

Tiene el calibrador en una mano y la pieza en la otra. La primera pata mide 0.750″. La segunda pata, 0.782″. El desplazamiento se supone de 0.500″; él está leyendo 0.468″. Así que mueve el tope trasero dos milésimas, suaviza la presión, y ejecuta otra. Más cerca. Todavía desviado.
En el quinto ajuste se culpa a sí mismo.
Pero nada en esa escena es un fallo de técnica. Es matemáticas. Y comienza en el momento en que giras la pieza.
Estás formando una Z con una matriz en V estándar. Primera doblez hacia abajo. Sacas la pieza. Giras 180 grados. Recolocas. Segunda doblez hacia arriba. Dos doblados en aire separados, dos configuraciones separadas, dos oportunidades distintas de variación.
El doblado en aire significa que el ángulo se controla por la profundidad. La profundidad se controla por la posición del martillo. La posición se ve afectada por la variación del espesor del material, la dirección del grano, el rebote elástico y la deflexión de la máquina. Ya lo sabes.
Lo que quizás no estés considerando es esto: cuando volteas la pieza, la segunda doblez se referencia en una superficie que acaba de ser creada por la primera doblez. Cualquier error de ángulo, cualquier variación en la longitud de la pestaña, cualquier ligera curvatura se convierte en la base de la segunda operación.
Eso no es corrección. Es interés compuesto.

Veamos un caso hipotético sencillo. Mantienes ±0.5° en cada doblado en aire. Eso es respetable. En una pestaña de 1″, 0.5° equivale aproximadamente a 0.008″ de variación en altura. Ahora voltea la pieza.
Si la primera doblez está 0.5° abierta, la pestaña se apoya ligeramente alta contra el tope trasero en la segunda configuración. Ahora la profundidad de tu segunda doblez se referencia en una pata que ya está desviada. Si esa doblez también está 0.5° fuera, quizá en dirección opuesta, has acumulado error de ángulo más error de referencia al tope.
No sumaste 0.008″ y 0.008″. Los multiplicaste. Y cuando la dimensión de desplazamiento falla por 0.030″, parece misterioso.
No lo es.
Cada giro duplica la oportunidad de desviación. Para cuando la pieza “quiebra” en el contenedor de chatarra, no fue un golpe malo del martillo. Fueron dos buenos golpes sobre terreno inestable.
Traducción para el piso de producción: Si debes voltear la pieza, asume que tu segunda doblez se construye sobre una base imperfecta, así que deja de esperar que las tolerancias de la primera doblez se mantengan mágicamente en la segunda operación.
Entonces, si la acumulación está integrada, ¿qué te está costando además del retrabajo?

Cronometra el trabajo honestamente. Doble uno: insertar, posicionar, golpear. Extraer. Girar. Reinsertar. Reposicionar. Golpear. Extraer nuevamente.
Aunque cada paso de manipulación tome tres segundos, has añadido de seis a diez segundos por pieza. En 300 piezas, eso es casi una hora de puro movimiento—sin valor añadido, solo coreografía.
Y eso suponiendo que no haya piezas de prueba.
Ahora incorpora las corridas de ajuste. Porque cuando la segunda curva desplaza el desplazamiento, no estás ajustando una variable: estás persiguiendo la interacción entre dos. Así que aumentas la profundidad en la curva dos, lo que distorsiona ligeramente la pierna uno, lo que nuevamente desplaza tu desplazamiento total.
El tiempo de ciclo se infla no porque seas lento, sino porque estás resolviendo un problema geométrico en dos pasos desconectados.
Estás realizando dos curvados en aire independientes y esperando que se comporten como un único evento mecánico.
¿Por qué lo harían?
Imagina un conjunto de matriz escalonada diseñado para que ambas curvas se formen simultáneamente. El punzón y la matriz inferior están ajustados de modo que el material se captura y se lleva a una geometría fija en un solo movimiento descendente del martillo. Sin voltear. Sin segunda referencia. Sin volver a medir desde una pierna doblada.
Ambos ángulos ocurren al mismo tiempo, bloqueados por la geometría de la herramienta, no por suposiciones de profundidad.
Eso es lo que promete “un golpe”: eliminar la segunda configuración, eliminar la segunda superficie de referencia, eliminar el compuesto.
Ahora aquí está la razón por la que los talleres dudan. Las matrices de desplazamiento requieren punzones ajustados. A menudo requieren embutición, lo que significa mayor tonelaje que el doblado en aire casual. El espesor tiene que coincidir con la especificación de la matriz. El acero inoxidable y el aluminio aún necesitan margen de sobrecurvado para la recuperación elástica. No puedes ser descuidado.
Así que los operadores miran el gráfico de fuerza, miran su rutina estándar de V-matriz, y piensan que esto es una herramienta especial para trabajos raros.
Pero pregúntate: ¿tus fallos en el Z-bend realmente tienen que ver con la habilidad manual, o con intentar que dos doblados en aire separados se comporten como un solo sistema rígido?
Estás mirando el gráfico de tonelaje. Acero dulce. Calibre 10. Una V-matriz de 1″ dice que necesitas aproximadamente X toneladas por pie usando la fórmula estándar: P = 650 × S² × L / V.
Has hecho ese cálculo mil veces. Funciona—porque supone una cosa: una sola apertura en V, contacto uniforme, doblado en aire. Tres puntos de contacto. La profundidad controla el ángulo.
Ahora colocas una matriz de desplazamiento. Cavidad escalonada. Punzón ajustado. Dos hombros. Y todavía estás mirando esa misma fórmula como si aplicara.
Ahí es donde la gente se lesiona—o al menos se sorprende.
Porque una matriz de desplazamiento no es una matriz en V especial. Es una trampa mecánica rígida. Y en el momento en que la tratas como doblado en aire, estás resolviendo el problema de física equivocado.
Si un golpe elimina el apilado y la nueva referencia, ¿cuáles son entonces las compensaciones? Fuerza. Flexibilidad. Sensibilidad. Eso es lo que vamos a desglosar.
Coloca una pieza de calibre 14 sobre una matriz escalonada y baja el martillo lentamente en modo de configuración. Observa atentamente.
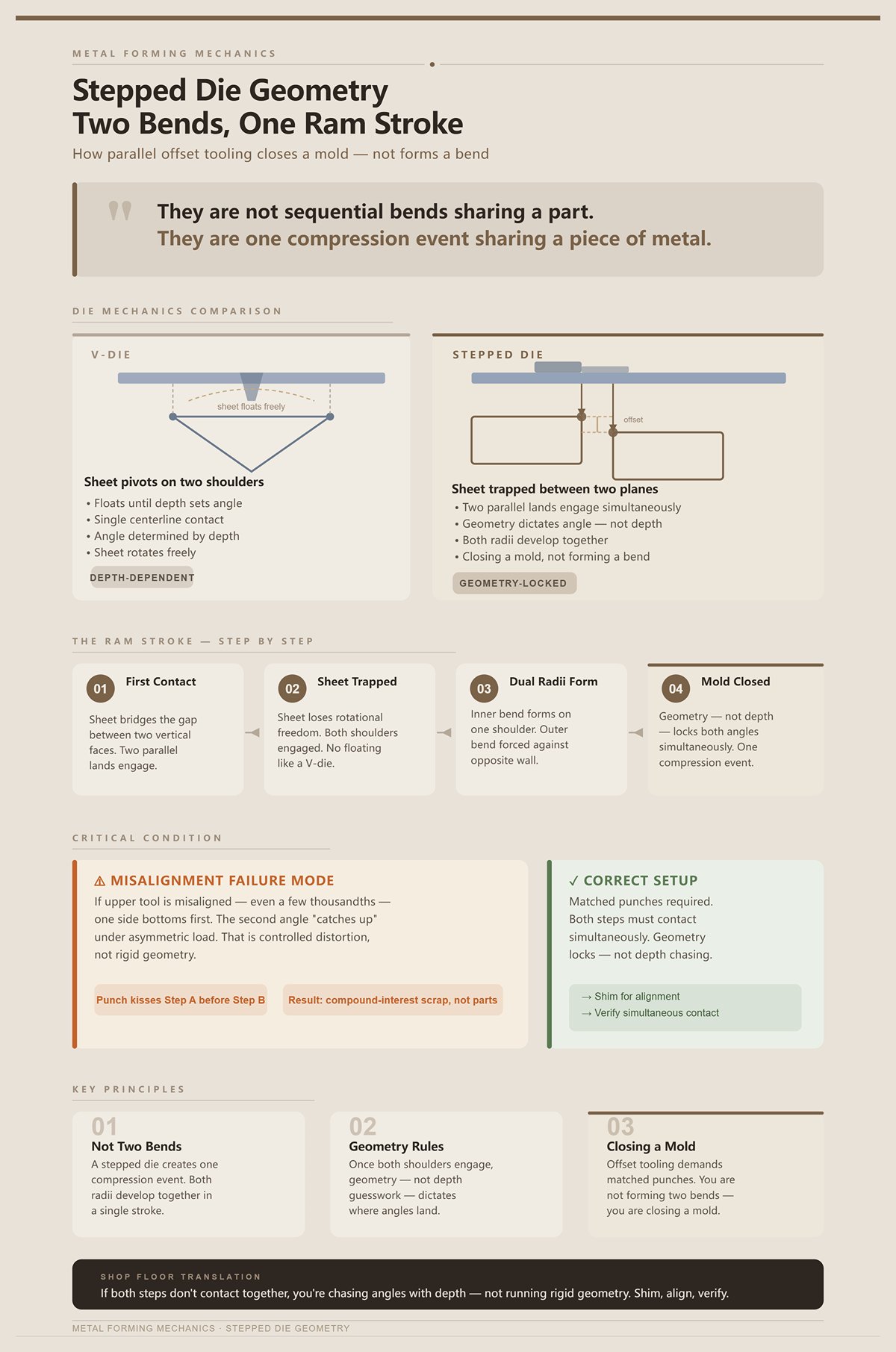
El primer contacto no se produce en una línea central como en una matriz en V. Ocurre a lo largo de dos superficies paralelas. El material forma un puente entre dos caras verticales en la matriz inferior. La punta del punzón no apunta al fondo de una V; impulsa la lámina hacia un bolsillo con una altura de desplazamiento fija.
A medida que el martillo continúa descendiendo, la lámina no puede rotar libremente como lo hace en el doblado al aire. Está atrapada entre dos planos. La curva interior comienza a formarse en un hombro mientras que la curva exterior ya está siendo forzada contra la pared opuesta. Los dos radios se desarrollan juntos.
Esa es la clave: no son doblados secuenciales que comparten una pieza. Son un solo evento de compresión que comparte un trozo de metal.
En una matriz en V, la lámina gira alrededor de dos hombros inferiores y flota hasta que la profundidad determina el ángulo. En una matriz escalonada, la lámina pierde esa libertad casi de inmediato. Una vez que ambos hombros hacen contacto, es la geometría—no una conjetura de profundidad—la que dicta dónde deben situarse los ángulos.
Pero solo si el punzón golpea ambos escalones al mismo tiempo.
Si tu herramienta superior está desalineada incluso por unas pocas milésimas, un lado toca fondo primero. Luego el segundo ángulo “alcanza” bajo carga asimétrica. Eso ya no es geometría rígida: es distorsión controlada. He visto operadores culpar al material cuando el problema real era que el punzón besaba un escalón antes que el otro.
Ahí es cuando las piezas empiezan a acumular “intereses compuestos” y acaban declarándose en bancarrota en el contenedor de chatarra.
Por eso las herramientas con desplazamiento requieren punzones emparejados y una preparación cuidadosa. No estás formando dos dobleces. Estás cerrando un molde.
Traducción para el piso de producción: Si ambos escalones no hacen contacto al mismo tiempo, no estás operando un sistema rígido—has vuelto a perseguir ángulos mediante la profundidad. Calza, alinea y verifica el contacto simultáneo antes de confiar en el resultado.
Entonces, si la geometría bloquea ambos ángulos a la vez, ¿por qué no puedes usar la lógica de tonelaje del doblado al aire para dimensionar el trabajo?
Dobla el mismo acero dulce calibre 10 en una matriz en V de 1″ al aire. La lámina toca en tres puntos: dos hombros y la punta del punzón. El centro de la lámina nunca tiene contacto total con la cara de la matriz. Estás doblando, no aplastando.
Ahora toma una matriz de desplazamiento estrecho—digamos un escalón de 0.375″. Esa cavidad inferior es angosta. El material se impulsa completamente dentro del perfil de la matriz. El área de contacto aumenta drásticamente a medida que el martillo termina el recorrido. Ya no estás haciendo un doblado de tres puntos. Estás haciendo fondo en una forma fija.
Eso cambia todo en cuanto a la fuerza.
La fórmula estándar asume una resistencia a la tracción de alrededor de 450 N/mm² y una geometría en V uniforme. No tiene en cuenta la formación simultánea de dos radios, ni la compresión localizada en las esquinas del escalón. Las alturas de escalón más pequeñas significan radios más cerrados. Los radios más cerrados desplazan el eje neutro hacia el interior y aumentan el esfuerzo localizado.
Por eso a veces verás un 20–50 % de fuerza máxima más alta en un desplazamiento estrecho de lo que predijo la tabla de la matriz en V, aunque la pieza “parezca pequeña”.”
Los operadores piensan: “Es una pequeña Z. Debería ser fácil.” Luego el medidor de tonelaje se dispara.
Porque no estás doblando sobre una amplia V. Estás comprimiendo material en dos esquinas confinadas a la vez.
Y aquí está la trampa: el tonelaje total por pie aún puede ser menor que en un trabajo con una abertura en V grande, pero la fuerza máxima en el momento del fondo es más alta y más brusca. Si dimensionas el trabajo basándote en las matemáticas del doblado al aire, corres el riesgo de formar en exceso o de sobrecargar el montaje.
Física diferente. Contacto diferente. Mapa de tensiones diferente.
Esto ya no es un ángulo controlado por profundidad. Es una geometría controlada por la matriz bajo compresión.
Traducción para el piso de producción: Deja de usar gráficos de doblado al aire con matriz en V para desplazamientos. Verifica el tonelaje de fondo para la altura de paso y material específicos, y espera una fuerza máxima más alta en desplazamientos ajustados, incluso cuando la pieza parece pequeña.
Si estamos haciendo fondo en una geometría fija, entonces, ¿de dónde proviene realmente el segundo ángulo? ¿Lo está creando la matriz o está ocurriendo algo más dentro del metal?
| Sección | Contenido |
|---|---|
| Título | Fondo vs. Doblado al aire: Por qué los perfiles con desplazamiento requieren un modelo de física completamente diferente |
| Escenario de doblado al aire | Dobla el mismo acero dulce calibre 10 en una matriz en V de 1″ al aire. La lámina toca en tres puntos: dos hombros y la punta del punzón. El centro de la lámina nunca tiene contacto total con la cara de la matriz. Estás doblando, no aplastando. |
| Escenario de matriz con desplazamiento | Toma una matriz de desplazamiento ajustado—digamos un paso de 0,375″. La cavidad inferior es estrecha. El material se conduce completamente dentro del perfil de la matriz. El área de contacto aumenta dramáticamente cuando el martillo termina la carrera. Ya no estás en un doblado de tres puntos. Estás haciendo fondo en una forma fija. |
| Implicaciones de la fuerza | Esto cambia todo acerca de la fuerza. |
| Limitación de la fórmula estándar | La fórmula estándar supone resistencia a la tracción alrededor de 450 N/mm² y geometría uniforme en V. No toma en cuenta la formación de radios duales simultáneamente, ni la compresión localizada en las esquinas del paso. |
| Comportamiento de la tensión | Alturas de paso más pequeñas significan radios más ajustados. Radios más ajustados desplazan el eje neutro hacia adentro y aumentan la tensión localizada. |
| Realidad de la fuerza máxima | Puede que veas un 20–50% de fuerza máxima más alta en un desplazamiento ajustado de lo que predijo el gráfico de matriz en V, incluso aunque la pieza parezca pequeña. |
| Suposición del operador | Los operadores piensan: “Es una pequeña Z. Debería ser fácil.” Luego el medidor de tonelaje se dispara. |
| Causa raíz | No estás doblando sobre una amplia abertura en V. Estás comprimiendo material en dos esquinas confinadas a la vez. |
| Riesgo oculto | El tonelaje total por pie aún podría ser menor que el trabajo con una gran abertura en V, pero la fuerza máxima al hacer fondo es mayor y más brusca. Dimensionar el trabajo usando cálculos de doblado al aire conlleva el riesgo de subformar o sobrecargar el montaje. |
| Diferencia de física | Física diferente. Contacto diferente. Mapa de tensiones diferente. |
| Clasificación de procesos | Esto ya no es un ángulo controlado por profundidad. Es una geometría controlada por la matriz bajo compresión. |
| Traducción en el piso de producción | Deja de usar tablas de doblado en aire con matriz en V para offsets. Comprueba el tonelaje de acuñado para la altura específica del escalón y el material. Espera una fuerza máxima mayor en offsets cerrados, incluso cuando la pieza parece pequeña. |
| Pregunta abierta | Si estamos acuñando en una geometría fija, ¿de dónde proviene realmente el segundo ángulo? ¿Lo está creando la matriz, o está ocurriendo otra cosa dentro del metal? |
Haz una vista transversal en tu mente.
A medida que el punzón baja, el doblez interior se forma primero porque tiene el radio efectivo más pequeño. La pata exterior todavía está relativamente plana. Luego, el material entre los dos escalones comienza a comprimirse longitudinalmente. No tiene adónde ir excepto hacia la curvatura.
El segundo ángulo no aparece mágicamente porque la matriz tenga dos esquinas. Se desarrolla porque la pieza central del offset se está acortando bajo compresión mientras ambas patas están restringidas por paredes verticales.
Esa restricción lo es todo.
En el doblado en aire, las fibras exteriores se estiran y las fibras interiores se comprimen alrededor de un único eje neutro. En una matriz de offset, estás creando dos zonas de doblado separadas por una pieza corta. Esa pieza se ve obligada a tomar forma mientras las patas se acuñan contra sus respectivos planos. El segundo ángulo nace de que la pieza central está atrapada y acortada entre dos límites fijos.
Si el grosor del material varía, esa longitud de pieza central cambia. Si el punzón contacta primero un escalón, la pieza se deforma de forma asimétrica antes de la compresión total. Por eso la tolerancia de espesor importa más aquí que en el doblado en aire común.
Esta es también la razón por la que las matrices de offset parecen “inflexibles”. Lo son. La geometría está predeterminada. Si tu material se desvía demasiado, el sistema no se ajusta, sino que se resiste.
Y esa rigidez es todo el objetivo. Elimina la acumulación de tolerancias porque ambos ángulos y la altura del offset existen en el mismo evento mecánico bajo el mismo golpe del martillo.
Una compresión. Dos dobleces. Sin volver a referenciar.
El precio es que has abandonado la naturaleza tolerante del doblado en aire. Ahora estás trabajando con un molde fijo bajo carga.
Así que la siguiente pregunta no es si las matrices de offset eliminan la acumulación—lo hacen. La verdadera pregunta es cómo calcular y controlar ese evento de compresión sin engañarte usando matemáticas de matriz en V.
Hace unos años cotizamos un trabajo: acero dulce calibre 10, offset de 0,375″, 1,2 metros de largo. El operador tomó la tabla de doblado en aire, usó la fórmula estándar, calculó aproximadamente lo que requeriría esa matriz en V de 1″ y añadió el habitual 4× para acuñado. La máquina dijo que estábamos seguros.
En el primer golpe, el martillo bajó, el medidor de tonelaje se disparó más de lo esperado, y la herramienta superior se flexionó lo suficiente como para dejar una marca visible en ambos escalones.
Pero nada en esa escena es una falla técnica.
Fue matemática. Modelo incorrecto, multiplicador incorrecto.
Las tablas estándar de doblado por aire asumen un contacto de tres puntos en una abertura en V. Incluso cuando te dicen multiplicar por cuatro para el encajado, siguen pensando en una sola línea de pliegue colapsando en una V. La herramienta de desplazamiento (offset) son dos radios formándose simultáneamente dentro de una cavidad confinada. El área de contacto aumenta rápidamente al final del recorrido, y el esfuerzo no se distribuye a través de una amplia V—está concentrado en dos esquinas escalonadas y una zona comprimida.
Si calculas el tonelaje de un offset como un doblado a 90 grados por aire, estás subestimando la fuerza por un multiplicador que no es lineal y no es opcional. Así que pongamos números a esto.
Toma ese mismo acero dulce calibre 10.
Doblado por aire en una V de 1″, usas la fórmula común: Tonelaje por pie ≈ 650 × (S² / V)
Ya conoces el proceso. Cuadrar el espesor, dividir por la abertura de la matriz, multiplicar por la longitud. Funciona porque la hoja solo tiene contacto en tres puntos. El centro queda en el aire.
Ahora pasa a una matriz estándar de offset con un factor de herramienta publicado de 5.0 para offsets típicos—y hasta 10.0 para combinaciones más ajustadas o más gruesas. Eso no es un error de redondeo. Es un animal diferente.
Si tu cálculo de doblado por aire dio un total de 20 toneladas, un factor offset de 5× te lleva a 100 toneladas. Si el trabajo avanza hacia material más grueso y el factor sube a 10×, estás frente a 200 toneladas. Mismo material. Misma longitud. Perfil de fuerza completamente diferente.
¿De dónde viene ese salto?
Porque en el doblado por aire, la fuerza aumenta gradualmente a medida que el martillo desciende. En el encajado offset, la fuerza incrementa bruscamente al final del recorrido cuando el material se introduce completamente en dos esquinas opuestas y la zona entre ellas se acorta bajo compresión. No solo estás superando la resistencia a la tracción—estás comprimiendo plásticamente y atrapando material entre paredes fijas.
El multiplicador no es “exponencial” en el sentido matemático. Es por pasos y dependiente del espesor. Offsets pequeños en hoja delgada pueden rondar el 5×. Escalones estrechos en material más grueso pueden llegar al 8× o 10×. Ese salto no lineal es la razón por la que el consejo genérico de encajado—“simplemente multiplica el tonelaje de doblado por aire por cuatro”—es incompleto para offsets. Cuatro te acerca para un único doble a 90. Te deja corto para un sistema de compresión de doble radio.
Si no lo detectas, el contenedor de desperdicio no se llena primero con piezas defectuosas. Se llena con herramientas agrietadas.
Traducción para el piso de producción: Toma tu tonelaje normal de doblado por aire, luego aplica el factor de herramienta offset (5× como base, mayor para escalones más gruesos o más ajustados). Si la capacidad de la máquina no supera cómodamente ese número, no lo ejecutes.
Entonces, si la fuerza escala con el espesor y la estrechez del escalón, ¿qué dimensión controla realmente cuán violento se vuelve ese evento de compresión?
Saca un catálogo de matrices offset y mira cómo lo listan: altura del escalón, profundidad de garganta, a veces rango de espesor recomendado. Lo que está escondido en letra pequeña es la relación entre la altura del escalón y el espesor del material.
Trabaja con material de 0,125″ en un escalón de 0,250″. Tienes espacio. La zona entre pliegues es lo suficientemente larga para formarse sin acortamiento extremo. Ahora intenta con material de 0,187″ en ese mismo escalón de 0,250″. La zona central es apenas más larga que el propio espesor. Cuando el martillo cierra, esa sección central casi no tiene adónde ir sino hacia una compresión severa.
Ahí es cuando el tonelaje se dispara más allá de lo que tu regla de “5×” predijo.
A medida que el espesor se acerca a la altura del escalón, estás aumentando el porcentaje de material que debe comprimirse plásticamente en lugar de simplemente doblarse. El eje neutro se desplaza, los radios internos se ajustan, y el área de contacto contra las paredes verticales crece antes en el recorrido. La fuerza aumenta más rápido y alcanza picos más altos.
Y aquí es donde los operadores se llevan una sorpresa: dos trabajos con la misma dimensión del desplazamiento pueden requerir tonelajes radicalmente diferentes porque uno es calibre 14 y el otro es calibre 10. El desplazamiento parece idéntico en el plano. La física de la compresión no lo es.
Aquí también es donde entras en el territorio de herramientas personalizadas. Si el trabajo requiere una altura de escalón apenas mayor que el espesor, estás fuera de los rangos estándar cómodos. Herramientas especiales, capacidades de tonelaje más altas y muy poca tolerancia.
Ignora esa relación y básicamente estarás aumentando el riesgo como el interés compuesto—cada aumento de espesor añade más demanda de compresión hasta que la pieza quiebre y termine en el contenedor de chatarra.
Traducción para el piso de producción: No te limites a igualar la dimensión del desplazamiento en el plano. Verifica que la altura del escalón sea cómodamente mayor que el espesor del material, o prepárate para un fuerte aumento de tonelaje más allá del multiplicador básico del desplazamiento.
Pero, ¿hasta qué punto puedes realmente acercar ese escalón antes de que ya no estés conformando, sino cortando?
Imagina una lámina de 0,125″ de espesor entrando en un escalón de 0,130″.
En papel, encaja. En realidad, no has dejado prácticamente ninguna holgura para el flujo del material. Cuando el martillo llega al fondo, las caras verticales de la matriz y el punzón se acercan al territorio de holgura de corte. En lugar de una deformación plástica controlada, estás forzando el metal contra paredes casi paralelas con mínima vía de escape.
Ahí es cuando ves líneas bruñidas brillantes en las esquinas. No son marcas de estiramiento—es pulido por compresión. Empuja más fuerte y obtendrás grietas en los bordes a lo largo del interior del escalón porque el material no puede redistribuir la tensión; está siendo pellizcado.
En cierto punto, una matriz de desplazamiento deja de comportarse como una herramienta de conformado y comienza a comportarse como una cizalla muy desafilada. Cuanto más ajustada la holgura en relación con el espesor, más cerca estás de esa línea.
No existe un número universal porque la resistencia del material, el diseño del radio y el acabado de la matriz importan. Pero el mecanismo es consistente: cuando la holgura se acerca al espesor de la lámina sin permitir flujo, el tonelaje se dispara bruscamente y el riesgo de daños aumenta. Eso no es “margen de seguridad adicional”. Eso es un problema geométrico.
Así que cuando calculas el tonelaje para desplazamientos, no solo estás preguntando: “¿Cuánta fuerza se necesita para doblar esto?” También estás preguntando: “¿Cuánta fuerza se necesita para comprimir y atrapar esto sin cruzar hacia condiciones de corte?”
Esa es una pregunta diferente a cualquier tabla de matriz en V que haya sido diseñada para responder.
Traducción para el piso de producción: Mantén una holgura significativa entre el espesor del material y la geometría del escalón. Si el escalón es solo unas milésimas de pulgada más grande que el espesor, espera un comportamiento similar al de una cizalla y un tonelaje extremo—retrocede o rediseña antes de bajar el martillo.**
Y una vez que aceptas que la matemática está impulsada por multiplicadores, es sensible al espesor y crítica en la holgura, el siguiente problema ya no es teoría—es cómo debe configurarse la máquina para sobrevivir a ese evento de compresión.
El año pasado vi un freno de 135 toneladas intentar formar un desplazamiento de 0,375″ en calibre 10 a lo largo de 6 pies. Según los cálculos de doblado al aire, estaba cómodo. El martillo golpeó, el medidor de carga saltó por encima de 110 toneladas a mitad de recorrido, y cuando llegó al fondo la máquina estaba coqueteando con su límite. Los ángulos estaban perfectos. La máquina no.
Esa es la pregunta que realmente estás haciendo: ¿cómo configurar y clasificar el freno para que el pico de compresión no castigue el hierro?
La primera pierna es 0.
Con una matriz de desplazamiento, la profundidad no es un valor flotante. Es la dimensión. En el doblado en aire, un ajuste de 0.010″ en el pistón puede variar medio grado y a partir de ahí se corrige. En un offset de geometría fija, 0.010″ es la diferencia entre “ambos radios totalmente asentados” y “un radio medio formado mientras el otro se está aplastando”. No estás persiguiendo un ángulo. Estás cerrando un sistema mecánico hasta que se detiene.
Aquí está el mecanismo. El punzón entra, toca ambas líneas de doblado, y a medida que el martillo sigue bajando, el material se fuerza en dos radios mientras la parte intermedia entre ellos se acorta por compresión. La fuerza aumenta lentamente, luego se dispara cuando ambos radios tocan sus paredes verticales. Ese pico ocurre en las últimas milésimas. Si tu altura de cierre es estimada, no ajustada, o bien sub‑formas (dos ángulos suaves) o sobre‑empujas hacia territorio de corte.
Así que el ajuste empieza al revés que en el doblado en aire:
Si tratas la profundidad como una sugerencia, la tolerancia se acumula como interés compuesto—cada milésima añade demanda de compresión hasta que la pieza se declare en bancarrota en el contenedor de chatarra.
Traducción para el piso de producción: Califica el trabajo en 5×–10× el tonelaje de doblado en aire, verifica que la prensa lo soporte a lo largo de toda la longitud, y ajusta la profundidad del pistón hasta el cierre completo de la matriz—no más allá. Estás cerrando un molde, no afinando un ángulo.
Ahora que la posición del martillo no es negociable, ¿desde qué borde estás siquiera haciendo referencia?
Imagina un ala de 1″ que se introduce en un offset de 0.500″. El operador se guía por el borde exterior, ejecuta el golpe, y la dimensión del offset varía ±0.015″ en las piezas. La repetibilidad de la máquina es correcta. Las herramientas están sólidas. Entonces, ¿qué se movió?
El borde de referencia.
Durante el formado offset, la parte intermedia entre los dobleces se acorta por compresión. No elástica—plástica. El material físicamente se acorta entre esas dos líneas de doblado. Si te guiaste por el borde exterior del ala, ese borde ya no mantiene la misma relación espacial con la segunda línea de doblado una vez que ocurre la compresión.
En un mundo de girar‑y‑reformar, culparías a la técnica. Pero nada en ese escenario es un fallo de técnica. Es geometría.
Para offsets críticos, mídete desde la característica que no se mueve bajo compresión—usualmente la ubicación de la primera línea de doblado o un datum precortado. En offsets de borde (piensa en juegos de matrices que advierten contra formar a menos de 1″ de los bordes de la chapa), la expansión en el borde sin soporte exagera este desplazamiento. Por eso existen los líderes de respaldo en ciertos matrices offset: restringen la expansión lateral para que tu referencia no se desplace.
El estilo de herramientas offset de resorte complica aún más esto. Porque mantiene la chapa más horizontal y reduce el empuje, las chapas grandes no se inclinan tanto—pero eso también significa que tus dedos de tope trasero deben dar soporte de manera consistente a lo ancho. Cualquier inclinación durante el acercamiento cambia la distancia efectiva de referencia antes de que el martillo toque el metal.
Así que la regla se vuelve simple y estricta: mídete desde un datum que sobreviva a la compresión, y soporta la chapa para que no pueda pivotar bajo la carga de acercamiento.
Traducción para el piso de producción: No te guíes por el ala libre de un offset. Guíate desde la línea de doblado o un datum estable, y soporta la chapa para que la compresión no desplace tu referencia antes de llegar al fondo.
Si la profundidad está fijada y la referencia es estable, ¿qué haces cuando el ángulo todavía está desviado?
He visto a algunos colocar calzas de 0.005″ detrás de bloques de desplazamiento reversible para “ajustar” el ángulo. Funciona… hasta que deja de hacerlo.
He aquí el motivo. En algunos sistemas de desplazamiento ajustable, al girar los bloques cambia el radio y las calzas ajustan la profundidad efectiva. Pero cada calza modifica la relación entre la punta del punzón, la altura del escalón y las paredes verticales. Ya no estás cerrando una geometría diseñada; estás inventando una.
Como la altura del escalón es la dimensión del alma, incluso una calza de 0.005″ altera efectivamente cuánto debe absorber el alma antes de que ambos radios asienten. Eso cambia el pico de fuerza. En un trabajo con holgura mínima, esa diminuta calza puede hacerte pasar de un formado completo a un casi‑corte por contacto en un lado primero. Ahora un radio llega al fondo antes que el otro, y has reintroducido la misma acumulación de tolerancias que el herramental desfasado debía eliminar.
Si el ángulo está desviado:
Cuanto más trates las calzas como condimento, más se desviará tu configuración del comportamiento de geometría fija hacia el caos personalizado. Y el caos cuesta caro.
Traducción para el piso de producción: Corrige primero las variables de profundidad y material. Calza solo como un ajuste de geometría controlado—y comprende que estás cambiando la compresión, no solo el ángulo.
Si el calzado cambia la compresión, ¿qué pasa cuando la pieza mide 8 pies de largo?
Haz correr un desplazamiento de 96″ en calibre 7 y observa el medidor de carga. El pico no se distribuye uniformemente como en un doblado al aire con troquel en V ancho. Se concentra donde ambos radios hacen contacto más fuerte—generalmente en el centro primero mientras la bancada se flexiona.
El doblado al aire tolera un poco de deflexión porque el ángulo flota con la profundidad. Los desplazamientos no. Si la bancada se hunde 0.010″ en el centro, ese centro puede no asentar completamente mientras los extremos sí—o al revés, dependiendo del abombamiento. Recuerda: la profundidad es la dimensión.
La lógica estándar del abombamiento sigue aplicando—contrarresta la deflexión de la bancada para lograr una penetración uniforme—pero tu margen es menor. Como la fuerza alcanza su punto máximo al fondo, necesitas ajustar el abombamiento de modo que el cierre completo ocurra simultáneamente a lo largo de toda la pieza. Demasiado poco abombamiento y el centro queda subformado. Demasiado y el centro se sobrecomprime primero, elevando el tonelaje localmente.
El herramental con resorte reduce el empuje lateral, lo cual ayuda con chapas grandes, pero no elimina la deflexión vertical. El martillo sigue experimentando el mismo evento de compresión cuando ambos radios asientan.
Así que para desplazamientos largos:
Porque una vez en marcha, no hay ningún golpe de “corrección de ángulo” que te salve.
Si te equivocas en esto, las piezas no se desviarán suavemente fuera de especificación. Parecerán correctas en los extremos y te engañarán en el medio—hasta que salga la llamada de montaje.
Traducción para el piso de producción: Cierra para la carga máxima del desplazamiento, no los números de doblado al aire, y verifica el cierre a lo largo completo antes de la producción. Los desplazamientos exigen un asentamiento uniforme en todo el lecho.
La profundidad es fija. La referencia debe ser estable. Las calzas cambian la compresión. La corona debe coincidir con la carga máxima.
Ignora cualquiera de esos, y la siguiente sección no se tratará de ajustes finos.
Se tratará de patrones de fallo.
El invierno pasado trabajamos un desplazamiento de 0,375″ en acero dulce calibre 10, 72″ de largo. La tabla de tonelaje decía que estábamos seguros. La profundidad estaba ajustada. La corona estaba fijada para la carga máxima calculada. Las primeras tres piezas salieron limpias.
La cuarta pieza salió con una alma ondulada en el centro, una pata marcando 89,2°, la otra 90,1°, y una grieta fina empezando en el radio interior de la pata más ajustada.
Eso no son tres defectos separados. Es un solo error de configuración manifestándose de tres formas distintas.
Cuando calificas mal el tonelaje, sobrepasas la profundidad o tomas referencia de algo que se mueve, los desplazamientos no se desvían como los doblados al aire. Fallan estructuralmente. El alma se pandea. Un radio se asienta antes que el otro. O el material simplemente se rinde porque lo forzaste más allá de su radio interior mínimo. Esto es lo que ocurre cuando tratas un sistema mecánico rígido de un solo golpe como si fuera una matriz en V indulgente.
Vamos a descomponer los tres patrones que realmente verás en el taller.
Toma un desplazamiento de 0,500″ en 0,1345″ (calibre 10) sobre 60″. El alma entre doblados tiene solo alrededor de media pulgada de altura. Durante el cierre completo, ambos radios se comprimen hacia adentro mientras las paredes verticales de la matriz atrapan las patas. Esa alma no está simplemente “acompañando”. Es una columna de compresión siendo exprimida desde ambos lados.
Si tu estimación de tonelaje provino de la fórmula de doblado al aire—P = 650 × S² × L / V—ya estás equivocado. Las herramientas de desplazamiento rutinariamente requieren de 5× a 10× el tonelaje de doblado al aire porque estás asentando dos doblados simultáneamente con casi cero holgura al asiento. Esa fuerza no se distribuye como una amplia V. Aumenta bruscamente cuando ambos radios hacen contacto.
Ahora añade un error más: corona insuficiente en una pieza larga. El lecho se hunde 0,010″ en el centro. Los extremos se asientan primero. El centro aún está viajando cuando el martillo ya está en la profundidad programada. El alma en el centro recibe compresión lateral antes del asentamiento completo. Las almas finas bajo compresión no se deforman educadamente. Se doblan.
Verás una curva en S sutil a lo largo del alma, generalmente en el medio de la longitud. El ángulo aún podría marcar “cercano” en los extremos. Pero el alma dice la verdad.
Pero nada en esa escena es un fallo de técnica. Es la inestabilidad de una columna causada por asentamiento desigual en un evento de alta compresión.
La solución no es “ralentizar” o “ajustar profundidad.” Es estructural:
Si no lo hace, esa alma se irá a la bancarrota en el contenedor de chatarra mucho antes de que su calibrador de ángulo se queje.
Traducción para el piso de producción: Si el alma ondula, es porque dio poco soporte o poca curvatura a un sistema de alta compresión. Aumente la curvatura para igualar el tonelaje real de desplazamiento y confirme que ambos radios asientan al mismo tiempo.
¿Y si el alma parece bien, pero una pata sigue desviándose diferente a la otra?
Imagine un desplazamiento de 0.250" en acero inoxidable, calibre 14. Usted alcanzó la profundidad. Ambos radios parecen asentados. Libera el martillo. Una pata retrocede 1°. La otra solo 0.3°.
Los operadores empiezan a perseguir el ángulo con calzas.
Esto es lo que realmente está ocurriendo.
En herramientas de desplazamiento, las dos curvas no son independientes. Comparten un alma comprimida. Si un radio hace contacto primero—debido a una calza de 0.005", una ligera variación de espesor o un cambio de referencia—la primera curva alcanza el fondo verdadero mientras la segunda aún está cargada elásticamente.
Cuando abre la herramienta, la curva que asentó más tarde libera más energía almacenada. Diferentes historiales de deformación. Diferente retroceso.
El doblado al aire tolera esto porque el ángulo fluctúa con la profundidad. Los desplazamientos no fluctúan. Atrapan.
Los controles CNC modernos pueden compensar ángulos desiguales en golpes separados. Eso está bien para trabajos de dos golpes. Pero en un desplazamiento de golpe único, el control no puede cambiar el hecho de que un lado asentó más fuerte que el otro. La geometría ya está definida cuando el martillo se cierra.
Puede medir esto. Aplique tinta azul de trazado a los radios. Haga un golpe de prueba lento. Si un lado muestra un barrido completo antes que el otro, tiene asiento asimétrico. Ese es su culpable—no “acero inoxidable malo”.”
La vía de corrección es disciplinada:
De lo contrario, está acumulando micro‑diferencias como intereses hasta que la pieza se vaya a la bancarrota en el contenedor de chatarra.
Traducción para el piso de producción: El retroceso desigual significa asiento desigual. Corrija primero espesor, profundidad y simetría—no persiga una pata con calzas aleatorias.
Entonces, ¿qué pasa cuando hace todo “parejo” y la pieza aún se rompe?
Un taller intentó pasar aluminio de 2 mm por una matriz de desplazamiento con un radio interior efectivo de 0,5 mm. Se veía afilado. Al cliente le gustaban los desplazamientos ajustados.
El primer lote se partió a lo largo del interior de la curva más cerrada.
El aluminio no es acero dulce. Una regla común para el acero al carbono es un radio interior mínimo ≈ de 1× a 1,5× el espesor del material, dependiendo de la calidad. El aluminio a menudo necesita un radio mayor—en ocasiones de 1,5× a 2× el espesor—especialmente en temple más duros.
En el doblado al aire, se puede engañar un poco porque el radio se forma naturalmente como función de la apertura en V. En el desplazamiento con fondo, la nariz del punzón y el hombro de la matriz definen el radio. Estás forzando el material a esa geometría a plena compresión.
Recuerda: estás cerrando un molde, no afinando un ángulo.
Si el radio de la herramienta es menor que el radio mínimo seguro del material, la tensión en la fibra interior supera los límites de elongación. Con dos dobleces ocurriendo a la vez, la tensión se localiza más rápido. Sumando el multiplicador de tonelaje que ya hemos comentado, no estás coqueteando con la fractura—la estás programando.
Signos de diagnóstico:
La solución no es “menos profundidad.” Menos profundidad significa simplemente asiento incompleto y altura inconsistente. La solución es ajustar el radio de la herramienta a la capacidad del material. Esto puede significar diferentes matrices de desplazamiento para aluminio y acero con el mismo espesor.
Tratar todos los materiales como si fueran acero dulce es cómo las piezas acaban silenciosamente en la papelera de chatarra mientras culpas al operador.
Traducción para el piso de producción: Si se rompe, el radio de tu herramienta es demasiado reducido para ese material. Cambia el radio o cambia la especificación—no reduzcas la profundidad y finjas que está solucionado.
Ya hemos visto lo que se rompe cuando se ignora la física del desplazamiento. La pregunta más difícil es esta: ¿cuándo la propia geometría hace que el desplazamiento sea la elección incorrecta por completo?
Ya estás convencido de que el conformado por desplazamiento es compresión estructural, no delicadeza.
Bien.
Entonces, ¿cuándo esa misma rigidez se convierte en una desventaja en lugar de una ventaja?
Aquí está la línea: cuando la geometría de la pieza o el comportamiento del material exige flexibilidad a mitad de carrera, y la matriz de desplazamiento no tiene nada que dar. Recuerda, este es un sistema mecánico cerrado. La profundidad del escalón, los radios y el espaciado están congelados en acero. El martillo baja, y la geometría se decide de un golpe. Si la pieza necesita ajuste entre dobleces—diferente comportamiento del ala, cambios en el retroceso elástico, tonelaje variable—una matriz de desplazamiento no puede negociar.
Solo impone.
Y aplicar la geometría incorrecta es cómo las piezas buenas empiezan a acumular errores silenciosamente como intereses, hasta que terminan en bancarrota en el contenedor de chatarra.
Las matrices desfasadas asumen simetría. Patas iguales. Palanca igual. Momentos de recuperación elástica iguales a través de una alma compartida.
Ahora imagina una Z donde una ala mide 3 pulgadas y la otra 0,75 pulgadas.
El ala larga se comporta como una barra con resorte. El ala corta como un trozo. Cuando el martillo cierra, ambos dobleces tocan fondo al mismo tiempo—pero no almacenan ni liberan energía de la misma manera. La pata más larga amplifica el par de recuperación elástica. La pata más corta apenas se mueve. Sueltas, y el alma se tuerce microscópicamente porque la energía almacenada no estaba equilibrada.
En un doblado por etapas al aire, golpearías primero el ala larga, compensarías, luego formarías el lado corto con su propia estrategia de profundidad. Dos problemas independientes. Dos soluciones ajustadas.
El utillaje desfasado las fusiona en una sola.
¿Podrías aún trabajarlo? A veces. Si las tolerancias son holgadas y el material indulgente. Pero cuando el plano exige un paralelismo estricto entre patas desiguales, has eliminado tu única palanca de ajuste. No hay sobre-doblado selectivo. No hay sesgo de profundidad. A la matriz no le importa que una ala esté haciendo más trabajo que la otra.
Eso no es un problema de configuración. Es la geometría peleando contra la herramienta.
Traducción para el piso de producción: Si una ala es significativamente más larga que la otra y la tolerancia es estricta, no la fuerces en un golpe desfasado de una sola vez. Forma primero la ala dominante, ajústala, luego haz el segundo doblez por separado.
¿Y qué pasa si las patas son iguales—pero el escalón en sí es profundo?
Cada punzón desfasado tiene una profundidad de garganta y una holgura de hombro. Ese es el sobre físico que el metal debe ocupar mientras el martillo se cierra.
Cuando tu profundidad de escalón especificada se acerca a esa dimensión de garganta, dos cosas ocurren rápidamente.
Primero, las caras internas de las alas de conformado pueden tocar el cuerpo del punzón antes de asentarse por completo. Ese es un tope mecánico duro, no un límite de tonelaje suave. Segundo, la fuerza requerida se dispara porque ahora estás comprimiendo material en una esquina confinada con casi ninguna liberación lateral. El tonelaje se duplica en comparación con un golpe único en V—y muchas fábricas ya dimensionan su prensa para trabajos de doblado simple.
Una prensa de 100 toneladas cómoda en doblado al aire puede necesitar de repente 180 o más en un fondoado desfasado en el mismo espesor. Si la máquina no tiene margen, el martillo aún lo intenta. La deflexión aumenta. El paralelismo deriva. Ambos dobleces se desalinean juntos.
Y aquí está la trampa: como ambos dobleces se desplazan idénticamente, la pieza puede parecer “uniforme” mientras está dimensionalmente incorrecta. Una desalineación en un proceso de dos golpes se muestra como diferencia. En un desfase, aparece como error uniforme.
Eso es más difícil de diagnosticar.
Si tu profundidad de escalón es tan grande que las patas formadas casi tocan el cuerpo del punzón en el golpe completo, estás más allá de la geometría segura de esa herramienta. Ninguna cantidad de curvado o calzado cambia la envolvente de acero en la que estás trabajando.
Traducción para el piso de producción: Mide la garganta del punzón y compárala con tu profundidad de escalón requerida más el espesor del material. Si la holgura es marginal—o el tonelaje de la máquina está cerca del límite—hazlo en dos golpes controlados en lugar de un golpe ambicioso.
Lo que nos lleva al material.
El acero de alta resistencia no se estira como el suave. La placa gruesa no perdona errores de radio. Ambos exigen radios interiores más grandes y mayor fuerza.
Las matrices de desplazamiento fijan el radio y el espaciado en el momento del diseño.
En el doblado al aire, puedes ampliar la abertura en V para reducir el tonelaje y dejar que el radio crezca de forma natural. En el fondo de desplazamiento, la nariz del punzón y el hombro de la matriz deciden el radio tanto si el material lo permite como si no. Si el acero necesita un radio interior de 1,5× el espesor y tu herramienta de desplazamiento está rectificada más ajustada, estás forzando la deformación más allá del límite elástico en dos dobleces simultáneamente.
Eso no es eficiencia. Eso es concentración de tensión.
Ahora añade espesor. Las pautas estándar aumentan la abertura en V a 8–12× el espesor del material a medida que la placa se vuelve más pesada para controlar el tonelaje. El herramental de desplazamiento no escala tan bien porque la geometría del escalón fija el espaciado. Aberturas equivalentes más amplias significan un escalón más alto o un herramental personalizado. De lo contrario, estás aplicando una carga extrema en una geometría estrecha.
La deformación de la matriz se vuelve real a esas fuerzas. El desgaste local se acelera. La altura deriva con el tiempo. Los ahorros de mano de obra de un golpe pueden desaparecer en mantenimiento y retrabajo.
A veces dos golpes son simplemente más inteligentes. Primero doblar con una V amplia para respetar el material. Voltear. Segundo doblar con su propia configuración ajustada. El tiempo de ciclo puede aumentar ligeramente. El desperdicio disminuye. La vida de la herramienta se extiende. Las cuentas salen en producción, no en teoría.
Un ambicioso golpe se siente eficiente.
Dos golpes controlados a menudo lo son.
Traducción para el piso de producción: Para grados de alta resistencia o placa gruesa, confirma que el radio de la herramienta cumple los requisitos mínimos de doblado y que el tonelaje de la máquina tiene margen real. Si no, amplía la V y forma en etapas en lugar de forzar ambos dobleces a la vez.
Las matrices de desplazamiento son potentes. Pero no son universales.
Y saber dónde está la línea límite es lo que las convierte de un accesorio especializado en una decisión deliberada de producción.
Estás frente al plano con un doblez en Z y una pregunta en la cabeza: ¿Lo hago en una matriz de desplazamiento o lo realizo en dos doblados al aire en etapas?
Bien. Esa es la pregunta correcta.
Porque una vez que aceptas que el herramental de desplazamiento es situacional—no universal—la decisión deja de ser sobre velocidad y comienza a ser sobre el comportamiento del sistema. Las matrices de desplazamiento son sistemas mecánicos rígidos de un solo golpe. El doblado al aire es una geometría ajustable bajo un martillo en movimiento. Dos problemas de física diferentes. Dos perfiles de riesgo diferentes.
¿Lo no evidente? La mayoría de los fallos de configuración no son causados por operadores malos. Son causados por elegir el sistema equivocado antes de cargar la primera herramienta.
Entonces, ¿cómo decides antes de la configuración, y no después de la primera pieza defectuosa?
No me importa qué tan ordenado se vea el estante de herramientas. Me importan tres preguntas.
1. ¿La familia del material tiene un retroceso elástico predecible en el radio requerido?
Las matrices de desplazamiento fijan el radio y el espaciado. Si el acero al carbono calibre 11 normalmente se comporta con un radio interior de aproximadamente 1.5× el espesor y tu herramienta coincide con eso, estás bien. Si estás usando bobinas mixtas de alta resistencia y suaves bajo el mismo número de parte, entonces tu “molde” de un solo golpe está reaccionando a dos curvas de retroceso distintas.
El doblado al aire te permite ajustar la profundidad para calibrar el ángulo. El asentamiento por desplazamiento no.
Cuando la variación del material es amplia, la rigidez deja de ser una ventaja y se convierte en una apuesta. Así es como las piezas se van silenciosamente a la ruina en el contenedor de chatarra: error compuesto, un golpe a la vez.
2. ¿El espesor del material está controlado de forma precisa con respecto a la especificación de la matriz?
Las matrices de desplazamiento son sensibles al espesor. Unas milésimas de pulgada de más significan mayor compresión. Unas milésimas de menos significan un asiento incompleto. En el doblado al aire, la profundidad compensa. En el asentamiento desplazado, la profundidad es el cierre.
Si tu proveedor mantiene tolerancias de laminado ajustadas y usas material de una sola fuente, el desplazamiento tiene sentido. Si estás usando lotes de colada mezclados y midiendo variaciones a lo largo de la hoja, los doblados al aire escalonados te dan una palanca de ajuste que más tarde echarás de menos.
La primera pata es 0. Eso significa que tu referencia está fija. La deriva del espesor desplaza ambos dobleces juntos.
3. ¿La geometría respeta los límites estrictos de espaciado?
¿Desplazamientos más cercanos que aproximadamente seis veces el espesor del material? Estás luchando contra la holgura, la vida útil de la herramienta y los picos de presión. ¿Bridas cortas que pueden caer dentro de la matriz? Estás invitando a la desalineación a menos que cambies la secuencia o recortes después del formado.
Pero nada en esa escena es una falla técnica.
Es la geometría intentando ocupar un espacio que la herramienta físicamente no permite. Y el martillo no va a negociar con el acero.
Traducción para el piso de producción: Si el material es consistente, el espesor está controlado y el espaciado despeja la envolvente de la herramienta, elige la matriz de desplazamiento. Si alguno de esos factores tambalea, escala los dobleces para mantener una palanca de ajuste.
Ahora supón que las tres respuestas apuntan hacia el desplazamiento. ¿Qué mejora realmente?
Cada inversión en el doblado escalonado reinicia tu referencia.
Formas la primera brida. Inviertes. Tomas referencia en una superficie que acaba de estirarse, comprimirse y moverse. Realizas el segundo doblez. Cada doblez puede estar dentro de ±0.5°, pero esos errores se acumulan a través de la geometría. Esa es la tolerancia actuando como el interés compuesto. Dos pequeñas desviaciones angulares crean una deriva de paralelismo medible a lo largo de una banda.
El tiempo de ciclo se infla no porque seas lento, sino porque estás resolviendo un problema geométrico en dos pasos desconectados.
El utillaje desplazado elimina la inversión. Ambos dobleces se forman contra acero fijo en el mismo golpe. Misma posición del ariete. Misma curva de coronado. Mismo pico de tonelaje. Si la herramienta está alineada, la relación angular entre las patas queda bloqueada mecánicamente.
Observa lo que cambió: no mejoramos la habilidad del operador. Eliminamos una variable.
Ese es el poder silencioso aquí. No la velocidad. No la conveniencia. Eliminación estructural de la oportunidad de apilamiento.
Por supuesto, eso supone que la alineación sea perfectamente precisa. Las matrices descentradas son menos tolerantes a la desalineación entre el punzón y la matriz que una V ancha. Si la altura del escalón está equivocada, ambos dobleces estarán mal juntos. Error uniforme. Más difícil de detectar.
Lo que significa que la estrategia de producción no es “ponerlo en la matriz descentrada y esperar”. Es “controlar la alineación para que la rigidez trabaje a tu favor”.”
Traducción para el piso de producción: Si el plano requiere paralelismo ajustado o ángulos de pata iguales, y puedes alinear la herramienta con precisión, el formado de un solo golpe elimina el giro, y con ello, el apilamiento de ángulos.
Entonces, ¿por qué los talleres siguen tratando las matrices descentradas como accesorios especiales?
Porque las matrices descentradas se sienten agresivas.
Mayor tonelaje. Geometría más estrecha. Sin ajuste a mitad de golpe. Estás cerrando una trampa mecánica y confiando en las matemáticas.
Pero aquí está el cambio.
El doblado al aire es ajustable por naturaleza. Eso lo hace tolerante, y variable. El bottoming descentrado es rígido por diseño. Eso lo hace exigente, y repetible.
Si tu pieza existe dentro de material controlado, con radio adecuado, espaciamiento suficiente y tonelaje de máquina con margen real, entonces el formado de un solo golpe debería ser tu estándar para los dobleces en Z. No tu plan de respaldo. No tu “quizás”.”
Se convierte en el estándar cuando dejas de apostar por tolerancias apiladas.
El marco de decisión no es emocional. Es estructural:
Las matrices descentradas no son matrices en V especiales.
Son sistemas rígidos que coinciden con la pieza, o no.
Y una vez que comienzas a ver los dobleces en Z como sistemas mecánicos en lugar de “dos ángulos en secuencia”, dejas de preguntar, ¿Puedo hacer esto en un solo golpe?
Empiezas preguntando, ¿Qué sistema elimina más variables antes de que el martillo siquiera se mueva?


















