie di contatto resiste alla schiacciatura sotto carico, ma è la geometria che garantisce la ripetibilità della posizione.
Nei lavori pesanti a basso volume, blocchi una volta sola e realizzi 500 pezzi. Il sistema si assesta. Nei lavori ad alta varietà, invece, interrompi costantemente quell’interfaccia. L’instabilità non è un difetto; è insita nella scelta di progetto.
Se il tuo modello produttivo dipende da un riposizionamento ripetibile più volte al giorno, una superficie di serraggio non auto-centrante ti sembra una base solida?

Ora parliamo di dove la forza vuole effettivamente andare.
In un sistema allineato al centro, il punzone è posizionato in modo che la geometria di serraggio allinei il percorso del carico attraverso il centro dell’utensile. Sotto carico, il vettore di forza rimane simmetrico rispetto al corpo del punzone. Il portautensile lo aiuta a guidarsi.
In una configurazione americana non centrata, specialmente con aperture a V più ampie e utensili segmentati, il carico può spostarsi verso il lato con maggiore pressione di serraggio o con piccole differenze di appoggio. Nei lavori leggeri non te ne accorgi. Sotto carichi pesanti o con raggi ampi, sì.
Considera questo ipotetico caso: stai realizzando una piega a grande raggio in cui il rapporto diametro/larghezza supera circa un terzo. Le tabelle standard di tonnellaggio possono sottostimare la forza richiesta rispetto a calcoli di equilibrio statico più precisi. Imposti il valore della tabella. La macchina fornisce più resistenza effettiva del previsto. Il punzone subisce un carico maggiore del previsto e, poiché l’appoggio non è auto-centrante, quell’eccesso non si distribuisce uniformemente.
Un bordo della linguetta subisce più stress. Un lato del portautensile sopporta maggior carico. Nel tempo, si sviluppa un’usura irregolare. Su una pressa piegatrice ad alta varietà, quell’usura si manifesta come altezza di chiusura e angolo incoerenti tra i vari setup — non un guasto catastrofico, ma una variazione progressiva.
Ecco cosa il catalogo degli utensili non ti dirà: il sovraccarico in un sistema non allineato al centro non minaccia solo la rottura; cambia il modo in cui la forza si distribuisce nel lavoro successivo.
Le officine che hanno successo con utensili americani in scenari di varietà moderata fanno una cosa giusta: scelgono accuratamente tonnellaggio, materiale e apertura a V, evitando di avvicinarsi a quei limiti estremi. Gestiscono la fisica invece di presumere che robustezza significhi precisione.
Stai controllando attivamente come la forza si centra attraverso i tuoi utensili — o stai presumendo che la massa da sola mantenga l’equilibrio?
Una volta ho misurato con il micrometro una matrice americana da 6 piedi che era in servizio da anni. Visivamente perfetta. Nessuna scheggiatura. Ma lungo la sua lunghezza ho rilevato alcune variazioni di qualche millesimo di pollice in altezza — l’impronta silenziosa della piallatura e dell’usura nel tempo.
La piallatura lascia una superficie funzionale. È veloce. È economica. Per lavori pesanti e personalizzati, è sufficiente. Ma la finitura superficiale e la tolleranza dimensionale sono più lasche rispetto alla rettifica di precisione, dove le superfici di contatto sono rettificate con maggiore planarità e parallelismo.
Perché questo è importante nelle lavorazioni ad alta varietà?
Perché ogni volta che serri un utensile piallato a sede piatta, accumuli tolleranze: rettilineità del punzone, usura del portautensile, variazione della linguetta del punzone, variazione dell’altezza della matrice. Presi singolarmente, ciascuno è piccolo. In combinazione, si manifestano come incoerenza d’angolo, specialmente nella piegatura in aria dove la sensibilità profondità/angolo è elevata. Alcuni millesimi alla sede possono tradursi in decimi di grado sul pezzo.
Ecco cosa il catalogo degli utensili non ti dirà: il metodo di produzione determina quanto lavoro di allineamento dovrà fare l’operatore nel corso della vita dell’utensile.
I sistemi rettificati di precisione e auto-centranti costano di più all’inizio perché è la geometria a fare l’allineamento per te. Gli utensili americani piallati a sede piatta chiedono invece all’operatore di essere il sistema di allineamento. Su un lavoro lento e pesante è gestibile. Con dieci cambi al giorno, diventa costoso in minuti, scarti e frustrazione.
Quindi, prima di accontentarti di “abbastanza buono”, chiediti: stai gestendo un’operazione di trasporto ghiaia — o un servizio di consegna a fermate frequenti che richiede la stessa precisione a ogni fermata?
| Sezione | Contenuto |
|---|---|
| Osservazione sul campo | Una volta ho misurato con il micrometro una matrice americana da 6 piedi che era in servizio da anni. Visivamente perfetta. Nessuna scheggiatura. Ma lungo la sua lunghezza ho rilevato alcune variazioni di qualche millesimo di pollice in altezza — l’impronta silenziosa della piallatura e dell’usura nel tempo. |
| Caratteristiche della piallatura | La piallatura lascia una superficie funzionale. È veloce. È economica. Per lavori pesanti e personalizzati, è sufficiente. Ma la finitura superficiale e la tolleranza dimensionale sono più lasche rispetto alla rettifica di precisione, dove le superfici di contatto sono rettificate con maggiore planarità e parallelismo. |
| Perché è importante nella produzione ad alta varietà | Ogni volta che si serra un utensile piallato con piano di appoggio piatto, si stanno accumulando tolleranze: rettilineità del pistone, usura del portautensile, variazione del codolo del punzone, variazione dell’altezza della matrice. Singolarmente piccole, messe insieme producono un’incoerenza angolare — soprattutto nella piegatura in aria, dove la sensibilità profondità-angolo è elevata. Pochi millesimi sulla sede possono tradursi in decimi di grado sul pezzo. |
| Costo nascosto | Il metodo di produzione determina quanto lavoro di allineamento l’operatore dovrà fare per tutta la vita dell’utensile — qualcosa che i cataloghi degli utensili raramente menzionano. |
| Sistemi rettificati di precisione | Costano di più in anticipo perché la geometria esegue automaticamente l’allineamento. |
| Utensili piallati con piano piatto | Richiedono che l’operatore funga da sistema di allineamento. Gestibile per lavori lenti e pesanti, ma costoso in minuti, scarti e frustrazione durante i frequenti cambi utensile. |
| Domanda strategica | Prima di scegliere “abbastanza buono”, chiediti: gestisci un’operazione di trasporto ghiaia — o un percorso di consegna con fermate frequenti che richiede precisione costante a ogni tappa? |
L’anno scorso ero accanto a una pressa aerospaziale che è passata al serraggio magnetico a cambio rapido. Stessi operatori. Stessi pezzi. La differenza è stata questa: il loro tempo medio di cambio serie è diminuito del 68%, e la produttività è aumentata del 22% in pochi mesi. Solo il risparmio di manodopera ha ripagato l’aggiornamento in circa sette mesi.
Nulla è cambiato nell’acciaio. Sono cambiate la geometria e il serraggio.
Hai già visto come la geometria di allineamento forzato determina la ripetibilità. Ora aggiungi la frequenza. Se disturbi quell’interfaccia quattro, sei, otto volte al giorno, la domanda non è più “Regge la forza?” ma “Con quanta velocità e coerenza posso ricreare lo stesso percorso di carico?”
Ecco cosa il catalogo utensili non ti dirà: il tempo di cambio non è solo minuti persi — è variabilità moltiplicata. Ogni volta che allenti e risiedi è un’altra opportunità per spostare il centro di forza che hai appena cercato di stabilizzare.
Gli utensili americani possono sicuramente piegare lamiere spesse tutto il giorno senza esitazioni. È il camion diesel che trasporta ghiaia dall’alba al tramonto. Ma se lo stesso camion fa 20 consegne brevi in città con continue soste, il consumo di carburante e l’usura dei freni raccontano un’altra storia.
Se il tuo programma prevede quattro cambi utensile prima di pranzo, stai misurando la velocità di serraggio con un cronometro — o stai ancora assumendo che “abbastanza buono” sia davvero abbastanza buono?
Immagina un punzone americano da 10 piedi con una linguetta di sicurezza. Apri l’ariete, allenti i morsetti, sorreggi il peso con entrambe le mani, lo fai scorrere lateralmente, liberi la linguetta, lo abbassi. Poi ripeti la danza al contrario con l’attrezzo successivo, assicurandoti che la linguetta si alloggi correttamente prima di serrare.
I primi pezzi sembravano a posto.
Cos’altro c’era da considerare?
Ora confrontalo con un sistema idraulico o magnetico a pulsante. Sollevi il punzone segmentato in posizione; scatta in una sede auto-centrante. La forza di serraggio è uniforme lungo tutta la lunghezza. Il rilascio è un interruttore, non una chiave.
In test controllati e rapporti sul campo, gli allestimenti manuali spesso richiedono 15–30 minuti per cambio. I sistemi modulari standardizzati si attestano attorno ai 6–8 minuti. I sistemi magnetici possono scendere a 2–3. Quel delta non sembra drammatico sulla carta — finché non lo moltiplichi per quattro cambi al giorno, cinque giorni a settimana.
Ecco cosa il catalogo degli utensili non ti dirà: le linguette di sicurezza sono state progettate per impedire la caduta degli utensili, non per vincere gare di cambio utensili. Aggiungono sicurezza, ma anche passaggi di movimentazione, e i passaggi di movimentazione aggiungono tempo.
Nel lavoro pesante a basso volume, serri una volta e produci 500 pezzi. La linguetta scompare dall’equazione economica. Nella produzione ad alta variabilità, diventa un evento di manodopera ricorrente.
Quando il concorrente dall’altra parte della città può reimpostare in tre minuti mentre tu stai ancora allentando le viti di fermo, chi sta fatturando l’ora extra a fine turno?
Ho visto un operatore esperto battere un punzone americano da 4 piedi per allinearlo con un martello “dead-blow”. Allentare. Spingere leggermente. Serrare. Controllare con uno spessimetro. Ripetere dall’altro lato.
Non era lento. Era accurato.
“Se la linguetta si blocca nell’ariete e la matrice a V poggia piatta sul letto, la decisione sembra meccanica, non strategica.” È questa la trappola. I sistemi a seduta piana si basano sull’attrito e sul tatto dell’operatore per ricreare la posizione. Non esiste una funzione geometrica di auto-centraggio che riporti il percorso del carico sempre nello stesso punto.
Nei reparti ad alta variabilità, Mac-Tech ha documentato che fino al 25% del tempo di allestimento può andare perso solo cercando e predisponendo gli utensili in ambienti disorganizzati. Aggiungi allineamento manuale — battiture, controlli, riserraggi — e i tuoi utensili “economici” stanno consumando silenziosamente busta paga.
Ecco cosa il catalogo degli utensili non ti dirà: ogni minuto che un operatore esperto trascorre ad allineare l’acciaio è un minuto in cui paghi salari da artigiano per un’attività che la geometria potrebbe gestire automaticamente.
I sistemi a centraggio automatico e rettificati con precisione riducono la necessità di quel rituale di battitura. Il supporto guida il punzone su una linea centrale ripetibile. La forza di serraggio è coerente. L’operatore verifica, non negozia.
Se il tuo miglior operatore agisce come meccanismo di allineamento quattro volte al giorno, stai facendo produzione oppure stai sovvenzionando l’attrito con la competenza?
Gli utensili americani sono spesso venduti in lunghezze intere: sezioni da 2, 4, 8 piedi. Per coprire un pezzo da 10 piedi con un’apertura, potresti impilare più pezzi, combinare “gooseneck”, lasciare spazi per i rilievi.
Ogni giunto è un’altra interfaccia. Ogni interfaccia è un’altra possibilità di dislivello o di lieve disallineamento.
I sistemi modulari standardizzati — adeguatamente organizzati — possono raggiungere cambi utensile di 6–8 minuti con un ROI ragionevole. Ma richiedono manutenzione e disciplina. I sistemi magnetici e idraulici vanno ancora più veloci, e i cambi utensile automatici possono ridurre i tempi di cambio serie a 1–2 minuti nell’ambiente giusto.
Ora guarda l’approccio americano nella realtà ad alta variabilità: lunghezze intere conservate dove capita, operatori che cercano il segmento giusto, che spessorano un pezzo corto perché quello lungo è in uso su un’altra pressa piegatrice.
Ecco cosa non ti dirà il catalogo degli utensili: la flessibilità senza standardizzazione diventa entropia. Più combinazioni consenti, più variabili di allineamento crei.
Su piegature pesanti a basso volume — lamiera spessa, geometria unica, produzioni lunghe — gli utensili americani solidi si distinguono. Li imposti una volta sola. Ti ci affidi. Si comportano come un camion diesel su un’autostrada lunga: costante, prevedibile, costruito per il carico.
Ma la produzione ad alta varietà è come il traffico cittadino a stop-and-go. Lotti brevi. Cambi continui. Tempi di consegna stretti. In quell’ambiente, il costo non è il prezzo dell’utensile; sono i minuti di attrezzaggio cumulativi e la variabilità di allineamento che si somma.
Quindi ti lascio con la realtà operativa, non con la promessa del dépliant: se cambi utensili quattro volte al giorno, stai guidando un camion da ghiaia nel traffico cittadino — sì o no?
Lo scorso inverno sono entrato in un’officina che gestiva due presse piegatrici da 10 piedi una accanto all’altra. Una aveva utensili con codolo americano tradizionale. L’altra aveva un sistema di bloccaggio rapido in stile europeo. Il proprietario aveva appena acquistato una spessa piastra adattatrice per poter montare i suoi punzoni americani “abbastanza buoni” sulla macchina più nuova.
I primi pezzi sembravano a posto.
Tre settimane dopo stava inseguendo una deriva d’angolo su 8 piedi di lamiera da 11 gauge. Non tonnellate. Non flessione. Deriva. Aveva aggiunto mezzo pollice d’acciaio tra la traversa e il punzone con quell’adattatore. La corsa era cambiata. L’altezza di chiusura era cambiata. Il percorso del carico era cambiato. Ogni attrezzaggio ora significava ricalibrare il punto morto inferiore e riaddestrare i programmi di piega.
È in quel momento che il ritorno dei sistemi più rapidi e auto-centranti diventa evidente — quando i tuoi operatori trascorrono più tempo a ri-azzerare una macchina che a piegare pezzi.
Ecco cosa non ti dirà il catalogo degli utensili: una piastra adattatrice non elimina l’incompatibilità. La sposta in una pila di interfacce che non puoi vedere durante l’attrezzaggio.
Se la produzione ad alta varietà già ti penalizza per ogni minuto extra di attrezzaggio, perché dovresti aggiungere un’altra variabile tra la traversa e l’utensile?
Metti un codolo americano da 0,500 pollici accanto a un codolo europeo da 13 mm su un banco. Abbastanza simili da far pensare a un acquirente ottimista: Quanto può essere diverso?
Abbastanza diverso.
Gli utensili americani sono stati progettati per carichi in linea retta tramite morsetti semplici o viti di fissaggio. Gli utensili europei in stile Promecam utilizzano un codolo più stretto con una spalla di riferimento definita che si innesta in un supporto corrispondente. Uno si basa sull’attrito e sulla pressione dei bulloni. L’altro si basa sulla geometria per individuare la linea centrale.
Entrambi possono reggere la forza. Non è quello il problema.
Il problema è dove risiede la superficie di riferimento. In molti sistemi europei, l’altezza di lavoro del punzone è controllata dal supporto e dalla spalla di riferimento rettificata con precisione. Nei sistemi americani, l’altezza di lavoro viene spesso ricreata ogni volta tramite la forza di serraggio e l’allineamento manuale.
Quando li mescoli, non stai solo scambiando forme. Stai sovrapponendo due diverse filosofie di riferimento una sull’altra.
Ho visto officine mettere spessori sotto utensili americani all’interno di morsetti europei per raggiungere l’altezza nominale. Funziona — finché non si passa da una sezione da 4 piedi a pezzi segmentati e si scopre che gli spessori non sono perfettamente corrispondenti. Ora l’angolo di piega cambia tra le giunzioni, non perché l’acciaio si sia mosso, ma perché il tuo pacco di riferimento sì.
Se il codolo si blocca nella traversa e la matrice a V si appoggia piatta sul banco, la decisione sembra meccanica, non strategica.
Ma quando la geometria del codolo non è mai stata pensata per quel supporto, cosa sta realmente controllando la linea centrale del tuo punzone — la macchina o l’attrito?
Esistono presse piegatrici CNC moderne costruite con sistemi di bloccaggio ibridi che accettano realmente sia utensili americani che europei. Sedili integrati. Superfici di riferimento ingegnerizzate. Nessun misterioso pezzo d’acciaio in mezzo.
Quelle macchine sono progettate per questo.
Una piastra adattatrice aftermarket non è la stessa cosa. Aggiunge spessore tra il pistone e l’utensile. Lo spessore cambia lo spazio libero. Lo spazio libero cambia i requisiti di corsa. La corsa cambia quanto vicino si lavora ai limiti meccanici della macchina. In un’officina impegnata, questo si traduce in più riprogrammazioni e più rischio di allarmi di sovracorsa.
Ora aggiungiamo le tolleranze.
La planarità del pistone della macchina ha una tolleranza. La rettifica della piastra adattatrice ha una tolleranza. L’interfaccia tra adattatore e pistone ne ha una. Tra adattatore e punzone, un’altra. Sommali e avrai un accumulo di tolleranza — deviazione cumulativa creata da più superfici combacianti.
Presi singolarmente, ciascuno può rientrare in pochi millesimi di pollice. Su 3 metri, si amplificano.
In lavorazioni ad alta variabilità, si smonta e ricostruisce quello stack più volte per turno. Ogni smontaggio è un’opportunità per trucioli, bave o coppie di serraggio irregolari che alterano leggermente il percorso di carico. L’incoerenza non si manifesta come un guasto catastrofico. Si manifesta come deriva dell’angolo, segni sulle spalle o la silenziosa necessità di più piegature di prova.
Ecco ciò che il catalogo degli utensili non ti dirà: ogni interfaccia extra è un ulteriore luogo in cui può nascondersi la variazione, e la produzione ad alta variabilità mette in luce la variazione più rapidamente di quanto faccia il lamierone pesante.
Le piastre adattatrici hanno senso quando si eseguono lavori pesanti a basso volume e si vuole riutilizzare utensili obsoleti su una nuova pressa. Blocca una volta. Regola. Produci per giorni.
Ma se si cambiano utensili quattro volte prima di pranzo, sei a tuo agio a ricostruire uno stack di riferimento multistrato ogni singola volta?
Apri il manuale della macchina. Cerca tre numeri: tipo di interfaccia del pistone, corsa massima e gamma di altezza di chiusura.
Sono stato con un supervisore che aveva comprato utensili americani per un sistema di bloccaggio idraulico in stile europeo perché costavano meno al metro. Non si era accorto che l’aggiunta di un adattatore riduceva la corsa disponibile di quasi un pollice. Su piegature aeree poco profonde, nessun problema. Su forme a scatola profonde con punzoni alti, hanno finito lo spazio libero e hanno dovuto suddividere le operazioni in due impostazioni.
Gli utensili costavano meno. La manodopera no.
Verifica se il pistone è rettificato di precisione per accettare un profilo di linguetta specifico. Verifica se il porta-stampi inferiore è auto-centrante o con semplice sedile piatto. Controlla se il controllo memorizza offset di altezza utensile per stazione o presume geometria standardizzata.
Se la tua macchina è stata progettata attorno a un sistema europeo rettificato di precisione, forzare utensili americani in essa tramite adattatori significa annullare la ripetibilità che hai pagato. Se la tua pressa piegatrice è una vecchia macchina nordamericana con bloccaggi semplici e senza porta-stampi, gli utensili americani si adattano al suo DNA. Carico in linea retta. Hardware minimo. Costruita per resistere.
Come un camion diesel pesante: dagli un’autostrada e 20 tonnellate, e funzionerà tutto il giorno senza lamentarsi. Mandalo a consegne in città con soste frequenti, parcheggi stretti e continui cambi di direzione, e sentirai ogni scelta di progettazione.
Ecco ciò che il catalogo degli utensili non ti dirà: gli utensili non sono un accessorio universale. Sono parte del sistema di trasferimento della forza della macchina, e il disallineamento di quel sistema per risparmiare nel breve termine di solito si manifesta nella manodopera, non nell’acciaio rotto.
Prima di mescolare stili sullo stesso pistone, rispondi a questa domanda senza esitazioni: stai configurando la tua pressa piegatrice per il lavoro che effettivamente svolgi — o per gli utensili che già possiedi?
Come dovrebbe quindi un’officina decidere su quale sistema di utensili standardizzarsi per il proprio mix produttivo specifico?
Smetti di pensare in termini di marchi. Inizia a pensare in termini di percorsi di carico e frequenza dei setup.
Hai già visto che mescolare sistemi è una scelta strutturale, non una soluzione neutra. Bene. Ora restringiamo il campo. L’attrezzatura americana non è “cattiva”. È brutalmente onesta riguardo a ciò per cui è stata costruita. Quando la mantieni dentro quel binario, non si scusa.
Ma devi sapere dove finisce quel binario.
Se stai piegando lastre da mezzo pollice tutto il giorno, non ti preoccupi di risparmiare 30 secondi su un cambio utensile.
Ti preoccupi di resistere a 200 tonnellate senza batter ciglio.
L’attrezzatura americana trasmette la forza direttamente verso il basso attraverso la punta del punzone fino alla matrice. Nessun portautensili decentrato. Nessuna spalla stretta del gambo che si posiziona in una pinza di precisione. È un percorso di carico diretto. Nella piegatura dal basso e nella coniatura, dove il materiale viene forzato nel raggio della matrice e il punzone svolge un vero lavoro di deformazione plastica, quella compressione in linea retta è semplice e robusta.
Per piegatura, è un cavallo da tiro.
Ecco cosa il catalogo degli utensili non ti dirà: la stessa forza concentrata che rende l’attrezzatura americana indistruttibile sotto carichi pesanti è un vantaggio solo quando non smonti il setup ogni poche ore. In una singola lunga produzione, serrala una volta, stringila correttamente, regola la profondità, e lascia che divori acciaio.
È lì che dà il meglio di sé.
Pensala come un camion diesel pesante che trasporta ghiaia in autostrada. Aggancia il rimorchio, bloccalo e percorri chilometri costanti sotto carico. Supererà in durata i veicoli più leggeri costruiti per la manovrabilità. Ma non stai parcheggiando in parallelo un diesel con un rimorchio da dodici metri nel traffico del centro.
Se la tua giornata consiste in una staffa spessa su misura dopo l’altra, stesso setup, stessa forza, hai davvero bisogno di un sistema di cambio rapido di precisione per sopravvivere?
Ora separiamo il tonnellaggio dalla tolleranza nel tempo.
L’attrezzatura americana spesso si affida all’allineamento manuale e alla pressione di serraggio per stabilire l’altezza di lavoro. Ciò significa che l’operatore fa parte del sistema di posizionamento. Al primo setup di un lavoro pesante personalizzato, un operatore esperto può allineare il punzone, metterlo in linea, bloccarlo e ottenere angoli ripetibili per tutto il giorno.
“I primi pezzi sembravano a posto.”
Certo che sì. Nulla si era mosso.
Il problema si presenta quando lo smonti e lo rimonti. Ogni nuovo serraggio è una ricreazione della geometria. Su un pezzo unico in lamiera spessa, potresti non doverlo mai ricreare. Piegando il lotto, lo spedisci, e vai avanti. Nessuna sostituzione segmentata. Nessun cambio di matrice a metà giornata. Nessuna accumulazione di tolleranze fra molteplici riconfigurazioni.
In quel contesto, l’attrezzatura americana non è approssimativa. È sufficiente.
Ecco cosa il catalogo dell’attrezzatura non ti dirà: l’attrezzatura americana non premia lo smontaggio frequente. La sua economia presuppone stabilità. Nel momento in cui le chiedi di comportarsi come un sistema modulare ad alta variabilità—con ripetibilità dell’altezza costante su decine di riassetti—stai combattendo contro il suo design, non sfruttandolo.
Se il tuo lavoro tipico è un componente pesante saldato una volta al mese in materiale spesso, importa davvero che un sistema europeo possa ripetere la misura con mezzo millesimo di tolleranza su dieci cambi di configurazione?
Ora arriviamo alla vera linea decisionale.
L’attrezzatura americana è imbattuta per piega sotto carichi pesanti e stabili. I sistemi europei vincono nel corso dei cicli di produzione.
Quel punto di intersezione non riguarda la fedeltà al marchio. Riguarda la frequenza con cui disturbi il setup. Esempio ipotetico: se esegui una serie di 300 pezzi da lamiera di 3/8 in due giorni senza alcun cambio utensile, il costo iniziale inferiore e la semplicità robusta dell’attrezzatura americana hanno senso. Il tuo lavoro è ammortizzato su tutta la serie. L’allineamento avviene una sola volta.
Ma se esegui dieci lavori diversi da 30 pezzi in materiale più sottile, ciascuno richiedendo punzoni segmentati, colli di cigno e aperture a V variate, stai pagando per l’allineamento manuale dieci volte. Quel lavoro si accumula. Così fa la variabilità.
Cos’altro c’era da considerare.
Ecco cosa il catalogo dell’attrezzatura non ti dirà: il punto di intersezione non è un numero fisso di pezzi all’anno. È il numero di setup per turno. Quando i setup si moltiplicano, i sistemi che si basano sulla geometria e sugli spallamenti a tang standardizzati iniziano a ripagarsi in minuti risparmiati e scarti evitati.
L’attrezzatura americana è un camion diesel progettato per trasportare carichi pesanti in modo costante. L’attrezzatura europea è progettata per un posizionamento controllato e ripetibile in produzione stop-and-go. Nessuna delle due è sbagliata.
Ma non puoi fingere che costino lo stesso quando il tuo mix produttivo cambia.
Quindi guarda i lavori dell’ultimo trimestre, conta il numero medio di cambi utensile al giorno, e rispondi chiaramente: stai trasportando ghiaia tutta la settimana o facendo consegne in città ogni ora?
Vuoi il punto di intersezione. Non filosofia. Un numero che puoi cerchiare su una lavagna e difendere in una riunione di budget.
Bene.
Perché una volta che accetti che la frequenza del setup determina l’economia, la decisione smette di riguardare ciò che il tuo pressa può serrare e inizia a riguardare ciò che il tuo modello produttivo può sopportare.
Ecco cosa il catalogo dell’attrezzatura non ti dirà: il vero costo dell’attrezzatura americana in lavori ad alta variabilità non è la forza o la precisione al primo colpo. È il costo della ricostruzione. Ogni volta che smonti e ricostruisci un sistema allineato manualmente, stai pagando di nuovo per la geometria che hai già acquistato una volta.
I primi pezzi sembravano a posto.
Lo fanno sempre.
La domanda è quanto ti costa far sì che il cinquantesimo setup della settimana sia bello esattamente come il primo del lunedì mattina.
Quindi smettiamo di discutere America contro Europa come marchi. Misuriamo ciò che perdi quando scegli un compromesso rispetto all’altro. Sei disposto a perdere la semplicità della capacità di tonnellaggio grezzo, o sei disposto a perdere la ripetibilità di configurazione nel tempo?
Recupera gli ultimi 90 giorni di lavori.
Non il fatturato. Non il tonnellaggio. Cambi utensile per turno.
Conta quante volte gli operatori hanno smontato e ricostruito combinazioni punzone-matrice. Quel numero è il tuo indice di attrito. Se in media fai una configurazione completa per turno, sei nel territorio del trasporto “diesel-hauling”. Se in media ne fai sei, sei in “stop-and-go traffic” che tu lo ammetta o meno.
Ora aggiungi lo spessore del materiale. Se il 60 percento del tuo lavoro è sopra 1/4 di pollice e si esegue in lotti di oltre 200 pezzi per configurazione, il percorso di carico diretto e la massa dell’attrezzatura americana giocano a tuo favore. Blocca una sola volta. Regola la profondità. Avvia. Il lavoro si ammortizza senza problemi.
Ma se la maggior parte dei tuoi lavori sono 20–50 pezzi in lamiera da 10–14 gauge con “gooseneck” segmentati sostituiti a metà giornata, il percorso di forza in linea retta diventa irrilevante. Il tuo collo di bottiglia non è più la capacità di tonnellaggio. È la ricostruzione dell’allineamento.
Ecco cosa il catalogo dell’attrezzatura non ti dirà: la semplicità di inversione dell’attrezzatura americana può intrappolarti in geometrie di punzone limitate. Quando inizi a rettificare su misura per raggiungere flange strette o tasche di svasatura, stai silenziosamente convertendo un sistema “economico” in un sistema personalizzato senza i vantaggi di posizionamento ripetibile delle spalle europee e delle altezze standardizzate.
È così che le officine si ritrovano in configurazioni ibride e si convincono che sta funzionando.
E a volte funziona.
Ho visto operatori utilizzare utensili superiori europei con matrici inferiori americane su vecchie presse meccaniche e ottenere buoni angoli tutto il giorno. Mani esperte possono compensare molto. Ma l’abilità non è un sistema. Nel momento in cui quell’operatore si assenta per malattia, il tuo processo mantiene ancora la tolleranza senza colpire i punzoni per metterli in posizione?
Mettiamo i numeri al punto di intersezione.
Ipotetico. La tariffa del tuo laboratorio per un operatore di pressa piegatrice è $75 all’ora con oneri inclusi. Una configurazione manuale completa in stile americano—estrazione, allineamento, battitura, serraggio, piegatura di prova—richiede 25 minuti. Una configurazione di precisione a cambio rapido in stile europeo richiede 10 minuti perché la spalla del tenone si posiziona in un morsetto standardizzato e l’altezza è ripetibile.
Differenza: 15 minuti.
A una configurazione per turno, cinque giorni a settimana, sono 75 minuti risparmiati settimanalmente. Circa 65 ore all’anno. All’incirca $4.875 in manodopera.
Ora non cambiare nulla tranne la frequenza di configurazione. Cinque configurazioni per turno invece di una. Stessa differenza di 15 minuti. Ora sei a 325 ore all’anno. Oltre $24.000.
Questa è la tua matematica di intersezione.
Se il divario di prezzo tra i sistemi di attrezzatura è di $15.000, lo hai appena ripagato in meno di un anno a frequenza elevata di mix. A bassa frequenza, può volerci da tre a cinque anni—o mai.
Cos’altro c’era da considerare.
Ecco cosa il catalogo dell’attrezzatura non ti dirà: l’attrito si compone in scarti e rilavorazioni. Ogni ricostruzione della geometria introduce piccole differenze di altezza o di centratura. Su pezzi tolleranti, non lo vedrai. Su lavori a tolleranza stretta, rincorrerai la deriva dell’angolo e incolperai la variazione del lotto di materiale. Non fatturerai per quel tempo.
La decisione non riguarda quale utensileria sia “migliore”. Riguarda quale perdita puoi permetterti: capitale immobilizzato in hardware di precisione, oppure manodopera e variabilità che si disperdono attraverso ripetuti setup.
Se moltiplicassi i tuoi setup medi giornalieri per 15 minuti, il numero annuale di ore di lavoro ti metterebbe a disagio?
Prima di approvare il prossimo acquisto di utensileria, chiedi questo in parole semplici:
Questo sistema di utensileria ridurrà il numero di minuti necessari affinché il mio laboratorio ricrei la geometria durante un anno di produzione reale?
Non per piega.
Non per pezzo.
Su un anno.
Se la risposta è no—perché lavori con lamiere pesanti in lotti lunghi e stabili—allora l’utensileria americana sta facendo esattamente ciò per cui è stata progettata. Come un camion diesel pesante che trasporta ghiaia tutto il giorno, è brutalmente efficiente quando il carico è stabile e il percorso è lineare.
Ma se la tua giornata assomiglia a fermate costanti, produzioni brevi, pieghe con gioco, cambi segmentati e accumulo di tolleranza su più lavori, quel diesel diventa sovradimensionato e inefficiente per consegne in città. La forza non è più il fattore limitante. Lo è l’agilità.
La verità non ovvia che porti avanti è questa: l’utensileria non è una decisione sull’hardware. È una decisione di sopravvivenza legata a quanto spesso disturbi la tua stessa geometria.
Quindi guarda i tuoi setup medi per turno, moltiplica per la differenza di tempo tra i sistemi, proietta su un anno e poi rispondimi senza orgoglio o fedeltà al marchio—
Il tuo modello produttivo può permettersi di continuare a pagare per ricostruire la stessa geometria più e più volte, sì o no?


















