

A las 2:17 p. m., el freno está en silencio.
El operador tiene el ariete arriba, las abrazaderas sueltas, buscando la abertura en V de 1.000″ que estaba en el estante esta mañana. Lo llamará un “cambio rápido”. Siete minutos si nada se complica. Haz eso seis veces en un turno y habrás perdido 43 minutos de tiempo pagado del freno hoy. En 22 días laborables, eso son 946 minutos —15 horas y 46 minutos— de capacidad que ya pagaste y nunca vendiste.
¿Aún crees que la elección del utillaje se trata de precisión?
Un freno de prensa es un motor de ingresos con un taxímetro en marcha. Cuando el ariete no está haciendo ciclos, el contador no se detiene. Tu alquiler no se pausa. El salario del operador no se pausa. El calendario, desde luego, no se pausa.
La herramienta de V simple parece limpia. Dedicada. Precisa. Pero cada vez que el trabajo requiere una abertura diferente, aflojas las abrazaderas, sacas 6 pies de acero templado, encajas la siguiente pieza, la ajustas a la izquierda y derecha para alinearla y haces pruebas. Incluso con buenas abrazaderas rápidas, eso es tiempo real. Atención real. Riesgo real de desalineación.
La pregunta no es si una sola V puede lograr una curvatura más precisa. Es cuántos minutos estás cambiando para conseguirlo.
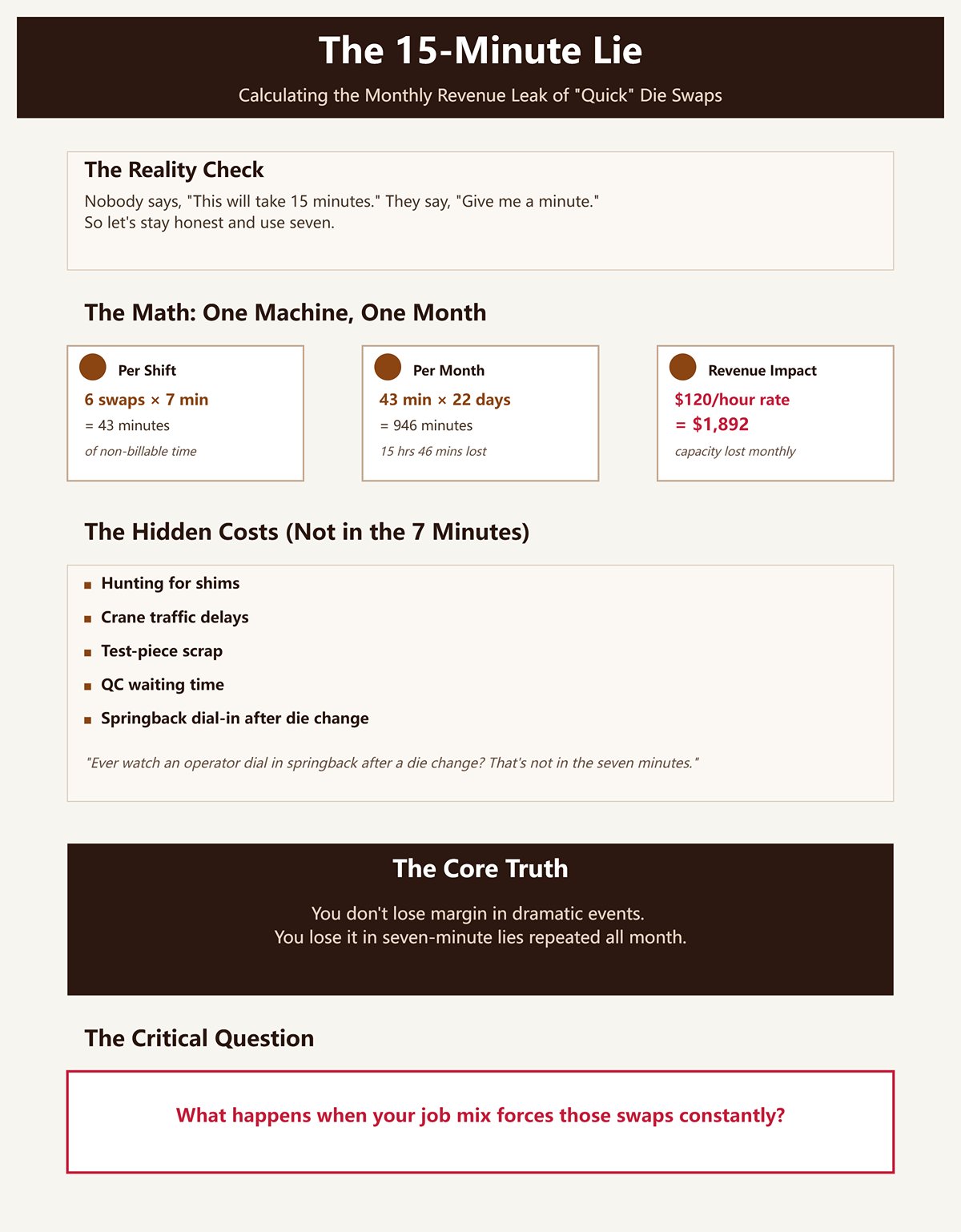
Nadie dice: “Esto tomará 15 minutos.” Dicen: “Dame un minuto.”
Así que seamos honestos y usemos siete.
Seis cambios por turno × 7 minutos = 43 minutos. 43 minutos × 22 días = 946 minutos. Eso son 15 horas y 46 minutos de tiempo de freno no facturable al mes.
Si la tarifa de tu taller en ese freno es de $120 por hora, eso son $1,892 de capacidad perdida. Mensualmente. Una sola máquina.
Y esa es la versión cortés: sin buscar calces, sin tráfico de grúas, sin piezas de prueba desechadas, sin esperar por control de calidad. ¿Has visto alguna vez a un operador ajustar el retroceso elástico después de un cambio de matriz? Eso no está incluido en los siete minutos.
No pierdes margen en eventos dramáticos. Lo pierdes en mentiras de siete minutos repetidas todo el mes.
Entonces, ¿qué ocurre cuando tu mezcla de trabajos obliga a realizar esos cambios constantemente?

Los talleres de alta mezcla no producen 5,000 piezas y se van a casa. Producen 12 piezas de esto, 30 de aquello, 4 prototipos antes del almuerzo. Cada cambio de SKU es una decisión de utillaje.
Con matrices de propósito único, cada lote pequeño carga con todo el peso del tiempo de preparación. En una serie de 20 piezas, la preparación puede igualar o superar el tiempo de doblado. Estás dedicando tanto tiempo a cambiar herramientas como a formar piezas.
Ahí es donde comienza el efecto compuesto. No en teoría, sino en el calendario.
Y sí, las matrices de 4 vías no son mágicas. Girar un bloque no es gratis. Lo levantas, lo giras 90 grados, lo vuelves a colocar con cuidado. Si lo haces mal, pasarás toda la tarde persiguiendo dobleces desiguales. Pero si un solo bloque cubre cuatro aberturas comunes, eliminas ciclos completos de extracción y reemplazo durante el turno.
En trabajos de alta mezcla, la versatilidad no es conveniencia. Son menos interrupciones para el motor de ingresos.
Lo que nos lleva a la parte que la mayoría de los talleres subvaloran.
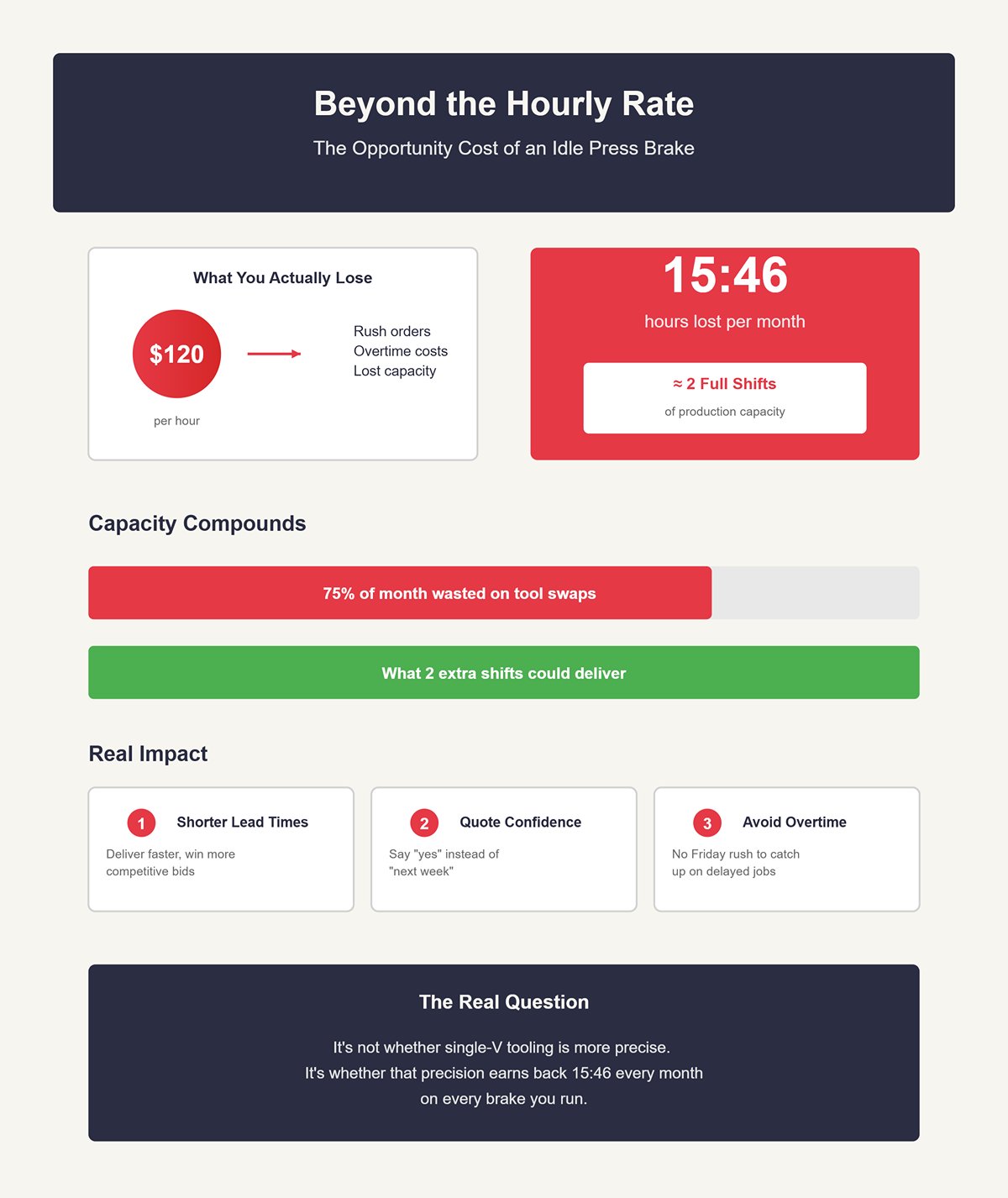
Cuando la plegadora permanece inactiva por un cambio, no solo pierdes $120 por hora. Pierdes el trabajo que podrías haber incluido. El pedido urgente que tuviste que posponer para mañana. Las horas extra que ahora pagarás el viernes.
La capacidad se acumula.
Quince horas y 46 minutos al mes son casi dos turnos completos. ¿Qué harían dos turnos adicionales de piezas formadas por tus plazos de entrega? ¿Por tu confianza al cotizar? ¿Por tu capacidad de decir “sí” en lugar de “la próxima semana”?
Nos obsesionamos con ±0.005″ mientras perdemos turnos completos a plena vista.
Así que la verdadera pregunta no es si el utillaje de una sola V es más preciso. Es si esa precisión recupera 15 horas y 46 minutos cada mes en cada plegadora que operas.
En una corrida de martes del mes pasado, doblamos soportes de A36 calibre 14 a 90 grados en una V de 1.000″. El plano especificaba ±1 grado. El primer artículo midió 90.4. El segundo, 89.7. Ajustamos la profundidad 0.006″, llegamos a 90.1, y corrimos 120 piezas. Todas dentro de especificación.
¿La herramienta en la cama? Una matriz de 4 vías.
Si el utillaje de una sola V está drenando silenciosamente la capacidad, ¿cuándo realmente vale su coste? Esa es la pregunta. Porque si un bloque giratorio no puede mantener la tolerancia, entonces toda la charla sobre el tiempo perdido de la plegadora es ruido. Pero si puede mantener el mismo ±0.5 grado con el que ya trabajas en el doblado por aire, entonces el argumento de “precisión” se derrumba en una costumbre.
El doblado por aire, realizado en una prensa hidráulica moderna, normalmente alcanza alrededor de ±0.5 grado. Eso no es charla de folleto: eso es lo que ves en el taller cuando la máquina repite y el operador conoce su recuperación elástica. Y aquí está la parte que la gente omite: el 95% de los planos que llegan a un taller de alta mezcla no son más estrictos que ±1 grado. Así que si tu ventana del mundo real es el doble de amplia que la capacidad del proceso, ¿en qué punto exactamente está fallando la matriz de 4 vías?
No puedes responder eso hasta que separes el doblado por aire del embutido.
Observa un trabajo de embutido en acero inoxidable grueso. Contacto total entre el punzón, el material y la matriz. El tonelaje se dispara. Estás forzando el material al ángulo exacto de la matriz, así que no tiene otra opción que igualarlo. Así es como se obtiene “precisión extrema”.”
También obtienes de 2 a 3 veces el tonelaje en comparación con el doblado por aire. Más carga en la máquina. Más carga en el utillaje. Desgaste más rápido, especialmente en placa dura. Y cada ángulo necesita su propia geometría de matriz.
Ahí no es donde las matrices de 4 vías están destinadas a operar.
Un bloque de 4 vías es una herramienta de doblado por aire. Estás seleccionando diferentes aberturas en V en un solo cuerpo, no forzando el contacto completo con la matriz. El ángulo viene de la profundidad del punzón y del comportamiento del material, no de las paredes de la matriz que envuelven la pieza. Así que comparar una configuración de doblado por aire de 4 vías con una configuración de embutido de una sola V es mezclar procesos.
Ahora, fortalece el argumento del otro lado. Soportes de bisagra de alto volumen en una prensa mecánica. Un solo ángulo. Un solo material. Miles de golpes. El fondo con una matriz dedicada puede ser tanto rápido como perfectamente repetible. Sin discusión. En ese nicho, nunca hay cambios porque nada varía. La prensa simplemente cicla.
Pero eso no es un entorno de alta mezcla. Eso es producción.
| Sección | Contenido |
|---|---|
| Tema | Doblado al aire vs. fondo: dónde realmente vive la matriz de 4 vías |
| Fondeo en acero inoxidable grueso | Contacto completo entre punzón, material y matriz. Los tonelajes se disparan. El material se empuja dentro del ángulo exacto de la matriz, por lo que no tiene otra opción que igualarlo. Así es como se logra la “precisión extrema”. |
| Tonelaje y desgaste | 2–3× el tonelaje en comparación con el doblado al aire. Más carga en la máquina. Más carga en las herramientas. Desgaste más rápido, especialmente en placa dura. Cada ángulo requiere su propia geometría de matriz. |
| Posicionamiento de la matriz de 4 vías | Ahí no es donde las matrices de 4 vías están destinadas a operar. |
| Naturaleza de una matriz de 4 vías | Un bloque de 4 vías es una herramienta de doblado al aire. Se seleccionan diferentes aberturas en V en un solo cuerpo, sin forzar el contacto total de la matriz. El ángulo proviene de la profundidad del punzón y del comportamiento del material, no de las paredes de la matriz envolviendo la pieza. |
| Comparación de procesos | Comparar una configuración de doblado al aire de 4 vías con una configuración de fondo de una sola V mezcla dos procesos diferentes. |
| Argumento reforzado | En los soportes de bisagra de alto volumen en una prensa mecánica—un solo ángulo, un solo material, miles de golpes—el fondo con una matriz dedicada puede ser rápido y altamente repetible. Nunca se hacen cambios porque nada varía. La prensa simplemente cicla. |
| Diferencia de entorno | Eso no es un entorno de alta mezcla. Eso es producción. |
Entonces, en el mundo donde los trabajos cambian antes del almuerzo, ¿qué es lo que realmente está causando tu error de doblado?
Toma dos láminas del mismo palé de acero laminado en caliente de calibre 11. Una mide 0.119″. La siguiente mide 0.123″. Cuatro milésimas de diferencia. En el doblado al aire, esa variación de espesor cambia el radio interior, lo que cambia el retorno elástico, lo que cambia el ángulo final. Mismo punzón. Misma matriz. Mismo programa. Resultado diferente.
¿Fue culpa de la matriz de 4 vías?
La resistencia del material también varía. El A36 no es una fórmula química; es un rango. Mayor límite elástico, más retroceso. Menor límite elástico, menos. Lo notas cuando la primera pieza del día marca 89.5 y el siguiente lote necesita 91, a menos que aumentes la profundidad.
Luego está la repetibilidad del ariete y la compensación por flexión (crowning). Si la cama no está correctamente compensada, perseguirás el ángulo de izquierda a derecha a lo largo de 8 pies. Ese error aparece tanto si la abertura en V está en una barra dedicada como en una cara de un bloque giratorio.
Y el operador. Un ajuste de profundidad de 0.003″ puede mover el ángulo varias décimas según el ancho de la V. Si se pasa, desechas una pieza. Si se acerca lentamente, estás en oro.
En el doblado al aire, la abertura del troquel establece principalmente el radio interior y la ventana de tonelaje. No “fija” el ángulo final a menos que estés estampando hasta el fondo. Así que, mientras el bloque de 4 vías esté mecanizado en escuadra, asentado limpio y bien sujetado, no es la variable dominante en la pila de tolerancias.
El material y el ajuste son los que gobiernan esa pila.
Entonces, si el propio proceso vive en un mundo de ±0.5 grados, ¿qué estamos comprando realmente cuando insistimos en troqueles de un solo propósito?
Imagina un plano que especifica 90° ±1°. Requisito funcional: el soporte se acopla a un bastidor soldado con orificios ranurados. Logras 90.6°. Se ensambla perfectamente. El cliente nunca nota la diferencia.
Ahora imagina que pierdes 43 minutos de este turno cambiando a una V dedicada de 0.875″ porque “es más precisa”, y reduces tu variación promedio de ±0.5° a, digamos, ±0.3° en doblado al aire. Eso son dos décimas de grado más estrecho en una tolerancia que permite un grado completo.
¿Qué ganaste realmente?
Ni ajuste. Ni función. Ni satisfacción del cliente. Ganaste un número más pequeño en un transportador mientras el taxímetro seguía corriendo y las ruedas no giraban.
Hay excepciones. Soportes aeroespaciales con ±0.25°. Barras conductoras eléctricas acuñadas donde el ángulo afecta la presión de contacto. Prensas antiguas con repetibilidad deficiente donde el estampado total enmascara defectos mecánicos. En esos casos, el utillaje de un solo propósito no es un exceso: es control de riesgo.
Pero si eso representa el 5% de tu trabajo y equipas el otro 95% como si todo fuera aeroespacial, estás pagando una prima de precisión que nadie está cobrando.
Ya demostramos que la pérdida de capacidad es real: 15 horas y 46 minutos al mes en una sola prensa. Si la herramienta más precisa no genera nuevos ingresos ni evita desperdicios medibles, no es “mayor calidad”. Es sobreingeniería disfrazada de artesanía.
Así que una vez que el miedo a la precisión se elimina de la mesa para la mayoría del trabajo de alta mezcla, las quejas cambian.
“Esos bloques de 4 vías son pesados.”
“Son incómodos de rotar.”
“Me hacen más lento.”
Bien. Ahora por fin estamos discutiendo sobre fricciones reales en el piso del taller, en lugar de fantasmas de tolerancia imaginarios.
Si la precisión no es el verdadero problema, ¿los troqueles de 4 vías realmente ralentizan a los operadores en el uso diario?
Hablemos de lo que sienten tus muchachos en la espalda y los hombros, no de lo que dice el catálogo. Un bloque sólido de 4 vías puede pesar 85 libras. Una barra de troquel en V individual puede pesar 28. Uno lo puedes colocar con fuerza. El otro te hace buscar el polipasto.
Así que la objeción suena práctica: menos cambios, claro — pero cambios más pesados.
Justo. La gravedad es invencible.
Pero esto es lo que importa en un turno real. No pagas por libras levantadas. Pagas por minutos en los que la prensa está en silencio. Un levantamiento más pesado hecho una vez supera seis levantamientos más ligeros hechos seis veces, porque cada uno de esos cambios ligeros aún significa aflojar, sacar, colocar en el estante, buscar, alinear, sujetar, hacer una prueba, ajustar. El peso no es lo que se come tu margen. La repetición lo es.
Y la repetición es engañosa.
Imagina dos escenarios en un día de alta variabilidad.
Escenario A: seis cambios de troqueles en V individuales. Cada uno toma 7 minutos de principio a fin si el estante está cerca y el operador no está buscando calces. Son 42 minutos en los que el taxímetro está corriendo y las ruedas no giran.
Escenario B: un bloque de 4 vías instalado al comienzo del turno. Toma 11 minutos porque usas el polipasto, lo colocas con cuidado, lo alineas con precisión. A mitad del turno, lo giras una vez — 6 minutos, levantamiento controlado, giro de 90 grados, re-sujeción.
Diecisiete minutos en total.
Incluso si soy generoso y digo que la rotación es incómoda y cuesta 8 minutos, estás en 19. Eso sigue siendo 23 minutos de vuelta en tu bolsillo hoy. En 22 días laborales, eso son 506 minutos — 8 horas y 26 minutos — de capacidad que ya pagaste y nunca vendiste.
Y eso asumiendo solo una rotación.
Ahora, pongámoslo a prueba. Sí, rotar un bloque sólido en el aire con cadenas requiere coordinación. Si tu operador se apresura, puede asentar mal el troquel, generar desgaste e incluso arriesgar un dedo. Eso es real. Pero ¿sabes qué más es real? Seis oportunidades separadas para desalinear seis barras separadas. Seis posibilidades de atrapar residuos bajo un hombro. Seis ciclos de sujeción.
¿Qué proceso realmente crea más oportunidades de error durante un mes?
Dime lo que ves en tu taller.
No todos los de 4 vías son anclas de barco.
Un bloque sólido de 8 pies es una estrategia. Los troqueles de 4 vías seccionalizados — divididos en segmentos de 2 o 3 pies — cambian completamente la ecuación de manejo. Ahora estás levantando de 35 a 45 libras por sección. Giras solo lo que necesitas a lo largo de la longitud de trabajo. ¿Pieza corta? Gira un segmento. Deja el resto quieto.
Eso no es teoría. Es menos acero moviéndose por el aire.
Y aquí está la ganancia silenciosa: con bloques seccionados, dejas de tratar el freno como un muelle de carga. El polipasto baja una vez, no cada hora. El operador no está caminando 12 metros hasta el estante de herramientas porque las cuatro aberturas en V comunes ya están colocadas en la cama.
Pero si un bloque cubre cuatro aberturas comunes, eliminas ciclos completos de extracción y reemplazo durante el turno.
Sí, una sola matriz en V dedicada sigue siendo la reina para geometrías ajustadas con pestañas cortas donde el tamaño de la abertura es crítico. No te estoy contando un cuento de hadas. Si el trabajo realmente exige esa geometría exacta todo el día, usa la herramienta dedicada. Este argumento pertenece al doblado por aire de alta mezcla, no a una celda de producción de una sola pieza.
La pregunta no es “¿Es perfecta una de 4 vías?” sino “¿Elimina más movimiento del que agrega?”
En la mayoría de los horarios mixtos, sí lo hace.
Camina hasta la pared del fondo de tu departamento de frenos.
¿Ves esa fila de matrices en V que no combinan? 0.625, 0.750, 0.875, 1.000, 1.250. La mitad no se ha tocado en tres semanas, pero permanecen allí “por si acaso”. Cada una de esas piezas necesita espacio en el estante. Cada estante ocupa suelo. Cada pie cuadrado de suelo tiene renta, calefacción, seguro y coste de oportunidad asociados.
Un bloque de 4 vías combina cuatro de esos perfiles en una sola huella dentro de la máquina.
Ese cementerio de herramientas no es solo desorden. Es tiempo de caminar. Es tiempo de búsqueda. Es el operador preguntando, “¿Dónde está la V de 1 pulgada?” mientras el freno está silencioso. Incluso 3 minutos de búsqueda, dos veces al día, son 6 minutos. Durante 22 días, eso son 132 minutos — 2 horas y 12 minutos — perdidos en trabajo de rastreo.
Eso no lo ves en una hoja de cálculo. Lo sientes en las horas extras.
Así que sí, las matrices de 4 vías son más voluminosas en la mano. Requieren un polipasto y un poco de disciplina. Pero reducen la coreografía alrededor del freno — menos caminatas, menos estantes, menos manipulaciones.
Prefiero un levantamiento pesado por turno que seis ligeros, porque la gravedad no es lo que está matando tu margen — la repetición sí.
Ahora que hemos admitido que las compensaciones ergonómicas son reales pero medibles, la siguiente pregunta no es emocional.
Es financiera.
¿En qué punto el tiempo recuperado — 23 minutos aquí, 17 minutos allá — paga el precio de compra más alto en números claros y precisos?
El mes pasado, uno de nuestros frenos facturó $155 por hora. Trabajo de alta mezcla. Nada exótico. Lo rastreamos durante 22 días hábiles y encontramos un promedio de 23 minutos por turno perdidos estrictamente por cambios de matriz en V que no necesitábamos hacer.
Veintitrés minutos equivalen a 0.383 horas al día. Multiplícalo por $155 y obtienes $59.37 de capacidad perdida diariamente mientras el taxímetro sigue corriendo y las ruedas no giran. Durante 22 días, eso son $1,306.14 al mes.
Una matriz de 4 vías de $2,000 frente a $1,306.14 de capacidad mensual recuperada significa un punto de equilibrio de 1.53 meses — aproximadamente 6.4 semanas.
Esa es la matemática cuando el ahorro de tiempo es real y constante. Pero ¿qué pasa si tu mezcla es más ligera, tus cambios menos frecuentes y tu tarifa de facturación más baja?
Veamos tres escenarios. Sin polvo mágico. Solo tiempo de frenado.
Escenario 1: Taller conservador. Solo ahorras 12 minutos por turno. Eso es 0.2 horas × $140 por hora = $28 por día. En 22 días, $616. ¿Recuperación de $2,000? 3.25 meses.
Aún dentro de un trimestre.
Escenario 2: Rotación moderada. Ahorra 18 minutos. Eso es 0.3 horas × $155 = $46.50 por día. Mensual: $1,023. Recuperación: 1.95 meses.
Escenario 3: Mezcla alta, como la nuestra. Veintitrés minutos a $155 por hora: $1,306.14 por mes. Recuperación: 1.53 meses.
Observa qué impulsa la curva. No la tolerancia. No las especificaciones del catálogo. La frecuencia de los cambios.
Los datos de Guidewheel muestran un tiempo de funcionamiento medio del freno en 12.9%, el cuartil superior en 34.3%. Esa es una diferencia de 2.6× entre talleres que operan la misma clase de máquina. La diferencia no es la velocidad del recorrido. Es con qué frecuencia el freno permanece inactivo esperando la configuración o a la única persona que sabe cómo configurarlo.
Si un bloque cubre cuatro aberturas comunes, eliminas ciclos completos de extracción y reemplazo durante el turno. Eso no solo ahorra minutos, sino que amplía el grupo de operadores que pueden intervenir sin tener que supervisar la configuración.
Y cuando la falta de disponibilidad del operador representa el 19.5% del tiempo de inactividad en las dobladoras, esa flexibilidad no es un beneficio intangible. Es protección del tiempo facturable.
Así que la verdadera pregunta del punto de equilibrio es: ¿con cuántos cambios por turno estás lidiando en este momento?
Aquí está la objeción que escucho: “Si ese bloque de 4 vías se daña, pierdo cuatro aberturas a la vez.”
Justo.
Ahora pongamos precio a ese miedo.
Una matriz descuidada se desgasta 40% más rápido. La limpieza después de cada uso reduce el desgaste un 10–15%. La lubricación lo disminuye otro 20%. Las revisiones frecuentes añaden un 15–20% de vida útil. Esos porcentajes se aplican tanto si es una sola V como si es un bloque de 4 vías. Al acero no le importa tu filosofía de compras.
Lo que cambia es la concentración de ciclos. Un sistema de 4 vías recibe más impactos por bloque físico porque reemplaza múltiples varillas. Si estás realizando más de 500,000 ciclos al año, ya sabes que los componentes hidráulicos fallan al triple de la tasa bajo esa carga. Los ciclos altos exigen disciplina.
Pero la disciplina es más barata que la duplicación.
Digamos que en el peor de los casos dañas una matriz de 4 vías y necesitas $600 en reprocesado y acabado una vez cada 18 meses. Eso equivale a $33.33 por mes amortizado. Frente incluso al conservador aumento de capacidad mensual de $616, el riesgo no cambia la ecuación.
El riesgo real no es la consolidación. Es el manejo descuidado. Y el manejo descuidado desgastará igual de rápido cuatro matrices de un solo propósito; la diferencia es que no lo notarás porque el desgaste está distribuido en el estante.
¿Te preocupa la concentración de costos o te preocupa tu cultura de mantenimiento?
Camina esto un martes por la tarde.
Tu operador principal de prensa se reporta enfermo. El sustituto puede ejecutar la pieza, pero es más lento en los montajes. Cada cambio de matriz le cuesta 3 minutos adicionales porque verifica dos veces la alineación y busca la varilla correcta.
Tres minutos extra por cambio, cuatro cambios en un turno, eso son 12 minutos. A $155 por hora, son $31 perdidos hoy porque la habilidad no está distribuida de manera uniforme.
Guidewheel calcula la indisponibilidad del operador en 19.5% de tiempo de inactividad para las dobladoras. Las prensas son máquinas con alta densidad de habilidad. Cualquier cosa que simplifique la configuración reduce esa dependencia.
Una matriz de 4 vías no convierte a un novato en maestro. Pero reduce las decisiones. Menos extracciones de herramientas. Menos caminatas al estante. Menos ciclos de sujeción.
Y la fatiga es real. Seis cambios de matriz de 7 minutos cada uno son 42 minutos de trabajo sin corte. Una instalación y una rotación duran menos de 20. Menos lucha con el acero significa menos atajos a las 4:30 p.m., menos matrices mal colocadas, menos correcciones en el primer artículo.
No verás ese elemento en la factura de herramientas.
Lo verás en transiciones más fluidas, menos momentos de “¿dónde está la V de 1 pulgada?”, y una prensa que pasa más tiempo fabricando piezas en lugar de esperando a los humanos.
Entonces, ¿cuándo se vuelve gratuita una herramienta de $2,000?
Cuando los minutos recuperados, multiplicados por tu tarifa real de facturación, superan el precio de compra más rápido que en un trimestre — y cuando tu mezcla es lo suficientemente caótica como para que los cambios, no la velocidad del golpe, sean lo que te está limitando.
Las matemáticas son simples.
La pregunta más difícil es si la mezcla y la disciplina de tu taller te hacen candidato — o si tu verdadera limitación está en otro lugar.
No necesitas otro catálogo de matrices. Necesitas saber qué está realmente estrangulando tu prensa.
Si la frecuencia de rotación y la disciplina impulsan el ROI, entonces la verdadera pregunta no es “¿Es suficiente precisión un troquel de 4 vías?”. Es “¿Son los cambios de troquel la restricción, o estoy culpando al herramental por algo más?”. Porque si los culpables reales son los retrasos de programación, la preparación del material o la cobertura del operador, entonces puedes comprar todos los bloques multi‑V del mercado y, la prensa se queda muda.
Aquí es donde la mayoría de los talleres titubean. Tratan el herramental como gestión de inventario — cuántas barras, qué anchos, qué radios — en lugar de como estrategia de capacidad. Una prensa dobladora es un motor de ingresos con un taxímetro funcionando. Cada minuto dedicado a cambiar herramental es tiempo pagado en el que el contador sigue corriendo pero las ruedas no giran. Pero si tu contador corre porque las piezas no están preparadas o los programas no están probados, el herramental no es tu solución.
Entonces, ¿cómo separas el mito del mecanismo?
Primera pregunta: En un turno típico, ¿cuántos minutos está el ariete inactivo específicamente porque alguien está cambiando troqueles?
No esperando un montacargas. No ajustando un programa. Físicamente desabrochando, sacando, almacenando, instalando, alineando.
Si no puedes responder eso con un número — 12 minutos, 18 minutos, 43 minutos — estás adivinando. Registra tres turnos. Escríbelo. Si estás por debajo de 10 minutos totales por turno, el herramental probablemente no sea tu principal restricción. Si estás por encima de 20, tienes un patrón.
Segunda pregunta: Cuando tu operador principal no está, ¿aumenta el tiempo de configuración?
Si los cambios se alargan de 6 minutos a 11 porque el suplente verifica todo dos veces, esa diferencia es una pérdida de capacidad oculta directamente relacionada con la complejidad del herramental. Simplifica la matriz de herramientas y reducirás la brecha de habilidades. Si no hay aumento, tu proceso ya está estandarizado. La consolidación de herramientas no moverá mucho la aguja.
Tercera pregunta: ¿Tus aberturas en V más comunes están agrupadas o dispersas?
Extrae 60 días de datos de doblado. Si el 70–80 % de tus doblados por aire caen en cuatro ventanas de la Regla del Ocho — digamos 0.375″, 0.500″, 0.625″, 0.750″ — ahí hay terreno para consolidar. Si cada trabajo es un espesor exótico único o una aplicación de embutido de tolerancia estrecha, eres un taller personalizado y vivirás con más acero dedicado.
Estas tres respuestas te dicen si los cambios son fricción o solo ruido.
Y si apuntan a fricción, ¿qué cambias realmente sin sacrificar la precisión donde importa?
Aquí está el error: los talleres piensan que adoptar 4 vías significa ir con todo.
No es así.
Segmentas por tolerancia y frecuencia. El 80 % de los doblados que viven cómodamente dentro de las tolerancias estándar de doblado por aire — tus soportes, cubiertas, marcos del día a día — se trasladan al troquel de 4 vías. El 20 % que realmente exige una repetibilidad angular extremadamente ajustada, radios especiales o protección cosmética permanece en troqueles dedicados diseñados para ese trabajo.
Eso no es un compromiso. Es focalización de restricciones.
Sí, una V de propósito único puede superar a una multi‑V en precisión extrema de doblado por aire. Pero si esa ganancia se mide en fracciones de grado en piezas con tolerancias de plano de ±1°, ¿qué estás comprando realmente? Si un bloque cubre cuatro aberturas comunes, eliminas ciclos completos de retiro y reemplazo a lo largo del turno. Mantienes la precisión donde paga y eliminas complejidad donde no lo hace.
¿Y qué hay de los troqueles laminados y hechos en casa que algunos fabrican soldando placas cortadas por chorro de agua?
Son ingeniosos. Baratos al principio. Pero ahora posees tiempo de ingeniería, riesgo de distorsión por soldadura, variabilidad en la alineación y retrabajo cuando la pila no está perfectamente cuadrada. Si la disciplina de tu planta es de clase mundial, tal vez sea viable. Si no, has cambiado el precio de compra por variabilidad — y la variabilidad se manifiesta como correcciones del primer artículo y persecución de ángulos.
¿Y los 4 vías personalizados adaptados para cada nuevo trabajo?
Eso es simplemente reinventar el problema de inventario con bloques más sofisticados. El punto es la estandarización alrededor de tu mayoría estadística, no perseguir cada caso extremo con acero hecho a medida.
Entonces, si apuntas al 80%, ¿qué le hace eso al cronograma en sí?
Imagínate una semana en la que los trabajos se secuencian por el espesor del material, no por el troquel que está actualmente en la prensa.
En lugar de agrupar piezas solo para evitar cambios, ejecutas lo que está listo. Ventas introduce una orden urgente de soportes calibre 14 al mediodía. Con una configuración de propósito único, estás mirando un cambio de 9 minutos más validación del primer artículo. Con un troquel 4 vías ya instalado que cubre la V requerida, es una rotación y una llamada de programa. Dos minutos. Tal vez tres.
Esa diferencia — digamos 7 minutos evitados — no suena heroica. Pero apílala a lo largo de cinco interrupciones en una semana y has recuperado 35 minutos. En 22 días laborables, eso son 946 minutos — 15 horas y 46 minutos — de capacidad que ya pagaste y nunca vendiste.
Más importante que las matemáticas es el cambio de comportamiento.
Cuando los cambios dejan de impulsar la secuenciación, tu programación se vuelve honesta. Dejas de esconder la ineficiencia dentro de “lo ejecutaremos cuando hagamos el próximo cambio”. La prensa se vuelve receptiva en lugar de frágil. Y la fragilidad es lo que te empuja a hacer horas extras, acelerar envíos y disculparte con los clientes.
Así que lleva esto adelante: deja de preguntar qué troquel es más preciso en aislamiento. Pregunta qué configuración permite que tu prensa haga piezas en lugar de esperar por ellas.
Porque una vez que ves la prensa como capacidad restringida — no como una vitrina de herramientas — el nivel correcto de inventario deja de ser un debate de compras y comienza a ser una decisión de rendimiento.


















