

1インチのAR400プレートがライフルの発射音のような音を立てて割れるのを見ました。.
私たちは250トンの機械式ブレーキの上にいました。フライホイールが回転しています。クラッチが接続されています。ラムが下がりました。オペレーターは、今までに行った他の曲げと同じように扱いました—バックゲージを設定し、ペダルを踏み、機械に任せます。パンチは強く当たり、すぐに底に達し、プレートは均等に変形しませんでした。内側の半径に沿って亀裂が入りました。6000ドルの鋼が2秒もかからずにスクラップになりました。.
彼は「でも、それはトン数に対して評価されています」と言い続けました。“
それが人々を傷つける文です。.
プレスブレーキはただの筋力のある金属フォルダーだと言われたことがあるでしょう。整列させて、踏んで、曲げて、繰り返す。.
それは、11ゲージの軟鋼を一日中折り曲げているときには問題ありません。.
しかし、高強度プレート—AR400、ハードックス、焼入れ・焼戻しされた構造材—に移る瞬間、もう紙を折り曲げているわけではありません。低延性と高降伏強度を持つ材料を亀裂なしに変形させることを強制しています。それは「打って、あとは運を天に任せる」操作ではありません。それは負荷下での制御された塑性変形です。.
異なる機械は、その負荷を全く異なる方法で提供します。あるものは打撃を与え、あるものは押し、あるものは絞り込み、ストロークの途中で何が起こっているかを感じさせます。.
すべてを運動ハンマーのように扱うと、高価なプレートを理解もしていない力の曲線に賭けることになります。.
ラムが下がり始めると、各タイプのブレーキの内部で実際に何が起こるのでしょうか?
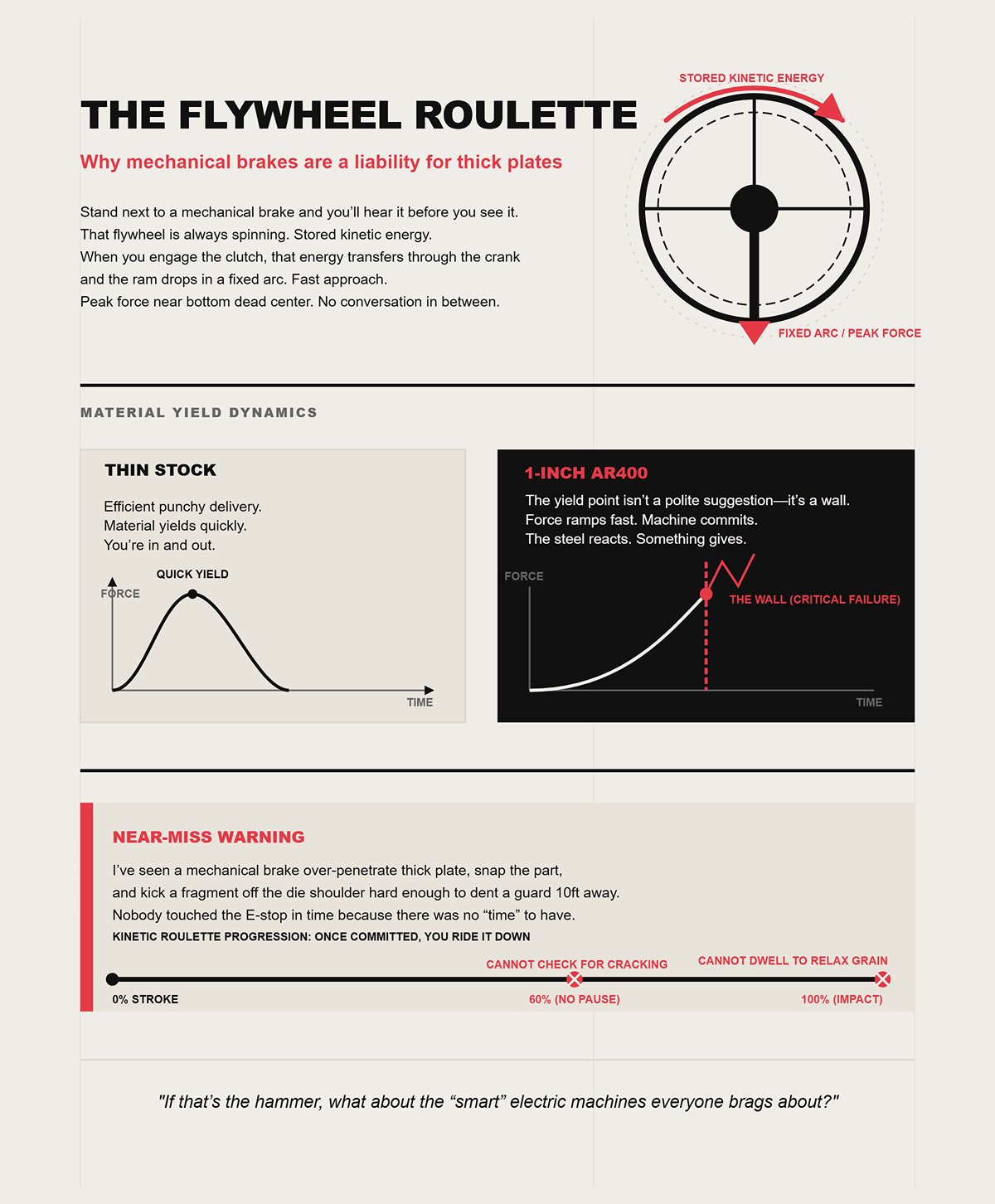
機械式ブレーキの横に立つと、見る前にそれを聞くことができます。そのフライホイールは常に回転しています。蓄えられた運動エネルギー。クラッチを接続すると、そのエネルギーがクランクを通じて伝わり、ラムが固定された弧を描いて下がります。速いアプローチ。底死点近くでのピークフォース。間の会話はありません。.
薄い材料の場合、そのパンチのような配信は効率的です。材料はすぐに変形します。出入りが早いです。.
1インチのAR400では、降伏点は礼儀正しい提案ではなく—それは壁です。ラムが当たると、力が急激に増加します。ダイの開口部が少しずれているか、内側の半径が狭すぎると、曲げに入るチャンスはありません。機械がコミットします。鋼が反応します。何かが壊れます。.
ニアミス警告:機械式ブレーキが厚いプレートを過剰に貫通し、部品を折り、ダイの肩から破片を飛ばして10フィート離れたガードをへこませるのを見たことがあります。誰も「Eストップ」をタイムリーに触れられなかったのは、「時間」がなかったからです。.
機械式ブレーキでは、一度ラムがコミットすると、それに乗って下がることになります。60%ストロークで一時停止して亀裂を確認することはできません。負荷の下で構造をリラックスさせるために留まることもできません。それは運動のルーレットです。.
それがハンマーなら、みんなが自慢する「スマート」な電動機械はどうでしょうか?

軽量ステンレスでマイクロン単位で繰り返すことができるサーボ電動ブレーキを運転したことがあります。美しい機械です。ラムはローラーねじの上を滑り、モーターはポンプがうなる代わりにささやきます。椅子のフレームを10秒で曲げます。それの隣の油圧は15秒かかります。高ボリュームのシート作業では、その違いが給与を支払います。.
しかし、ここがパンフレットが軽視している部分です。.
これらのローラーねじとダイレクトドライブシステムは、中程度の負荷の下で最も快適です。150トン以上に押し込むと、精密部品に深刻な衝撃を吸収させることになります。電動システムには、力のスパイクを緩和するための流体がありません。摩耗する機械部品があります—高価なものです。.
電動ブレーキの定格内で構造用鋼を曲げることは絶対に可能です。しかし、厚さが増し、トン数が上がるにつれて、機械の利点—速度と再現性—は全ての話ではなくなります。今や、ドライブシステムが摩耗を加速させずに持続的な負荷に耐えられる限界に制約されています。.
近接ミス警告:私は、厚板の上で電動ブレーキを最大トン数の限界近くまで押し込むショップを見ました。ラムは過負荷保護のためにストロークの途中でためらい、部品は半分形成され、金型内で不安定な状態になりました。オペレーターは、システムがリセットされる前にそれを「助ける」ために手を差し入れました。.
電動は、精度とサイクルタイムが支配する場所で優れています。航空宇宙用ブラケット。医療用エンクロージャー。自動車パネル。それはほとんどの重い板作業ではありません。.
では、機械的な衝撃と電動のストレスが上限に達する場合、答えは単に「もっとトン数を買う」ということになるのでしょうか?
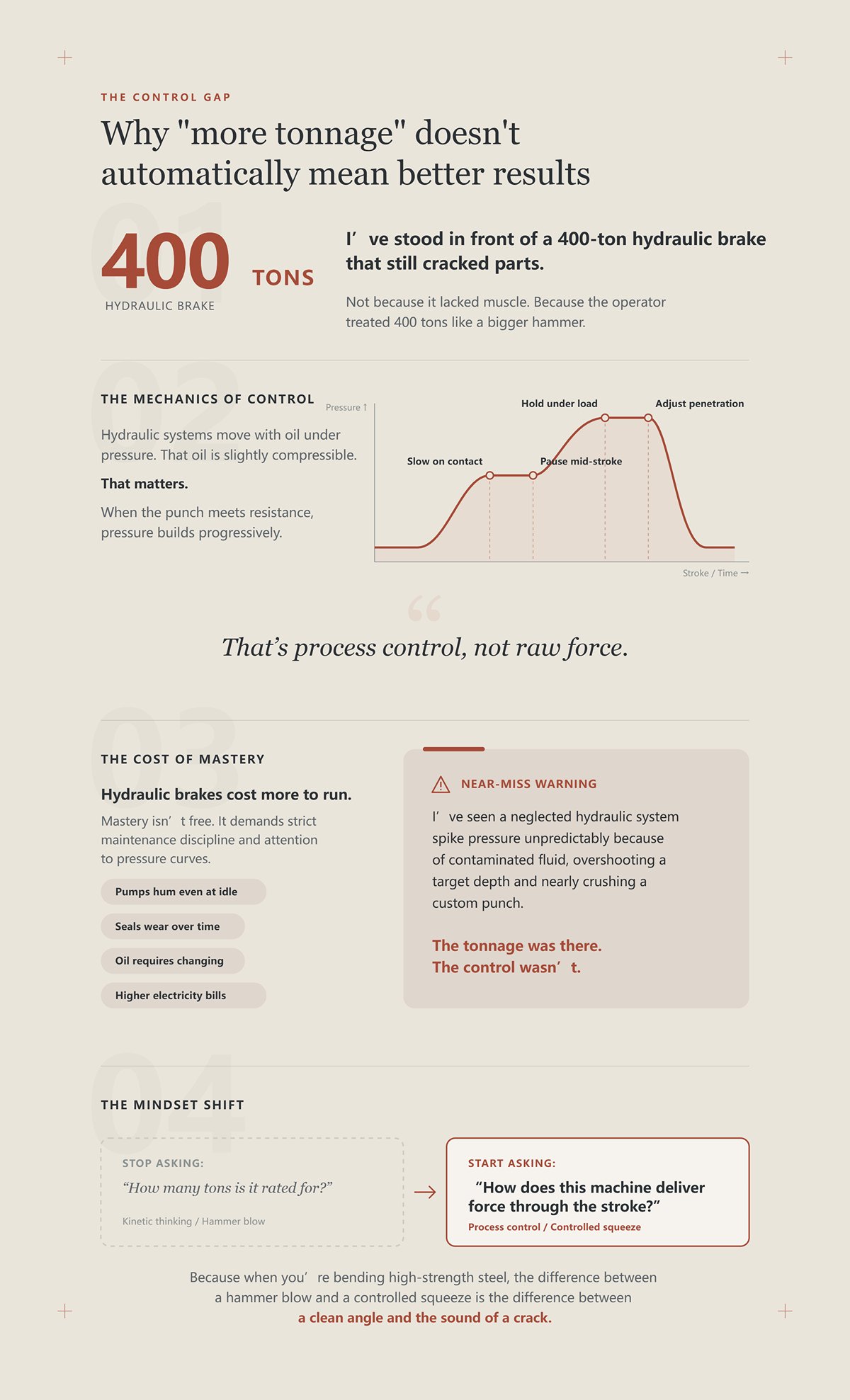
私は、まだ部品が割れる400トンの油圧ブレーキの前に立ったことがあります。.
それは筋力が不足していたからではありません。オペレーターが400トンをより大きなハンマーのように扱ったからです。.
油圧システムは、圧力のかかった油で動きます。その油はわずかに圧縮可能です。それが重要です。パンチが抵抗に出会うと、圧力が徐々に高まります。材料に接触する際にラムを遅くすることができます。ストロークの途中で一時停止することができます。負荷の下で保持し、曲げが発生するのを観察することができます。スプリングバックを管理するために浸透を調整することができます—リリース後に角度を開こうとする弾性回復です。.
それがプロセス制御であり、生の力ではありません。.
そして、ほとんどの新入社員が見逃す部分があります:油圧ブレーキは運用コストが高いです。ポンプはアイドル状態でも音を立てます。シールは摩耗します。油は交換が必要です。電気料金は、サイクル間に電源を切る電動機械よりも高くなります。習得には無料ではありません。メンテナンスの規律と圧力曲線への注意が必要です。.
近接ミス警告:私は、汚染された流体のために予測不可能に圧力が上昇する放置された油圧システムを見たことがあります。目標深度を超えてカスタムパンチをほぼ圧潰しました。トン数はそこにありました。制御がありませんでした。.
より多くのトン数は、あなたがそれをメーターできる場合にのみ役立ちます。もし一時停止し、保持し、材料が何をしているのかを感じることができなければ、あなたは運動的思考に戻ることになります—ただし、名札にはより大きな数字が付いているだけです。.
だから、あなたに求めるシフトはこれです:「何トンに定格されていますか?」と尋ねるのをやめ、「この機械はストロークを通じて力をどのように伝えるのですか?」と尋ね始めてください。“
なぜなら、高強度鋼を曲げるとき、ハンマーの一撃と制御された圧縮の違いは、クリーンな角度と亀裂の音の違いだからです。.
私たちは、12xの金型開口部で1インチのAR400を曲げていました。目標は90度です。パンチが食い込むにつれて、ゲージは350トンを超えました。最終深度の約60%で、内側のエッジが白くなっているのを見ました—これは、粒子が硬く伸びている最初の兆候です。私は一時停止を押しました。ラムは止まりました。圧力は380トンで保持されました。板はパンチと金型の間に固定され、時間が止まったかのようでした。.
これが、どのブレーキがあなたの鋼の下に属するかを決定する方法です。.
もし負荷の下で止められないなら、曲げが起こっている間にそれを調査することはできません。そして、もしそれを調査できなければ、その1インチの板が420トンを必要としているのか、それとも401トンで割れたいのかを推測することになります。高強度鋼は推測を許しません。.
油圧は、力を解放するだけでなく、計測できる何かに変えることを可能にします。.
制御の前に立ち、 全抵抗で最初の接触時にラムを停止させます。. 底を待たないでください。材料が弾性から塑性変形に移行する際に圧力が上昇するのを見てください。その変化は理論的なものではありません—鋼が降伏すると、トン数がより早く上昇するのが見えます。.
HSLAまたはARプレートでは、降伏強度が高く、管理しなければスプリングバックは8〜10度になります。中間ストロークの一時停止は、圧力を保持し、材料をショックを与えずに流動させることを可能にします。負荷のかかった鋼は、曲げ線に沿って応力を再分配します。少し待ってください。続ける前に、角度がわずかに緩むのを見ることができます。.
機械でそれを試してみてください。できません。.
しかし、パンフレットが軽視している部分があります:一時停止は、セットアップが正しい場合にのみあなたを保護します。高強度鋼の6倍の材料厚さの下でVダイを使用している場合、力を非常に密に集中させているため、内半径で薄化が二桁に達する可能性があります。一時停止すると、最大応力を保持しているだけで、亀裂が始まる場所であることになります。.
ニアミス警告:私はオペレーターが狭すぎるダイで3/4インチのHSLA曲げを一時停止するのを見ました。彼は停止が安全を意味すると考えていました。プレートは300トン以上の負荷の下で静止している間に割れ、リリース時にオフカットがバネのトラップのように上に跳ね上がりました。.
一時停止は安全資産です。必要な場合の正しいダイ幅と予熱の代わりにはなりません。では、ラムを停止できる場合、あなたは本当に何を制御しているのですか—ストローク、それとも力そのものですか?
油圧ブレーキでは、, サイクルダウンする前に圧力制限をダイヤルします。. 機械の最大定格の下に天井を設定します。その天井があなたのガードレールになります。.
油圧システムは、徐々に圧力を構築します。油はわずかに圧縮され、バルブは流れを計測し、シリンダーは圧力を直線的な力に変換します。抵抗が増加すると、圧力はリアルタイムで見ることができる曲線に沿って滑らかに上昇します。あなたは力の川に乗っているのです、発射しているのではありません。.
機械式およびサーボ電気システムは、動作プロファイルと蓄積または伝達された機械エネルギーに結びついた力を提供します。ラムがボトムデッドセンター近くにコミットすると、鋼がそれを好むかどうかに関わらず、ピーク力が到達します。それが衝撃の挙動であり、たとえそれが正確な衝撃であってもです。.
「無限制御」とは、油圧が何でも曲げることができることを意味しますか?いいえ。おおよそ50mmのプレート厚を超えると、ほとんどの標準油圧ブレーキは構造的およびポンプの限界に達します。タンデムセットアップや専門の機器が必要です。そして薄いシートでは、電気がしばしば油圧よりも再現性とエネルギー使用で優れています。.
では、なぜ油圧が高強度プレートで優位なのですか?
ARまたはHSLAの亀裂は平均トン数に関するものではありません。それはスパイク制御に関するものです。局所的な応力が内半径で引張限界を超えると、マイクロクラックが発生します。滑らかな圧力の上昇は瞬間的な過剰応力を減少させます。固定衝撃はあなたの粒構造を気にしません。.
ニアミス警告:私たちは一度、圧力の上昇を調整せずに新しいARプレートのバッチをテストしました。ラムは減速する前に速い接近速度に達しました。圧力は通常の曲線の40トン上昇し、瞬時に亀裂が発生しました。その音はライフルの発射音のようでした。.
力の曲線を形作ることができれば、スパイクリスクを減少させることができます。できない場合、鋼が前回のバッチと全く同じように振る舞うことに賭けていることになります。そして、それはほとんどの新入社員が決して尋ねない質問につながります:400トンを保持しているとき、シリンダーの内部で実際に何が起こっているのか、ラムがただ…待っているときに?
| トピック | 詳細 |
|---|---|
| 無限トン数制御 vs. 固定衝撃 | 材料の破損を防ぐ |
| 油圧ブレーキの設定 | サイクリングダウンする前に圧力制限をダイヤルします。機械の最大定格の下に天井を設定して、安全ガードレールを作成します。. |
| 油圧システムが力を適用する方法 | 圧力は徐々に増加します。油はわずかに圧縮され、バルブが流れを調整し、シリンダーが圧力を直線的な力に変換します。抵抗が増加すると、圧力は目に見えるリアルタイムの曲線に沿って滑らかに上昇します—力の川を乗るように、発射するのではありません。. |
| 機械式およびサーボ電気システム | 力は動作プロファイルと蓄積/伝達された機械エネルギーに結びついています。ボトムデッドセンター付近では、材料の反応に関係なく、コミットされたときにピーク力が到達します。これは衝撃挙動であり、正確に制御されていてもそうです。. |
| 「無限制御」の限界“ | 油圧はすべてを曲げることはできません。約50 mmの板厚を超えると、ほとんどの標準油圧ブレーキは構造的およびポンプの限界に達し、タンデムまたは特殊な設定が必要になります。薄いシートの場合、電気システムはしばしば油圧よりも再現性とエネルギー効率で優れています。. |
| なぜ油圧が高強度プレートを支配するのか | ARまたはHSLA鋼の破損は、平均トン数ではなくスパイク制御に依存します。局所的な応力が内半径で引張限界を超えると、マイクロクラックが形成されます。滑らかな圧力の立ち上がりは瞬時の過負荷を減少させますが、固定衝撃は結晶構造を考慮していません。. |
| ニアミス警告の例 | 新しいARプレートバッチのテスト中、圧力の立ち上がりを調整しなかったため、ラムが遅すぎて減速しました。圧力は通常の曲線の40トン上にスパイクし、瞬時にクラックが発生し、ライフルの発射音のように聞こえました。. |
| 重要な洞察 | 力の曲線を形作ることでスパイクリスクが減少します。制御がなければ、鋼が前回のバッチと全く同じように振る舞うことに依存しており、400トンを保持しているときにシリンダーの内部で何が起こるのか、ラムが単に待っているときの疑問が生じます。. |
油で満たされた2つの大きなシリンダーを想像してください。しっかりと密閉され、ピストンが下向きに押し込まれています。. ポンプの流量を増やし、抵抗に出会うと圧力が上昇するのを見守ります。油分子はわずかに圧縮され—硬いバネのように機能するのに十分なほど。制御バルブは流れを制限または許可し、圧力の上昇速度を変えます。 as the punch meets resistance. The oil molecules compress slightly—just enough to act like a stiff spring. Control valves restrict or allow flow, which changes how fast pressure builds.
ストロークの途中で一時停止すると、バルブが閉じます。流れが止まり、圧力が流体コラム全体で均等になります。油は、行き場がないため、ピストンをその位置に保持します。あなたは、回転する質量や伸びた機械部品ではなく、油圧圧力としてエネルギーを蓄えています。.
それが違いです。.
フライホイールはエネルギーを運動エネルギーとして蓄えます。ローラーねじは機械的に蓄えます。油圧油は制御された圧力として蓄えます。バルブをゆっくりと開放すると、力がスムーズに抜けます。急いで捨てると、より鋭い反応が見られますが、それでも慣性だけではなく流体の流れによって制御されています。.
そして、実用的な部分はここです:汚染された油、摩耗したシール、または粘着性の比例バルブは、その圧力曲線を歪めます。あなたの「スムーズな川」は乱流に変わります。それが油圧がその利点を失う時です。.
近接ミス警告:詰まったリターンフィルターが一度、重い曲げで圧力遅延を引き起こしました。オペレーターはより深さを指示して補償しました。バルブが最終的に応答したとき、ラムは過剰に貫通し、セグメント化されたダイセットをほぼ押しつぶしました。.
流体力学はあなたの防御ですが、流体システムが健康で、セットアップが正しい場合に限ります。.
これで油圧が力を一時停止し、保持し、形作る理由がわかりました。本当の質問は、機械がトン数を制御できるかどうかではありません。ペダルに触れる前に、あなたの特定の鋼、厚さ、ダイ幅、温度が実際にどれだけ必要かを知っているかどうかです。.
ベッドに12フィートの3/8インチのプレートがありました—顧客の図面には「A36」と書かれていました。オペレーターは標準チャートを手に取りました:その長さで約60トン、3インチのVで。安全です。ルーチンです。すると、ミルの証明書が遅れて届きました。それはA36ではなく、AR400でした。.
その一つの交換が、あなたの快適なチャートの数値を引き伸ばし、シリンダーが計画していなかった範囲で動作するようになります。.
ペダルに触れる前に、これを計算する方法は次のとおりです。.
まず、軟鋼の空気曲げの基準式から始めます:
フィートあたりのトン数 ≈ (K × 引張強度 × 厚さ²) / ダイ開口部
60,000 PSIの軟鋼の場合、ほとんどのチャートはすでに定数を組み込んでいます。それがあなたの「1.0」材料係数です。今、鋼を変えると、数学も変わります。.
AR400は60,000 PSIの引張強度ではありません。通常、180,000 PSI以上の引張強度で、降伏点はバッチによって140,000〜160,000 PSIの範囲です。つまり、あなたの材料係数は1.0ではありません。軟鋼と比較して2.5に近いです。.
したがって、チャートがA36でその曲げに60トンと示している場合、AR400は「少し多め」ではなく、同じ形状に対して約150トンを必要とします。同じ厚さ。同じダイ。同じ角度。.
掛け算をしなければ、あなたは10%で過小評価しているのではありません。あなたは、機械が安全に保持できる油圧ウィンドウを超えてしまう可能性のある係数で外れています。そして、それはダイ幅について話す前のことです。.
では、鋼の何があなたにチャートを捨てさせるのでしょうか?
曲げ後の内半径を見てください。そこが外側の繊維が伸び、内側の繊維が圧縮される場所です。曲げは、引張強度を超えたときに始まります。降伏は、鋼が弾性的に振る舞うのをやめ、流れ始めるポイントです。.
ほとんどの一般的なトン数チャートは、60,000 PSIの引張強度の軟鋼を基に構築されています。それは、そのグレードの典型的な降伏強度対引張強度比を仮定しています。304ステンレスに置き換えると、引張強度は約90,000 PSIになります。AR400に置き換えると、引張強度と降伏強度の両方が劇的に上昇します。.
これは重要です。なぜなら、必要な曲げ力は、式の中で引張強度とほぼ直接的にスケールするからです。引張強度を倍にすると、同じ厚さとダイ開口で、必要なトン数はおおよそ倍になります。.
しかし、ここでパンフレットが軽視している部分があります。多くのオペレーターは、認証書に「降伏140,000 PSI」と書かれているのを読み、引張強度140,000を入力します。あるいは、さらに悪いことに、両方を無視して軟鋼のチャートを信頼します。それが、実際には280トン必要な仕事で120トンを静かに指示する方法です。.
油圧ブレーキでは、圧力が上昇して一時停止するのを見ることができます。機械式では、単にラムが落ちるだけです。いずれにせよ、計算を間違えた場合、機械はあなたの楽観主義を気にしません。.
ニアミス警告:かつて、1/2インチのステンレスを1.5の材料係数で曲げると仮定したことがあります。テストしたバッチは仕様よりも高温で、引張強度は約100,000 PSIに近かったです。オペレーターは角度を追いかけてストロークを底まで下げました。圧力はダイの定格を超えて急上昇し、肩が割れました。誰も怪我はしませんでした。高価な教訓です。.
強度を修正したので良いですね。さて、どのダイ開口を使用していて、それがシリンダー内の圧力曲線に何をもたらすか知っていますか?
同じ3/8インチのAR400を考えてみてください。2インチのVを選んだとしましょう。なぜなら、よりタイトな内半径が欲しいからです。トン数の公式は厚さを二乗し、ダイ開口で割ります。Vを半分にカットすると、必要な力がほぼ倍増します。.
軟鋼のエアベンディングの標準的な実践は、V開口の約8倍の材料厚さです。狭くすると、6倍または4倍になり、トン数は急速に上昇します。高強度プレートでは、その上昇は線形の痛みではありません。それは油圧のリスクです。.
罠はここにあります:あなたの機械は200トンの定格を持っているかもしれません。しかし、その定格は常に全長にわたって完全なトン数ではありません。たわみと油圧の分配により、端から端まで均一な容量を仮定することはできません。高強度鋼で長く狭いVに荷重をかけると、力が小さな接触面積に集中します。シリンダー内の圧力は補償するために上昇します。.
AR400の8×Vで計算されたトン数が150トンだった場合、6×Vに落とすと200を超える可能性があります。厚さは変わっていません。幾何学が変わり、油圧システムをその上限に押し上げました。.
油圧シリンダーが最大システム圧力に達すると、丁寧に警告してくれません。リリーフバルブがガタガタします。シールが荷重を受けます。突然の過剰貫通まで、あなたは一つの粘着バルブの状態です。.
ニアミス警告:新しい雇用者が1/2インチHSLAで「クリーンなコーナーを得る」ために5×Vを選んだことがあります。彼がスキップしたトン数計算は、10フィートにわたってブレーキの分配容量を超える必要があることを示していました。ラムが停止し、圧力がピークに達し、彼が後退すると、部品が激しく跳ね返り、ほぼバランスを崩しかけました。.
ストロークの途中でいくらでも一時停止できます。ダイの選択が油圧システムがスムーズに提供できるよりも多くのトン数を要求する場合、あなたは川を制御しているのではなく、ショップの雑巾で洪水を堰き止めようとしているのです。.
だから、もしかしたら、いいでしょう、トン数を抑えるために広いダイでエアベンディングを行います。それで全てが解決するのでしょうか?
エアベンディングはパンチの先端とダイの肩にのみ接触します。材料はその間に浮いています。それにより、必要なトン数は低く抑えられます—しばしばボトミングやコイニングのわずかな部分で、これらは鋼をダイの角度と半径に合わせるために2倍から4倍の力を要求することがあります。.
例えば、24 mmのVで3 mmの軟鋼をエアベンディングすると、1メートルあたり約20トンが必要です。ボトミングに切り替えると、それを簡単に倍増または三倍にすることができます。同じシート。同じ厚さ。全く異なる油圧の需要です。.
AR400では、エアベンディングはトン数を管理可能に保ちますが、スプリングバックは8から10度になる可能性があります。それはオペレーターを深く押し込むことで角度を追いかける誘惑に駆り立て、意図しないボトミングの危険と隣り合わせになります。エアベンディングからボトミングに移行する際に再計算を行わないと、トン数の要求が急激に跳ね上がります。.
その跳ね上がりが、シリンダーが驚くところです。.
高強度プレートに厳しい公差が本当に必要な場合、時には制御されたボトミングが意味を持つことがありますが、それは事前に高い力を計算し、機械とツーリングの定格を一貫した単位で確認した場合のみです。メートルトン毎メートルは、ショートトン毎フィートとは異なります。それらを混同すると、ダイが実際よりも三倍強いと考えてしまうことがあります。.
すべてを運動ハンマーのように扱うと、高価なプレートを理解もしていない力の曲線に賭けることになります。.
油圧は、力を一時停止し、保持し、形作る力を与えます。しかし、その一時停止が140安全トンで行われるか、260トンでシールを噛み砕き、破損の危険と隣り合わせになるかは計算によって決まります。そして、それはあなたが習得しなければならない次の分野に直結します:正しいトン数を知ったら、ラムと圧力をどのようにシーケンスして実際にそれに達するのか—オーバーシュートせずに。
私は250トンの機械ブレーキでこのことを苦労して学びました。深さを設定し、ペダルを踏むと、ラムはギロチンのように落下しました。停止も調整もありません。角度を逃すと、それを受け入れるしかありませんでした。.
油圧ブレーキはそのように振る舞う必要はありません。.
あなたはトン数を計算しました。ダイの開口部を知っています。良いですね。さて、本当の質問:あなたのバルブが足の動きに対して半秒遅れたために、20トンオーバーシュートせずに180トンを鋼材を通してどうやって移動させるのですか?
ストロークのインチで考えるのをやめ、流量と圧力上昇で考え始めます。油圧ブレーキは川です。岸線だけでなく、流れを制御します。.
次回1/2インチAR400を8×Vで曲げるとき、圧力計を見てください。最初の2インチの移動?ほとんど負荷はありません。単に隙間を閉じているだけです。次にパンチがプレートにキスします。圧力が急激にではなく、着実に上昇し始めます—弾性変形が始まるときです。その曲線は、あなたの制御が重要な場所を教えてくれます。.
設定 材料の上0.200インチまでの速いアプローチ速度を設定します。空気を素早く動かし、何も圧縮するのにサイクル時間を無駄にしないでください。.
減少 接触前に制御されたピンチ速度にします。私は目に見える落下が好きです—生産性を保つのに十分速く、比例バルブが追いつけるのに十分遅いです。クローズドループシステムはミリ秒単位で修正しますが、バルブには物理的な応答時間があります。接触に全速力で突入している場合、コントローラーは昨日のミスに反応しています。.
メカニズムはこうです:油圧は鋼が悪いから急上昇するわけではありません。流体がほとんど圧縮不可能で、抵抗が突然上昇するときにシリンダーがまだ高い流量で流れているから急上昇します。抵抗が上昇する前に流れを遅くすると、圧力の上昇が滑らかになります。あなたは力の曲線を形作り、衝突するのではなくなります。.
移行 ターゲットの30–40%を超えてトン数が増加するにつれてプレス速度に移行します。ここが高強度プレートが反撃を始める場所です。ラムを平行に保ってください。現代の同期システムは±0.01 mm毎メートルを保持できますが、両方のシリンダーがバランスの取れた流れを見ている場合のみです。一方の側があまりにも攻撃的な速度を指示したために遅れた場合、あなたは曲げているのではなく、ねじれているのです。.
ニアミス警告:ある新しいオペレーターは、3/4インチHSLAで接触までアプローチ速度を高く保ったままでした。ラムが当たり、圧力がオーバーシュートし、右のシリンダーが修正前に0.3 mm遅れました。部品がカムバーし、パンチが欠け、彼の手はそれが起こったときにまだダイエリア内のスケールをクリアしていました。速いストロークは反応時間を奪います。.
プログラム 制御された戻り速度も設定します。逆流は後回しではありません。上昇ストロークがあまりにも強く反発すると、ラムのバウンスを引き起こします。そのバウンスは次のサイクルで不均一な深さとして現れ、突然、あなたは深さの調整で角度を追いかけることになりますが、それは本当の問題ではありませんでした。.
したがって、あなたはストロークをシーケンスしました。オーバーシュートせずにターゲットトン数に達しています。今、鋼はリラックスして3度開きます。あなたはそれを深く追いかけますか、それともそのまま保持しますか?
1/2インチのAR400の板を空気中で90度に曲げます。圧力を解除します。97度に開きます。その7度は弾性回復であり、荷重を解除した瞬間に鋼から離れる蓄積エネルギーです。.
ほとんどのオペレーターは次の打撃でより深く刺します。より深く。より多くの力。解除時に90を期待します。.
一時停止 底死点で制御された圧力を維持します。長いコーヒーブレイクではなく、安定したトン数の下で半秒から1秒です。物理的に何が起こるのでしょうか?あなたは、即座に戻るのではなく、厚さを通じてマイクロ降伏を分散させることを許可しています。圧力は一定に保たれ、材料の内部応力が再分配されます。.
しかし、ここでパンフレットが軽視している部分があります:保持は魔法ではありません。すでに95%の機械能力に達している場合、静的保持は油の熱上昇と金型の肩部に局所的な応力を生じる可能性があります。連続して形の良い圧力の方が、繰り返しの重い保持よりも安全です。.
使用する 保持時間は、アプローチとプレス速度を調整した後の微調整として使用します。悪いジオメトリや計算不足のトン数のための足場としてではありません。.
現代の角度補正はストロークの途中で調整できます。あなたが浅くなっているのを見て、もう少し深さを指示します。機械はそれを行うことができます。それを信頼するタイミングの判断はあなた次第です。補正が底近くで急激なスパイクを要求する場合、最悪の瞬間に強く押すよりも、圧力の立ち上がりを再プログラムする方が良いです。.
ニアミス警告:かつて、厚いステンレス鋼のスプリングバックを追いかけるために、保持時間を0.7秒追加する代わりに深さを追加しました。オペレーターは意図せず金型の角度に底をつけました。トン数は瞬時に倍増しました。リリーフバルブが悲鳴を上げ、部品が解除されたときに跳ね返り、彼の前腕がバックゲージにぶつかりそうになりました。.
では、過剰に曲げることが意味を持つのはいつですか?機械と工具の限界内に高いトン数の需要が確認され、圧力の立ち上がりが滑らかで、底でシステムを衝撃しないときです。.
これにより、多くの新入社員が無視することが多い問題が浮かび上がります。部品が中央とは異なる角度で端を測定し始めるまで。.
3/8インチの高強度プレートを10フィート積載し、160トンを押し出します。ベッドはたわみます。これは、構造が悪いためではなく、鋼が荷重の下で曲がるからです。中央が数千分の一だけたわみます。これは、中央での浸透が少なく、角度が大きくなることを意味します。.
トン数を完璧に計算しても、微笑み形の曲げが得られることがあります。.
測定する クラウンに触れる前に、テストピースの両端と中央を測定します。推測しないでください。.
調整する 機械的または油圧的なクラウンを段階的に調整します。計算したトン数で予想されるたわみを打ち消すのに十分なだけです。クラウンはベッドを上方にプレロードし、完全な力の下で真っ直ぐになります。.
メカニズムはこうです:クラウンがない場合、シリンダーは均等な力を供給していますが、フレームのジオメトリが接触圧力を不均等に再分配します。油圧システムはマイクロン単位で同期しているかもしれませんが、構造自体がたわんでいます。あなたは、弓のように曲がるフレームの内部で流体を完璧に制御しています。.
予防チェックはここで重要です。数百サイクルごとにラムのアライメントを行います。清浄な油により、バルブが一貫して反応します。バルブ故障の80%は汚染に起因します。数千分の一の平行からずれると、美しい圧力プロファイルが左右で不一致な角度を生み出します。.
ニアミス警告:長いHSLAランでクラウンを無視し、CNCが「処理する」と仮定しました。中心角は2度開いて出てきました。オペレーターは追加の深さで補正しました。端は過剰に曲がり、中心はまだ浅く、1つの部品は応力がピークに達した内側半径に沿って亀裂が入りました。.
油圧精度は、その下の構造が調整され、ストロークを通るシーケンスが意図的であるときにのみ効果を発揮します。.
あなたは180トンを指揮できます。機械はそれを提供します。本当のスキルは、どれだけ速く近づくか、どれだけ穏やかに圧力を上昇させるか、いつ保持するか、そして力がハンマーブローのようにではなく、穏やかな川のように動くためにベッドをどれだけプレロードするかを決定することです。.
そして、もし川の温度が長いシフトの間に変わった場合—油が薄くなり、反応時間がずれた場合—あなたが慎重にプログラムしたシーケンスには何が起こるのでしょうか?
あなたは、力の川がシフトの途中で温まるとどうなるかを尋ねました。.
こうなります:朝の90が午後3時には92になり、プログラムには誰も触れていません。.
油圧油は単なる潤滑剤ではありません。それはあなたのサーボバルブと180トンのラムとの間の伝達媒体です。スタートアップ時に冷たいと、粘度は高くなります—より粘性のある流体、バルブの口径を通るのが遅く、シリンダーの反応がわずかに遅れます。機械がサイクルするにつれて、油は薄くなります。同じバルブコマンドが今ではより多くの流体を、より速く動かします。それはストロークの底での圧力の上昇速度と、あなたが慎重にプログラムしたスプリングバック制御のためのその半秒間の間にシステムがトン数をどれだけしっかり保持するかを変えます。.
位置スケールはまだ±0.01 mmを表示しているかもしれません。.
しかし、そこに至る圧力曲線は変わっています。.
そして、それは鋼が異なる圧力を感じることを意味します。.
数年前に250トンの機械式ブレーキを使っていたとき、ドリフトは摩耗したリンケージを意味しました。油圧では、ドリフトはしばしば熱を意味します。.
68度の油で一日を始めます。あなたのアプローチ速度はシャープですが、わずかにダンピングされています;圧力は柔らかい肩で上昇します。午後の中頃までに、油温は重いサイクリングの下で20または30度上昇します。粘度は低下します。サーボバルブはより早く反応します。ラムは同じ深さに達するかもしれませんが、最後の数ミリメートルの移動で圧力が早く上昇します。その早い圧力上昇は、安定したトン数の下での有効保持時間を減少させます—なぜなら鋼がより急な曲線の下で降伏し始めるからです。.
したがって、あなたの慎重に調整された半秒間の保持はもはや同じ半秒間ではありません。.
これを加えます:ベッドが温まります。厚いプレートが温まります。朝と午後の間で工場の空気さえ変わります。鋼の降伏強度は温度に応じてわずかに変動し、スプリングバックもそれに従います。今、あなたは油だけを扱っているわけではありません。あなたは、全工場の熱のカスケードがあなたの角度を1度または2度開いたり閉じたりするのを見ています。.
それはオペレーターのエラーではありません。.
それは流体の挙動があなたのシーケンスを書き換えているのです。.
ニアミス警告: 一度、長いAR400の運転中に上昇する油温を無視し、開口角を追いかけるために0.2 mmの深さを追加し続けました。6時間目には、油が熱くなり、反応が鋭くなり、1サイクルが予想以上に底に衝突しました — 圧力が早く上昇し、部品は解放時に戻り、オペレーターの手はまだフランジに置かれて角度を確認していました。.
では、どうしますか?
最終的な深さを設定する前に、機械を意図的に温めます。部品の角度だけでなく、油温を監視します。底死点近くのナイフエッジスパイクを避けるために、小さな反応変化に耐える圧力の立ち上がりをプログラムします。機械に冷却機能がある場合は、維持管理を行います — 詰まったクーラーは、正確なシステムを昼までに推測作業に変えてしまいます。.
あなたは鋼と戦っているわけではありません。.
あなたは川の温度を管理しています。.
今、あなたは言うでしょう、「わかった。遅くします。安定させます。」“
良い直感です。.
遅いアプローチとプレス速度は、単位時間あたりの熱を少なく生成します。熱が少ないということは、粘度がより一貫しているということです。より一貫した粘度は、バルブのタイミングと圧力の立ち上がりが午前8時にプログラムした設定に近くなることを意味します。しかし、遅いサイクルは、時間あたりの部品数が少なくなることを意味します。紙の上では、それは生産性の損失のように見えます。.
しかし、パンフレットが軽視している部分があります:午後の角度がずれたために高強度プレートの3枚を廃棄することは、サイクルから2秒を削減するよりもコストがかかります。.
熱は流れと抵抗から生じます。狭いバルブ開口部を通る高流量は温度を上昇させます。迅速なサイクリングは、タンクとクーラーがそれを放出できるよりも早くその熱を蓄積します。朝の間ずっと全力で運転すると、短期的なスループットを長期的な不安定性と引き換えにしています。.
すべてを運動ハンマーのように扱うと、高価なプレートを理解もしていない力の曲線に賭けることになります。.
時には、最も生産的な動きは、ラム速度を10パーセント減少させて油を安定した範囲に保ち、最初の部品と50番目の部品が深さを追わずに一致するようにすることです。.
では、遅いことがあなたにとって過剰なコストになっていますか?
それとも、熱的なドリフトがすでにあなたにとってより多くのコストをかけていますか?
| セクション | 内容 |
|---|---|
| タイトル | スピードとパワーの逆説:遅いサイクルタイムはあなたにとって過剰なコストになっていますか? |
| 初期反応 | “「わかった。遅くします。安定させます。」” |
| 即時の洞察 | 遅いアプローチとプレス速度は、単位時間あたりの熱を少なく生成します。熱が少ないということは、粘度がより一貫しているということです。より一貫した粘度は、バルブのタイミングと圧力の立ち上がりがプログラムされた設定に近く保たれます。. |
| 認識された欠点 | 遅いサイクルは時間あたりの部品数が少なくなり、紙の上では生産性の損失として現れます。. |
| 隠れたコスト | 高強度プレートの角度ドリフトによる3枚のシートのスクラップは、サイクルごとに2秒を節約するよりもコストがかかる可能性があります。. |
| 熱の根本原因 | 熱は流れと抵抗から生じます。狭いバルブ開口部を通る高流量は温度を上昇させます。迅速なサイクルは、タンクとクーラーが熱を放散できるよりも早く熱を蓄積します。. |
| 運用上のリスク | 朝の間ずっと全速で運転することは、短期的なスループットを長期的な不安定性と交換します。. |
| 機械的誤解 | 機械を運動するハンマーのように扱うことは、理解が不十分な力曲線に対して高価なプレートを危険にさらします。. |
| 実用的な推奨 | ラムの速度を10%減少させることで、オイルを安定した範囲内に保ち、深さを調整することなく最初の部品と50番目の部品の間で一貫性を確保できます。. |
| 締めくくりの問い | 遅い操作は本当にあなたにもっとコストがかかっているのか、それとも熱ドリフトがすでにあなたにもっとコストをかけているのか? |
電動サーボブレーキには薄くするためのオイルがありません。.
それが彼らのクリーンな利点です。.
サーボモーターによって駆動されるボールスクリューは、流体のように温度で「呼吸」しません。コマンドと動作の間に粘度の変数がないため、位置の再現性はより厳密になります。高い公差で薄い材料の作業において、その熱的安定性は反論の余地がありません。.
しかし、電動システムは、閉ループ圧力制御を備えた適切に調整された油圧が提供できるような重負荷下での中間ストロークトン数の成形を同じようには提供しません。厚い高強度プレートを曲げる際に、一時停止、保持、トン数を動的に調整してスプリングバックを管理する必要がある場合、流体パワーは依然としてより広い制御ウィンドウを提供します。.
ハイブリッドは妥協を試みます — 電動駆動と油圧力生成。彼らは一部の熱を減少させ、応答を引き締めますが、流体物理学を排除することはありません。オイルは依然として温まります。粘度は依然として変化します。ハードに運転している場合、冷却と監視が必要です。.
したがって、力の供給について考えることから解放される魔法の機械はありません。.
唯一の質問は、あなたの作業がどのレベルの制御を要求しているのか、そしてあなたが選んだシステムに伴う物理学を管理しているのかということです。
純粋に電動であろうと油圧であろうと、サイドパネルに正しいバッジを持っているだけでは精度は得られません。.
エネルギーが機械を通じてどのように移動するか、そしてそのエネルギーが加熱されると何が変わるかを理解することで得られます。.
熱ドリフトを補償する再現可能なプロセスを求めており、ゲージに表示された後に角度を追いかけるのではありません。.
よろしい。.
「このブレーキは何トンですか?」という考え方をやめ、「鋼が押し返し始めたときに、どれだけ正確にそのトン数を形作り、安定させることができるか?」という考え方に切り替えましょう。油温、ベッド温度、材料温度が動き始めると、位置をプログラムしているのではなく、ライブフォースシステムを管理しているのです。.
そのシフトは明白ではありません。なぜなら、機械はまだ画面上で深さに達しているからです。.
買い手が「300トンを検討しています」と言うのを聞くと、彼がまだハンマーを探していることがわかります。.
別の質問をしてください: この仕事はどれだけの制御ウィンドウを要求しますか?
±1度で1/8インチの軟鋼を曲げる?再現可能な底位置と適切なバックゲージ精度が必要です。力の曲線は鈍くても大丈夫です。固定ストロークの機械は、そこに一日中いても、速くて安価です。.
しかし、3/4インチのHSLAを厳しい公差で扱うか、10度の油温上昇でスプリングバックが変動するARプレートに入ると、アプローチを遅くし、最後の5mmで圧力を上げ、負荷の下で一時停止し、リリース前にトン数を調整してスプリングバックを抑える必要があります。これは流体挙動の管理です。あなたのアーキテクチャが油が薄くなる間に安定した圧力を保持できないのであれば、あなたの「300トン」は単なる数字に過ぎません。.
ニアミス警告:かつて新しい監督が「より多くのトンはより安全」と言って厚い焼入れプレート用に高トン数の機械を指定しました。最初の暑い午後の運転で、固定ストロークがフルロードに達するのが早すぎて、中間ストロークの修正が不可能になり、部品が曲げラインに沿って微細に亀裂が入ってしまいました。目視検査には合格しましたが、サービスでは失敗しました。機械はパワーが不足していたわけではなく、制御が不足していたのです。.
したがって、最初のレンズは機械の種類ではありません。.
必要な力の制御帯域幅です。.
仕事を3つの列に書き出します:厚さ、公差、失敗の結果。.
厚さは基準トン数を教えてくれます。公差は力のウィンドウがどれだけ狭いかを教えてくれます。結果は、スクラップが壊滅的になる前にどれだけの熱ドリフトを許容できるかを教えてくれます。.
高ボリューム、低結果のブラケットを広い公差で運用している場合、機械的な速度が勝つかもしれません。サイクルが速いほど、資本が拘束される時間が短くなります。鋼がそれを許すので、鈍い力の曲線を受け入れます。.
しかし、ここでパンフレットが見落としている部分があります:公差が厳しくなるか、結果が上昇する場合 — 構造部品、摩耗プレート、亀裂の入った曲げラインが実際の金銭的損失をもたらすようなもの — 価値はサイクル時間から制御性に移ります。クローズドループ圧力制御を備えた油圧システムは、川を形作ることを可能にします:ラップレートを調整し、負荷の下で保持し、深さを追いかけるのではなく、圧力設定値を変更して油温を補償します。.
電動サーボシステムは油を方程式から取り除き、軽いゲージでの熱安定性を助けます。しかし、高強度プレートに深く入り込み、重い負荷の下で中間ストロークのトン数を形作る必要がある場合、流体パワーは依然としてより広い調整ウィンドウを提供します — ただし、熱と流れを意図的に管理する必要があります。.
したがって、アーキテクチャをトン数に合わせるのではありません。.
鋼がどれだけあなたを驚かせることが許されているかに合わせるのです。.
さて、本当の質問に入ります:どのように反応するのではなく、補償するプロセスを構築しますか?
機械を計測します。シフトごとに油温を監視します。初回承認時に角度、深さ、圧力を記録します。許容角度範囲を温度帯に結びつけます。油がその帯を外れると、まずは圧力の上昇または保持時間を調整し、底の深さを調整しないでください。そうすることで、力曲線が安定し、金型に深く入り込んで曲げ半径が変わることを防ぎます。.
意図的なウォームアップサイクルをプログラムします。最終深さをロックする前に油圧システムを動作温度に持っていきます。安定性が最優先、次に生産です。.
速度を標準化します。朝の最大流量のスプリントと午後の這うような流れを避けます。流量は熱を生み出します。熱は粘度を生み出します。粘度は圧力応答を変えます。毎時間異なる熱入力では、再現可能な力曲線を持つことはできません。.
オペレーターに圧力の挙動を考えるように訓練します。単に角度の結果だけではなく。角度が開いたときに尋ねます:油温は上昇しましたか?圧力が早く上がったために保持時間は実際に短縮されましたか?その考え方は、トラブルシューティングを推測から物理学へと変えます。.
あなたが持ち帰るべきことは一つです:プレスブレーキが何トンかを尋ねるのをやめ、鋼が反発し始めたときにそのトンをどれだけ正確に制御できるかを尋ね始めてください。.
なぜなら、機械を制御可能な力の流れとして見ると、すべての決定—購入、プログラミング、運転—が形を変えるからです。.


















