

O punção não se deformou em cogumelo. Não se desgastou lentamente. Partiu-se.
Chapa de meia polegada. Dobragem de fundo, não dobragem ao ar. O operador jurou que a tabela de tonelagem indicava que estava dentro dos limites. O punção de cromolibdénio tinha trabalhado com aço macio durante anos sem reclamações. Depois, num turno, sob uma carga que parecia “legal” no papel, a ponta cedeu e espalhou fragmentos pelo espaço da matriz. Já vi isso acontecer.
Se o 42CrMo é a aposta segura da indústria, porque é que se comporta como um peso médio a entrar num ringue de pesos pesados quando a tonelagem por pé sobe? A resposta muitas vezes não é apenas metalurgia — é o próprio sistema de prensa dobradora. Em cenários de alta tonelagem, a rigidez do quadro, a distribuição de força controlada por CNC e a precisão de alinhamento determinam se a ferramenta se mantém dentro dos limites reais ou deriva para zonas de tensão destrutiva. Explorar como uma solução totalmente baseada em CNC como a prensa dobradora CN-HAWE é concebida para aplicações de dobragem exigentes ajuda a reformular a questão de “Esta ferramenta é suficientemente forte?” para “O sistema completo de dobragem foi construído para esta carga?”
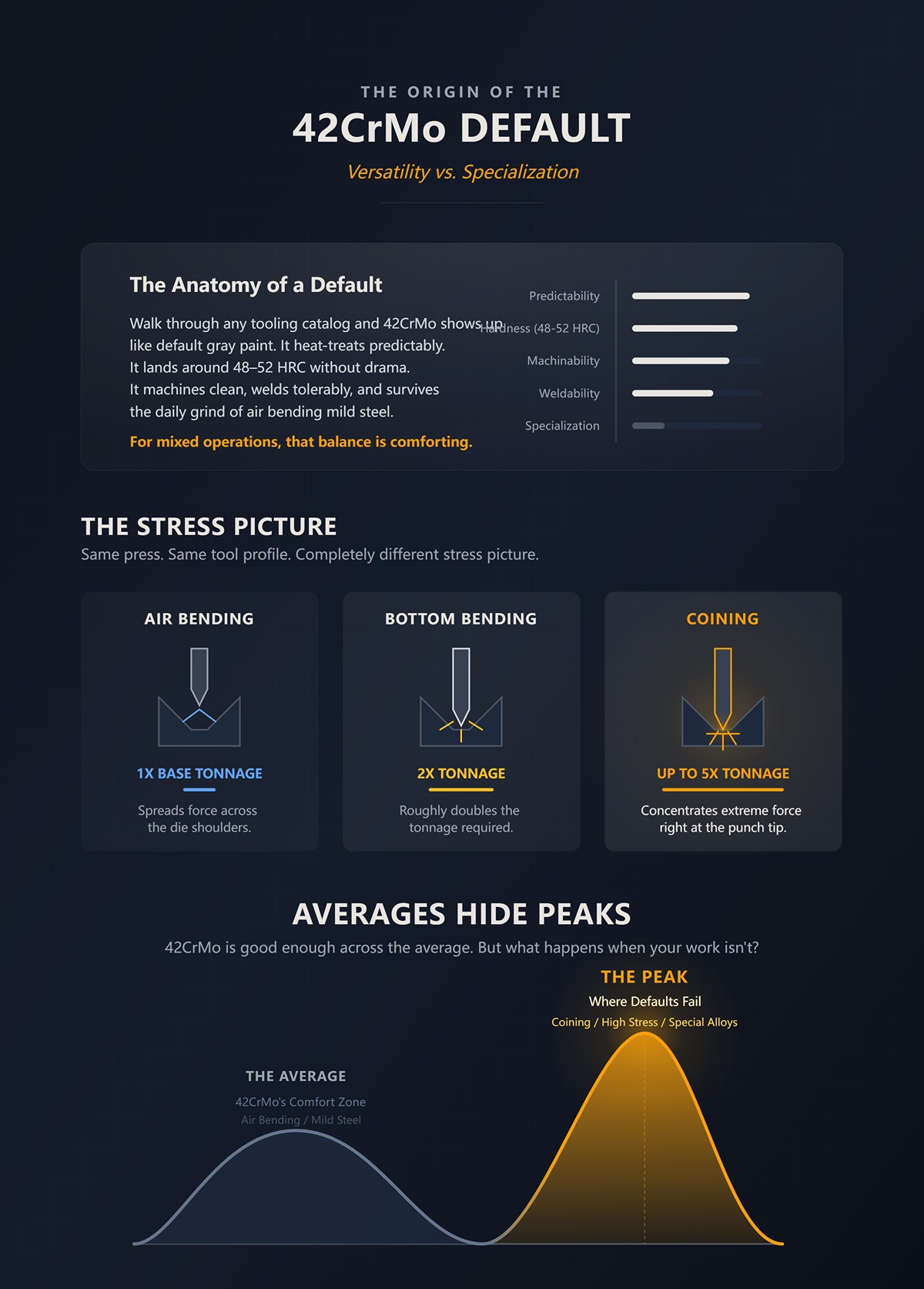
Percorra qualquer catálogo de ferramentas e o 42CrMo aparece como a tinta cinzenta padrão. Trata-se termicamente de forma previsível. Fica por volta dos 48–52 HRC sem drama. Maquina bem, solda de forma razoável, sobrevive ao desgaste diário da dobragem ao ar do aço macio. Para oficinas que trabalham com espessuras e materiais variados, esse equilíbrio é reconfortante.
Porque a maioria das dobragens é ao ar.
A dobragem ao ar distribui a força pelos ombros da matriz. A dobragem de fundo aproximadamente duplica a tonelagem. A cunhagem pode exigir até cinco vezes mais, concentrando a força diretamente na ponta do punção. Mesma prensa. Mesmo perfil de ferramenta. Um quadro de tensões completamente diferente. Contudo, a escolha da liga raramente muda com o método.
Foi assim que o 42CrMo se tornou rei: é suficientemente bom na média. Mas as médias escondem picos. O que acontece quando o teu trabalho não é médio?
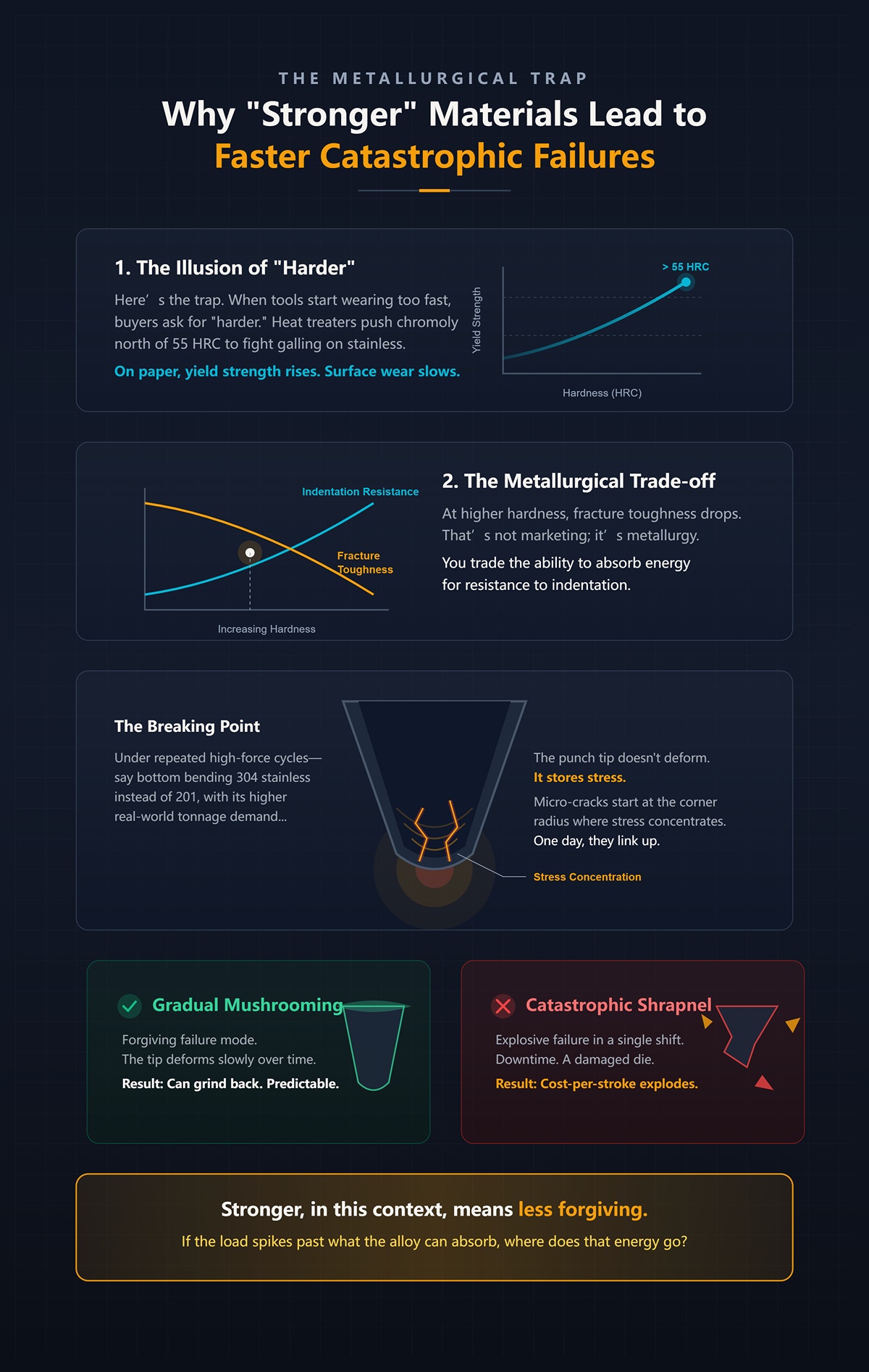
Aqui está a armadilha. Quando as ferramentas começam a desgastar-se demasiado depressa, os compradores pedem algo “mais duro”. O tratador térmico leva o cromolibdénio acima dos 55 HRC para combater a aderência no aço inoxidável. No papel, a tensão de escoamento aumenta. O desgaste superficial abranda.
Depois chega o trabalho pesado.
Com uma dureza mais elevada, a tenacidade à fratura diminui. Isso não é marketing; é metalurgia. Trocas a capacidade de absorver energia pela resistência à deformação. Sob ciclos repetidos de alta força — digamos dobragem de fundo de aço inoxidável 304 em vez de 201, com maior exigência de tonelagem real — a ponta do punção não se deforma. Armazena tensão. Microfissuras começam no raio do canto onde se concentra a tensão. Um dia, interligam-se.
E em vez de um encabeçamento gradual que se pode retificar, obténs estilhaços. Tempo de paragem. Uma matriz danificada. O custo por golpe dispara num único turno.
Mais forte, neste contexto, significa menos tolerante. Se a carga ultrapassa o que a liga pode absorver, para onde vai essa energia?

A maioria dos tratadores térmicos experientes concentra silenciosamente as ferramentas de prensas dobradoras em torno dos 50 HRC. É a trégua instável entre resistência ao desgaste e resiliência. Se se ultrapassar muito os 60 HRC em cromolibdénio, a fragilidade deixa de ser teórica.
Agora adiciona a tonelagem por pé.
Imagina uma ferramenta classificada — no papel — para uma determinada carga baseada em flexão por ar de aço macio. Muda para flexão inferior de aço inoxidável espesso. A tonelagem calculada pode ainda parecer “dentro dos limites”, mas variações de qualidade, condição da superfície e escolha da abertura da matriz fazem com que as forças reais aumentem. Não em 1 por cento. Às vezes por margens que realmente importam.
O cromolibdénio não falha porque é fraco. Falha porque estás a pedir a uma liga equilibrada que absorva pancadas pesadas em cada turno. O cálculo do custo por golpe muda quando a fratura substitui o desgaste como o modo de falha dominante.
Portanto, a verdadeira questão não é se o 42CrMo é bom.
É se o seu modo de falha corresponde ao castigo que estás a aplicar.
Num banco eu tinha duas punções aposentadas da mesma prensa. Ambas trabalharam aço inoxidável espesso no turno da noite. Uma tinha uma ponta arredondada que se podia medir com um compasso — cerca de 0,4 mm de “mushrooming”. A outra estava sem a ponta completamente. A primeira foi reafiada e voltou ao trabalho. A segunda enviou fragmentos para dentro da cavidade da matriz e deixou marcas nas ombreiras.
Mesma máquina. Tonelagem semelhante. Finais completamente diferentes.
Esse é o ponto de bifurcação quando deixas de venerar os números de dureza. Não estás a escolher entre “forte” e “fraco”. Estás a escolher entre uma ferramenta que cede lentamente e outra que liberta energia acumulada de uma só vez. Uma custa-te manutenção programada. A outra envolve risco de estilhaços. Eu já vi acontecer.
Se a rentabilidade se mede em custo por golpe, a punção que se deforma de forma previsível pode ainda vencer o combate de pesos pesados. A que se fractura de forma espetacular pode ter parecido mais resistente no folheto, mas sai do ringue em pedaços. Então, o que realmente conduz uma ferramenta para um destino ou outro?
Olha para uma punção que tenha feito flexão por ar de aço macio durante meses. A ponta está polida. As arestas suavizadas. A transferência de material deixa riscos subtis. Isso é desgaste abrasivo e adesivo — danos superficiais por contacto deslizante e calor de fricção. É gradual. Em produção contínua 24/7, esse desgaste pode acelerar cerca de um terço em comparação com operações intermitentes, porque os ciclos de fricção nunca param, mas o mecanismo permanece o mesmo: perda de superfície, não colapso estrutural.
Agora olha para uma punção que tenha feito flexão inferior de chapa espessa perto do limite de tonelagem. Nem sempre verás desgaste acentuado. Por vezes, a superfície parece boa. Mas no raio do canto — onde a geometria concentra a tensão — encontrarás fissuras finas correndo perpendicularmente à carga. Isso é fadiga de impacto: cargas compressivas elevadas e repetidas com recuperação elástica de tração na superfície. Microfissuras iniciam-se e depois unem-se. Num turno são invisíveis. No seguinte, a ponta desapareceu.
Mas as médias escondem picos.
Excede a tonelagem nominal em apenas 20 por cento e a vida útil da ferramenta pode ser reduzida para metade. Não porque a superfície se desgastou duas vezes mais depressa, mas porque a tensão máxima ultrapassou o limiar de tenacidade à fratura. A dureza abranda a abrasão. Não faz nada para parar uma fissura assim que a intensidade de tensão nessa ponta excede o que a liga pode absorver.
Se os teus trabalhos de maior espessura operam nessa zona de pico, por que otimizar para desgaste superficial?
Imagina uma ferramenta classificada — no papel — para uma determinada carga baseada em flexão por ar de aço macio. A força distribui-se pelas ombreiras da matriz. A ponta da punção tem contacto, sim, mas o material é maioritariamente suportado pela geometria. A dureza ajuda aqui. Resiste à aderência. Mantém as arestas nítidas. Uma ferramenta ligeiramente frágil pode sobreviver porque a amplitude de tensão permanece abaixo do seu limite de fratura.
Muda para cunhagem de meia polegada de aço inoxidável.
Agora a punção empurra o material para deformação plástica através de toda a espessura. A tonelagem pode multiplicar-se várias vezes em relação à flexão por ar. A zona de contacto estreita-se. A carga compressiva na ponta dispara, e quando o êmbolo recua, o retorno elástico da peça puxa a superfície da punção, introduzindo componentes de tração exatamente onde as fissuras tendem a iniciar-se.
Alta dureza nessas condições é uma lâmina de dois gumes. Resiste à indentação, sim. Mas reduz a tenacidade à fratura — a capacidade de um material resistir à propagação de fissuras sob tensão. Assim que uma microfissura se forma, uma matriz dura e frágil dá-lhe uma autoestrada limpa.
Uma liga mais resistente nesse mesmo anel pode mostrar deformação precoce no nariz. O punção não formou uma “cogumelo” catastrófico; ele cedeu lentamente. Essa fluência é energia absorvida plasticamente em vez de armazenada elasticamente. Energia dissipada, não transformada em arma.
Então pergunte a si mesmo: está a fazer dobras leves no ar durante toda a semana com um único trabalho pesado na sexta-feira, ou é a sexta-feira que é o seu verdadeiro negócio?
Observe a ponta desse punção sob um microscópio após trabalho de ciclo rápido em aço de baixa liga de alta resistência. O calor de fricção pode endurecer localmente a superfície da peça por margens mensuráveis — aumentos percentuais de dois dígitos não são fantasia sob ciclos rápidos. Essa faixa endurecida age como lixa contra o punção. Enquanto isso, a própria estrutura martensítica do punção — cristais duros, tetragonais de corpo centrado formados durante a têmpera — carrega elevadas tensões internas.
Cada ciclo pesado carrega esses cristais em compressão. Ao liberar, as tensões de tração disparam na superfície. As discordâncias — defeitos lineares na rede cristalina — acumulam-se nos limites de grão. Num aço mais tenaz, esses limites podem amortecer ou desviar uma fissura. Num cromoly muito duro, aproximando-se dos 60 HRC, as partículas de carboneto e os limites de grão rígidos podem tornar-se iniciadores de fissuras.
A primeira microfissura é microscópica. A segunda conecta-se. A mecânica da fratura chama-lhe fator de intensidade de tensão; na oficina, chamamos-lhe “rebentou”.”
Agora adicione desalinhamento. Já vi punções mal alinhados perderem nitidez perceptível em cem ciclos sobre aço inox duro. Isso não é um problema da liga; é da afinação. Mesmo o aço mais resistente não o salva de uma carga desigual concentrada num canto. Mas, uma vez que o alinhamento está correto, a escolha do material decide se essa tensão concentrada resulta numa rebarba — ou numa rutura.
Ao nível atómico, tenacidade é a capacidade de embotar a ponta de uma fissura por deformação plástica. Dureza é resistência à indentação. Sob tonelagem extrema por pé, o embotamento da fissura mantém a ferramenta em combate. A resistência à indentação apenas a mantém bonita — até ao dia em que deixa de o estar.
Se a tenacidade à fratura é o verdadeiro seguro contra cargas pesadas, então a questão muda: que ligas lutam nessa categoria de peso sem transformar cada sobrecarga em estilhaços?
Então, que ligas realmente sobrevivem à dobra de carga pesada sem transformar a sua prensa num granada?
Não são as dos folhetos mais chamativos.
Entre os aços-carbono macios e pastosos que se desgastam como giz e os cromoly ultraduros levados a durezas por vaidade, existe uma classe média: D2, A2, T10 e 42CrMo bem processado. Não são campeões em todas as métricas. Mas na categoria de peso certa, vencem pelo custo por golpe — o único título que paga a renda.
O lucro não se importa com o nome da liga gravado na haste. Importa-lhe quantos ciclos obtém antes do reafiar, com que frequência flerta com a fratura, e se os seus trabalhos mais pesados vivem perto daquele precipício de tensão máxima por onde acabámos de subir.
É aqui que o mito começa a rachar.
Imagine uma oficina a trabalhar secções de 10 pés de aço inoxidável 304 toda a semana. A resistência à tração aumenta cerca de 50 por cento em relação ao aço macio, portanto a tonelagem por pé também aumenta. Agora imagine que fazem o orçamento assumindo o cálculo de dobra no ar para aço macio e escalando sem ajustar a largura da matriz. Estão mais perto do limite do que pensam. Já vi isso acontecer.
O cromoly endurecido agressivamente para resistir ao desgaste evita gripagem no início. A aresta mantém-se afiada. O punção parece impecável. Depois surgem os picos — a sobrecarga momentânea causada por uma matriz em V mais apertada, um lote mais duro de inox, um ligeiro desalinhamento. Mas as médias escondem os picos.
D2 e A2 comportam-se de forma diferente. O D2 oferece alta resistência ao desgaste devido aos seus carbonetos de crómio, mas, quando tratado termicamente com bom senso — não por vaidade — mantém tenacidade à fratura utilizável. O A2 sacrifica um pouco de resistência ao desgaste em troca de melhor estabilidade dimensional e tolerância a impacto. Em longas séries de inox, onde abrasão e carga cíclica são ambas importantes, esse equilíbrio significa menos microfissuras a unir-se numa rutura catastrófica.
E aqui está a parte que os representantes de vendas não incluem no preço: se as suas séries em inox estão a devorar arestas, e uma ferramenta de baixa liga mais tenaz sobrevive 20 por cento mais tempo com metade do risco de estilhaçar, a matemática muda. Mesmo que precise de reafiar um pouco mais frequentemente, o custo por golpe desce porque não está a deitar fora um punção rachado às duas da manhã.
Agora faz a pergunta desconfortável: o que acontece quando esse “inox” é do Tipo 201 em vez de 304, e a tonelagem volta a disparar?
Imagina uma ferramenta classificada — no papel — para uma determinada carga com base na dobra ao ar do aço macio. Depois o trabalho muda: matriz mais estreita, chapa mais espessa, talvez um aumento de resistência à tração que não tinhas previsto. A tonelagem por pé aumenta, e de repente estás a operar numa categoria de peso mais elevada do que aquela para a qual a tua ferramenta foi treinada.
T10 é um aço de ferramenta de alto teor de carbono. Pode ser endurecido a níveis elevados, mantém bem o fio e é acessível. 42CrMo — o clássico cromoly — oferece resistência e uma tenacidade razoável, especialmente quando devidamente temperado. Num folheto técnico, o 42CrMo parece frequentemente a escolha “mais forte”.
Mas resistência não é o mesmo que tenacidade à fratura.
Se aumentares a dureza do 42CrMo para perseguir a resistência ao desgaste, a sua tolerância ao impacto diminui. Sob cargas de pico repetidas, especialmente na conformação por fundo de chapa espessa, essa redução manifesta-se como fissuras nos cantos em vez de desgaste gradual. Já vi isso acontecer. O punção não alargou; partiu-se.
O T10, mantido a uma dureza ligeiramente inferior mas ainda “suficientemente boa”, pode desgastar-se um pouco mais rápido em cenários abrasivos. Mas se o teu risco real é fratura por tensão de pico — e não abrasão lenta — então essa dureza extra é uma armadura cosmética. A configuração mais tenaz absorve energia em vez de a refletir de volta para a ponta da fissura.
Dureza suficientemente boa que sobrevive é superior à dureza perfeita que explode.
Claro que tudo isto pressupõe que consigas manter a aresta de forma económica quando começar a gastar-se.
A vida útil da ferramenta não é apenas quanto tempo dura na prensa dobradora. É quantos reafiamentos limpos consegues antes que a geometria se desvie ou que microfissuras reapareçam.
D2 e A2, quando devidamente tratados termicamente, desgastam-se de forma previsível. A distribuição de carbonetos é suficientemente uniforme para que não andes a perseguir zonas macias ao longo da aresta. T10 é direto — menos complexidade de ligas, menos surpresas na rebarbadora. Isso importa num chão de fábrica movimentado, onde o tempo de paragem custa dinheiro.
O cromoly excessivamente endurecido pode ser temperamental. Tensões residuais de tratamentos térmicos agressivos tornam o reafiamento uma aposta; se removeres material de forma desigual, podes libertar tensão que estava ali, silenciosa. Uma pequena fissura que nunca viste torna-se visível após o reafiamento. Já vi isso acontecer.
E aqui está a vantagem discreta: os aços de baixo teor de liga mais tenazes toleram pequenos erros de rebarbagem sem se transformarem em concentradores de tensão. Perdoam. Num mundo onde o alinhamento não é perfeito e os operadores não são robots, essa capacidade de perdoar reduz o risco de estilhaços mais do que mais dois pontos de HRC alguma vez conseguirão.
O que conduz à questão que importa mais do que o nome da liga gravado na lateral: se duas ferramentas são feitas do mesmo aço, porque é que uma sobrevive e a outra falha sob cargas idênticas?
Duas punções. Mesma barra de 42CrMo aquecida. Mesma dureza no certificado. Mesma prensa dobradora, mesmo trabalho com aço inoxidável de 3/8 de polegada. Uma funcionou seis meses e voltou para um reafiamento limpo. A outra lançou um crescente de aço sobre o espaço da matriz numa noite de terça-feira. Já vi isso acontecer.
A liga não mudou. A carga não mudou. O que mudou foi o que não podias ler no folheto: a profundidade da dureza, o tratamento da superfície e como essa camada endurecida se uniu ao núcleo por baixo. Quando a falha começa na superfície — e normalmente começa sob flexão cíclica — a química importa menos do que a arquitetura. Então, o que exatamente nessa arquitetura decide se a aresta se desgasta de forma previsível ou se deixa estilhaços?
Imagina uma secção transversal ao microscópio. Uma ferramenta endurecida completamente — devidamente temperada e revenida — apresenta uma dureza razoavelmente uniforme da superfície ao núcleo. Não idêntica, mas consistente. Todo o corpo partilha a carga e, quando cede, fá-lo gradualmente. Obténs arredondamento, deformação nas bordas, sinais de aviso.
Agora pegue num punção endurecido por indução. A superfície pode testar entre 58–60 HRC, mas a profundidade da camada é frequentemente inferior a 2 milímetros. Por baixo há um núcleo mais macio e tenaz. No papel, isso soa ideal: pele dura para desgaste, centro dúctil para impacto. Em dobra a ar de chapa fina, funciona.
Passe para a dobra de fundo de chapa grossa, com elevada tonelagem por pé e cargas cíclicas de pico. A camada superficial é martensítica — dura e quebradiça. O núcleo flete microscopicamente sob carga. Essa diferença cria tensão de cisalhamento exatamente na interface. Após ciclos suficientes, pequenas fissuras formam-se paralelas à superfície. Depois, um segmento destaca-se. Isso é “spalling” — delaminação superficial causada por cisalhamento cíclico. E quando essa camada frágil se solta, não descasca como tinta. É ejetada.
Uma camada rasa num trabalho pesado é uma discrepância de categoria de peso. A concha externa leva o impacto, o núcleo move-se de forma diferente, e a interface torna-se uma autoestrada de fissuras. O punção não se deformou em forma de cogumelo. Soltou fragmentos.
O endurecimento integral evita essa interface, mas traz o seu próprio compromisso: se elevares demasiado a dureza — pensa em H13 puxado para os altos 50 HRC — perdes tenacidade à fratura em toda a peça, não apenas na superfície. Agora toda a secção transversal comporta-se como aquela concha quebradiça. O modo de falha muda de delaminação para fratura total. Caminho diferente. Mesmo risco de estilhaços.
Portanto, se a indução é um capacete fino e o endurecimento integral pode tornar todo o crânio frágil, haverá um meio-termo que não minta quanto à sua categoria de peso?
O endurecimento a laser funciona de forma diferente. Em vez de aquecer toda a ferramenta ou depender da profundidade de penetração eletromagnética como na indução, usa um feixe de laser controlado para austenitizar uma faixa superficial definida e depois realiza a têmpera por autotransferência para o material base. Em aços comuns como 4140 ou 4130, pode-se alcançar cerca de 58–62 HRC na superfície, com profundidade de camada controlada e distorção mínima — muitas vezes abaixo de um milésimo de polegada em secções curtas, e alguns centésimos em comprimentos longos se for bem gerido.
Essa precisão importa em ferramentas de quinadeira, onde a retilinidade ao longo de três metros determina se a tonelagem é distribuída de forma uniforme ou concentrada num canto.
Mas aqui está a parte que os folhetos sussurram: a profundidade da camada ainda é finita. Continuas a criar um gradiente — duro por fora, mais tenaz por dentro. A diferença está no controlo. O laser permite ajustar a profundidade e a largura da zona endurecida para corresponder à tensão de contacto esperada. Para dobra a ar de precisão e dobra de fundo moderada, isso pode reduzir o desgaste sem criar o abrupto degrau de dureza comum em casos de indução rasa.
Não é magia. Num cenário verdadeiramente pesado — V-dies estreitos, chapa de alta resistência, repetidos fundos — se a camada endurecida for demasiado fina em relação à profundidade da tensão de contacto, recrias o mesmo risco de delaminação. A física não negocia.
Onde o laser mostra o seu valor é no controlo de distorção e repetibilidade. Menos empenamento após o aquecimento significa menos picos de carga induzidos por desalinhamento. E lembra-te, as médias escondem os picos. Se uma ferramenta empenada cria uma sobrecarga local, voltas ao início de fissuras num canto, independentemente da liga.
Assim, o endurecimento a laser pode ser o melhor dos dois mundos — se a profundidade da camada corresponder ao campo de tensão e o aço base mantiver verdadeira tenacidade à fratura. Caso contrário, é apenas um capacete mais bonito.
O que nos leva a algo que a maioria dos compradores ignora porque não tem um número Rockwell associado.
Passa a unha em dois punções novos. Um está retificado de forma limpa, com acabamento fino ao longo da linha de dobra. O outro mostra ligeiras marcas de esmerilado perpendiculares à carga. Ambos medem 56 HRC. Sob carga, comportam-se de forma diferente.
Essas cristas microscópicas funcionam como concentradores de tensão. Aumentam o atrito contra a chapa, o que eleva a temperatura local na zona de contacto. O calor amacia exatamente a superfície que pagaste para endurecer. Depois começa a adesão (“galling”) — transferência de material da chapa para a ferramenta. Agora criaste pontos altos que amplificam a tensão de contacto no golpe seguinte.
Atrito é força. Força extra significa maior tonelagem efetiva por pé. Maior tonelagem significa penetração de tensão mais profunda na face da ferramenta. E de repente aquela profundidade de camada cuidadosamente projetada já não é suficiente.
Uma superfície mais lisa reduz o coeficiente de atrito, diminui a geração de calor e distribui o contacto de forma mais uniforme. Isso reduz o pico de tensão, o que reduz a probabilidade de iniciação de fissuras. Mesmo aço. Mesma dureza. Diferente integridade superficial. Diferente custo por golpe.
Já vi oficinas correrem atrás de ligas superiores quando, na verdade, o problema era de disciplina na retificação.
O acabamento superficial não soa heroico. Não ganha discussões em feiras. Mas na matemática que importa — quantos golpes antes da re-retificação, quantas re-retificações antes do descarte — altera a curva. E quando multiplicas isso por milhares de ciclos nos teus trabalhos mais pesados, a diferença de lucro aparece no tempo de paragem evitado e nas substituições de emergência que não foram encomendadas.
Então, se a profundidade do tratamento térmico define a história da tensão interna e o acabamento superficial define a história do contacto, o que isso faz aos teus intervalos de retificação, às tuas correções de distorção e ao teu custo real por golpe quando a mistura de trabalhos se complica?
Queres saber como a profundidade da camada e o acabamento superficial se traduzem em euros, não em relatórios de laboratório.
Se estás a avaliar combinações de ferramentas e máquinas para produção de alta tonelagem ou de materiais mistos, é útil observar especificações detalhadas em vez de resumos de marketing. Para dados técnicos sobre sistemas de dobra, capacidades de controlo CNC e gamas de aplicação em trabalhos de chapa pesada, podes descarregar aqui os catálogos e fichas técnicas relevantes: Descarregar os catálogos técnicos e documentos de especificações. Estes materiais da CN-HAWE apresentam soluções de dobra baseadas em CNC desenvolvidas com apoio dedicado de I&D, fornecendo-te parâmetros concretos para comparar com os teus próprios cálculos de custo por dobra.
Eis como isto realmente se desenrola numa prensa a trabalhar chapa espessa. Uma camada endurecida superficial sob alta tonelagem por pé começa a fissurar microscopicamente mais cedo, o que significa que chegas à tua primeira retificação mais cedo. Cada retificação remove material, altera a geometria da abertura da matriz e obriga a uma correção de configuração. Se a distorção já foi incorporada durante o tratamento térmico, estás a calçar e ajustar para obter novamente contacto uniforme. Isso já não é metalurgia. É uma máquina parada enquanto um ativo de $200 por hora espera que persigas um milésimo ao longo de três metros.
O custo por dobra é o preço de compra dividido pelo total de dobras bem-sucedidas antes de refugo, mais o custo de cada interrupção pelo caminho.
Agora acrescenta a integridade superficial. Um desbaste mais rugoso aumenta o atrito, o que aumenta a tonelagem efetiva, o que leva as tensões mais fundo do que a tua camada endurecida foi concebida para aguentar. As retificações chegam mais depressa. A gratagem cria pontos altos. Esses pontos altos concentram carga e aceleram a iniciação de fissuras. Mas as médias escondem os picos. Uma única sobrecarga localizada numa ferramenta distorcida pode consumir uma semana de vida útil prevista numa única vez. Já vi isso acontecer.
Portanto, a questão deixa de ser “Que Rockwell comprei?” e passa a ser “Quantos golpes consigo entre intervenções, e quanto custa cada intervenção em perda de produtividade?”
Se o próximo passo é falar diretamente com a equipa, Contacte-nos encaixa naturalmente aqui.
A ferramenta mais cara do teu arsenal não é a que tem a fatura mais alta.
É a que parte às 15h durante uma série de 500 peças em chapa de 3/8 de polegada, quando a substituta está noutro edifício e a matriz personalizada que emparelhaste com ela custou quatro mil euros. Imagina uma ferramenta classificada — no papel — para uma determinada carga com base em dobra ao ar de aço macio. Agora coloca-a a cunhar material de alta resistência, perto da capacidade máxima da máquina. Penetração total. Zero retrocesso elástico. Tonelagem máxima. Mudaste de categoria de peso sem o admitir.
Quando uma ferramenta frágil e de alta dureza falha a meio do ciclo, não perdes apenas a ferramenta. Perdes o cronograma. Arriscas-te a refugá peças parcialmente formadas. Se era um perfil personalizado, deixas de amortizar esse custo ao longo dos anos — engoles tudo numa semana má. O custo por dobra dispara porque o denominador — dobras bem-sucedidas — desabou.
E se a tua oficina faz dobras longas, lembra-te disto: duplicar o comprimento de dobra duplica a tonelagem necessária. Nenhuma liga engana essa matemática. Se a máquina está perto do limite, cada ferramenta está a lutar na categoria de peso pesado, goste ou não. Nesse ringue, a tenacidade à fratura não é um luxo. É sobrevivência.
Então, por que razão alguém pagaria 40% mais por um material “premium”?
Por vezes, paga-se.
Se esse prémio te garante um endurecimento mais profundo e devidamente equilibrado com um núcleo tenaz — significando que os intervalos de retificação passam, digamos, de cada 20.000 golpes para cada 35.000 num cenário de grande volume —, o teu tempo de paragem mensal diminui. Menos retiradas de ferramentas. Menos realinhamentos. Menos hipóteses de introduzir erros de configuração que criam picos de carga. Ao longo de centenas de milhares de dobras, isso pode compensar rapidamente uma fatura inicial mais alta.
Mas aqui está a armadilha: se o prémio serve sobretudo para comprar maior dureza superficial sem tenacidade à fratura proporcional, e estás a executar trabalhos mistos — dobra ao ar hoje, dobra no fundo amanhã, talvez cunhagem na sexta-feira — podes reduzir a vida útil sob condições de pico. O punção não se deformou. Fraturou-se. Agora o teu prémio de 40% acabou por render menos golpes totais do que uma alternativa mais tenaz e ligeiramente mais macia.
O custo por golpe não se importa com os níveis de marketing.
O prémio compensa quando prolonga o tempo de produção estável nos trabalhos com maior espessura. Mas drena‑te quando persegue números de dureza que não sobrevivem à tonelagem máxima por pé. Já vi oficinas aprenderem essa lição da forma mais ruidosa.
O que nos leva aos queridinhos do público das brochuras.
O carboneto é um bisturi.
Em dobragem ao ar fina e repetitiva com cargas controladas, mantém a geometria da aresta de corte de forma impecável. Desgaste mínimo. Ângulos previsíveis. Longos intervalos entre manutenções. Nessa categoria de peso, é um campeão.
Move‑o para dobragem de fundo de alta tonelagem ou cunhagem em chapa grossa e estarás a pedir a um martelo de vidro para bater como aço forjado. A resistência à compressão do carboneto é enorme. A sua tenacidade à fratura, não. Um desalinhamento. Uma sobrecarga inesperada devido a uma chapa deformada ou um pequeno erro de arqueamento. Risco de estilhaços. Já vi acontecer.
Os revestimentos contam uma história semelhante. Um revestimento de baixo atrito reduz o gripamento e o calor, o que pode realmente prolongar a vida útil ao diminuir a tonelagem efetiva. Isso ajuda o teu custo por dobra. Mas se o substrato por baixo não tiver tenacidade suficiente para as tuas cargas máximas, o revestimento torna‑se uma armadura decorativa sobre um núcleo frágil. Quando a base racha, o revestimento vai atrás.
Portanto, o cálculo real não é “O cromolibdénio é rei?” ou “O carboneto é de elite?”
É isto: tendo em conta a tua tonelagem máxima por pé, as tuas dobras mais longas e a tua mistura mais difícil de materiais, qual ferramenta sobrevive aos picos com frequência suficiente para proporcionar o custo por dobra mais baixo ao longo de um ano?
Esse é o único cinturão de campeão que paga as tuas contas.
Não escolhes o equipamento pela tabela de ligas. Escolhes pelo trabalho mais difícil que paga a tua renda.
A maioria das oficinas não consegue responder a uma pergunta simples: qual é a maior tonelagem por pé que realmente atingimos num mês normal, não num teste de brochura mas numa execução real com a nossa verdadeira mistura de peças? Até saberes isso, estás a discutir dureza como se fosse um traço de personalidade. Este quadro obriga‑te a começar onde as ferramentas realmente morrem — na carga máxima — e a trabalhar para trás até ao material que sobrevive a esses picos lentamente em vez de de forma explosiva.
Então, de onde vêm esses picos na tua oficina?
Consulta um ano de trabalhos. Não o volume de faturação — material e espessura.
As fórmulas para aço macio assumem cerca de 60.000 PSI de resistência à tração. Essa é a base por trás da maioria das tabelas de tonelagem. Agora observa com que frequência dobras aço inoxidável, chapa resistente à abrasão ou graus estruturais de alta resistência. O ajuste é simples em princípio: multiplica a tonelagem base pela resistência real dividida por 60.000. Se o teu aço inox estiver mais próximo de 90.000 PSI, acabaste de aumentar a tonelagem em 1,5× para a mesma espessura e abertura de matriz.
Esse multiplicador é silencioso no papel. É violento na ponta do punção.
Uma oficina que diz “Trabalhamos principalmente com aço macio”, mas insere dois dias por semana de trabalho com alta resistência, já mudou de categoria de peso sem o admitir. Esses dias definem o teu risco de estilhaços, não as terças‑feiras fáceis. Já vi acontecer.
Então o primeiro diagnóstico não é “Que liga é a melhor?”. É “Que percentagem das nossas operações pertence à categoria de alta tonelagem?”. Porque, se mesmo 20% do teu volume anual vive entre 1,5× e 2× da tonelagem de referência, essa cauda controla o cão da ferramenta.
Mas o material por si só não explica os picos reais, pois não?
Agora quantificamos os golpes que estás realmente a desferir.
Começa com a tonelagem padrão de curvatura a ar por pé para a tua espessura e abertura de V mais comuns. Depois adiciona o que as fórmulas normalmente escondem: fator de método e escolha da matriz.
A curvatura a ar é a tua base 1,0×. A curvatura de fundo pode chegar a 5×. A cunhagem pode ultrapassar 10×. Se estreitares uma matriz em V abaixo da regra típica de 6–8× a espessura, a tonelagem sobe rapidamente — por vezes exponencialmente para chapas grossas. Oficinas que perseguem raios apertados em chapa espessa frequentemente criam a sua própria condição de sobrecarga e depois culpam a liga quando algo se parte.
Imagina uma ferramenta com capacidade — no papel — para uma certa carga baseada na curvatura a ar de aço macio. Agora aplica curvatura de fundo em material de alta resistência numa matriz apertada. Não ultrapassaste o limite do catálogo por pouco. Mudaste a física do combate.
Aqui vai a ação prática: constrói uma tabela simples para os teus dez principais trabalhos por volume. Para cada um, lista:
Calcula toneladas por pé. Depois multiplica pelo comprimento da curvatura para ver a carga total da máquina. Destaca as três condições de pico de tonelagem por pé. Essas são as tuas cargas de projeto. Tudo o resto é ruído.
Mas, uma vez identificados os picos, como se traduz isso numa escolha de material sem voltar ao culto da dureza?
“Melhor” não é a liga mais dura que sobrevive à tua carga teórica máxima.
“Melhor” é o material que, sob a tua tonelagem por pé de pico identificada, se degrada de um modo que protege o rendimento.
Se trabalhas principalmente com curvatura a ar em aço macio com raros picos, uma ferramenta de maior dureza e tenacidade moderada pode prolongar os intervalos de reafilamento e vencer em custo por operação. O punção não deformou. Desgastou-se lentamente. Previsivelmente. Isso é lucrativo na categoria de baixa tonelagem.
Se a tua tabela mostra curvatura frequente de chapas grossas até perto da capacidade da máquina, estás na categoria de alta tonelagem. Aqui, a tenacidade à fratura — a capacidade de absorver energia sem fissurar — é mais importante do que ganhar alguns pontos de Rockwell extra. Um núcleo ligeiramente mais macio e tenaz que se deforma antes de fraturar dá-te aviso prévio. Pode deformar. Pode precisar de reafilamento mais cedo. Mas não explode a meio da produção e não destrói uma matriz personalizada de $4,000. Já vi isso acontecer.
Portanto, defines primeiro o modo de falha aceitável. Desgaste lento? Pequeno arredondamento nas bordas? Tudo bem. Ruptura catastrófica sob carga máxima? Inaceitável. Depois avalias os materiais não pelo nível do folheto, mas pelo modo como se comportam nas tuas condições de tonelagem por pé destacadas.
E aqui está a mudança não óbvia: o teu “ADN de oficina” não é o teu trabalho médio. São os teus picos repetíveis. A liga vencedora é aquela cuja tenacidade à fratura se aproxima suficientemente desses picos para os suportar, mas cuja dureza é apenas alta o bastante para manter o desgaste económico ao longo do teu volume real.
A rentabilidade não é um cinturão de campeão para o aço mais duro na prateleira.
É o custo por golpe na tua categoria de peso.


















