

Aku melihat pelat AR400 setebal 1 inci terbelah dengan suara seperti tembakan senapan.
Kami berada di rem tekan mekanis 250 ton. Roda gila berputar. Kopling terhubung. Ram turun. Operator memperlakukannya seperti setiap tekukan lain yang pernah ia lakukan—mengatur backgauge, menekan pedal, membiarkan mesin bekerja sendiri. Punch menghantam keras, sampai ke bawah dengan cepat, dan pelat itu tidak melengkung secara merata. Ia retak di sepanjang radius bagian dalam. Enam ribu dolar lembar baja berubah jadi besi tua dalam waktu kurang dari dua detik.
Ia terus berkata, “Tapi mesin ini sudah sesuai kapasitas tonase.”
Itulah kalimat yang membuat orang celaka.
Kau mungkin pernah diberi tahu bahwa rem tekan hanyalah pelipat logam dengan tenaga lebih besar. Atur. Tekan. Tekuk. Ulangi.
Itu baik-baik saja saat kau melipat baja lunak 11-gauge sepanjang hari.
Namun begitu kau beralih ke pelat kekuatan tinggi—AR400, Hardox, baja struktural hasil pendinginan dan tempering—kau tidak lagi melipat kertas. Kau memaksa material dengan keuletan rendah dan kekuatan luluh tinggi untuk berubah bentuk tanpa retak. Itu bukan operasi “pukul dan berharap berhasil.” Itu deformasi plastis terkendali di bawah beban.
Setiap mesin memberikan beban itu dengan cara yang sepenuhnya berbeda. Ada yang memukul. Ada yang menekan. Ada yang meremas dan membiarkanmu merasakan apa yang terjadi di tengah langkah.
Jika kau memperlakukan semuanya seperti palu kinetik, kau sedang mempertaruhkan pelat mahal pada kurva gaya yang bahkan tidak kau pahami.
Jadi, apa yang sebenarnya terjadi di dalam setiap jenis rem ketika ram mulai turun?
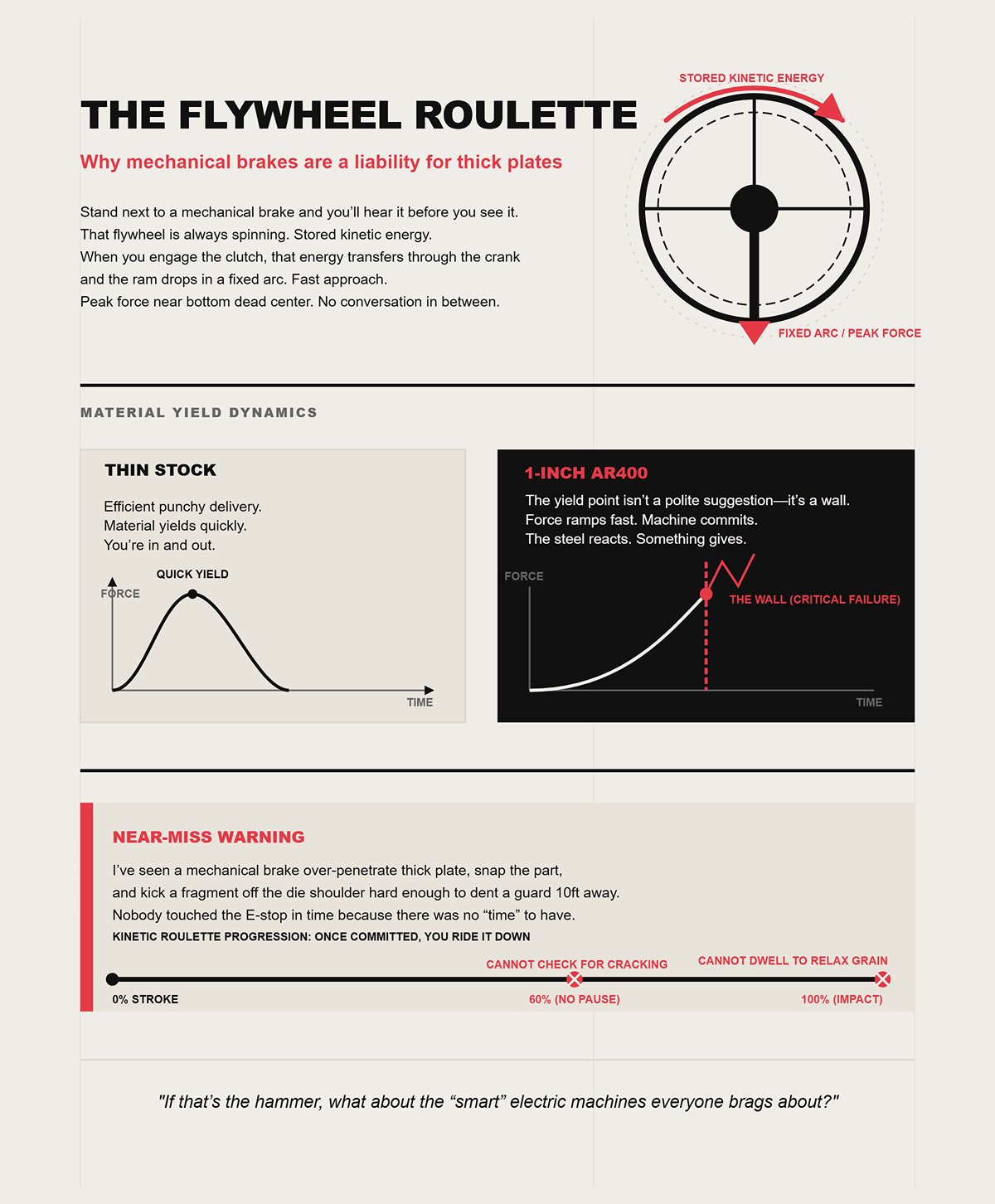
Berdirilah di samping rem mekanis dan kau akan mendengarnya sebelum melihatnya. Roda gila itu selalu berputar. Energi kinetik tersimpan. Ketika kau mengaitkan kopling, energi itu berpindah melalui poros engkol dan ram turun dalam busur tetap. Gerak cepat. Gaya puncak mendekati titik mati bawah. Tidak ada percakapan di antaranya.
Pada bahan tipis, gaya hentakan itu efisien. Material cepat melunak. Kerja selesai dengan cepat.
Pada AR400 setebal 1 inci, titik luluhnya bukanlah saran sopan—itu tembok. Ketika ram menghantam, gaya meningkat cepat. Jika bukaan die sedikit meleset, atau radius dalammu terlalu sempit, kau tidak punya kesempatan untuk menyesuaikan perlahan ke dalam tekukan. Mesin langsung berkomitmen. Baja bereaksi. Sesuatu menyerah.
Peringatan Hampir Celaka: Aku pernah melihat rem mekanis menekan terlalu dalam pada pelat tebal, mematahkan bagian tersebut, dan melemparkan pecahan dari bahu die cukup keras hingga membuat penyok pada pelindung sejauh tiga meter. Tak ada yang sempat menekan tombol berhenti darurat karena memang tidak ada “waktu” untuk itu.
Dengan mesin mekanis, begitu ram berkomitmen, kau ikut terbawa turun. Kau tak bisa berhenti di tengah langkah untuk memeriksa retakan. Kau tak bisa menahan beban untuk membiarkan struktur butir rileks. Itu roulette kinetik.
Jika itu palunya, bagaimana dengan mesin listrik “pintar” yang semua orang banggakan?

Saya pernah mengoperasikan rem servo-elektrik yang bisa mengulang posisi dengan presisi hingga satu mikron pada stainless tipis. Mesin yang indah. Ram meluncur turun di atas sekrup rol, motor berbisik alih-alih pompa yang meraung. Membengkokkan rangka kursi dalam sepuluh detik. Mesin hidrolik di sebelahnya butuh lima belas. Dalam pekerjaan lembaran volume tinggi, perbedaan itu bisa membayar gaji.
Namun inilah bagian yang brosur sering abaikan.
Sekrup rol dan sistem penggerak langsung itu bekerja paling baik di bawah beban sedang. Dorong hingga 150 ton atau lebih, dan Anda meminta komponen presisi untuk menyerap guncangan besar. Sistem elektrik tidak memiliki fluida untuk meredam lonjakan gaya. Mereka memiliki bagian mekanis yang aus—dan mahal.
Anda tentu bisa menekuk baja struktural pada rem elektrik sesuai kapasitasnya. Namun saat ketebalan meningkat dan tonase naik, keunggulan mesin—kecepatan dan keterulangan—tidak lagi menjadi keseluruhan cerita. Kini Anda dibatasi oleh seberapa besar beban berkelanjutan yang dapat ditanggung sistem penggerak tanpa mempercepat keausan atau kehilangan kendali halus yang Anda bayar mahal.
Peringatan Hampir Celaka: Saya melihat sebuah bengkel mendorong rem elektrik mendekati batas tonase tertingginya pada pelat tebal; ram terhenti di tengah langkah karena perlindungan kelebihan beban, meninggalkan bagian yang setengah terbentuk dan tidak stabil di dalam cetakan. Operator meraih ke dalam untuk “membantu” menstabilkan sebelum sistem diatur ulang.
Elektrik unggul ketika presisi dan waktu siklus menjadi prioritas. Braket kedirgantaraan. Enklosur medis. Panel otomotif. Itu bukan kebanyakan pekerjaan pelat berat.
Jadi jika mekanikal terbentur dan elektrik tertekan di batas atasnya, apakah artinya jawabannya hanyalah “beli tonase lebih besar”?
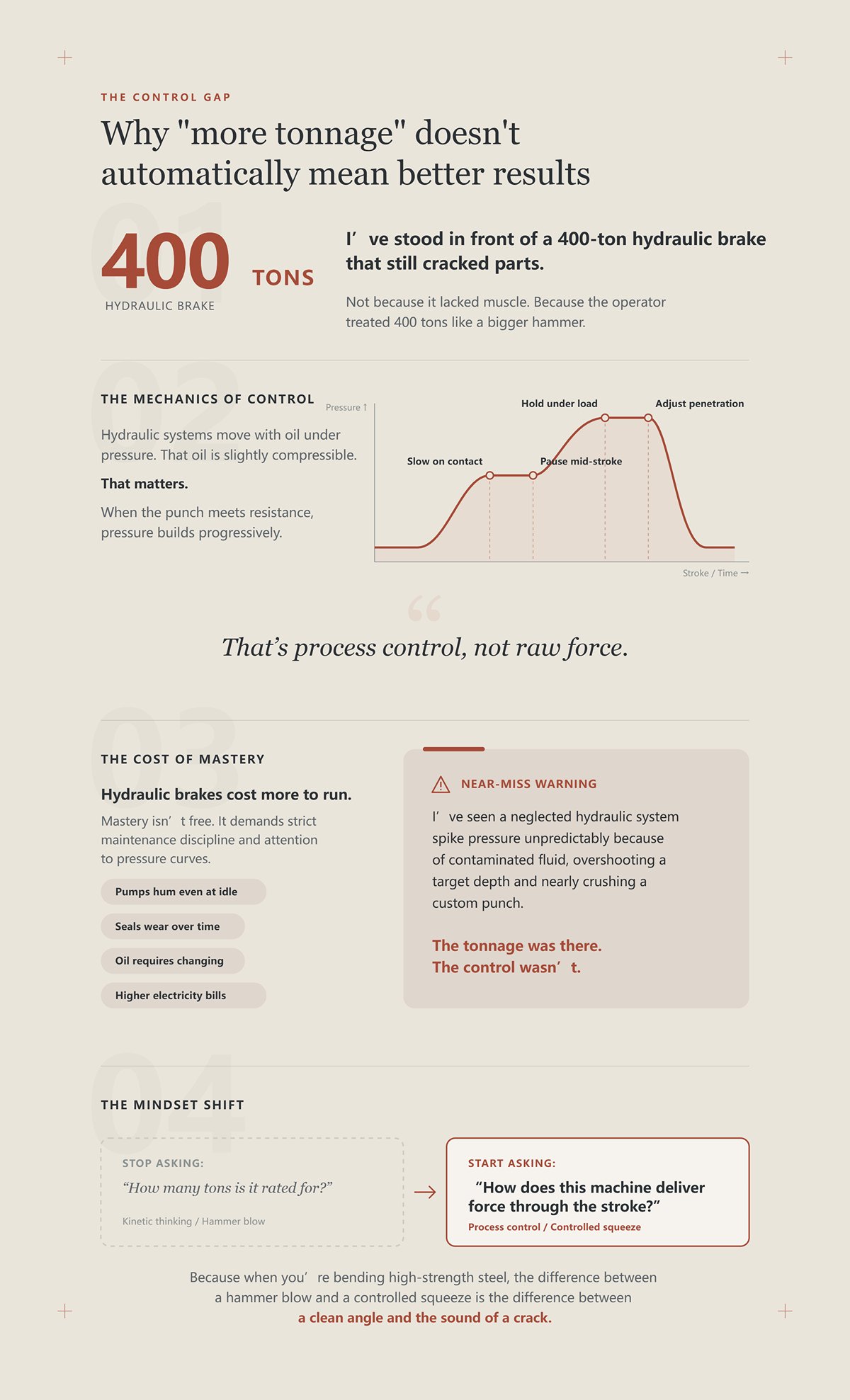
Saya pernah berdiri di depan rem hidrolik 400 ton yang tetap saja membuat bagian retak.
Bukan karena kurang tenaga. Tapi karena operator memperlakukan 400 ton seperti palu yang lebih besar.
Sistem hidrolik bergerak dengan minyak bertekanan. Minyak itu sedikit bisa dikompresi. Itu penting. Ketika pons bertemu resistansi, tekanan naik secara bertahap. Anda bisa memperlambat ram saat menyentuh material. Anda bisa berhenti di tengah langkah. Anda bisa menahan di bawah beban dan mengamati bagaimana tekukan terbentuk. Anda bisa menyesuaikan penetrasi untuk mengendalikan springback—pemulihan elastis yang berusaha membuka kembali sudut setelah dilepas.
Itulah kendali proses, bukan sekadar kekuatan mentah.
Dan inilah bagian yang sering dilewatkan pekerja baru: rem hidrolik lebih mahal dalam operasionalnya. Pompa berdengung bahkan saat diam. Segel aus. Oli perlu diganti. Tagihan listrik lebih tinggi dibandingkan mesin elektrik yang mati di antara siklus. Keahlian tidak gratis. Ia menuntut disiplin perawatan dan perhatian pada kurva tekanan.
Peringatan Hampir Celaka: Saya pernah melihat sistem hidrolik yang terabaikan melonjak tekanannya secara tak terduga karena fluida terkontaminasi, melewati kedalaman target dan hampir menghancurkan pons khusus. Tonasenya ada. Tapi kontrolnya tidak.
Lebih banyak tonase hanya berguna jika Anda bisa mengaturnya. Jika Anda tidak bisa berhenti, menahan, dan merasakan apa yang dilakukan material, Anda kembali berpikir secara kinetik—hanya dengan angka yang lebih besar di pelat nama.
Jadi perubahan yang perlu Anda lakukan adalah ini: berhentilah bertanya, “Berapa ton kapasitasnya?” dan mulailah bertanya, “Bagaimana mesin ini menyalurkan gaya sepanjang langkahnya?”
Karena ketika Anda menekuk baja kekuatan tinggi, perbedaan antara pukulan palu dan tekanan terkendali adalah perbedaan antara sudut yang bersih dan suara retakan.
Kami menekuk AR400 setebal 1 inci dalam bukaan cetakan 12x, target 90 derajat. Pengukur naik melewati 350 ton saat pons mulai menggigit. Sekitar kedalaman akhir 60%, saya melihat tepi dalam memutih—tanda pertama bahwa butiran sedang meregang berat. Saya tekan jeda. Ram berhenti. Tekanan bertahan di 380 ton. Pelat tetap terjepit antara pons dan cetakan seolah membeku dalam waktu.
Itulah cara Anda menentukan rem mana yang pantas digunakan untuk baja Anda.
Jika Anda tidak dapat berhenti di bawah beban, Anda tidak dapat memeriksa lengkungan saat itu terjadi. Dan jika Anda tidak dapat memeriksanya, Anda hanya menebak apakah pelat 1 inci itu membutuhkan 420 ton—atau akan retak pada 401. Baja kekuatan tinggi tidak memaafkan tebakan.
Hidrolik memungkinkan Anda mengubah gaya menjadi sesuatu yang dapat Anda ukur, bukan sekadar melepaskannya.
Berdirilah di kendali dan Hentikan ram pada kontak pertama dengan resistansi penuh. Jangan tunggu sampai ke bawah. Amati tekanan meningkat saat material berpindah dari deformasi elastis ke plastis. Perubahan itu bukan teori—Anda akan melihat tonase naik lebih cepat begitu baja mulai luluh.
Pada pelat HSLA atau AR, kekuatan luluh tinggi dan springback mencapai 8 hingga 10 derajat jika tidak dikendalikan. Jeda di tengah langkah memungkinkan Anda menahan tekanan dan membiarkan material mengalir daripada meredamnya dengan kejut. Baja di bawah beban mendistribusikan ulang tegangan sepanjang garis tekuk. Beri waktu sejenak. Anda benar-benar dapat melihat sudutnya sedikit melonggar sebelum melanjutkan.
Coba lakukan itu pada mesin mekanis. Anda tidak bisa.
Namun inilah bagian yang sering diabaikan brosur: jeda hanya melindungi Anda jika pengaturan sudah benar. Jika Anda menggunakan cetakan V kurang dari 6x ketebalan material pada baja kekuatan tinggi, Anda memusatkan gaya begitu rapat sehingga penipisan dapat mencapai dua digit pada radius dalam. Anda berhenti—dan yang Anda lakukan hanyalah menahan tegangan maksimum tepat di tempat retakan ingin mulai.
Peringatan Hampir Celaka: Saya melihat seorang operator menghentikan tekukan HSLA 3/4 inci dalam cetakan yang terlalu sempit. Dia pikir berhenti berarti aman. Pelat itu retak saat diam di bawah beban lebih dari 300 ton, dan pelepasannya memantulkan potongan sisa ke atas seperti jebakan pegas.
Jeda adalah aset keselamatan. Bukan pengganti untuk lebar cetakan yang benar dan pemanasan awal bila dibutuhkan. Jadi jika Anda bisa menghentikan ram, apa sebenarnya yang Anda kendalikan—langkahnya, atau gaya itu sendiri?
Pada rem tekan hidrolik, Atur batas tekanan sebelum Anda menurunkan siklus. Tetapkan batas di bawah rating maksimum mesin. Batas itu menjadi pagar pengaman Anda.
Sistem hidrolik membangun tekanan secara bertahap. Oli sedikit mengompres; katup mengatur aliran; silinder mengubah tekanan menjadi gaya linier. Saat resistansi meningkat, tekanan naik dengan mulus sepanjang kurva yang dapat Anda pantau secara langsung. Anda seperti menunggangi aliran gaya, bukan menembakkan peluru.
Sistem mekanis dan bahkan servo-elektrik memberikan gaya yang terikat pada profil gerak serta energi mekanis yang disimpan atau ditransmisikan. Begitu ram bergerak mendekati titik mati bawah, gaya puncak muncul apakah baja menyukainya atau tidak. Itulah perilaku benturan, bahkan jika itu benturan yang presisi.
Apakah “kontrol tak terbatas” berarti hidrolik dapat menekuk apa saja? Tidak. Begitu Anda melewati ketebalan sekitar 50 mm, sebagian besar rem tekan hidrolik standar mencapai batas struktural dan pompa. Anda memerlukan pengaturan tandem atau peralatan khusus. Dan pada lembaran tipis, sistem elektrik sering mengungguli hidrolik dalam hal pengulangan dan efisiensi energi.
Jadi mengapa hidrolik mendominasi pelat kekuatan tinggi?
Karena retakan pada AR atau HSLA bukan tentang tonase rata-rata. Ini tentang pengendalian lonjakan. Mikroretakan mulai muncul ketika tegangan lokal melampaui batas tarik pada radius dalam. Kenaikan tekanan yang halus mengurangi kelebihan tegangan sesaat. Benturan tetap tidak peduli pada struktur butiran Anda.
Peringatan Hampir Celaka: Kami pernah menguji satu batch baru pelat AR tanpa menyesuaikan peningkatan tekanan. Ram menghantam dengan kecepatan pendekatan cepat terlalu lama sebelum melambat. Tekanan melonjak 40 ton di atas kurva biasa kami dalam sepersekian detik. Retakannya terdengar seperti tembakan senapan.
Jika Anda dapat membentuk kurva gaya, Anda mengurangi risiko lonjakan. Jika tidak, Anda bertaruh bahwa baja akan berperilaku sama persis seperti batch sebelumnya. Dan itu menimbulkan pertanyaan yang jarang ditanyakan karyawan baru: apa yang sebenarnya terjadi di dalam silinder ketika Anda menahan 400 ton dan ram hanya… diam menunggu?
| Topik | Detail |
|---|---|
| Kontrol Tonnase Tak Terbatas vs. Benturan Tetap | Mencegah keretakan material |
| Pengaturan Rem Hidrolik | Atur batas tekanan sebelum menurunkan siklus. Tetapkan batas di bawah peringkat maksimum mesin untuk menciptakan pagar pengaman keselamatan. |
| Cara Sistem Hidrolik Menerapkan Gaya | Tekanan meningkat secara bertahap. Oli sedikit terkompresi; katup mengatur aliran; silinder mengubah tekanan menjadi gaya linier. Saat hambatan meningkat, tekanan naik dengan mulus sepanjang kurva waktu nyata yang terlihat—seperti mengendarai sungai gaya, bukan menembakkan peluru. |
| Sistem Mekanis & Servo-Elektrik | Gaya terikat pada profil gerak dan energi mekanis yang disimpan/dipindahkan. Di dekat titik mati bawah, gaya puncak datang setelah terkomitmen—terlepas dari respons material. Ini adalah perilaku benturan, meskipun dikontrol secara presisi. |
| Batas “Kontrol Tak Terbatas” | Hidrolik tidak dapat menekuk segala hal. Di atas ketebalan pelat ~50 mm, sebagian besar rem hidrolik standar mencapai batas struktural dan pompa, memerlukan pengaturan tandem atau khusus. Untuk lembaran tipis, sistem elektrik sering kali mengungguli hidrolik dalam pengulangan dan efisiensi energi. |
| Mengapa Hidrolik Mendominasi Pelat Kekuatan Tinggi | Keretakan pada baja AR atau HSLA bergantung pada kontrol lonjakan, bukan tonase rata-rata. Mikro-retakan terbentuk saat tegangan lokal melebihi batas tarik di radius bagian dalam. Peningkatan tekanan yang halus mengurangi tegangan berlebih sesaat; benturan tetap tidak memperhitungkan struktur butiran. |
| Contoh Peringatan Hampir Celaka | Selama pengujian batch baru pelat AR, kegagalan menyesuaikan peningkatan tekanan menyebabkan ram melambat terlalu lambat. Tekanan melonjak 40 ton di atas kurva normal dalam sepersekian detik, menghasilkan retakan yang terdengar seperti tembakan senapan. |
| Wawasan Utama | Membentuk kurva gaya mengurangi risiko lonjakan. Tanpa kontrol, Anda bergantung pada baja yang berperilaku sama persis seperti batch sebelumnya—menimbulkan pertanyaan tentang apa yang terjadi di dalam silinder saat menahan 400 ton dan ram hanya diam menunggu. |
Bayangkan dua silinder besar berisi oli, tertutup rapat, piston menekan ke bawah. Tingkatkan aliran pompa dan perhatikan tekanan naik saat punch menghadapi hambatan. Molekul minyak terkompres sedikit—cukup untuk bertindak seperti pegas keras. Katup kontrol membatasi atau mengizinkan aliran, yang mengubah seberapa cepat tekanan terbentuk.
Saat Anda berhenti di tengah stroke, katup tertutup. Aliran berhenti. Tekanan menyamakan diri di seluruh kolom fluida. Minyak menahan piston pada posisinya karena tidak ada tempat untuk pergi. Anda menyimpan energi sebagai tekanan hidrolik, bukan sebagai massa berputar atau komponen mekanis yang meregang.
Itulah perbedaannya.
Flywheel menyimpan energi secara kinetik. Roller screw menyimpannya secara mekanis. Minyak hidrolik menyimpannya sebagai tekanan terkontrol. Lepaskan katup perlahan dan gaya akan berkurang secara halus. Buang cepat dan Anda akan melihat reaksi yang lebih tajam—tetapi tetap diatur oleh aliran fluida, bukan hanya inersia.
Dan inilah bagian praktisnya: minyak yang terkontaminasi, seal yang aus, atau katup proporsional yang lengket akan mengubah kurva tekanan itu. “Sungai yang halus” Anda berubah menjadi bergelora. Saat itulah hidrolik kehilangan keunggulannya.
Peringatan Hampir Celaka: Filter balik yang tersumbat pernah menyebabkan kelambatan tekanan pada bending berat. Operator mengimbangi dengan memerintahkan kedalaman lebih. Saat katup akhirnya merespon, ram menembus berlebihan dan hampir menghancurkan set cetakan tersegmentasi.
Dinamika fluida adalah pertahanan Anda—tetapi hanya jika sistem fluida sehat dan pengaturan benar.
Jadi sekarang Anda tahu mengapa hidrolik bisa berhenti, menahan, dan membentuk gaya. Pertanyaan sebenarnya bukan apakah mesin bisa mengontrol tonase. Pertanyaannya adalah apakah Anda tahu berapa banyak yang diperlukan untuk baja spesifik Anda, ketebalan, lebar cetakan, dan suhu sebelum Anda menyentuh pedal.
Kami memiliki batang sepanjang 12 kaki dari plat 3/8 inci di atas meja—gambar pelanggan mengatakan “A36.” Operator mengambil chart standar: sekitar 60 ton untuk panjang tersebut dalam V 3 inci. Aman. Rutinitas. Kemudian sertifikat pabrik tiba terlambat. Itu bukan A36. Itu AR400.
Satu pergantian itu mengambil angka chart yang nyaman dan meregangkannya sampai silinder Anda bekerja di kisaran yang tidak pernah Anda rencanakan.
Begini cara menghitungnya sebelum Anda menyentuh pedal.
Mulailah dengan rumus dasar untuk air bending baja ringan:
Tonase per kaki ≈ (K × Kekuatan Tarik × Ketebalan²) / Bukaan Cetakan
Untuk baja ringan 60.000 PSI, sebagian besar chart sudah memasukkan konstanta. Itu adalah faktor material “1,0” Anda. Sekarang ubah baja, dan Anda mengubah perhitungannya.
AR400 bukan 60.000 PSI tarik. Ini biasanya di atas 180.000 PSI tarik dengan yield sekitar 140.000–160.000 PSI tergantung batch. Artinya faktor material Anda bukan 1,0. Lebih dekat ke 2,5 dibanding baja ringan.
Jadi jika chart Anda mengatakan 60 ton untuk bending tersebut pada A36, AR400 tidak membutuhkan “sedikit lebih.” Ia membutuhkan sesuatu di kisaran 150 ton untuk geometri yang sama. Ketebalan sama. Cetakan sama. Sudut sama.
Jika Anda tidak mengalikan, Anda bukan meremehkan sebesar 10%. Anda meleset dengan faktor yang dapat mendorong Anda melewati jendela hidrolik yang mesin Anda dapat tahan dengan aman. Dan itu sebelum kita bahkan membicarakan lebar cetakan.
Jadi apa tepatnya dalam baja yang memaksa Anda membuang chart?
Lihat radius bagian dalam setelah suatu pelipatan. Di situlah serat luar meregang dan serat dalam tertekan. Pelipatan dimulai ketika Anda melampaui kekuatan luluh, bukan kekuatan tarik. Luluh adalah titik di mana baja berhenti berperilaku elastis dan mulai mengalir.
Sebagian besar bagan tonase generik dibuat berdasarkan baja karbon lunak dengan kekuatan tarik 60.000 PSI. Mereka mengasumsikan rasio luluh terhadap tarik yang khas untuk kelas tersebut. Jika diganti dengan stainless 304, kekuatan tariknya sekitar 90.000 PSI. Jika diganti dengan AR400, kekuatan tarik dan luluh meningkat secara drastis.
Hal itu penting karena gaya tekuk yang diperlukan hampir langsung berbanding dengan kekuatan tarik dalam rumusnya. Ganda kekuatan tarik, dan untuk ketebalan serta bukaan cetakan yang sama, Anda kira-kira menggandakan tonase yang diperlukan.
Namun inilah bagian yang sering diabaikan dalam brosur: banyak operator membaca “luluh 140.000 PSI” pada sertifikat dan memasukkan nilai tarik 140.000. Lebih buruk lagi, mereka mengabaikan keduanya dan mempercayai bagan baja lunak. Itulah cara Anda diam-diam memerintahkan 120 ton ketika pekerjaan sebenarnya membutuhkan 280.
Pada rem hidraulik, Anda dapat melihat tekanan naik dan berhenti sejenak. Pada mekanis, Anda hanya melihat pelat jatuh. Bagaimanapun juga, jika perhitungan Anda salah, mesin tidak peduli dengan optimisme Anda.
Peringatan Nyaris Kecelakaan: Kami pernah menekuk stainless setebal 1/2 inci dengan asumsi faktor material 1,5. Batch tersebut ternyata lebih kuat dari spesifikasi—mendekati 100.000 PSI kekuatan tarik. Operator menekan langkah hingga batas untuk mengejar sudut. Tekanan melonjak melewati batas cetakan dan menyebabkan retakan di bahu. Tidak ada yang terluka. Pelajaran mahal.
Jadi Anda sudah mengoreksi untuk kekuatan. Bagus. Sekarang katakan—bukaan cetakan apa yang Anda gunakan, dan apakah Anda tahu apa yang dilakukan hal itu terhadap kurva tekanan di dalam silinder Anda?
Ambil contoh pelat AR400 setebal 3/8 inci yang sama. Katakan Anda memilih V 2 inci karena ingin radius bagian dalam lebih rapat. Rumus tonase mengkuadratkan ketebalan dan membagi dengan bukaan cetakan. Potong V menjadi setengah, dan Anda hampir menggandakan gaya yang diperlukan.
Praktik standar untuk pelipatan udara baja lunak adalah sekitar 8× ketebalan material untuk bukaan V. Jika lebih sempit—6× atau 4×—tonase akan naik dengan cepat. Pada pelat berkekuatan tinggi, kenaikan itu bukan hanya rasa sakit yang linier. Itu adalah risiko hidraulik.
Inilah perangkapnya: mesin Anda mungkin diberi peringkat 200 ton. Tetapi peringkat itu tidak selalu berarti tonase penuh di seluruh panjang. Defleksi dan distribusi hidraulik berarti Anda tidak bisa mengasumsikan kapasitas seragam dari ujung ke ujung. Memuat pelat panjang dengan V sempit dan baja berkekuatan tinggi membuat gaya terkonsentrasi ke area kontak lebih kecil. Tekanan dalam silinder naik untuk mengimbangi.
Jika tonase yang dihitung untuk AR400 pada V 8× adalah 150 ton, turun ke V 6× dapat mendorong Anda melewati 200. Anda tidak mengubah ketebalan. Anda mengubah geometri—dan memaksa sistem hidraulik mendekati batas maksimumnya.
Dan ketika silinder hidraulik mencapai tekanan sistem maksimum, ia tidak memberi peringatan dengan sopan. Katup pelepas bergetar. Segel menerima beban. Anda hanya satu katup lengket dari penetrasi berlebih yang tiba-tiba.
Peringatan Nyaris Kecelakaan: Seorang karyawan baru pernah memilih V 5× pada HSLA 1/2 inci untuk “mendapatkan sudut lebih bersih.” Perhitungan tonase yang dia abaikan seharusnya menunjukkan bahwa kami membutuhkan lebih dari kapasitas yang didistribusikan rem sepanjang 10 kaki. Ram berhenti, tekanan melonjak, dan ketika ia mundur, bagian tersebut memantul dengan keras, hampir menjatuhkannya.
Anda bisa berhenti di tengah langkah sesuka hati. Jika pilihan cetakan Anda menuntut tonase lebih dari yang dapat disediakan sistem hidraulik secara halus, Anda bukan mengendalikan sungai—Anda mencoba menahan banjir dengan kain lap bengkel.
Jadi mungkin Anda berkata, baik, saya akan pelipatan udara dengan cetakan lebih lebar untuk menjaga tonase tetap rendah. Itu menyelesaikan segalanya, bukan?
Pelipatan udara hanya menyentuh ujung punch dan bahu cetakan. Material melayang di antaranya. Hal ini membuat tonase yang diperlukan lebih rendah—sering kali hanya sebagian dari penekanan penuh atau pengoinan, yang dapat menuntut dua hingga empat kali gaya karena Anda memaksa baja menyesuaikan dengan sudut dan radius cetakan.
Sebagai contoh, baja lunak 3 mm di atas V 24 mm mungkin membutuhkan sekitar 20 ton per meter dalam pelipatan udara. Beralih ke penekanan penuh, dan Anda bisa dengan mudah menggandakan atau melipatgandakan angka itu. Lembaran yang sama. Ketebalan yang sama. Beban hidraulik yang sepenuhnya berbeda.
Pada AR400, pembengkokan udara menjaga tonase tetap terkendali—tetapi pegas balik bisa mencapai 8 hingga 10 derajat. Hal itu menggoda operator untuk mengejar sudut dengan menekan lebih dalam, mendekati penguncian yang tidak diinginkan. Saat Anda beralih dari pembengkokan udara ke penguncian tanpa menghitung ulang, kebutuhan tonase Anda melonjak tajam.
Lompatan itu adalah saat silinder menjadi terkejut.
Jika Anda benar-benar membutuhkan toleransi ketat pada pelat berkekuatan tinggi, terkadang penguncian terkontrol masuk akal—tetapi hanya jika Anda telah menghitung gaya yang lebih tinggi sebelumnya dan memastikan rating mesin serta perkakas dalam satuan yang konsisten. Metrik ton per meter tidak sama dengan short ton per foot. Jika Anda mencampurnya, Anda bisa mengira sebuah cetakan tiga kali lebih kuat dari kenyataannya.
Jika kau memperlakukan semuanya seperti palu kinetik, kau sedang mempertaruhkan pelat mahal pada kurva gaya yang bahkan tidak kau pahami.
Sistem hidraulik memberi Anda kekuatan untuk berhenti, menahan, dan membentuk gaya. Tetapi perhitunganlah yang menentukan apakah jeda itu terjadi pada 140 ton aman—atau pada 260 ton yang merusak seal dan mendekati retakan. Dan itu membawa langsung ke disiplin berikut yang harus Anda kuasai: setelah Anda tahu tonase yang benar, bagaimana Anda mengatur urutan ram dan tekanan agar benar-benar mencapainya—tanpa melampaui batas?
Kami berada di rem mekanis 250 ton ketika saya belajar pelajaran ini dengan cara yang sulit. Anda mengatur kedalaman, menekan pedal, dan ram turun seperti guillotine. Tanpa jeda. Tanpa penyesuaian. Jika Anda salah sudut, Anda harus menerimanya.
Rem hidraulik tidak harus berperilaku seperti itu.
Anda telah menghitung tonase. Anda tahu bukaan cetakan Anda. Bagus. Sekarang pertanyaan sebenarnya: bagaimana Anda memindahkan 180 ton melalui baja tanpa melampauinya 20 ton karena katup Anda terlambat setengah detik dari gerakan kaki Anda?
Anda berhenti berpikir dalam satuan inci dari langkah dan mulai berpikir dalam laju aliran dan kenaikan tekanan. Rem hidraulik itu seperti sungai. Kendalikan arusnya, bukan hanya tepinya.
Amati pengukur tekanan saat Anda membengkokkan AR400 setebal 1/2 inci dalam bukaan V 8×. Dua inci pertama perjalanan? Hampir tidak ada beban. Anda hanya menutup jarak kosong. Lalu punch menyentuh pelat. Tekanan mulai naik—tidak tajam, tapi stabil—saat deformasi elastis dimulai. Kurva itu menunjukkan di mana kendali Anda penting.
Atur kecepatan pendekatan cepat hingga 0,200 inci di atas material. Gerakkan udara dengan cepat; jangan buang waktu siklus untuk menekan kekosongan.
Kurangi kecepatan jepitan terkontrol sebelum kontak. Saya suka penurunan yang terasa nyata—cukup cepat agar tetap produktif, cukup lambat agar katup proporsional dapat mengimbangi. Sistem loop tertutup mengoreksi dalam hitungan milidetik, tetapi katup masih memiliki waktu respons fisik. Jika Anda menabrak pada kecepatan penuh saat kontak, pengontrol bereaksi terhadap kesalahan kemarin.
Inilah mekanismenya: tekanan hidraulik tidak melonjak karena baja itu jahat. Ini melonjak karena fluida hampir tidak bisa dimampatkan dan silinder Anda masih mengalir dengan laju tinggi ketika resistansi tiba-tiba meningkat. Perlambat aliran sebelum resistansi naik, dan peningkatan tekanan menjadi lebih halus. Anda telah membentuk kurva gaya alih-alih menabraknya.
Transisikan ke kecepatan tekan saat tonase meningkat melewati 30–40 % dari target. Di sinilah pelat berkekuatan tinggi mulai melawan balik. Pertahankan ram tetap paralel. Sistem sinkronisasi modern dapat menahan ±0,01 mm per meter—tetapi hanya jika kedua silinder menerima aliran yang seimbang. Jika satu sisi tertinggal karena Anda memerintahkan laju yang terlalu agresif, Anda bukan sedang membengkokkan; Anda sedang memutar.
Peringatan Hampir Celaka: Seorang operator baru pernah membiarkan kecepatan pendekatan tetap tinggi sampai kontak pada HSLA 3/4 inci. Ram menghantam, tekanan melonjak, dan silinder kanan tertinggal 0,3 mm sebelum koreksi. Bagian melengkung, punch terchip, dan tangannya masih berada di area cetakan membersihkan kerak saat itu terjadi. Gerakan cepat mencuri waktu reaksi.
Program kecepatan kembali yang terkontrol juga. Aliran balik bukanlah hal yang dilakukan sembarangan. Jika gerakan naik memantul terlalu keras, kamu akan mendapatkan pantulan ram. Pantulan itu muncul di siklus berikutnya sebagai kedalaman yang tidak konsisten, dan tiba-tiba kamu mengejar sudut dengan penyesuaian kedalaman yang sebenarnya bukan masalah utama.
Jadi kamu telah mengatur urutan langkahnya. Kamu mencapai tonase target tanpa berlebih. Sekarang baja mengendur dan terbuka tiga derajat. Apakah kamu mengejarnya lebih dalam—atau menahannya di posisi itu?
Tekuk selembar AR400 setebal 1/2 inci hingga 90 derajat di udara. Lepaskan tekanan. Baja terbuka menjadi 97 derajat. Tujuh derajat itu adalah pemulihan elastis—energi yang tersimpan keluar dari baja saat kamu melepaskan beban.
Sebagian besar operator menusuk lebih dalam pada pukulan berikutnya. Lebih dalam. Lebih kuat. Berharap mendapatkan 90 derajat saat dilepaskan.
Tahan di titik mati bawah dengan tekanan yang terkontrol sebagai gantinya. Bukan jeda kopi yang lama—setengah detik hingga satu detik di bawah tonase yang stabil. Apa yang terjadi secara fisik? Kamu memungkinkan deformasi mikro tersebar melalui ketebalan, bukan langsung memantul kembali. Tekanan tetap konstan; tegangan internal material terdistribusi ulang.
Namun inilah bagian yang sering diabaikan brosur: menahan bukanlah keajaiban. Jika kapasitas mesinmu sudah mencapai 95%, penahanan statis dapat menyebabkan kenaikan suhu pada oli dan tegangan lokal di bahu cetakan. Tekanan yang kontinu dan berbentuk baik lebih aman daripada penahanan berat berulang.
Gunakan waktu penahanan sebagai penyesuaian halus setelah kamu menyetel kecepatan pendekatan dan penekanan—bukan sebagai penopang untuk geometri yang buruk atau tonase yang salah perhitungan.
Koreksi sudut modern dapat menyesuaikan di tengah langkah. Sistem melihat tren yang cenderung dangkal dan memberi perintah sedikit lebih dalam. Mesin dapat melakukannya. Penilaian kapan mempercayainya adalah milikmu. Jika koreksi membutuhkan lonjakan mendadak di dekat bagian bawah, lebih baik mundur dan memprogram ulang kenaikan tekanan daripada membiarkannya menekan lebih keras di saat paling berisiko.
Peringatan Hampir Celaka: Kami pernah mengejar springback pada baja tahan karat tebal dengan menambah kedalaman alih-alih menambah waktu penahanan 0,7 detik. Operator secara tak sengaja menekan ke sudut cetakan. Tonase langsung berlipat dua. Katup relief berteriak, dan bagian tersebut menendang saat dilepaskan, hampir mengenai lengan bawahnya di dekat pengukur belakang.
Jadi kapan pembengkokan berlebihan masuk akal? Ketika kamu telah memastikan kebutuhan tonase yang lebih tinggi masih berada dalam batas mesin dan perkakas, serta saat peningkatan tekananmu cukup halus sehingga kamu tidak mengejutkan sistem di bagian bawah.
Hal ini memunculkan sesuatu yang sering diabaikan oleh pegawai baru sampai bagian mulai menunjukkan sudut berbeda di ujung dibandingkan di tengah.
Letakkan pelat kekuatan tinggi tebal 3/8 inci sepanjang 10 kaki dan tekan dengan 160 ton di atasnya. Meja akan melengkung. Bukan karena dibuat buruk—karena baja membengkok di bawah beban. Bagian tengah turun beberapa seperseribu inci. Itu berarti penetrasi di tengah lebih sedikit, sudut lebih besar.
Kamu bisa menghitung tonase dengan sempurna dan tetap mendapatkan bentuk bengkok seperti senyuman.
Ukur potongan uji di kedua ujung dan tengah sebelum menyentuh pembentukan mahkota. Jangan menebak.
Sesuaikan penyesuaian crowning mekanis atau hidraulis secara bertahap—cukup untuk mengimbangi defleksi yang diharapkan pada tonase yang telah dihitung. Crowning memberi pra-tekanan ke arah atas pada meja sehingga saat menerima gaya penuh, meja menjadi lurus kembali.
Inilah mekanismenya: tanpa crowning, silinder Anda memberikan gaya yang sama besar, tetapi geometri rangka mendistribusikan tekanan kontak secara tidak merata. Sistem hidraulik mungkin tersinkronisasi hingga mikron, namun struktur itu sendiri melengkung. Anda mengendalikan fluida dengan sempurna di dalam rangka yang melengkung seperti busur.
Pemeriksaan pencegahan penting di sini. Penyelarasan ram setiap beberapa ratus siklus. Minyak yang bersih memastikan katup merespons secara konsisten. Delapan puluh persen kegagalan katup disebabkan oleh kontaminasi. Penyimpangan beberapa ribu bagian dari paralel, dan profil tekanan yang terlihat indah menghasilkan sudut yang tidak konsisten dari sisi ke sisi.
Peringatan Nyaris Celaka: Kami mengabaikan crowning pada pengerjaan HSLA panjang, mengira CNC akan “mengatasinya.” Sudut di bagian tengah terbuka dua derajat. Operator menyesuaikan dengan menambah kedalaman. Ujung-ujung bagian tertekuk berlebihan, pusat tetap dangkal, dan satu bagian retak di sepanjang radius dalam tempat tegangan tertinggi.
Presisi hidraulik hanya bermanfaat ketika struktur di bawahnya disetel dengan baik dan urutan gerakannya sepanjang stroke dilakukan dengan sengaja.
Anda dapat memerintahkan 180 ton. Mesin akan memberikannya. Keahlian yang sebenarnya adalah memutuskan seberapa cepat mendekat, seberapa lembut tekanan dinaikkan, kapan menahan, dan berapa banyak pra-tekanan yang diberikan pada meja agar gaya bergerak seperti aliran sungai yang stabil, bukan pukulan palu.
Dan jika sungai itu berubah suhu selama shift panjang—jika minyak menipis dan waktu respons bergeser—apa yang terjadi pada urutan yang telah Anda program dengan begitu cermat?
Anda bertanya apa yang terjadi ketika "sungai gaya" itu menghangat di tengah shift.
Inilah yang terjadi: nilai 90 di pagi hari menjadi 92 pada jam tiga sore, dan tidak ada yang menyentuh programnya.
Minyak hidraulik bukan sekadar pelumas. Ia adalah media transmisi antara katup servo Anda dan 180 ton ram. Ketika dingin saat start-up, viskositasnya lebih tinggi — cairan lebih kental, aliran lebih lambat melalui lubang katup, respons silinder sedikit tertunda. Saat mesin berulang siklus, minyak menipis. Perintah katup yang sama kini menggerakkan lebih banyak fluida, lebih cepat. Itu mengubah seberapa cepat tekanan terbentuk di bagian bawah stroke dan seberapa kuat sistem menahan tonase selama jeda setengah detik yang Anda program dengan hati-hati untuk mengontrol springback.
Skala posisi mungkin masih menunjukkan ±0,01 mm.
Namun kurva tekanan yang membawa Anda ke sana telah bergeser.
Dan itu berarti baja merasakan tekanan yang berbeda.
Dulu kami menggunakan rem mekanis 250 ton, dan penyimpangan berarti sambungan aus. Pada sistem hidraulik, penyimpangan sering berarti panas.
Mulai hari dengan minyak 68 derajat. Kecepatan pendekatan Anda tajam tetapi sedikit teredam; tekanan naik dengan bahu yang lembut. Menjelang sore, suhu minyak naik 20 atau 30 derajat akibat siklus berat. Viskositas turun. Katup servo bereaksi lebih cepat. Ram mungkin mencapai kedalaman yang sama, tetapi tekanan meningkat lebih awal pada beberapa milimeter terakhir perjalanan. Kenaikan tekanan lebih awal itu mengurangi waktu penahanan efektif di bawah tonase stabil — karena baja mulai melunak di bawah kurva yang lebih curam.
Jadi waktu penahanan setengah detik yang telah Anda sesuaikan dengan cermat tidak lagi benar-benar setengah detik yang sama.
Tambahkan ini: meja ikut menghangat. Plat tebal memanas. Bahkan udara di bengkel berubah antara pagi dan sore. Kekuatan luluh baja sedikit berubah dengan suhu, dan springback pun mengikutinya. Sekarang Anda tidak hanya berurusan dengan minyak. Anda mengamati seluruh rangkaian termal bengkel yang mendorong sudut Anda untuk terbuka atau tertutup satu atau dua derajat.
Itu bukan kesalahan operator.
Itu perilaku fluida yang menulis ulang urutan Anda.
Peringatan Hampir Terjadi: Kami pernah mengabaikan kenaikan suhu oli saat menjalankan AR400 panjang dan terus menambah kedalaman 0,2 mm untuk mengejar sudut terbuka yang merayap. Pada jam ke enam, oli panas, respons tajam, dan satu siklus menghantam dasar lebih keras dari yang diperkirakan — tekanan melonjak lebih awal, bagian kembali tersentak saat dilepas, dan tangan operator masih berada di flens memeriksa sudut.
Jadi apa yang Anda lakukan?
Panaskan mesin dengan sengaja sebelum mengatur kedalaman akhir. Pantau suhu oli, bukan hanya sudut bagian. Program ramp tekanan yang mentoleransi perubahan respons kecil alih-alih lonjakan tajam di dekat titik mati bawah. Jika mesin Anda memiliki pendingin, jagalah kondisinya — pendingin yang tersumbat mengubah sistem presisi menjadi tebakan di siang hari.
Anda tidak sedang melawan baja.
Anda sedang mengelola suhu sungai.
Sekarang Anda akan berkata, “Baiklah. Saya akan memperlambatnya. Menjaganya tetap stabil.”
Naluri yang baik.
Kecepatan pendekatan dan penekanan yang lebih lambat menghasilkan lebih sedikit panas per satuan waktu. Lebih sedikit panas berarti viskositas lebih konsisten. Viskositas yang lebih konsisten berarti waktu katup dan ramp tekanan berperilaku lebih mendekati apa yang Anda programkan pada pukul 8 pagi. Tetapi siklus yang lebih lambat berarti lebih sedikit bagian per jam. Di atas kertas, itu terlihat seperti kehilangan produktivitas.
Namun inilah bagian yang diiklankan secara samar: membuang tiga lembar pelat kekuatan tinggi karena sudut sore hari menyimpang lebih mahal daripada mengurangi dua detik dari siklus.
Panas berasal dari aliran dan hambatan. Aliran tinggi melalui bukaan katup sempit membangun suhu. Siklus cepat menumpuk panas itu lebih cepat daripada yang bisa dibuang oleh tangki dan pendingin. Saat Anda menjalankan penuh sepanjang pagi, Anda menukar throughput jangka pendek dengan ketidakstabilan jangka panjang.
Jika kau memperlakukan semuanya seperti palu kinetik, kau sedang mempertaruhkan pelat mahal pada kurva gaya yang bahkan tidak kau pahami.
Terkadang langkah paling produktif adalah menurunkan kecepatan ram 10 persen dan menjaga oli tetap dalam rentang stabil sehingga bagian pertama dan bagian ke lima puluh Anda cocok tanpa mengejar kedalaman.
Jadi apakah lebih lambat membuat Anda merugi terlalu banyak?
Atau apakah drift termal sudah membuat Anda rugi lebih banyak?
| Bagian | Konten |
|---|---|
| Judul | Paradoks Kecepatan vs. Daya: Apakah waktu siklus yang lebih lambat membuat Anda rugi terlalu banyak? |
| Reaksi Awal | “Baiklah. Saya akan memperlambatnya. Menjaganya tetap stabil.” |
| Wawasan Langsung | Kecepatan pendekatan dan penekanan yang lebih lambat menghasilkan lebih sedikit panas per satuan waktu. Lebih sedikit panas berarti viskositas lebih konsisten. Viskositas yang lebih konsisten menjaga waktu katup dan ramp tekanan tetap dekat dengan pengaturan yang diprogramkan. |
| Kerugian yang Dirasakan | Siklus yang lebih lambat berarti lebih sedikit bagian per jam, yang tampak sebagai penurunan produktivitas di atas kertas. |
| Biaya Tersembunyi | Membuang tiga lembar pelat berkekuatan tinggi karena penyimpangan sudut bisa lebih mahal daripada menghemat dua detik per siklus. |
| Penyebab Utama Panas | Panas berasal dari aliran dan hambatan. Aliran tinggi melalui bukaan katup yang sempit meningkatkan suhu. Siklus yang cepat menimbun panas lebih cepat daripada yang dapat dihilangkan oleh tangki dan pendingin. |
| Risiko Operasional | Menjalankan mesin dengan kecepatan penuh sepanjang pagi menukar hasil jangka pendek dengan ketidakstabilan jangka panjang. |
| Kesalahpahaman Mekanis | Memperlakukan mesin seperti palu kinetik membuat pelat mahal berisiko terhadap kurva gaya yang kurang dipahami. |
| Rekomendasi Praktis | Mengurangi kecepatan ram sebesar 10% dapat menjaga oli tetap dalam kisaran stabil, memastikan konsistensi antara bagian pertama dan ke-50 tanpa menyesuaikan kedalaman. |
| Pertanyaan Penutup | Apakah operasi yang lebih lambat benar-benar membuat Anda rugi lebih banyak — atau apakah penyimpangan termal sudah membuat Anda rugi lebih banyak? |
Rem servo listrik tidak memiliki oli yang dapat menipis.
Itulah keunggulan bersih mereka.
Baut bola yang digerakkan oleh motor servo tidak “bernapas” mengikuti suhu seperti fluida. Ketepatan posisi bisa lebih rapat karena tidak ada variabel viskositas antara perintah dan gerakan. Untuk pekerjaan bahan tipis dengan toleransi tinggi, stabilitas termal itu sulit untuk disangkal.
Namun sistem listrik tidak memberikan pembentukan tonase pertengahan langkah yang sama di bawah beban berat seperti yang dapat diberikan oleh hidrolik yang disetel dengan baik dan memiliki kontrol tekanan loop tertutup. Saat Anda menekuk pelat tebal berkekuatan tinggi dan perlu berhenti, menahan, serta menyesuaikan tonase secara dinamis untuk mengelola pantulan balik tanpa memberi beban ke bahu cetakan, tenaga fluida masih memberikan jendela kontrol yang lebih luas.
Sistem hibrida mencoba membagi perbedaan — penggerak listrik dengan pembangkitan gaya hidrolik. Mereka mengurangi sebagian panas, memperketat respons, tetapi tidak menghilangkan fisika fluida. Oli tetap memanas. Viskositas tetap berubah. Anda tetap membutuhkan pendinginan dan pemantauan jika beroperasi dengan beban berat.
Jadi tidak, tidak ada mesin ajaib yang membebaskan Anda dari berpikir tentang pengiriman gaya.
Hanya ada satu pertanyaan: tingkat kontrol seperti apa yang dibutuhkan pekerjaan Anda, dan apakah Anda mengelola fisika yang menyertai sistem yang Anda pilih?
Karena baik itu murni listrik maupun hidraulik, Anda tidak mendapatkan presisi hanya dengan memiliki lencana yang tepat pada panel samping.
Anda mendapatkannya dengan memahami bagaimana energi bergerak melalui mesin — dan apa yang berubah ketika energi itu memanas.
Anda menginginkan proses yang dapat diulang yang mengompensasi pergeseran termal alih-alih mengejar sudut setelah muncul pada pengukur.
Bagus.
Berhentilah berpikir dalam istilah “Berapa ton rem ini punya?” dan mulailah berpikir dalam istilah “Seberapa presisi saya bisa membentuk dan menstabilkan tonase itu begitu baja mulai memberikan tekanan balik?” Karena begitu suhu oli, suhu meja, dan suhu material mulai berubah, Anda tidak lagi memprogram posisi — Anda sedang mengelola sistem gaya yang dinamis.
Perubahan itu tidak terlihat jelas karena mesin masih mencapai kedalaman pada layar.
Ketika saya mendengar seorang pembeli berkata, “Kami sedang melihat yang 300 ton,” saya tahu dia masih berbelanja untuk sebuah palu.
Ajukan pertanyaan yang berbeda: Berapa besar jendela kendali yang dibutuhkan pekerjaan ini?
Menekuk baja karbon rendah setebal 1/8 inci dengan toleransi ±1 derajat pada cetakan lebar? Anda membutuhkan posisi bawah yang dapat diulang dan akurasi backgauge yang layak. Kurva gaya bisa tumpul dan itu masih bisa diterima. Rem mekanis dengan langkah tetap bisa bekerja di sana sepanjang hari, cepat dan murah.
Sekarang beralih ke HSLA 3/4 inci dengan toleransi ketat, atau pelat AR di mana pegas balik berubah seiring kenaikan suhu oli 10 derajat. Tiba-tiba Anda perlu memperlambat pendekatan, menaikkan tekanan pada 5 mm terakhir, berhenti di bawah beban, dan menyesuaikan tonase sebelum pelepasan untuk menaklukkan pegas balik. Itu adalah manajemen perilaku fluida. Jika arsitektur Anda tidak dapat mempertahankan tekanan stabil saat oli menipis, “300 ton” Anda hanyalah angka yang dicat di sisi mesin.
Peringatan Hampir Celaka: Kami pernah memiliki supervisor baru yang menentukan rem mekanis tonase tinggi untuk pelat keras tebal karena “lebih banyak ton berarti lebih aman.” Pada siang hari pertama yang panas, langkah tetap mencapai beban penuh terlalu cepat, tidak ada koreksi di tengah langkah, dan suatu bagian mengalami mikro-retak di sepanjang garis tekuk. Lolos pemeriksaan visual. Gagal saat digunakan. Mesin itu tidak kekurangan tenaga — ia kekurangan kendali.
Jadi lensa pertama bukanlah jenis mesin.
Melainkan lebar pita kendali gaya yang dibutuhkan.
Tulislah pekerjaan dalam tiga kolom: ketebalan, toleransi, konsekuensi dari kegagalan.
Ketebalan memberi tahu Anda tonase dasar. Toleransi memberi tahu seberapa sempit jendela gaya Anda. Konsekuensi memberi tahu seberapa banyak pergeseran termal yang dapat Anda toleransi sebelum limbah menjadi bencana.
Jika Anda menjalankan produksi volume tinggi dengan konsekuensi rendah dan toleransi longgar, kecepatan mekanis mungkin menang. Siklus yang lebih cepat berarti lebih sedikit modal yang terikat. Anda menerima kurva gaya yang tumpul karena baja masih dapat mentolerirnya.
Namun inilah bagian yang sering diabaikan brosur: ketika toleransi diperketat atau konsekuensinya meningkat — bagian struktural, pelat tahan aus, apa pun di mana garis tekuk yang retak menimbulkan kerugian nyata — nilai bergeser dari waktu siklus ke kemampuan kendali. Sistem hidraulik dengan kontrol tekanan loop tertutup memungkinkan Anda membentuk aliran: menyesuaikan laju peningkatan tekanan, menahan beban, mengompensasi perubahan suhu oli dengan memodifikasi setpoint tekanan alih-alih mengejar kedalaman.
Sistem servo elektrik menghilangkan kebutuhan akan oli, yang membantu stabilitas termal pada lembaran tipis. Namun, ketika Anda bekerja dengan pelat berkekuatan tinggi dan membutuhkan pembentukan tonase setengah langkah di bawah beban berat, tenaga fluida masih memberikan jendela penyesuaian yang lebih luas — asalkan panas dan aliran dikelola dengan sengaja.
Jadi Anda menyesuaikan arsitektur bukan berdasarkan tonase.
Anda menyesuaikannya dengan seberapa banyak baja diperbolehkan memberi kejutan kepada Anda.
Sekarang kita sampai pada pertanyaan sebenarnya: bagaimana Anda membangun proses yang mengompensasi alih-alih bereaksi?
Pasangi instrumen pada mesin. Pantau suhu oli setiap shift. Catat sudut, kedalaman, dan tekanan saat persetujuan artikel pertama. Kaitkan rentang sudut yang dapat diterima dengan rentang suhu tertentu. Ketika oli bergerak keluar dari rentang itu, sesuaikan peningkatan tekanan atau waktu tahan terlebih dahulu — bukan kedalaman bawah. Itu menjaga kurva gaya Anda tetap stabil, alih-alih merayap lebih dalam ke cetakan dan mengubah radius tekukan.
Programkan siklus pemanasan awal yang disengaja. Bawa sistem hidrolik ke suhu operasi sebelum mengunci kedalaman akhir. Stabilitas terlebih dahulu, produksi setelahnya.
Standarkan kecepatan. Hindari lonjakan aliran maksimum di pagi hari dan berjalan lambat di sore hari. Laju aliran mengendalikan panas. Panas memengaruhi viskositas. Viskositas mengubah respons tekanan. Anda tidak dapat memiliki kurva gaya yang dapat diulang dengan input termal yang berbeda setiap jam.
Latih operator untuk berpikir dalam hal perilaku tekanan, bukan hanya hasil sudut. Ketika sudut terbuka, tanyakan: apakah suhu oli naik? Apakah waktu tahan secara efektif berkurang karena tekanan terbentuk lebih cepat? Pola pikir itu mengubah pemecahan masalah dari tebak-tebakan menjadi fisika.
Ada satu hal yang perlu Anda bawa ke depan: berhentilah bertanya berapa banyak ton yang dimiliki press brake dan mulailah bertanya seberapa presisi Anda dapat mengendalikan tonase tersebut begitu baja mulai melawan.
Karena begitu Anda melihat mesin sebagai aliran gaya yang bisa dikendalikan, bukan sebagai palu kinetik, setiap keputusan — pembelian, pemrograman, pengoperasian — akan berubah bentuk.


















