

Al mediodía, las nuevas almohadillas de poliuretano ya estaban tatuadas con brillantes cicatrices en forma de media luna. Freno de tres metros. Acero dulce de un cuarto de pulgada. Herramientas nuevas instaladas a las 7 a. m., la confianza alta. Para el segundo turno, el operador ya murmuraba algo sobre “otro lote defectuoso”.”
El mismo deslizamiento. El mismo desvío de ángulo. Almohadillas diferentes.
Cuando una almohadilla completamente nueva falla en cuestión de horas, no se trata de mala suerte. Estás frente a una escena del crimen. La pregunta no es “¿Qué proveedor se equivocó?”, sino “¿Qué en la trayectoria de la fuerza acaba de asesinar otra pieza sacrificial?”
He visto talleres tratar las almohadillas como fusibles. Algo resbala, los ángulos se desvían, el material se desliza, así que cambian el material blando y lo llaman mantenimiento. Parece una acción decisiva. Cuesta menos que el tiempo de inactividad. Y evita la incómoda posibilidad de que la máquina misma te esté mintiendo.
Pero los componentes sacrificiales cuentan historias. Cuando se desgastan de manera gradual y uniforme, es la abrasión haciendo su trabajo con honestidad. Cuando se rajan, aplastan, vitrifican o delaminan por zonas, son la concentración de carga, el error de sincronización o el desalineamiento hablando a través del caucho y el acero. Ciencia forense del piso de taller.
Entonces, ¿cómo distinguir entre una almohadilla que vivió su vida y una que fue ejecutada?
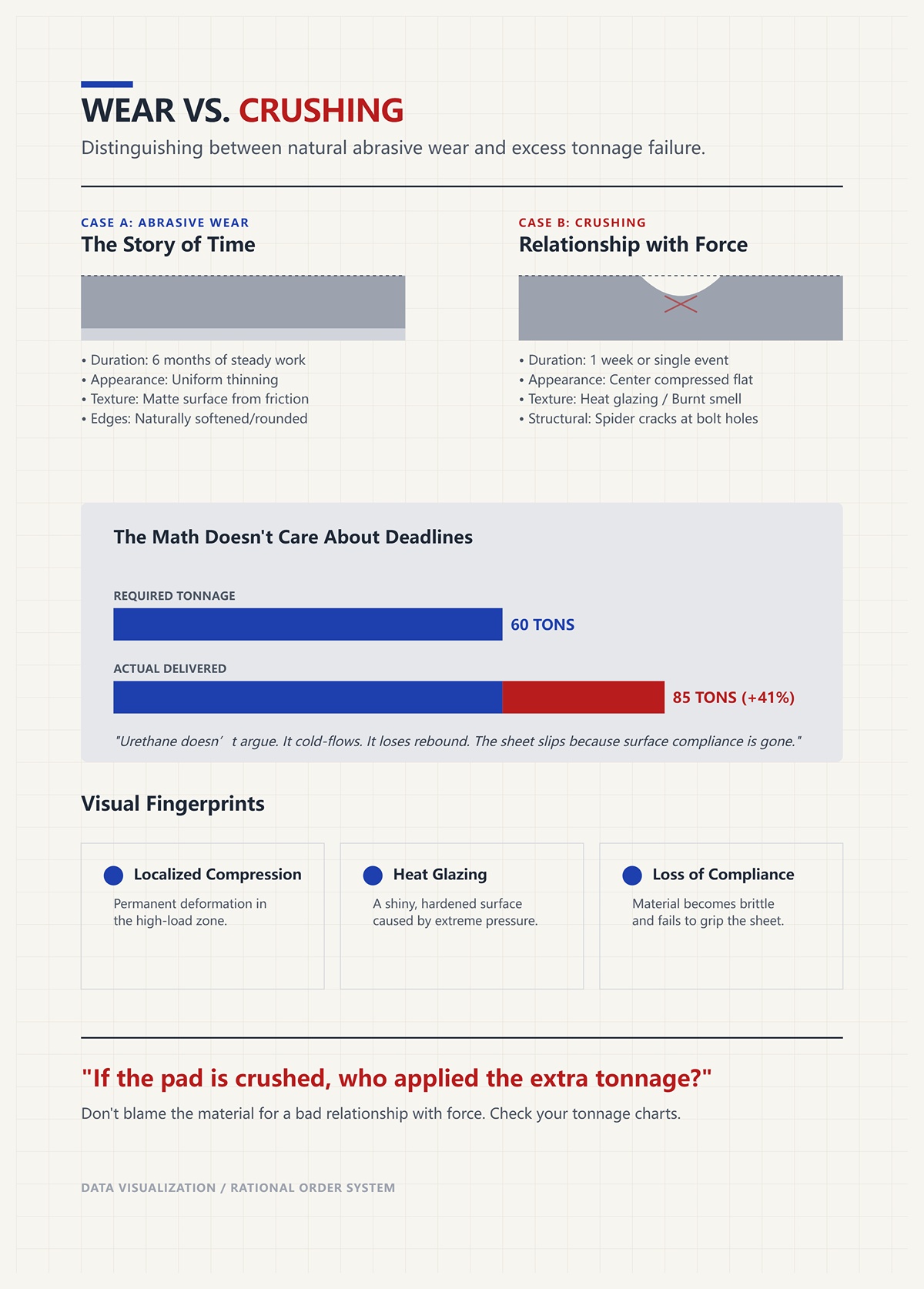
Saca una almohadilla que haya trabajado de forma constante durante seis meses. Verás un adelgazamiento uniforme. Bordes suavizados. Superficie mate por fricción. Eso es desgaste abrasivo: material sacrificado lentamente, como se diseñó.
Ahora saca una después de una semana y encuentra el centro comprimido, plano como una moneda, los bordes aún elevados, tal vez incluso con grietas radiales alrededor de los orificios de los pernos. Eso no es desgaste. Eso es aplastamiento.
Las matemáticas no se preocupan por tu fecha límite. Si tu doblado requiere 60 toneladas y estás aplicando 85 porque tu tabla de tonelaje no se actualizó con el espesor real del material, la almohadilla absorbe el exceso. El poliuretano no discute. Fluye en frío. Pierde rebote. En el siguiente ciclo, la lámina se desliza porque la superficie ya no tiene la misma capacidad de recuperación.
El exceso de tonelaje deja huellas: compresión localizada, vitrificación por calor, a veces un débil olor a quemado. La abrasión cuenta una historia de tiempo. El aplastamiento te habla de una mala relación con la fuerza.
Si la almohadilla está aplastada, ¿quién aplicó el tonelaje extra?

He visto tres reincidentes.
Primero: inclinación del ariete durante la transición de avance rápido a velocidad de conformado. La lámina contacta primero un lado, la presión se dispara localmente y la almohadilla se deforma de forma desigual. Para el operador, la pieza se desliza. Para la almohadilla, es un ataque unilateral. La raíz está en la sincronización de válvulas o en el desfase de sincronización, no en el material de fricción.
Segundo: retroalimentación de ángulo descalibrada. Las prensas modernas pueden corregir dentro de medio grado en fracciones de segundo, si los sensores dicen la verdad. Después de una actualización de software o una recalibración omitida, la máquina sobre-dobla, compensa y sobrecompensa. La almohadilla soporta cargas fluctuantes que parecen aleatorias. Culpas al agarre. El verdadero culpable es un bucle de control buscando en la oscuridad.
Tercero: descenso lento o inconsistente por problemas hidráulicos: poco aceite, guías desgastadas, una válvula de llenado atascada. Un síntoma, media docena de causas mecánicas. La lámina se desplaza microscópicamente antes del contacto total y se obtiene ese brillo revelador en la superficie de la almohadilla. El impuesto del novato es pedir material de fricción antes de revisar el nivel de aceite y la verticalidad de las guías.
Cuando tres errores distintos de máquina pueden producir el mismo “deslizamiento”, ¿por qué asumir que la pieza blanda es la culpable?
Un catálogo la llama universal: un solo compuesto, amplio rango de dureza, sirve para varios moldes. Perfecto para soportes agrícolas.
Ahora coloca esa misma almohadilla bajo piezas aeroespaciales de tolerancia estricta, con aleaciones mixtas en el mismo turno. Aluminio de 1/8 de pulgada por la mañana, acero de alta resistencia después del almuerzo. Diferente recuperación elástica. Diferente tonelaje requerido. Diferente energía superficial contra la almohadilla.
Un material uniforme en un entorno de fuerza variable es una apuesta.
Si ajustas con precisión el tonelaje y la alineación para cada trabajo, puedes usar una especificación de almohadilla más amplia de forma segura. Si no lo haces, estás pidiendo a una sola dureza y a un solo espesor que perdonen cada atajo en el montaje. No lo harán. El trabajo de alta precisión expone el mito porque el margen de error es más fino que la propia almohadilla.
Así que cuando una almohadilla “universal” sigue fallando solo en ciertos trabajos, ¿realmente es universal o tu proceso no lo es?
Digamos que un juego de almohadillas cuesta unos cientos de dólares y una hora de trabajo para reemplazarlo. Decisión fácil. La decisión difícil son dos horas con un indicador de carátula, verificación de presión, recalibración de sensores y una prueba en seco sin material.
Uno se siente productivo. El otro se siente como admitir que tú podrías ser el problema.
Pero cuando los fallos se agrupan—múltiples almohadillas en diferentes trabajos en un mes—eso no es desgaste aleatorio. Es deriva del proceso. En plantas de manufactura que rastrean la integridad de las almohadillas aguas arriba, los defectos aparecen por lotes porque el ciclo de prensado salió de especificación. La misma lógica se aplica aquí. La muerte repetida de almohadillas rara vez es coincidencia.
Cada reemplazo sin diagnóstico es solo reiniciar el reloj de cuenta regresiva. Estás pagando en poliuretano en lugar de atención.
Y si el mal uso de la fuerza sigue escribiendo la misma historia sobre almohadillas nuevas, ¿qué pasa cuando finalmente ponemos los números de tonelaje bajo la luz?
La primavera pasada estaba frente a una prensa plegadora de tres metros (diez pies) con una capacidad de 150 toneladas, mirando una almohadilla que había estado en servicio nueve días. El centro estaba aplastado, los bordes intactos, los orificios de los pernos empezando a alargarse. El operador juraba que el trabajo estaba “bien dentro de la capacidad”. A36 de un cuarto de pulgada sobre una matriz en V de 2 pulgadas.
Sobre el papel eso son 19,7 toneladas por pie. A lo largo de diez pies, 197 toneladas. Las matemáticas no se preocupan por tu plazo. Ya estabas 47 toneladas por encima de la capacidad de la máquina antes de siquiera llegar al fondo.
Cambia a una matriz en V de 3 pulgadas y la fuerza requerida baja a 13,9 toneladas por pie—139 toneladas en total. Mismo material. Misma longitud. Diferente ancho de la matriz. Ahora estás dentro del límite de la máquina y la almohadilla tiene una vida normal.
Así es como verificas el tonelaje antes de aplastar otro inserto: calcula la fuerza por pie para el espesor y la abertura en V reales, multiplícala por la longitud real del doblez y compárala con la capacidad nominal a lo largo del tramo de trabajo. No la etiqueta del costado. La carga distribuida a lo largo de la cama.
Porque si el tonelaje requerido excede la capacidad de la prensa o el límite de compresión de la almohadilla, el fallo no es una posibilidad. Es una cita en el calendario.
Y la mayoría de los talleres ni siquiera hacen los cálculos de esa manera.
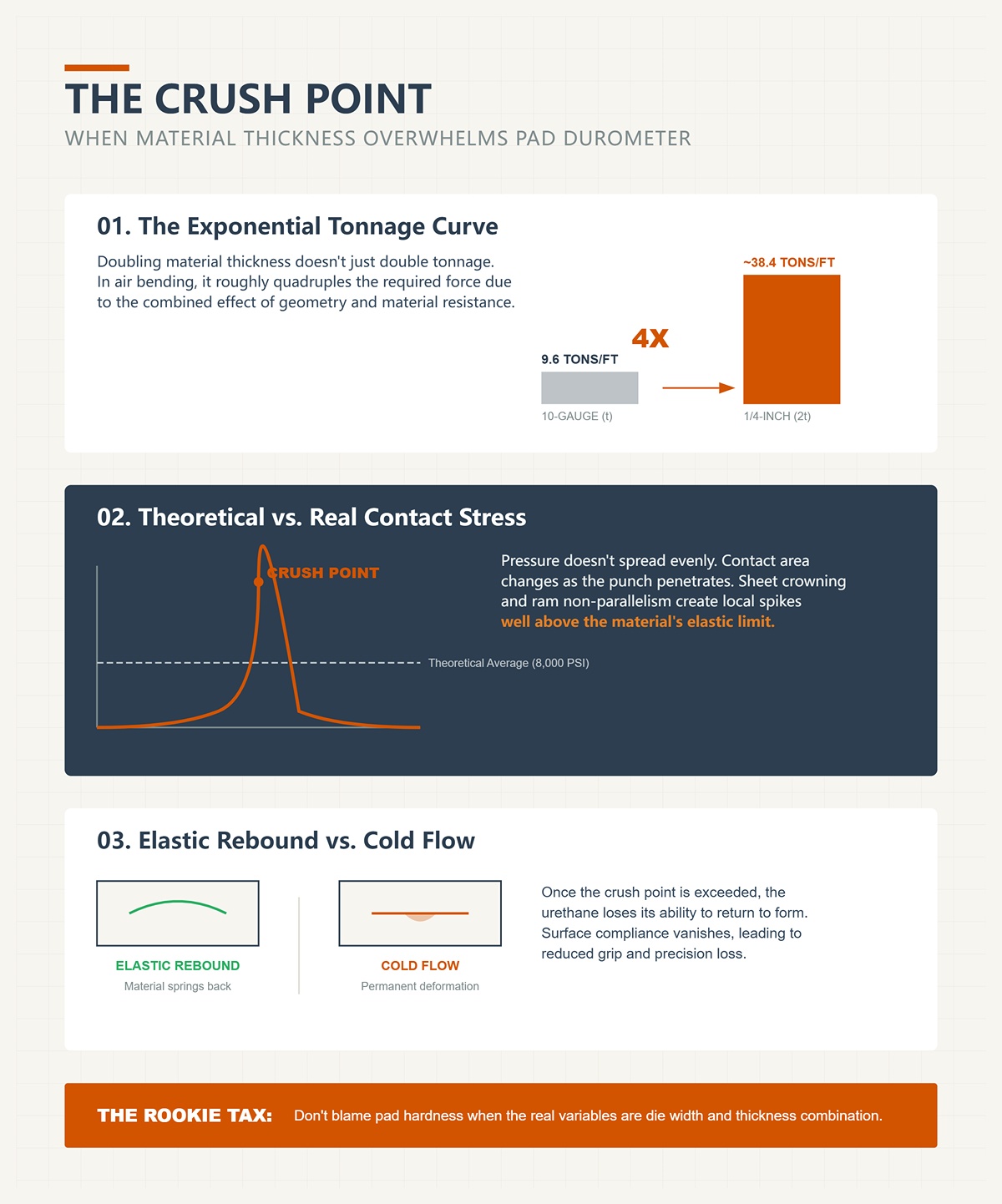
He visto un taller pasar de calibre 10 a 1/4 de pulgada y asumir que el tonelaje “aumenta un poco”. No es así. Duplicar el espesor aproximadamente cuadruplica el tonelaje requerido en el doblado al aire. Es la geometría y la resistencia del material trabajando en conjunto.
Si el calibre 10 necesita unas 9.6 toneladas por pie sobre una V de 1 pulgada, y duplicas el espesor, no estás en 19. Estás más cerca de cuatro veces la demanda original, dependiendo del ancho de la matriz. Esa es la curva.
Ahora imagina una almohadilla de poliuretano calificada hipotéticamente con una resistencia a la compresión de 8,000 psi. Aplicas 197 toneladas a lo largo de diez pies y asumes que se distribuye uniformemente. No lo hace. El área de contacto cambia a medida que el punzón penetra, especialmente si la lámina se abomba o el ariete no está perfectamente paralelo. La presión local se dispara muy por encima del promedio.
Ese pico es tu punto de aplastamiento. No cuando el catálogo dice que la almohadilla “debería” fallar. Es cuando el esfuerzo real de contacto supera la capacidad del material para recuperarse elásticamente. Después de eso, el poliuretano fluye en frío. No rebota. En el siguiente ciclo, tu agarre se reduce porque la capacidad de deformación superficial ha desaparecido.
Y aquí está la trampa: culpas a la dureza de la almohadilla cuando la verdadera variable era la combinación del ancho de la matriz y el espesor. Impuesto de principiante.
Pero incluso si tu tonelaje está técnicamente “dentro de la capacidad”, ¿por qué algunas almohadillas siguen saliéndose de posición?
Vi a un operador aumentar el tonelaje en 10% porque una lámina se deslizó durante el formado. Su lógica era simple: más fuerza, más agarre.
Bajo una presión moderada, el poliuretano se deforma lo suficiente como para adaptarse a las irregularidades de la superficie. Eso incrementa el área de contacto real y la fricción. Si sobrepasas cierto punto, comprimes en exceso la capa superficial. Se endurece localmente, se alisa e incluso puede pulirse por calor. Entonces tu área de contacto real disminuye.
Has aumentado la presión nominal pero reducido la fricción efectiva.
Agrega una leve inclinación del ariete—un lado contactando milisegundos antes que el otro—y creas un componente de fuerza lateral. La almohadilla, ahora sobrecomprimida y menos flexible, no puede absorberlo. La lámina “camina”. El operador aumenta más el tonelaje. La almohadilla muere más rápido.
Pero los componentes sacrificables cuentan historias. Cuando ves vetas pulidas en una dirección, no es desgaste al azar. Es cizallamiento lateral bajo una carga normal excesiva.
Entonces, si la presión por sí sola no es toda la historia, ¿qué ocurre cuando la misma matriz concentra la fuerza en un punto donde ningún polímero puede sobrevivir?
Toma ese mismo A36 de 1/4 de pulgada. Sobre una matriz en V de 1.5 pulgadas, el tonelaje requerido salta a aproximadamente 30 toneladas por pie. En diez pies, eso son 300 toneladas. El doble de la capacidad de nuestra prensa de 150 toneladas.
Ahora imagina que no estás doblando la longitud completa. Estás doblando tres pies en el centro. La máquina aún entrega la fuerza a través de la porción central del ariete. La carga por pie se dispara localmente, y estás por debajo de 60% del vano del marco lateral donde las características de deflexión cambian. La flexión del marco desplaza la carga hacia el centro.
Lo que el gráfico consideraba “aceptable” para un doblez de largo completo se convierte en abusivo en un doblez corto y centrado. Así es como obtienes almohadillas aplastadas en el medio mientras los extremos parecen nuevos.
El “bottoming” multiplica la agresión. Puede requerir aproximadamente cuatro veces el tonelaje del doblado al aire. El “coining” puede exigir diez veces. Si confundes una configuración de “bottoming” con el tonelaje de doblado al aire y dejas la almohadilla en su lugar, acabas de firmar su certificado de defunción.
Esto no se trata de tener una gran prensa. El exceso de capacidad rara vez daña las almohadillas porque solo aplicas lo que el trabajo requiere. El verdadero peligro son las matrices de tamaño insuficiente en máquinas pequeñas, buscando radios estrechos y pagando con poliuretano.
Entonces, cuando saques una almohadilla deformada, ¿cómo la lees como evidencia en lugar de basura?
Una almohadilla aplastada uniformemente a lo largo de su longitud me dice que superaste el tonelaje total. Todo el sistema estuvo sobrecargado. Eso es un error matemático directo.
Una almohadilla aplastada solo en el centro me indica una sobrecarga localizada: dobleces cortos, V estrecha o una deflexión del bastidor que concentra la fuerza en la mitad del tramo.
¿Compresión diagonal? Inclinación del pistón o sincronización hidráulica desigual.
Superficie brillante por calor con mínima compresión? Presión excesiva buscando fricción, probablemente combinada con un leve movimiento del material.
Los frenos modernos pueden corregir dentro de medio grado en fracciones de segundo, si los sensores dicen la verdad. Si la retroalimentación del ángulo se desvía, el sistema de control puede estar sobrecargando el tonelaje para alcanzar un ángulo objetivo que nunca estuvo mal en primer lugar. La almohadilla absorbe la corrección.
Esto es trabajo forense de taller. No empiezas ordenando insertos más duros. Empiezas recalculando el tonelaje por pie, verificando el ancho de la matriz en relación con el espesor, comprobando la longitud de doblado real frente al tramo nominal y confirmando el método de conformado: doblado al aire, al fondo o acuñado.
Porque una vez que el tonelaje aplicado supera lo que la almohadilla y el bastidor pueden distribuir con seguridad, el inserto no es el eslabón débil.
Es el testigo.
¿Quieres un proceso de verificación previo al trabajo que evite la falla de la almohadilla antes del primer doblez?
Empieza suponiendo que la almohadilla es inocente.
Una vez que hayas verificado el tonelaje por pie, la relación ancho de matriz-espesor, la longitud de doblado respecto al tramo nominal, y confirmado que estás doblando al aire—no accidentalmente al fondo—la siguiente variable no es “almohadilla más dura.” Es la lámina misma. Porque las almohadillas de freno de prensa son componentes sacrificables de un sistema mecánico mayor, y ese sistema incluye la metalurgia que se encuentra entre el punzón y la matriz. Ignora eso, y no estarás resolviendo una falla: estarás programándola.
Las matemáticas no se preocupan por tu fecha límite. El acero inoxidable y el aluminio pueden compartir espesor, compartir ángulo de doblado, compartir el utillaje, y aun así requerir trayectorias de fuerza completamente diferentes. Si tu lista de verificación del proceso termina en “la máquina y la matriz se ven bien”, solo has despejado la mitad de la escena del crimen.
Entonces, ¿qué le hace el material a tu almohadilla que la almohadilla no puede revertir?
Dobla láminas de aluminio 5052 de 1/8 de pulgada durante todo el día sobre una V moderada, y una almohadilla de urethana de dureza media se comporta como una heroína. Se adapta, aumenta el área de contacto real, estabiliza la lámina. Obtienes dobleces limpios y marcas mínimas.
Cambia a acero inoxidable 304 con el mismo espesor y geometría, y de repente la almohadilla empieza a pulirse, vitrificarse o incluso a desplazarse de su posición.
Eso no es un capricho. Es metalurgia.
El aluminio fluye temprano y se deforma. El acero inoxidable se resiste, se endurece con el trabajo y exige un esfuerzo de conformado mayor para la misma geometría. Mayor esfuerzo de conformado significa una fuerza de reacción más alta de regreso hacia la almohadilla. Incluso si tu tonelaje total está dentro de la capacidad, la presión de contacto en la interfaz punzón-almohadilla aumenta porque el acero inoxidable no “cede” con tanta facilidad.
El poliuretano prospera con la deformación controlada. El acero inoxidable lo lleva más rápido hacia su límite de compresión. Si culpas a la almohadilla, estás pagando el impuesto de novato por una mala interpretación de la metalurgia.
Pero la resistencia no es toda la historia. El acero inoxidable también recupera su forma con más fuerza.
Lo que significa que la lucha no ocurre solo durante el golpe descendente.
El retorno elástico es la recuperación después de retirar la carga. Todo material tiene memoria. El acero inoxidable tiene una memoria larga.
En el doblado al aire, se sobre-dobla intencionalmente para compensar esa recuperación. La elasticidad de la almohadilla puede ayudar a estabilizar la lámina durante el formado, pero no puede eliminar la deformación elástica almacenada en el metal. Si el acero inoxidable quiere abrir dos grados, lo hará, a menos que cambies la geometría o el método.
Aquí viene la parte incómoda: reducir el V-die de, digamos, una relación anchura-espesor de 12:1 a 8:1 puede disminuir dramáticamente el retorno elástico, independientemente del material de la almohadilla. El doblado al fondo lo reduce aún más porque se fuerza una mayor deformación plástica en la zona del doblez. La geometría vence al polímero.
Así que si le pides a una almohadilla de poliuretano que “mantenga” el acero inoxidable en ángulo mientras usas una V ancha pensada para aluminio, le estás pidiendo a la elasticidad que luche contra la memoria del material. No puede ganar esa pelea por mucho tiempo.
La almohadilla se comprime. La lámina aún se abre. El operador aumenta el tonelaje. Ahora vuelves a aplastar un componente sacrificial para compensar una elección de geometría.
Y cuando eso no soluciona el ángulo, ¿cuál es el siguiente instinto?
Almohadilla más dura.
El durómetro es una medida de dureza en elastómeros. Número más alto, almohadilla más rígida.
Suena lógico: el acero inoxidable es más resistente, así que usa una almohadilla más resistente.
Las matemáticas no se preocupan por tu lógica.
Una almohadilla más dura se deforma menos bajo carga. Menos deformación significa menos área de contacto real entre la almohadilla y la lámina. La fricción no escala linealmente con la presión nominal; depende del contacto microscópico real. Al endurecer la interfaz, reduces la conformidad. Ahora la lámina es más propensa a micro-resbalones durante el golpe.
El micro-resbalón se manifiesta como ángulos de doblado inconsistentes.
Aquí está el giro que la mayoría de los talleres pasa por alto: una almohadilla más dura puede aumentar el esfuerzo de contacto máximo porque la carga se distribuye sobre menos puntos de contacto microscópicos. Ese esfuerzo local puede empujar el material más cerca de su límite elástico durante el formado, aumentando la variabilidad del retorno elástico. Tu configuración “más fuerte” produce dobleces más suaves y menos repetibles.
La vanidad del tonelaje se encuentra con la vanidad del durómetro.
Y si tu sistema hidráulico tiene incluso una ligera inestabilidad—aire atrapado, válvulas lentas—esa almohadilla más rígida transmite directamente esas oscilaciones de fuerza a la lámina en lugar de amortiguarlas. Lo que parece “almohadilla demasiado blanda” en realidad era un sistema que necesitaba conformidad para mantenerse estable.
Así que la dureza no es una mejora universal. Es un parámetro de ajuste dentro de un sistema de fuerzas.
Lo que deja a un saboteador silencioso más.
Puedes calcular el tonelaje. Puedes elegir el ancho de la matriz. Puedes igualar el durómetro con la aleación.
Entonces alguien limpia la lámina con el aceite equivocado.
Los lubricantes de formado ligero, los aceites de laminación e incluso el refrigerante residual cambian el coeficiente de fricción en la interfaz almohadilla-lámina. No por poco. Lo suficiente para que la conformidad cuidadosamente seleccionada ya no se traduzca en agarre. La lámina se desplaza durante la carrera descendente, y la almohadilla muestra un pulido lateral. Culpas a la elasticidad.
Pero los componentes sacrificables cuentan historias.
Si el patrón de desgaste es suave y direccional sin compresión profunda, empiezo a examinar el estado de la superficie, el desgaste de los dedos del tope trasero y la fuerza de sujeción antes de llamar al proveedor de almohadillas. El agarre mecánico asume contacto limpio. Las películas químicas reescriben esa suposición.
Y aquí está la verdad silenciosa: ninguna almohadilla compensa una interfaz resbaladiza combinada con una sujeción marginal. Ese no es un problema del elastómero. Es un problema de control de proceso.
Así que tu proceso de verificación previa al trabajo no puede detenerse en las tablas de tonelaje y en la selección de la matriz. Debe incluir el grado del material, el temple, el retroceso elástico esperado, la proporción V elegida, el durómetro de la almohadilla y el estado de la superficie, verificados antes del primer ciclo.
Porque una vez que aceptas que las almohadillas operan dentro de un sistema material, la verdadera pregunta no es “¿Cuál almohadilla es la más fuerte?”
Es cuál almohadilla pertenece exactamente a esta combinación de aleación, geometría, fuerza y estado superficial.
Un supervisor una vez me entregó dos bloques de poliuretano aplastados y me preguntó qué “marca” prefería. Ambos habían fallado en menos de dos semanas. Uno estaba abombado en el centro. El otro se había partido limpiamente por un borde. Misma prensa. Mismo operador. Trabajos diferentes.
Ese es tu marco previo al trabajo, si sabes cómo leerlo.
Las matemáticas no se preocupan por tu plazo. Antes de elegir la ingeniería superficial—bloque, película, inserto, textura—debes fijar cuatro variables: tonelaje de formado calculado para la aleación y el espesor, apertura V seleccionada y método (aire vs. fondo), coronado y paralelismo de la máquina, y condición superficial de la lámina. Solo después de disciplinar la ruta de presión eliges qué se coloca entre el punzón y la matriz. De lo contrario, estás pagando el impuesto de novato por vanidad de tonelaje y lo llamas “almohadillas premium”.”
Las soluciones de superficie no corrigen la distribución de presión. Solo se comportan de manera predecible dentro de ella.
Entonces, ¿cuál pertenece a dónde?
Imagina cubiertas de aluminio 5052 de 3 mm, con la cara cosmética hacia afuera, 2,000 piezas por turno. El taller quiere cero marcas visibles. Colocan un bloque de matriz de poliuretano sólido y doblan al aire sobre él. Las piezas se ven limpias. El medidor de tonelaje marca más bajo que con acero. Todos se relajan.
El poliuretano es elástico. Se deforma, aumentando el área de contacto y reduciendo la tensión máxima de contacto. Por eso la tonelada requerida suele disminuir en comparación con las matrices en V de acero con la misma geometría nominal. La carga se distribuye a través del polímero en lugar de concentrarse en los dos hombros de la matriz.
Pero aquí está el inconveniente que he visto más de una vez: el poliuretano no es acero. Bajo ciclos repetitivos de alto volumen, especialmente con dobleces más profundos, fluye y se fatiga. Los talleres que doblan chapa laminada en frío calibre 12 sobre bloques de poliuretano aprenden esto rápidamente: los bloques se pulen, se comprimen permanentemente y luego se agrietan. Las matrices de acero podrían durar décadas en ese trabajo. El poliuretano no lo hará.
Y la química importa. Si cambias un poliuretano basado en TDI más flexible por un tipo MDI más rígido sin recalcular la deflexión y el comportamiento de curado, puedes convertir una solución amortiguadora en una quebradiza. He visto bloques astillarse en las esquinas porque la “mejora” era demasiado rígida para la tensión real que estaban absorbiendo. No es un bloque defectuoso. Es una elasticidad desajustada que amplifica un error de calibración de tonelaje.
El alto volumen y el poliuretano pueden coexistir, pero solo cuando la profundidad del doblez, la resistencia a la fluencia del material y la frecuencia del golpe están dentro del intervalo de fatiga del bloque. Eso requiere conocer tu fuerza de conformado real, no lo que dice la placa de identificación.
Si el bloque se está aplastando en el centro, pregúntate por qué tu presión alcanza su punto máximo allí.
Ahora cambiemos de escena. Acero inoxidable 304 delgado, 1,5 mm, tolerancia angular ajustada—más o menos medio grado—y un acabado satinado que no puede rayarse. El equipo elige una película de doblado sintética entre la chapa y la matriz.
En la primera ejecución, los ángulos salen sobre-doblados casi un grado. El operador aumenta el golpe del ariete. Aparece la inconsistencia.
¿Qué cambió? El espesor.
Una película de 0,8 mm reduce efectivamente tu abertura en V. Si estabas usando una V de 16 mm para material de 3 mm, agregar esa película cambia la geometría. La chapa ahora percibe un ancho de matriz más pequeño, aumentando la tensión de conformado y reduciendo el retroceso elástico. Si no ajustas eso, no estás “protegiendo la superficie”. Estás alterando la distribución de presión y fingiendo que no lo hiciste.
Las matemáticas no se preocupan por tu plazo de entrega.
Las películas destacan cuando la precisión pesa más que la amortiguación. Añaden una conformidad mínima en comparación con los bloques sólidos de poliuretano, por lo que la repetibilidad del ángulo puede ser más estricta, siempre que recalcules el ancho efectivo de la matriz y el tonelaje. Si ignoras eso, la película se convierte en una variable oculta que distorsiona tu trayectoria de fuerza. Presionar en exceso para alcanzar el ángulo a través de una película es solo una forma más silenciosa de sobrecarga.
Así que las películas exigen disciplina. No son una protección de colocación directa. Son modificadores de geometría.
Lo cual te hace preguntarte cómo se comportan los sistemas de “cambio rápido” cuando el espesor y los apilamientos cambian a mitad de turno.
He visto un taller cambiar de soportes de acero dulce a piezas de aleación de alta resistencia en menos de diez minutos usando insertos modulares de poliuretano. Rápido. Limpio. Impresionante.
Al final de la semana, los insertos mostraban desgaste desigual: aplastados en el tercio izquierdo de la cama.
El cambio rápido solo es rápido si la geometría de tu máquina es precisa. Los sistemas modulares dependen de un asiento consistente y un apriete uniforme. Unos pocos milésimos de desalineación a lo largo de una cama larga significan que la pila de insertos está soportando una carga desigual. A diferencia de una matriz monolítica, los insertos segmentados transmiten ese desequilibrio mediante una compresión diferencial.
Pero los componentes sacrificables cuentan historias.
Cuando solo ciertos módulos colapsan prematuramente, eso es trabajo forense en el taller que apunta a inclinación del ariete, mala compensación de curvatura o desgaste desigual de la cama. Las prensas modernas pueden corregir dentro de medio grado en fracciones de segundo, si los sensores dicen la verdad. Si no están calibrados, tu conveniencia modular se convierte en un mapa distribuido de fallas.
Los insertos modulares son excelentes cuando la variedad de productos es alta y el tonelaje se recalcula por trabajo. Son un acolchado costoso cuando los talleres asumen que la configuración de ayer aplica al material de hoy.
Si tus insertos se están desgastando de manera desigual, el problema no está en el catálogo de insertos.
Es el recorrido de la fuerza.
Lo que nos lleva a la fricción: el saboteador silencioso que la mayoría intenta corregir con textura.
Considera una lámina galvanizada con aceite residual del laminador. Durante la carrera descendente, la lámina se desliza un milímetro antes de morder. El operador culpa al “material resbaladizo” y ordena insertos texturizados con recubrimiento antideslizante.
La fricción no es solo aspereza. Es el área real de contacto bajo carga. Un inserto texturizado aumenta el engranaje mecánico, sí, pero también concentra el esfuerzo de contacto en los picos de las asperezas. Bajo alta tonelada, esos picos son los primeros en desgastarse. Si tu fuerza de sujeción y el soporte del respaldo son marginales, la textura enmascara el deslizamiento temporalmente mientras acelera el desgaste del inserto.
Limpia la lámina. Verifica la presión de sujeción. Confirma la alineación del respaldo. Luego decide si la textura es necesaria.
Las soluciones antideslizantes son adecuadas cuando la condición superficial no puede controlarse: piezas aceitadas de procesos anteriores, materiales recubiertos, altas exigencias cosméticas con marcado mínimo permitido. Pero deben coincidir con el esfuerzo real de conformado. Si las sobrecargas, el recubrimiento se convierte en el nuevo testigo sacrificial.
Una almohadilla, bloque, película, inserto o textura nunca es un borrador mágico para una mala distribución de la fuerza. Es el último elemento en una cadena que comienza con la elección de la aleación, la geometría del troquel y la tonelada calibrada.
Si eliges la ingeniería de superficies antes de verificar el recorrido de la presión, no estás resolviendo un problema.
Lo estás posponiendo.
Necesitas una manera sistemática de verificar la distribución de la presión antes de pedir otra caja de almohadillas premium.
Bien. Porque hasta que revises la alineación, el abombamiento y el paralelismo bajo carga, estás diagnosticando con los ojos vendados.
He estado junto a una prensa de diez pies donde los ángulos centrales estaban perfectos y los extremos variaban dos grados. Todos culpaban a las almohadillas. Las almohadillas eran nuevas, de alta dureza, lo suficientemente caras como para poner nervioso al departamento de contabilidad. Pero los componentes sacrificiales cuentan historias. El patrón de desgaste era más fuerte en el tercio izquierdo, pulido en el centro, casi intacto en el derecho. Eso no es un problema de material. Es la geometría confesando.
La ingeniería de superficies está aguas abajo. La geometría está aguas arriba.
Si no verificas que el bastidor y el ariete estén aplicando la fuerza de manera uniforme a lo largo de la bancada, cada almohadilla que instales será solo tiza al final de un taco torcido. Así que analicemos correctamente la escena del crimen.
Cinco milésimas de pulgada no asustan a la mayoría de las personas.
Deberían hacerlo.
Las matemáticas no se preocupan por tu plazo. En una cama de 120 pulgadas, 0.005 pulgadas de inclinación significa que un lado de tu matriz se cierra antes. Ese lado toma la carga primero. El poliuretano no distribuye la carga como el acero; se comprime donde recibe el golpe. Así que el lado que hace contacto antes soporta una tonelada desproporcionada hasta que el resto del ariete se pone al día. Eso no es amortiguación. Es sobrecarga localizada.
Hipotético, pero realista: estás conformando 5052 de 1/8 de pulgada a lo largo de ocho pies. La tonelada requerida indica 60 toneladas. Debido a la desalineación, las 30 pulgadas de la izquierda efectivamente hacen contacto primero y absorben un pico —tal vez no las 60 completas, pero un porcentaje agudo de ellas— antes de que el resto participe. Ese pico excede el límite de fatiga por compresión de la almohadilla en esa zona. Después de una semana, esa sección se abomba y se agrieta. El resto parece estar bien.
Impuesto de novato.
Los frenos CNC modernos detectarán desviaciones del eje Y más ajustadas que una fracción de milímetro a lo largo del recorrido, y deberían hacerlo. Si tu cero mecánico está desajustado, si tus guías están desgastadas, si tus guías tienen una holgura que puedes sentir con una uña, no estás doblando de manera uniforme. Estás reduciendo la vida útil en un lado de cada capa sacrificada que instales.
Y cuando la almohadilla falla de manera asimétrica, la máquina simplemente te dijo dónde mirar.
Entonces, ¿por qué algunas camas desgastan las almohadillas en el centro mientras los extremos permanecen intactos?
Imagina una cama larga bajo una carga pesada.
El acero se deflecta. Los bastidores se expanden. Eso no es un defecto; es física. Sin coronado —una compensación intencional hacia arriba en la cama o el ariete— el centro se hunde bajo la carga. La abertura de la matriz se estrecha efectivamente allí. La lámina experimenta un mayor esfuerzo de conformado en el centro que en los extremos.
Ahora agrega una almohadilla flexible.
El centro se comprime más fuerte porque experimenta mayor tensión. Con el tiempo, obtienes un canal desgastado en el medio de la almohadilla mientras los extremos todavía parecen nuevos de fábrica. Los operadores lo llaman “material de lote defectuoso”. Yo lo llamo deflexión sin corregir.
Las máquinas de gama alta con bastidores rígidos y retroalimentación de ángulo en tiempo real reducen este drama. Minimizan la deflexión tan agresivamente que el coronado se vuelve sutil, a veces casi invisible en el trabajo diario. Pero los frenos más antiguos, las camas largas de más de tres metros, el coronado mecánico por cuña se gana su precio allí porque contrarresta el hundimiento con compensación rígida y predecible en lugar de deriva hidráulica.
Las almohadillas no corrigen el hundimiento. Se adaptan a él.
Si el centro se está desgastando primero, el bastidor está hablando.
Pero aquí está el detalle: revisar el coronado en reposo te dice casi nada sobre lo que sucede cuando 100 toneladas golpean la cama.
Entonces, ¿cómo estás midiendo el paralelismo?
La mayoría de los talleres verifican la alineación con el ariete estacionado y la máquina en silencio.
Esa es la mitad de la escena del crimen.
Bajo carga, la fricción en las guías desgastadas, la lubricación desigual o una holgura excesiva en las guías pueden hacer que el ariete pierda paralelismo a mitad del recorrido. He visto frenos que parecen cuadrados en un indicador de carátula en reposo, y luego se tuercen lo suficiente bajo la presión de conformado como para desviar los extremos por grados. Los operadores culpan al coronado. Añaden calzas. Cambian almohadillas.
Mientras tanto, el verdadero culpable es la holgura en la que podrías deslizar una galga de 0.008 pulgadas en la cuña.
A las matemáticas no les importa tu plazo. Bajo carga, los vectores de fuerza cambian. Si una guía se atasca, el lado opuesto soporta más carga. El carro no desciende como un plano; desciende como un compromiso entre fricción y fuerza. Tu almohadilla se convierte en el amortiguador de ese compromiso.
Así que mides durante la carrera. Recorrido completo. Bajo tonelaje representativo. Indicadores de carátula en ambos extremos. Pruebas de doblado a lo largo de toda la longitud. Compara los ángulos a igual distancia del centro. No estás persiguiendo la perfección; estás mapeando la deflexión.
Porque una vez que ves cómo se comporta la máquina cuando trabaja, no cuando posa, puedes distinguir entre una verdadera necesidad de coronado y el descuido en el mantenimiento del carro.
Y eso nos lleva a la tentación que veo con demasiada frecuencia.
Si la cama no es perfectamente fiel, ¿una almohadilla más blanda es un amortiguador inteligente o gasolina sobre el fuego?
Más blando se siente más seguro.
No lo es.
Una almohadilla de menor dureza (durometer) incrementa la conformidad. La conformidad magnifica las diferencias de presión. Donde la fuerza es ligeramente mayor, la compresión aumenta desproporcionadamente. Eso cambia la geometría efectiva de la matriz localmente: un V más estrecho aquí, un V más ancho allá. El retroceso elástico varía a lo largo de la pieza. Ahora estás persiguiendo el ángulo con ajustes del carro que enmascaran el verdadero problema de distribución.
Eso es vanidad de tonelaje: creer que puedes forzar la uniformidad en un sistema que no es uniforme.
En una máquina perfectamente alineada y correctamente coronada, una almohadilla más blanda puede proteger las superficies sin arruinar la consistencia. En una máquina con inclinación o comba oculta, se convierte en un amplificador de los pecados geométricos. La almohadilla no iguala la fuerza; revela dónde la fuerza es desigual al fallar más rápido ahí.
Los componentes sacrificables no mienten. Se deforman exactamente donde tu sistema es más débil.
Así que antes de especificar dureza, espesor o marca, verifica la trayectoria de la fuerza: alineación bajo carga, compensación de coronado, paralelismo durante la carrera, condición de las guías, holgura de la cuña. Trata los patrones de desgaste como evidencia, no como una molestia.
Porque una vez que entiendes cómo estos asesinos invisibles moldean la distribución de la presión, la siguiente pregunta no es qué almohadilla comprar.
Es cómo ejecutar una secuencia de diagnóstico disciplinada antes de comprar cualquier cosa.
Quieres la secuencia exacta para verificar alineación, coronado y paralelismo bajo carga antes de comprar otra almohadilla.
Bien. Porque si cambias el consumible antes de verificar la trayectoria de la fuerza, no estás corrigiendo un problema, estás pagando matrícula por el mismo error.
Esto es ciencia forense de taller. La almohadilla es la víctima. La máquina es el sospechoso. La secuencia importa porque cada paso elimina un escondite de mala distribución de fuerza. Si saltas el orden, enmascararás un error con otro.
Aquí está el protocolo.
Las matemáticas no se preocupan por tu plazo de entrega.
Comience con la fuerza real del ariete bajo carga, no con la etiqueta en el costado del bastidor ni con el número que su software predijo. El tonelaje nominal se aplica a lo largo de una longitud distribuida, a una distancia definida de los soportes. Cambie el ancho del troquel, cambie la longitud del doblez, concentre la carga, y el estado real de esfuerzo se modifica.
Instale sensores de fuerza calibrados o verifique las celdas de carga existentes. Cinco minutos de datos reales bajo un doblez representativo superan veinte minutos de pruebas y conjeturas. He visto máquinas exceder el rendimiento en un 15 por ciento porque el ajuste de cero se desvió. He visto otras informar de menos mientras golpeaban silenciosamente el centro de la cama.
Si su requisito calculado es de 60 toneladas y sus sensores indican 72 en el pico, eso no es un error de redondeo. Es una sobrecarga concentrada en algún lugar.
Y si no confía en los sensores, pruébelos con un doblez de prueba controlado en acero dulce y compare el ángulo frente al resorteo previsto. Las prensas modernas pueden corregir dentro de medio grado en fracciones de segundo—si los sensores dicen la verdad.
¿Por qué empezar aquí?
Porque cada verificación de alineación y de corona que haga después depende de saber qué carga está aplicando realmente. Si diagnostica la geometría bajo una mentira, sus conclusiones estarán torcidas.
Así que una vez que confíe en el tonelaje, ¿a través de qué geometría actúa esa fuerza?
Antes de tomar una llave, confirme que la apertura del troquel y el radio del punzón coinciden con el material que está en el piso—no con el del trabajo de la semana pasada.
Un troquel en V estrecho no solo “aumenta el tonelaje”. Aumenta la presión localizada exponencialmente porque el área de contacto se reduce mientras el momento de flexión requerido sigue vinculado al espesor y a la resistencia a la tracción. Así es como una máquina clasificada de manera segura para una carga larga y distribuida termina sobresforzando una sección de 24 pulgadas en el centro.
Aquí es donde se infiltra la vanidad del tonelaje. Los talleres presumen de trabajar cerca de la capacidad máxima sin preguntarse si la carga se comparte uniformemente a través de la cama o se concentra como un cincel.
Valide tres cosas:
Si el software precalcula con una precisión de ±2 por ciento, bien. Úselo. Pero confirme que los datos de entrada reflejan la realidad. Sustituya 5052 por acero inoxidable y mantenga el mismo utillaje, y su predicción “precisa” se convierte en ficción.
Una vez que la geometría del troquel sea correcta, habrá definido el caso de carga previsto.
Ahora pregúntese: ¿la máquina entrega esa carga de manera uniforme desde el ariete hasta la cama?
Aquí es donde la mayoría de los talleres dejan de pensar y comienzan a calzar con láminas.
Comprueba el paralelismo en reposo si quieres un calentamiento. Luego compruébalo bajo carga si quieres la verdad. Indicadores en ambos extremos. Tonelaje representativo. Carrera completa. Observa la transición de la aproximación rápida a la velocidad de conformado: aquí es donde aparece la torsión oculta.
Mira la holgura de las guías. Patrones de desgaste desiguales. Lubricación de las guías. Configuraciones de coronamiento mecánico frente a la deflexión real de la mesa. El acero se deforma; eso es física. La cuestión es si tu compensación coincide con tu caso de carga.
Si el centro se deforma más de lo que el coronamiento compensa, el troquel se estrecha allí bajo presión. Si una guía se atasca, el lado opuesto soporta más carga. Tu almohadilla se convierte en la capa de cumplimiento que absorbe esa asimetría.
Pero los componentes sacrificables cuentan historias. ¿Una hondonada en el centro? Probablemente una flecha no corregida. ¿Esquinas aplastadas en un extremo? Inclinación del ariete o fricción desigual en las guías.
No estás persiguiendo un cero perfecto. Estás mapeando cómo viaja la fuerza desde el cilindro hasta la lámina y la cama.
Una vez que la trayectoria es recta y predecible, solo entonces tiene sentido la selección de la almohadilla.
Ahora —y solo ahora— eliges la almohadilla.
La dureza, el espesor y el módulo compresivo deben coincidir con una distribución de presión conocida y verificada. Una almohadilla más blanda en un sistema torcido amplifica la inconsistencia. Una almohadilla más dura en un sistema sobrecargado falla más rápido y de manera más dramática.
Piensa en la almohadilla como en un fusible. El tamaño del fusible se determina después de conocer el voltaje y la corriente del circuito, no antes.
Si tu tonelaje está calibrado, la geometría de tu troquel es correcta y la trayectoria de la fuerza está mapeada bajo carga, la elección de la almohadilla se vuelve sencilla: proteger el acabado superficial, absorber variaciones menores, mantener la consistencia del ángulo. Es una decisión de acabado, no estructural.
Y ese cambio en el momento es todo el punto.
Porque la verdadera pregunta nunca fue sobre el poliuretano.
Durante treinta años he visto talleres pararse frente a una prensa plegadora de tres metros, mirando una almohadilla destrozada como si los hubiera traicionado.
No fue así.
La almohadilla estaba haciendo su trabajo: sacrificándose donde tu sistema era más débil. Cuando sigues esta secuencia, dejas de tratar el desgaste como algo aleatorio y comienzas a leerlo como datos. Tonelaje verificado. Geometría validada. Trayectoria de la fuerza observada bajo carga. Solo entonces entra en la conversación la selección del material.
La parte no obvia es esta: la falla de la almohadilla rara vez es el primer punto de decisión en el sistema. Es el último punto de control antes de que la física cobre su deuda.
Así que lo único que llevas contigo es algo simple e incómodo.
Antes de preguntar qué reemplazar, pregunta qué trayectoria está siguiendo realmente tu fuerza.


















