

Ho visto un operatore esperto rompere un punzone $400 perché ha ricalcolato a controllo l’angolo di piega dopo che il primo pezzo era uscito aperto di 1,5 gradi. Ha regolato la profondità Y “a sensazione”, ha avviato il ciclo, e il materiale è andato in battuta più forte del foglio precedente. Pezzo scartato. Utensile danneggiato. Dieci minuti di silenzio.
Non è stato negligente. Era solo.
Ecco come appare davvero la “programmazione al pedale” quando il contenitore degli scarti arriva a 15%.
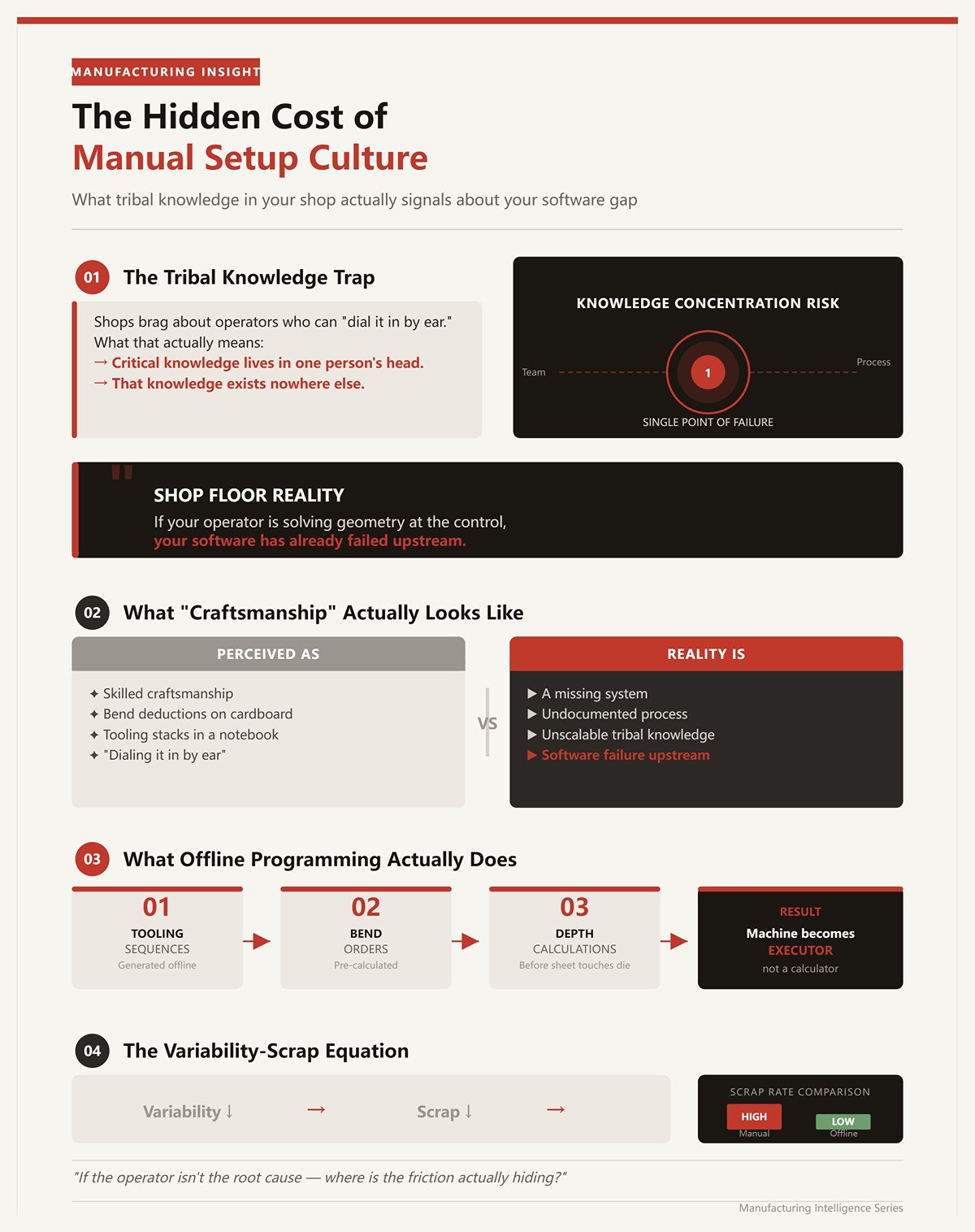
Ho visto officine vantarsi degli operatori che “sanno regolare a orecchio.” Di solito questo significa che il sapere tribale vive solo nella testa di una persona e da nessun’altra parte.
Quando il tuo miglior operatore di pressa scrive le deduzioni di piega su un cartone e tiene gli impilamenti degli utensili in un quaderno, non è maestria — è un sistema mancante.
Realtà di officina: Se il tuo operatore sta risolvendo problemi di geometria al controllo, il tuo software ha già fallito a monte.
La programmazione offline non riguarda pezzi 3D belli da vedere. Riguarda rimuovere la memoria umana dal processo critico. Quando sequenze di utensili, ordini di piega e calcoli di profondità vengono generati prima che il foglio tocchi lo stampo, la macchina diventa un esecutore, non un calcolatore. Gli scarti diminuiscono perché diminuisce la variabilità.
Quindi, se l’operatore non è la causa principale, dove si nasconde realmente l’attrito?
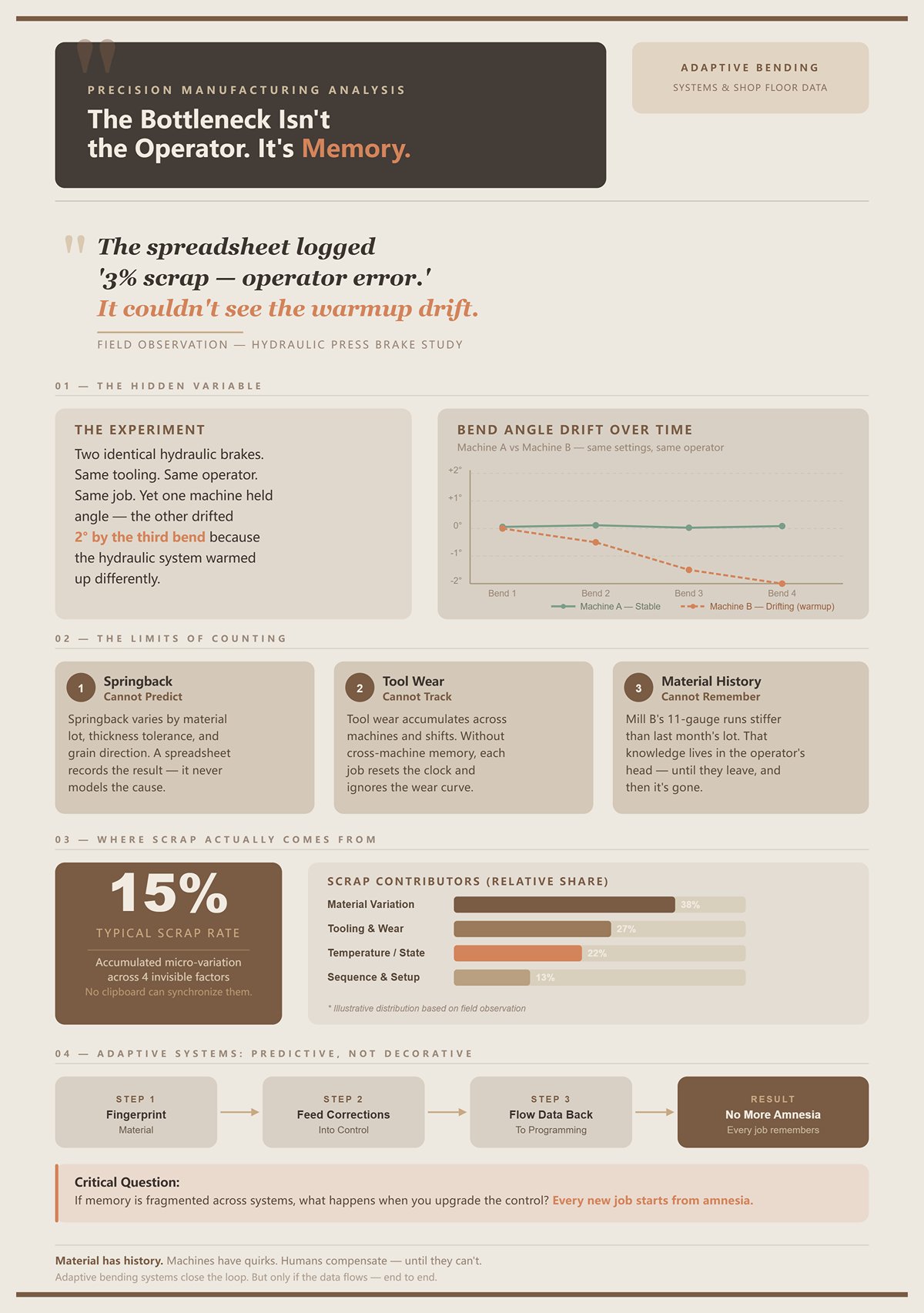
Una volta ho utilizzato due presse idrauliche identiche sullo stesso lavoro, stessi utensili, stesso operatore. Una manteneva l’angolo. L’altra si spostava di due gradi già alla terza piega perché il sistema idraulico si riscaldava in modo diverso.
Il foglio di calcolo non se n’è accorto. Ha solo registrato “3% scarto — errore operatore.”
I fogli di calcolo vanno bene per contare i danni. Non possono prevedere il ritorno elastico, monitorare l’usura degli utensili tra diverse macchine o ricordare che questo lotto di lamiera calibro 11 del Laminatoio B è più rigido di quello del mese scorso.
Il materiale ha una storia. Le macchine hanno le loro particolarità. Gli esseri umani compensano fino a quando non possono più farlo.
Realtà di officina: Un tasso di scarto di 15% è di solito micro-variazione accumulata — materiale, utensili, temperatura, sequenza — nulla di tutto ciò che una scheda può sincronizzare.
I moderni sistemi di piegatura adattiva riducono gli scarti perché identificano il materiale e reinviano le correzioni al controllo. Questo è predittivo, non decorativo. Ma se quei dati non confluiscono nel tuo ambiente di programmazione, ogni nuovo lavoro riparte dall’amnesia.
Se la memoria è frammentata, cosa succede quando aggiorni il controllo?

Ricordo la prima volta che sostituimmo un backgauge ormai stanco con un nuovo controllo CNC. Touchscreen. Libreria utensili. Calcolatore dell’angolo integrato. Gli operatori lo adoravano.
Gli scarti si ridussero — da 15% a forse 12%.
Poi si stabilizzarono.
Il controllo memorizzava i programmi, sì. Ma non standardizzava gli utensili tra le presse piegatrici. Non imponeva sequenze coerenti. Non comunicava con la vecchia idraulica nell’angolo che continuava a gestire metà del nostro volume. Ogni macchina diventava un’isola a sé con una migliore illuminazione.
Questa è l’illusione: un setup più rapido su una pressa fa sembrare che il sistema sia migliorato.
Realtà di officina: Un’isola più intelligente è comunque un’isola.
Gli aggiornamenti CNC di base migliorano la memoria della macchina. Non fanno nulla per creare un linguaggio condiviso tra macchine, database utensili e logica di programmazione. Finché le tue idrauliche ed elettriche non parlano la stessa lingua di utensili e dati materiali, il tasso di scarto viene contrattato pezzo per pezzo al pedale.
E se la vera malattia è l’isolamento tra le macchine, cosa curano esattamente quelle simulazioni 3D luccicanti?
Ho visto un venditore far ruotare un pezzo 3D perfetto su un monitor da 70 pollici mentre il mio operatore principale stava lì con una punzonatrice a collo d’oca incrinata in mano. Il modello mostrava ogni piega in un lucido blu. Nessuna collisione. Nessun avviso. Solo metallo fittizio che si piegava lentamente in movimento.
Abbiamo lavorato lo stesso pezzo quel pomeriggio sulla nostra vecchia idraulica. Alla terza piega, il carro scende e la flangia di ritorno urta il dito del backgauge perché la punzonatrice reale nel magazzino aveva una linguetta leggermente più lunga rispetto al modello in libreria. Il software conosceva “collo d’oca”. Non conosceva quella che avevamo incrinato martedì scorso e sostituito con un’altra marca.
L’animazione non mentiva. Era incompleta.
Questa è la separazione che nessuno vuole ammettere. C’è la simulazione che calcola e c’è la simulazione che decora. Il modello 3D rotante? È presentazione. Il motore di collisione sottostante — se è basato su profili utensile reali e su reali ingombri macchina — è tutt’altra cosa. Quando le officine confondono le due cose, pensano che l’acquisto di grafiche più belle risolva l’isolamento tra utensili, programmazione e macchine. Non è così.
Se controlli più intelligenti hanno creato isole più intelligenti, il 3D sgargiante spesso ne crea di più belle.
Una volta ho programmato una scatola profonda a quattro lati con due bordi interni ribattuti. Sembrava semplice in piano. Primo tentativo nella realtà? La flangia di ritorno finale non aveva spazio; il corpo della punzonatrice interferiva con la parete già formata. L’abbiamo scoperto a 90 tonnellate, a metà corsa.
Un vero motore di collisione l’avrebbe rilevato prima ancora che fosse tagliata una lamiera.
Non la versione “cartoon”. Quella vera. Quella che estrude l’esatto profilo della punzonatrice — raggio, larghezza della spalla, lunghezza della linguetta — e lo fa passare passo passo contro la geometria reale della macchina. I sistemi avanzati usano gerarchie di volumi delimitanti (BVH) per verificare le collisioni in modo efficiente, il che significa che non si limitano a svolgere e ripiegare; simulano ogni movimento incrementale dell’utensile nello spazio.
In ambienti di test controllati, i ricercatori hanno dimostrato che una piccola ma critica percentuale di pezzi complessi — circa 5% in un ampio dataset di centinaia di geometrie realistiche — non aveva un’ultima piega fattibile a causa di inevitabili collisioni utensile. Il modello in piano sembrava corretto. La semplice sequenza di apertura diceva “fabbricabile”. Solo un rilevamento collisioni 3D consapevole dell’utensile ha rivelato il vicolo cieco.
Questa funzione si ripaga da sola la prima volta che eviti di tagliare al laser 200 grezzi che fisicamente non possono essere formati.
Realtà di officina: Il rilevamento delle collisioni collegato ai dati reali dell’attrezzatura evita gli urti; far ruotare un modello ombreggiato non lo fa.
Ma ecco il punto: l’evitamento delle collisioni funziona solo se il tuo database degli utensili corrisponde al tuo magazzino. Se il software pensa che la spalla del tuo punzone sia 0,590 e quella nella macchina misura 0,630, il tuo “gemello digitale” è solo metallo finto con una migliore illuminazione. Quindi la domanda diventa meno “Sembra realistico?” e più “È alimentato con lo stesso linguaggio degli utensili che ogni piegatrice comprende?”
E la collisione è solo metà della battaglia. E per quanto riguarda l’angolo di piega stesso?
Avevo un lotto di 11 gauge che risultava costantemente aperto di 1,5 gradi. Stesso programma. Stessi utensili. Stesso operatore. Lotto di laminazione diverso.
La geometria statica non lo sa.
Un modello CAD piatto presume una deformazione plastica ideale—pieghi a 90, ottieni 90. L’acciaio reale ha limite di snervamento, resistenza alla trazione, direzione della fibra e variazione di spessore. Il ritorno elastico è il materiale che recupera elasticamente dopo la rimozione del carico, e modifica l’angolo finale in base a tali proprietà.
Un software offline serio non si limita a disegnare la piega; calcola la sovrapiega basandosi su modelli di materiale. Inserisci la resistenza allo snervamento dal certificato di laminazione, lo spessore da una misurazione reale, il raggio interno collegato all’apertura della matrice, e stima quanto devi andare oltre i 90 per arrivare a 90 dopo il rilascio.
Alcune officine abbinano ciò a una misura dell’angolo in tempo reale—laser o sensori meccanici che si fermano vicino al punto morto inferiore e correggono la corsa finale. Potente. Ma quei sensori richiedono pulizia, calibrazione e punti di riferimento stabili. In un’officina sporca, vanno alla deriva. Quando vanno alla deriva, amplificano l’errore invece di correggerlo.
Il che significa che il sistema più robusto è quello in cui le correzioni misurate vengono restituite al database offline. Se questo lotto di 11 gauge risulta aperto di 1,5 gradi, il prossimo programma per quel materiale non dovrebbe ripartire da zero.
Ma a meno che quei dati non fluiscano di nuovo nel tuo ambiente di programmazione, ogni nuovo lavoro parte dall’amnesia.
Le belle grafiche 3D non gestiscono quel ciclo. Gli algoritmi sensibili al materiale collegati a database condivisi sì. E questo conta solo se ogni piegatrice—vecchia idraulica o lucente servo-elettrica—legge dallo stesso manuale operativo.
Allora cosa si rompe quando gli input non sono disciplinati?
| Sezione | Contenuto |
|---|---|
| Problema reale | Un lotto di 11 gauge risultava costantemente aperto di 1,5 gradi nonostante l’uso dello stesso programma, degli stessi utensili e dello stesso operatore—solo il lotto di laminazione era diverso. |
| Limitazione della geometria statica | Un modello CAD piatto presume una deformazione plastica ideale—pieghi a 90°, ottieni 90°. Non tiene conto delle variazioni del limite di snervamento, della resistenza alla trazione, della direzione della fibra o dello spessore. |
| Cosa causa il ritorno elastico | Il ritorno elastico si verifica quando il materiale recupera elasticamente dopo la rimozione del carico, modificando l’angolo finale di piegatura in base alle proprietà del materiale. |
| Ruolo del software offline | Il software avanzato calcola la sovrappiegatura necessaria utilizzando modelli di materiale piuttosto che limitarsi a disegnare le pieghe. |
| Input richiesti per l’accuratezza | Il limite di snervamento (dal certificato del materiale), le misurazioni effettive dello spessore e il raggio interno legato all’apertura della matrice vengono utilizzati per stimare la sovrappiegatura necessaria. |
| Misurazione dell’angolo in tempo reale | Alcune officine utilizzano laser o sensori meccanici per misurare gli angoli vicino al punto morto inferiore e correggere automaticamente la corsa finale. |
| Rischi dei sistemi di sensori | I sensori richiedono pulizia, calibrazione e punti di riferimento stabili. In ambienti sporchi può verificarsi una deriva, amplificando gli errori invece di correggerli. |
| Approccio più robusto | Le correzioni misurate dovrebbero essere reinserite nel database offline in modo che i programmi futuri tengano conto del comportamento noto del materiale (ad esempio, 1,5° di apertura per un determinato lotto di colata). |
| Problema di flusso dei dati | Senza un feedback nell’ambiente di programmazione, ogni nuovo lavoro inizia senza dati storici di correzione. |
| Grafica vs. Intelligenza | La sola grafica 3D non gestisce i cicli di correzione; lo fanno invece gli algoritmi consapevoli del materiale collegati a database condivisi. |
| Coerenza a livello di sistema | Tutte le presse piegatrici — idrauliche o servo-elettriche — devono fare riferimento allo stesso sistema di dati condiviso per garantire coerenza. |
| Domanda finale | Cosa fallisce quando gli input di materiale e processo non sono adeguatamente controllati? |
Una volta ci siamo fidati di una bellissima simulazione su un grande pannello con cinque pieghe sequenziali. Il software aveva approvato ogni passaggio. Nessun segnale di allarme. L’allestimento sembrava a prova di errore.
La prima parte è andata liscia. La seconda? L'angolo è deviato perché l'olio idraulico si è riscaldato. Alla quarta parte, l'errore cumulativo ha fatto sì che l'ultima flangia mancasse il suo obiettivo di due gradi, e la distanza simulata è scomparsa nel mondo reale. Ciò che era “sicuro” nel modello è diventato una leggera sfregatura nell'acciaio.
Il modello presumeva un comportamento statico della macchina. La macchina era viva.
I motori di simulazione sono deterministici. Presumono che il telaio della macchina si fletta entro parametri definiti, che il riscontro posteriore si ripeta entro tolleranza, che l'utensile si posizioni perfettamente, che il materiale corrisponda al database. Rompi anche solo una di queste ipotesi—spalle della matrice usurate, marche di punzoni cambiate, bombatura non calibrata—e il mondo virtuale si allontana da quello fisico.
È allora che il 3D diventa una macchina di falsa fiducia. L’operatore si fida del segno di spunta verde e smette di mettere in discussione il setup. Lo scarto non deriva dall'ignoranza; deriva da una certezza malriposta.
Realtà di officina: Se il tuo operatore sta risolvendo geometria al controllo, il tuo software ha già fallito a monte—ma se la tua simulazione ignora utensili reali, feedback del materiale e variabilità della macchina, fallisce altrettanto silenziosamente.
L'ironia è che la simulazione di alto livello ha assolutamente un suo posto. I costruttori di macchine la usano per validare concetti di piegatura completamente nuovi prima che l'acciaio venga mai tagliato. Quello è lavoro di innovazione—progettare la macchina stessa. Sul pavimento dell’officina, non stiamo inventando la fisica. Stiamo cercando di ripeterla, in modo coerente, su presse piegatrici non combacianti che a malapena si parlano tra loro.
Quindi la vera domanda non è se la simulazione 3D funziona.
È se la tua simulazione sia collegata abbastanza strettamente all'automazione degli utensili e ai dati condivisi della macchina da smettere di essere metallo finto—e iniziare ad agire come un traduttore che ogni piegatrice nell'edificio possa comprendere.
Terzo turno. Due operatori. Un lavoro urgente con otto pieghe. Il programmatore lo aveva già “finito” al controllo—ordine delle pieghe ottimizzato, collisioni eliminate, angoli calcolati. Sullo schermo sembrava pulito.
Quarantacinque minuti dopo la macchina non aveva ancora ciclato una parte buona.
Perché? Perché il programma conosceva la sequenza di pieghe. Non conosceva la macchina.
L’operatore stava cercando nel rack un punzone da 30 gradi che corrispondesse a quello virtuale, dividendo una matrice da 10 piedi in segmenti predisposti perché il controllo non aveva previsto la lunghezza dell'utensile, poi riscrivendo le posizioni del riscontro posteriore dopo essersi accorto che le dita fisiche sarebbero andate in collisione con una flangia precedentemente formata. La simulazione aveva ragione sulla geometria. Era silente sulla realtà del setup.
Questo è il divario in cui vive questa sezione.
Una sequenza di piega risponde a una domanda: in quale ordine deformo questo lamierino in modo che non vada in collisione con sé stesso?
Programmare una macchina risponde a un’altra: con quali punzone e segmenti di matrice esatti, disposti in quale ordine fisico lungo il banco, con quali zone di bloccaggio, valori di bombatura e distanze di riscontro, in modo che un operatore possa caricare gli utensili una sola volta e produrre pezzi senza pensarci?
Non sono lo stesso compito.
Ho visto software produrre una sequenza “perfetta” di otto fasi che richiedeva cinque cambi utensile completi perché ottimizzava per la collisione, non per utensili comuni tra le pieghe. Sulla carta, efficiente. In officina, tempo morto.
Sistemi offline dedicati degni di essere pagati trattano gli utensili come una risorsa vincolata. Valutano ordine delle pieghe e selezione degli utensili insieme, cercando sequenze che minimizzino i cambi, riutilizzino aperture di matrice e rispettino le lunghezze segmentate reali presenti nella tua libreria. Questa è logica combinatoria, non solo grafica.
Quando quella logica funziona, il tempo di impostazione cala drasticamente. Molti laboratori riportano una riduzione del setup di circa il 50% dopo aver spostato la programmazione offline—non perché le pieghe siano cambiate, ma perché il piano di attrezzaggio è stato deciso prima che l’operatore prendesse una chiave inglese. La pressa continua a cicli mentre la programmazione avviene altrove.
Se non cogli quella distinzione, ti ritrovi a fare da babysitter a una pressa da un milione di dollari con una chiave inglese in mano.
Una volta avevo una pressa idraulica dei primi anni 2000 accanto a una nuova servo-elettrica. Due controllori diversi. Due ecosistemi software OEM diversi. Entrambi dichiaravano “attrezzaggio automatico”.”
Ognuno capiva davvero solo il proprio dialetto.
I sistemi legati all’OEM sono come morsetti rapidi proprietari: eleganti nel loro mondo, goffi ovunque altrove. Le loro librerie di utensili predefiniscono i punzoni, i raggi e le zone di sicurezza di quel produttore. Prova a costruire un database condiviso tra marchi diversi e ti ritrovi a esportare, riformattare o—peggio—ricopiare a mano.
Una piattaforma CAD/CAM neutrale che supporta più marchi ribalta la struttura. Un’unica libreria di utensili principale. Un unico database dei materiali. I post-processor traducono quell’intento condiviso nel linguaggio nativo di ciascun controllore.
Pensala come un traduttore per tutto l’officina. La geometria e la strategia degli utensili risiedono in un unico luogo; l’output si adatta a seconda della macchina.
Senza quella neutralità, ogni pressa diventa un’isola con una propria memoria. Cambia la dimensione della spalla di un punzone in un sistema e gli altri continueranno a credere al vecchio numero. È così che il “metallo finto” torna a insinuarsi.
Il rischio, ovviamente, è il “teatro della compatibilità”—software che afferma di supportare più marchi ma che integra profondamente solo con alcuni. Se la tua vecchia idraulica non può accettare programmi caricati o non ha porte di comunicazione, nessuna neutralità potrà risolverlo. Il che significa che la scelta del software deve iniziare con un audit dell’hardware, non con un video dimostrativo.
E questo solleva la scomoda domanda: quanto è “automatica” l’automazione, davvero?
Ho testato moduli di auto-tooling che generavano con orgoglio un intero stack di utensili in pochi secondi. Impressionante—fino a quando non abbiamo eseguito un pezzo fuori standard con altezze di flangia miste e un magazzino di matrici limitato.
Il primo passaggio ha richiesto tre interventi manuali: passare a un punzone più stretto per liberare una flangia di ritorno, forzare l’uso di un’apertura di matrice condivisa per ridurre i cambi utensile, e riorganizzare i segmenti perché il software presumeva utensili a lunghezza intera che non possedevamo.
L’auto-tooling riduce l’intervento. Non lo elimina.
In termini pratici, pezzi semplici—scatole elementari, materiale uniforme, libreria utensili completa—possono passare dal CAD al file macchina senza mani. Geometrie complesse o librerie incomplete mettono in luce le crepe. I sistemi migliori falliscono in modo elegante: segnalano i conflitti di vincolo, mostrano perché un utensile è stato scelto e ti permettono di forzare modifiche con una logica tracciabile che si reinserisce nel database.
I sistemi deboli invece generano semplicemente una sequenza e lasciano all’operatore il compito di risolvere la geometria al controllo.
Realtà di officina: Se il tuo operatore sta risolvendo problemi di geometria al controllo, il tuo software ha già fallito a monte.
La vera metrica non è “Lo genera automaticamente?”. È “Dopo la generazione, quante decisioni vengono ancora prese con una chiave inglese invece che con un mouse?”.”
Se la risposta è “poche, e vengono salvate nella libreria condivisa”, stai costruendo un linguaggio comune. Se la risposta è “dipende dalla macchina”, sei di nuovo nei dialetti.
E i dialetti sono gestibili—fino a quando la tua flotta non comprende tre generazioni di idrauliche ed elettriche che non riescono affatto a parlarsi tra loro.
Ho un freno idraulico del 1998 che perde abbastanza olio da profumare l’officina e un servo-elettrico nuovo di zecca che genera un errore di temporizzazione se lo guardi storto. Stesso pezzo. Stesso utensile sulla carta. Due personalità completamente diverse quando premi avvio ciclo.
Sull’idraulico, la sincronizzazione del pistone è gestita dal flusso d’olio attraverso valvole proporzionali. Deriva lentamente; compensi con bombatura e regolazioni di pressione. Sul servo, la sincronizzazione è basata su encoder—viti a ricircolo di sfere, motori servo, anelli di posizione. È preciso fino a quando un giunto allentato o un sovraccarico termico manda gli assi fuori sincronizzazione e il controllo richiede un rituale: spegnere/accendere, jog, un quarto di giro su una manopola di regolazione, osservare la giusta sequenza lampeggiante.
Quindi, quando chiedi: “Qual è il livello di automazione realistico in un’officina mista?” ecco la risposta onesta: puoi automatizzare geometria e strategia utensile tra diverse macchine. Non puoi automatizzare le differenze fisiche e di architettura di controllo tra il controllo della pressione idraulica e quello della posizione servo.
Questa è la frattura che il software deve colmare.
Finché il tuo idraulico del 1998 e il tuo servo nuovo di zecca non condividono la stessa intelligenza utensile, non hai un sistema—hai isole.
Ho visto un servo-elettrico fare pieghe irregolari lungo una flangia di 6 piedi perché una vite a ricircolo di sfere aveva un ritardo di pochi millesimi. La simulazione aveva mostrato perfetto parallelismo. Il post assumeva un’equalizzazione della pressione in stile idraulico—entrambe le parti “condividevano” naturalmente il carico tramite l’olio.
I servo non “condividono” naturalmente nulla. Obbediscono ai comandi di posizione. Se l’anello di feedback di un lato è fuori taratura, piegherà felicemente fuori squadra con precisione chirurgica.
Gli idraulici, soprattutto le unità ad alta tonnellaggio, dominano ancora le lamiere spesse perché forniscono forza costante lungo l’intera corsa. I servo elettrici eccellono in ripetibilità ed efficienza energetica sui calibri più leggeri. Gli ibridi combinano entrambi, a volte mantenendo frizioni meccaniche o volani per potenza di picco perché i servo puri faticano con la fluidità di accelerazione ad alto tonnellaggio.
Macchine diverse risolvono forza e movimento in modi diversi.
Ma la maggior parte del software offline li astrae nello stesso modello di piega: angolo target, fattore materiale, posizione del riscontro, profondità del pistone.
Quell’astrazione è utile—finché non nasconde le assunzioni di controllo.
Se il tuo post-processor invia comandi identici basati sulla profondità a un idraulico che ragiona in pressione e a un servo che ragiona in posizione, stai affidando a due filosofie di feedback diverse il compito di ottenere lo stesso angolo. A volte sarà così. A volte sarai 5 gradi aperto e litigherai su chi ha toccato la bombatura.
Realtà di officina: L’automazione fallisce nel punto in cui il software assume che la fisica sia universale.
Quindi cosa sa realmente il tuo software della macchina a cui sta inviando i dati—tipo di controllo, metodo di compensazione, comportamento di sincronizzazione—oppure sta solo sputando numeri sperando che il controllore capisca?
Una volta ho cambiato il raggio della spalla di una punzonatrice nella nostra libreria principale dopo averlo scheggiato durante un lavoro urgente. L’ho aggiornato nel sistema offline. Ho dimenticato che il controllo OEM sul freno più vecchio aveva la sua copia locale.
La settimana successiva, lo stesso pezzo è stato lavorato sull’idraulico legacy. L’operatore si è fidato della libreria del controllo. Collisione.
Non perché la geometria fosse sbagliata. Perché due database non erano d’accordo su un dettaglio di 0,5 mm.
Quando mescoli marchi e generazioni, in realtà stai mescolando modelli di proprietà dei dati. Gli impianti idraulici più vecchi spesso memorizzano gli utensili localmente nel controllore con una capacità di importazione limitata. I nuovi elettrici si aspettano librerie in rete, talvolta sincronizzate in cloud. Gli ecosistemi degli OEM preferiscono i propri cataloghi. I sistemi di terze parti promettono neutralità.
La domanda non è “Posso creare una libreria master degli utensili?”
È “Quale sistema è l’autorità—e quali sono solo consumatori di traduzioni?”
Se il controllo del servo si auto-regola per compensare gli offset di altezza degli utensili ma l’idraulico si basa su inserimenti manuali di spessori, il tuo database centralizzato deve memorizzare non solo la geometria, ma anche la logica degli offset specifica per la macchina. Altrimenti lo stesso punzone diventa due realtà fisiche diverse a seconda di dove è montato.
Ecco perché il CAD/CAM neutrale è importante—ma la neutralità senza applicazione è teatro. Se gli operatori possono modificare gli utensili al controllo senza inviare le modifiche a monte, torni alla frammentazione della memoria.
Ma a meno che quei dati non fluiscano di nuovo nel tuo ambiente di programmazione, ogni nuovo lavoro parte dall’amnesia.
E l’amnesia è costosa.
Quindi anche se risolvi la proprietà dei dati sulla carta, quanta parte del comportamento della macchina puoi effettivamente vedere e standardizzare—soprattutto su macchinari vecchi?
Abbiamo montato scale lineari su un vecchio idraulico per migliorare la ripetibilità. Aggiunto la misura dell’angolo al martinetto. Collegate al sistema offline in modo che i risultati reali della piega potessero informare i fattori di ritorno elastico.
Ha aiutato. Gli scarti sono diminuiti sui lavori ripetuti perché non indovinavamo la correzione del materiale ogni volta.
Ma ecco cosa non potevamo vedere: ritardo di risposta interno delle valvole, variabilità della temperatura dell’olio tra turni, micro-usura nei collegamenti meccanici. Il servo accanto segnala coppia del motore, carico dell’asse, errore di posizione in tempo reale. L’idraulico ti dà pressione e profondità—e molte ipotesi ragionate.
Anche retrofitato, il macchinario più vecchio ha “zone d’ombra” nel suo comportamento.
E parte di quella oscurità è strutturale. I primi aggiornamenti servo in presse pesanti mantennero frizioni meccaniche per la forza di picco perché i motori da soli non riuscivano a gestire le dinamiche in modo uniforme. Quel innesto meccanico spesso non è strumentato alla stessa precisione dei moderni loop servo. Puoi misurare la posizione di uscita. Non puoi sempre vedere la conformità meccanica transitoria all’interno.
Quindi cosa è realisticamente automatizzabile?
Puoi standardizzare le librerie degli utensili. Puoi unificare le sequenze di piega e la logica di posizionamento. Puoi distribuire programmi coerenti su tutte le macchine. Puoi raccogliere feedback di angolo dove esistono sensori.
Non puoi equalizzare completamente le “personalità” delle macchine senza ridisegnarle.
Realtà di officina: Costringere gli idraulici legacy a “parlare” non significa farli pensare come i servos—significa costruire software abbastanza intelligente da tradurre tra il muscolo guidato dalla pressione e la precisione guidata dall’encoder.
E una volta che li hai fatti parlare la stessa lingua degli utensili, la domanda successiva non riguarda più la compatibilità.
Riguarda la visibilità.
Ottimizzi prima le pieghe e poi monitori le prestazioni—oppure hai bisogno di feedback in tempo reale prima che qualsiasi ottimizzazione abbia un significato?
Una volta ho visto un freno elettrico $180.000 rimanere inattivo per 27 minuti perché una pinza non era dove il programma diceva che sarebbe stata. Sullo schermo c’erano luci verdi. Il cruscotto in seguito ha riportato “fermo minore.” Il lavoro è comunque stato spedito in ritardo.
Quindi, hai bisogno di un feedback in tempo reale su ogni macchina prima che l’automazione possa realmente funzionare?
No.
Ma se non puoi vedere cosa stanno facendo le tue macchine minuto per minuto, stai indovinando dove si trova davvero il tuo collo di bottiglia.
Questo è il punto di svolta. La programmazione offline costringe idraulici legacy ed elettrici moderni a parlare la stessa lingua degli utensili. Il monitoraggio ti dice se stanno davvero conversando — o se si limitano a annuire educatamente mentre perdono tempo in attrezzaggio, regolazione e micro-fermi. Uno è il traduttore. L’altro è il stenografo. Senza il verbale, non sai chi ha mentito.
E senza quella visibilità, il ROI è una favola della buonanotte.
Ho montato sensori angolari su un idraulico più vecchio pensando di aver finalmente eliminato l’incertezza sul ritorno elastico. Due settimane dopo, le letture sono cambiate perché nessuno puliva le lenti, e il sistema “auto-correttivo” ha iniziato a inseguire lo sporco invece dell’acciaio.
Il tempo reale non significa affidabile.
C’è una differenza tra prevenire la prossima piega sbagliata e documentare l’ultima. I feed PLC ad alta frequenza possono categorizzare il fermo per codice di allarme, interruzione del ciclo, errore asse — una granularità meravigliosa. Ma se il tuo team impiega tre mesi per comprendere il cruscotto, hai appena installato un’altra macchina che richiede supervisione costante.
Realtà di officina: Uno strato di monitoraggio che richiede la propria manutenzione diventa un’altra fonte di fermo.
I report post-lavoro ti dicono cosa è successo. I feed in tempo reale possono dirti mentre sta accadendo — ma comunque hanno un ritardo di pochi millisecondi, a volte di qualche secondo, e non riscrivono una sequenza di piega errata già inviata al controllo. Il monitoraggio non corregge la geometria. Espone l’attrito.
Il che porta alla domanda: cosa stai cercando di correggere per primo — lo scarto, o il tempo?
Una volta giurai che il nostro attrezzaggio medio fosse “circa 20 minuti.” Alla fine lo abbiamo tracciato correttamente — il cronometro partiva dal primo utensile fuori dal rack, si fermava al primo pezzo buono — e il numero reale era 38.
Questo è il numero che conta.
Se il software offline automatizza le sequenze di attrezzaggio, preposiziona le pinze ed elimina le modifiche lato controllo, dovresti vedere l’attrezzaggio calare. Non in teoria. In minuti. Ma se non conosci la tua baseline per macchina, turno e operatore, non puoi dimostrare il miglioramento — puoi solo sentirti più occupato.
Esempio ipotetico: diciamo che la programmazione offline riduca l’attrezzaggio di 12 minuti per lavoro su un freno che esegue 10 lavori al giorno. Sono due ore recuperate. Moltiplica per il costo del lavoro e il carico della macchina. Ora hai un numero. Senza tracciamento, hai un’impressione.
Realtà di officina: Se non puoi vedere il tempo di attrezzaggio al minuto, stai indovinando il ROI e lo stai chiamando strategia.
Il monitoraggio non è la cura. È la bilancia.
E non si segue una dieta senza una bilancia.
Ho visto officine con una dashboard montata al muro che mostra percentuali OEE mentre i programmatori regolano le deduzioni di piega in totale isolamento. Due sistemi. Due realtà.
È così che nasce quella che io chiamo produzione a “cervello diviso”.
Il tuo livello di programmazione genera sequenze di attrezzaggio, ordini di piega e obiettivi di profondità. Il livello di monitoraggio registra i tempi di fermo, gli allarmi, i conteggi ciclo. Se non comunicano, non puoi correlare un picco di microfermate a una specifica configurazione di utensili o a una strategia di piega. Vedi solo “aumento dei tempi di fermo”.”
Ma a meno che quei dati non fluiscano di nuovo nel tuo ambiente di programmazione, ogni nuovo lavoro parte dall’amnesia.
Le macchine elettriche moderne con funzioni predittive integrate confondono questa linea. Possono autoregolare l’angolo, compensare la deriva, segnalare la manutenzione prima del guasto. Impressionante. Ma quelle ottimizzazioni vivono all’interno di quel singolo controllo. La tua idraulica del 1998 dall’altra parte del corridoio non ne trae beneficio. Il tuo sistema offline non impara a meno che tu non forzi l’invio dei dati a monte.
E così ti ritrovi di nuovo con isole più intelligenti.
La vera mossa non è scegliere tra monitoraggio e automazione offline. È sequenziarli correttamente: usa il monitoraggio per stabilire una verità di base, implementa l’automazione degli utensili offline per ridurre i tempi di attrezzaggio e l’incoerenza, quindi riporta le prestazioni per perfezionare i programmi in tutta la flotta.
Visibilità prima. Traduzione seconda. Applicazione terza.
Se salti l’ordine, stai ottimizzando al buio — ed è così che ho quasi mandato in bancarotta il mio reparto una volta.
Allora, da dove inizi davvero a costruire un sistema di piegatura controllato senza annegare nel software prima che inizi a ripagarti?
Una volta ho firmato un ordine di acquisto per una “soluzione di piegatura completamente integrata” dopo una sola dimostrazione accattivante. Sei mesi dopo, avevamo tre nuovi accessi, due dashboard di cui nessuno si fidava, e ancora quei 5 gradi aperti su un 90 che avrebbero dovuto essere perfettamente quadrati.
L’errore non è stato comprare il software.
È stato comprare nell’ordine sbagliato.
Non costruisci un sistema di piegatura controllato accumulando funzioni. Lo costruisci affrontando prima la tua perdita dominante — scarto, fermo macchina o mancanza di visibilità — e costringendo ogni macchina a parlare la stessa lingua di utensileria prima di chiedere loro di cantare all’unisono. Il monitoraggio è la bilancia. L’automazione è la dieta. Ma devi comunque decidere in cosa sei “sovrappeso”.
Allora, da dove cominci senza annegare?
Alcuni anni fa abbiamo scartato un lotto di staffe da 3/16 perché la flangia ha colpito il dito del riscontro posteriore alla terza piega. Il programma sembrava perfetto a schermo. L’operatore giurava di averlo seguito. La collisione è avvenuta comunque.
Non era un problema dell’operatore.
Non era nemmeno un problema della macchina.
Era un problema di classificazione.
Errore di programmazione significa che la sequenza di piega, la disposizione degli utensili o i target di profondità erano sbagliati prima che il primo utensile uscisse dal magazzino. Errore di esecuzione significa che il programma era corretto, ma qualcosa è variato — raggio del punzone consumato, sede della matrice sporca, intervento manuale dell’operatore. Errore di visibilità significa che né programmazione né esecuzione erano palesemente sbagliate, ma nessuno ha notato il tempo di setup salire da 20 a 38 minuti o le micro-interruzioni accumularsi tra le pieghe.
Se non puoi indicare in quale categoria rientra il tuo ultimo guasto, non sei pronto a comprare nulla.
Realtà di officina: Se il tuo operatore sta risolvendo problemi di geometria al controllo, il tuo software ha già fallito a monte.
Rispondi onestamente a quella domanda e la nebbia inizia a diradarsi. Ma cosa succede se la risposta sincera fa male?
Ho incrinato un gooseneck $400 perché il nostro programma richiedeva un utensile che in realtà non avevamo in quella stazione. Il controllo non si è interessato. Ha semplicemente fatto ciò che gli era stato detto.
Questa è una perdita di programmazione.
Se gli scarti e il rifacimento ti stanno distruggendo, il tuo primo investimento non va a una simulazione più gradevole. Va a un CAM offline che imponga librerie di utensili reali, zone di serraggio reali, limiti macchina reali — non metallo fittizio.
La programmazione offline è un traduttore. Prende la conoscenza tribale del tuo miglior piegatore e la trasforma in una sequenza di utensili ripetibile che funziona sia sull’idraulica del 1998 che sul nuovo servo-elettrico. Stesso ordine di piega. Stesse chiamate di utensili. Stessa logica di profondità.
Quando fatta bene, il setup si riduce perché il programma ha già deciso quali punzoni, in quale ordine, in quali stazioni. L’operatore carica e avvia. Non sta improvvisando.
Ora il contro-punto scomodo.
Ci sono officine che introducono un nuovo piegatore CNC e vedono il ritorno sull’investimento in meno di un anno senza toccare il software. L’ho visto. L’hardware da solo può stabilizzare il controllo dell’angolo e ridurre la deriva. Ma se quella nuova macchina diventa un’altra isola più intelligente — con il proprio database di utensili e il proprio modo di pensare — hai ridotto la variabilità su un piegatore e preservato il caos nel resto della flotta.
Se il rifacimento è sistemico, il software che standardizza la logica degli utensili tra le macchine durerà più di qualsiasi singolo pezzo di ferro.
Ma cosa succede se lo scarto non è la tua vera emorragia?
Avevamo un’idraulica che “sembrava inaffidabile.” Questa era la diagnosi ufficiale. Sembrava.
Una volta cablato il monitoraggio di stato macchina di base su tutto il reparto, abbiamo scoperto che non si rompeva. Restava inattiva in attesa del materiale 14% del turno e in attesa dei programmi 9%.
Questa è una perdita di visibilità travestita da guasto meccanico.
Se il tuo problema è il fermo macchina non pianificato — non scarti, ma macchine che restano silenziose quando dovrebbero essere in ciclo — si comincia con il monitoraggio universale. Non un cruscotto di lusso sulla pressa più recente. Tutte. Stesse definizioni. Stessi timestamp. Stesso linguaggio per “in funzione”, “setup”, “allarme”, “inattiva”.”
Perché finché non vedrai il fermo macchina classificato per causa, continuerai a dare la colpa all’idraulica per errori di pianificazione.
Realtà di officina: Una macchina che è disponibile meccanicamente all’85% ma realmente utilizzata al 60% non ha bisogno prima di un retrofit. Ha bisogno di verità.
Il monitoraggio qui non è la cura. È la torcia. E a meno che quei dati non tornino nel tuo ambiente di programmazione, ogni nuovo lavoro parte dall’amnesia.
Quindi hai classificato la tua perdita dominante. Hai scelto il tuo primo livello. Ora, cosa ti impedisce di ricadere nello shopping di funzionalità?
Ho assistito a demo in cui il venditore zoomava un modello 3D, lo ruotava, lo sezionava e lo chiamava “capacità completa di digital twin”. In officina, lo chiamavamo metallo finto.
Le funzionalità sono promesse isolate.
Un sistema di piegatura controllato è una conversazione.
Non stai acquistando “CAM offline” o “monitoraggio”. Stai progettando una pila in cui:
Questo è un sistema linguistico.
Le idrauliche legacy non devono diventare elettriche. I controlli vecchi non devono diventare nuovi. Ma devono parlare lo stesso dialetto di piegatura, altrimenti gestirai traduttori per sempre.
Ecco la parte non ovvia.
Il punto di partenza giusto non è determinato da ciò che sembra moderno. È determinato da dove la tua perdita attuale si moltiplica più velocemente. Lo scarto si moltiplica in ogni lavoro. Il fermo macchina si moltiplica in ogni turno. I vuoti di visibilità si moltiplicano in ogni decisione.
Scegli la forza che si moltiplica. Attacca quella per prima. Poi aggiungi il pezzo successivo in modo che rinforzi il primo, non ci competi.
Smetti di chiedere: “Quale software ha più funzionalità?”
Comincia a chiedere: “Cosa deve dire ogni pressa piegatrice nel mio stabilimento — esattamente con le stesse parole — perché questo posto funzioni senza eroismi?”


















